Изобретение относится к рентгеновской технике, а именно к способам получения вращающихся анодов рентгеновских трубок (РТ), и может быть использовано в медицине для диагностики и терапии, в технических устройствах для неразрушающего контроля изделий и в научных исследованиях для проведения рентгеноструктурного анализа материалов.
Известно, что наилучшие характеристики современных мощных рентгеновских трубок, в частности, применяемых для медицинских целей, получены с использованием вращающихся анодов из поликристаллического вольфрама или вольфрам-рениевого сплава (Денискин Ю.Д., Чижунова Б.А. Медицинские рентгеновские трубки и излучатели. - М.: Энергоатомиздат, 1984). Применение этих материалов позволяет не только повысить мощность рентгеновского излучения, но и достичь длительного срока службы таких устройств. Вместе с тем, в настоящее время ресурсы этих материалов практически исчерпаны, т.к. достигнуты некие предельные значения указанных основных эксплуатационных параметров рентгеновских трубок. Дальнейшее увеличение их мощности и срока службы без деградации рабочих характеристик возможно при использовании в качестве материала анодов монокристаллических тугоплавких металлов, в частности, вольфрама (US №3160779, Dec. 8, 1964). В указанном патенте монокристаллические анодные вставки в виде пластинок, ориентированных плоскостью (110), применены для трубок с неподвижным водоохлаждаемым анодом. При работе таких анодов на рабочей поверхности-мишени появляется небольшое число мелких трещин вдоль плоскостей спайности из-за термических напряжений в материале, что ограничивает стабильность работы и долговечность рентгеновских трубок.
Известен анод рентгеновской трубки, по меньшей мере, мишень которого выполнена из тугоплавкого монокристаллического металла (W-моно) или его поликристаллического сплава (W-Re), при этом монокристаллический материал выполнен с разориентацией кристаллических блоков в диапазоне 5-20° (RU 2168792 C1, 10.06.2001). При использовании известного анода в рентгеновских трубках максимальный перепад температуры в фокусном пятне составляет 1867°С для W-моно и 2043°С для W-Re поликристаллического, число термоциклов до трещинообразования достигает 761700. Недостатком является сложность изготовления такого анода, а также высокая стоимость рениевого сплава.
Известен вращающийся анод рентгеновской трубки, содержащий основание диск из монокристалла молибденового сплава, изготовленный методом зонной плавки, поверхность которого со стороны мишени имеет конусность 12°, а мишень в виде связанного слоя с монокристаллической структурой (вольфрама), которой нанесен методом высокотемпературного (1600°С) вакуумного напыления, при этом поверхность связанной монокристаллической структуры совпадает с плоскостью кристаллографической формы (110) (RU 2029408, C1, 20.02.1995).
Использование известного анода позволяет поднять допустимый уровень среднемассовой температуры диска до 1400-1600°С, повысить надежность анода и допустимую мощность за счет ориентации кристалла.
Наиболее близким аналогом к заявляемому является способ изготовления вращающегося анода рентгеновской трубки, включающий формирование подложки анода, создание на ней мишени с фокусной дорожкой, генерирующей (эмитирующей) рентгеновское излучение, одно или многостадийную термическую обработку анода, при этом перед завершающей термической обработкой анода на пористую поверхность мишени в области фокусной дорожки наносят способом напыления или способом порошковой металлургии легирующий элемент в виде слоя толщиной не менее 3 мкм и проводят отжиг при температуре, равной 0,7-0,75 от температуры плавления материала подложки анода в течение не менее 6 ч, а в качестве легирующего элемента выбирают Re или Os (RU 2172040 C1, 10.08.2001).
Использование дорогих легирующих элементов и продолжительность во времени способа получения анода ограничивает его широкое использование. Кроме того, известный анод имеет недостаточно высокую стабильность и долговечность при воздействии знакопеременных циклических тепловых нагрузок и высоких доз облучения.
Задачей изобретения является упрощение способа, увеличение срока службы мощных рентгеновских трубок с вращающимся анодом при одновременном улучшении их эксплуатационных характеристик.
Поставленная задача достигается тем, что способ изготовления вращающегося анода рентгеновской трубки включает формирование на конической поверхности анодного диска мишени из тугоплавкого металла, эмитирующей рентгеновское излучение, при этом мишень формируют отдельно в виде монокристаллического, субструктурно-упрочненного, моногранного конического кольца из тугоплавкого металла, имеющего в любой точке конической поверхности ориентацию, соответствующую ориентации плоскости с максимальной атомной упаковкой (в случае ОЦК-металлов это плоскость (110)), который хорошо согласуется по коэффициенту термического расширения с материалом анодного диска, формирование мишени проводят с помощью деформационно-термической технологии, которая обеспечивает образование в металле мишени упрочняющей полигонизованной дислокационной субструктуры, горячую напрессовку подготовленной мишени на всю коническую поверхность анодного диска или на его фокальную дорожку с последующим термическим отжигом анода. В качестве деформационно-термической технологии для изготовления мишени в виде кольца используют преимущественно горячую штамповку монокристаллической пластины в штампе с заданным углом конуса при температурах в интервале 900-1400К со степенью деформации 8-20%, либо горячую деформацию изгибом на конических валках в той же области технологических параметров, а термическую обработку анода с мишенью проводят путем стабилизирующего нагрева от температуры деформации до 2300К с постоянной скоростью 50 К/ч и отжигом при 2300К в течение 1-3 ч.
На всю коническую поверхность анодного диска или только на фокальную дорожку напрессовывают заранее изготовленное коническое кольцо из монокристаллического моногранного тугоплавкого металла, преимущественно из вольфрама, ориентированного плоскостью (110) с максимальной атомной упаковкой и имеющего полигонизованную субструктуру.
При использовании в качестве мишени конического кольца из монокристаллического моногранного (110) полигонизованного молибдена, на него эпитаксиально осаждают газофазным, преимущественно “хлоридным”, методом при температуре по крайней мере 1700К, слой вольфрама, который наследует ориентацию и субструктурное упрочнение молибденового кольца. Использование субструктурно-упрочненных монокристаллов известных тугоплавких металлов, например, вольфрама, упрочнение которых осуществляют в процессе изготовления анодов путем совмещения операций формирования анода с операциями его деформации и отжига, в результате чего в монокристаллическом материале образуется полигонизованная субструктура, равномерно распределенная объемная сетка субграниц с избытком дислокации одного знака, а количество хаотически распределенных дислокации сводится к минимуму. Это обеспечивает высокую термомеханическую стабильность материала в условиях термоциклического электроэрозионного воздействия и длительный срок службы рентгеновских трубок с вращающимся анодом при повышении их мощностных характеристик.
В предложенном способе за счет формировании на конической поверхности анодного блока или на ее части слоя монокристаллического вольфрама, имеющего наиболее благоприятную кристаллографическую ориентацию (110) и полигональную дислокационную субструктуру, обеспечивают этому материалу субструктурное упрочнение. Это значительно повышает высокотемпературную прочность и эрозионную стойкость монокристаллического вольфрама. А плотнейшая атомная упаковка (110), кроме того, обеспечивает повышенную эмиссионную способность вольфрама. При этом безразлично, является анодный блок цельнометаллическим или комбинированным, но весьма важными требованиями являются высокая химическая и дилатационная совместимость материалов покрытия и подложки, а также хорошая термическая связь между ними.
Сущность предложенного способа поясняется примерами.
Пример 1.
Формирование мишени для анодного диска проводят следующим образом. Из монокристаллической вольфрамовой пластины толщиной 2 мм, ориентированной плоскостью (110), с помощью лазера (можно и другим способом) вырезают кольцо необходимых размеров. Мишень в виде кольца подвергают деформированию методом горячей штамповки при температуре 1000К на заданный угол конусности. Полученное коническое кольцо электрополируют, после чего производят контроль ориентации конической поверхности кольца, степени деформации и полигонизованности материала кольца, максимального угла разориентировки его субструктуры.
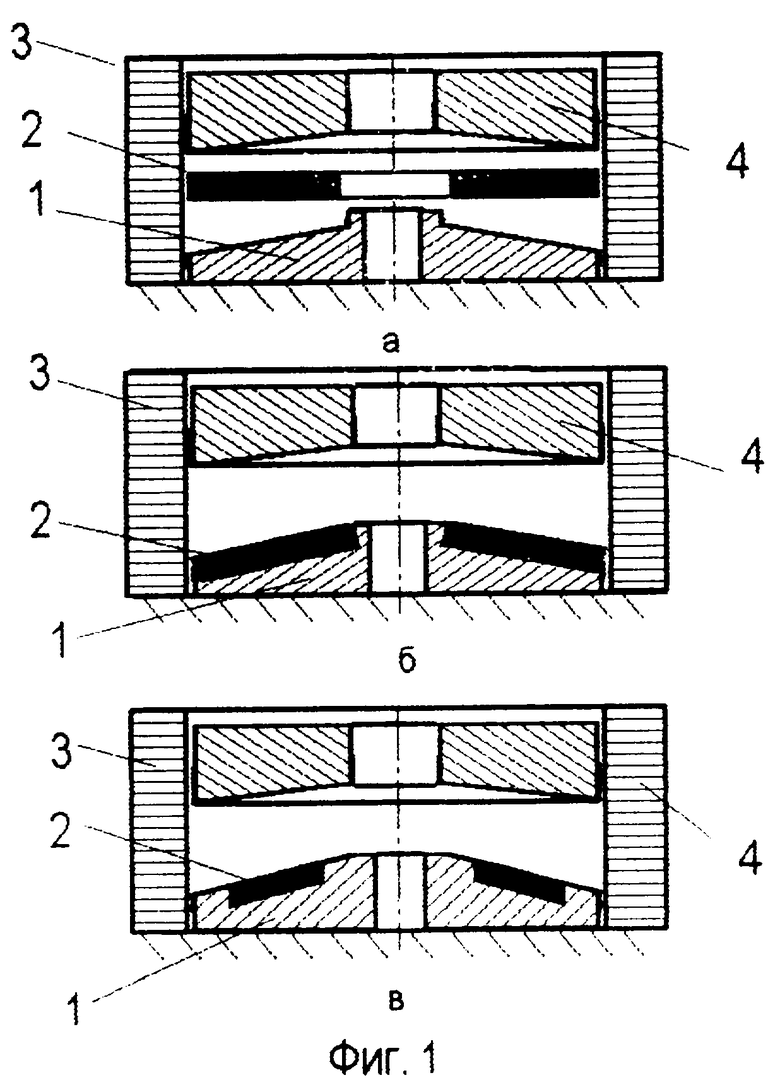
На фиг.1б представлен этот вариант анода. Коническое кольцо мишени 2 с полигональной субструктурой и степенью деформации 10%, имеющее ориентацию поверхности во всех точках (110), с помощью обратного конуса 4 напрессовывают в обойме 3 на коническую поверхность комбинированного анодного диска 1 с графитовой основой и верхним коническим слоем из поликристаллического молибдена, как показано на фиг.1а. Проводят затем стабилизирующий отжиг путем нагрева изделия (анода) от температуры деформации (1000К) до 2300К, что обеспечивет образование благоприятной полигонизованной дислокационной структуры. Для предотвращения рекристаллизации нагрев производят с постоянной скоростью 50 К/ч с последующим отжигом анода при 2300К в течение 3 ч. На фиг.1в представлен вариант, при котором мишень напрессовывают на фокальную дорожку конической поверхности анода.
После отжига выполняют финишную электрополировку кольца в щелочном электролите.
Пример 2. Формирование мишени для анодного диска проводят следующим образом. Монокристаллический вольфрамовый пруток диаметром 10-30 мм с осевой ориентацией <111> разрезают параллельно его оси с помощью абразивного диска на полосы толщиной 2 мм, ориентированные плоскостью (110). Производят раскройку полосы на заготовки для формования мишени в виде конических колец. С помощью деформационно-термической технологии, а именно горячим изгибом заготовки на конических валках с канавкой, формуют мишень в виде кольца при температуре 1400К и со степенью деформации 20%. Коническое кольцо подвергают электрополировке, после чего проводят контроль ориентации конической поверхности кольца, степени деформации и полигонизованности материала кольца, максимального угла разориентировки его субструктуры. Затем готовое коническое кольцо 2 с полигональной субструктурой и степенью деформации 20%, имеющее ориентацию поверхности во всех точках (110), запрессовывают в обойме 3 с помощью обратного конуса 4 в канавку на анодном диске 1 из поликристаллического молибдена (фиг.1б). Проводят стабилизирующий нагрев при температуре 2000К с постоянной скоростью 50 К/ч с последующим отжигом анода при 2300К в течение 1 ч и финишную электрополировку кольца в щелочном электролите.
Пример 3.
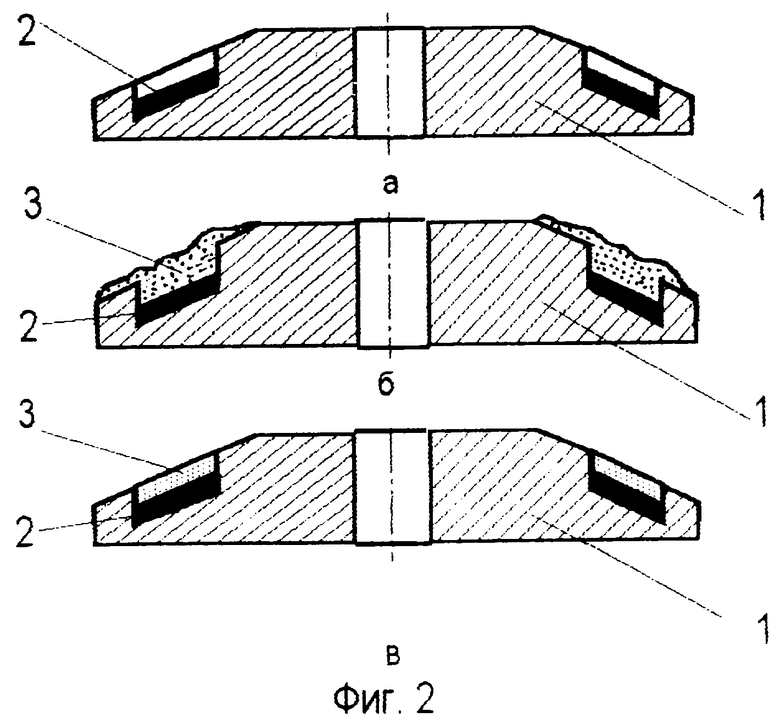
Проводят полный технологический цикл по примеру 2, но в качестве материала мишени использовали пластину монокристаллического молибдена толщиной 1,5 мм, а температуру формовки конического кольца проводили при 900К. Получали молибденовое коническое кольцо с полигональной субструктурой и степенью деформации 8%, имеющее ориентацию поверхности во всех точках (110). После запрессовки этого кольца в канавку на анодной заготовке его поверхность 2 (фиг.2а) оказывалась ниже конической поверхности анода 1 приблизительно на 0,5 мм. После чего на коническую поверхность анода с запрессованным кольцом с помощью газофазной “хлоридной” технологии при температуре 1700К эпитаксиально осаждали слой вольфрама 3 (фиг.2б). С помощью последующей шлифовки и электрополировки получали коническую анодную поверхность с вольфрамовой фокальной дорожкой (фиг.2в), поверхность которой оказывалась вровень с поверхностью анода. Осажденный слой вольфрама наследовал не только моногранную ориентацию молибденовой подложки, но также и ее субструктурно-упрочняющую полигональную структуру.
Полученные по предложенному способу варианты вращающихся анодов имеют высокую термическую стабильность при работе в мощных рентгеновских трубках, высокую надежность при работе в области высоких температур, долговечность к тепловым знакопеременным циклическим нагрузкам и высоким дозам облучения. А способ изготовления указанных анодов прост в исполнении, легко может быть автоматизирован и не требует специального оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДА РЕНТГЕНОВСКОЙ ТРУБКИ | 2007 |
|
RU2359354C1 |
| ВРАЩАЮЩИЙСЯ АНОД РЕНТГЕНОВСКОЙ ТРУБКИ | 1990 |
|
RU2029408C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДА РЕНТГЕНОВСКОЙ ТРУБКИ | 2000 |
|
RU2179767C2 |
| АНОД РЕНТГЕНОВСКОЙ ТРУБКИ | 1999 |
|
RU2168792C1 |
| АНОД РЕНТГЕНОВСКОЙ ТРУБКИ | 2000 |
|
RU2195739C2 |
| РЕНТГЕНОВСКАЯ ТРУБКА | 2008 |
|
RU2377686C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДА РЕНТГЕНОВСКОЙ ТРУБКИ | 2000 |
|
RU2172040C1 |
| АНОД РЕНТГЕНОВСКОЙ ТРУБКИ | 2000 |
|
RU2170472C1 |
| КОМБИНИРОВАННЫЙ ВРАЩАЮЩИЙСЯ АНОД РЕНТГЕНОВСКОЙ ТРУБКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2307422C1 |
| КОНСТРУКЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ МОЛИБДЕНА И/ИЛИ ВОЛЬФРАМА ИЛИ ИХ СПЛАВОВ С ЗАЩИТНЫМ ЖАРОСТОЙКИМ ПОКРЫТИЕМ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2018 |
|
RU2702254C1 |
Изобретение относится к электротехнике, в частности к способам изготовления вращающихся анодов рентгеновских трубок. Технический результат предложенного способа заключается в повышении стабильности и долговечности анодов при воздействии знакопеременных циклических тепловых нагрузок и высоких доз облучения, а также в увеличении мощности рентгеновских трубок. Способ включает формирование на конической поверхности анодного диска мишени из тугоплавкого металла, при этом мишень формируют отдельно в виде конического кольца путем горячей штамповки с заданным углом конусности с последующей горячей напрессовкой изготовленной мишени на всю коническую поверхность анодного диска или на фокальную дорожку с последующей термообработкой. Выбранные режимы деформационно-термической технологии обеспечивает достижение указанного технического результата. 2 з.п. ф-лы, 6 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДА РЕНТГЕНОВСКОЙ ТРУБКИ | 2000 |
|
RU2172040C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ МИШЕНИ ДЛЯ РЕНТГЕНОВСКОЙ ТРУБКИ | 1995 |
|
RU2094898C1 |
| ИМПУЛЬСНАЯ РЕНТГЕНОВСКАЯ ТРУБКА | 1999 |
|
RU2160480C1 |
| Литьевая форма | 1979 |
|
SU874385A1 |
| US 5696808 А, 09.12.1997. | |||

