(54) ЛИТЬЕВАЯ ФОРМА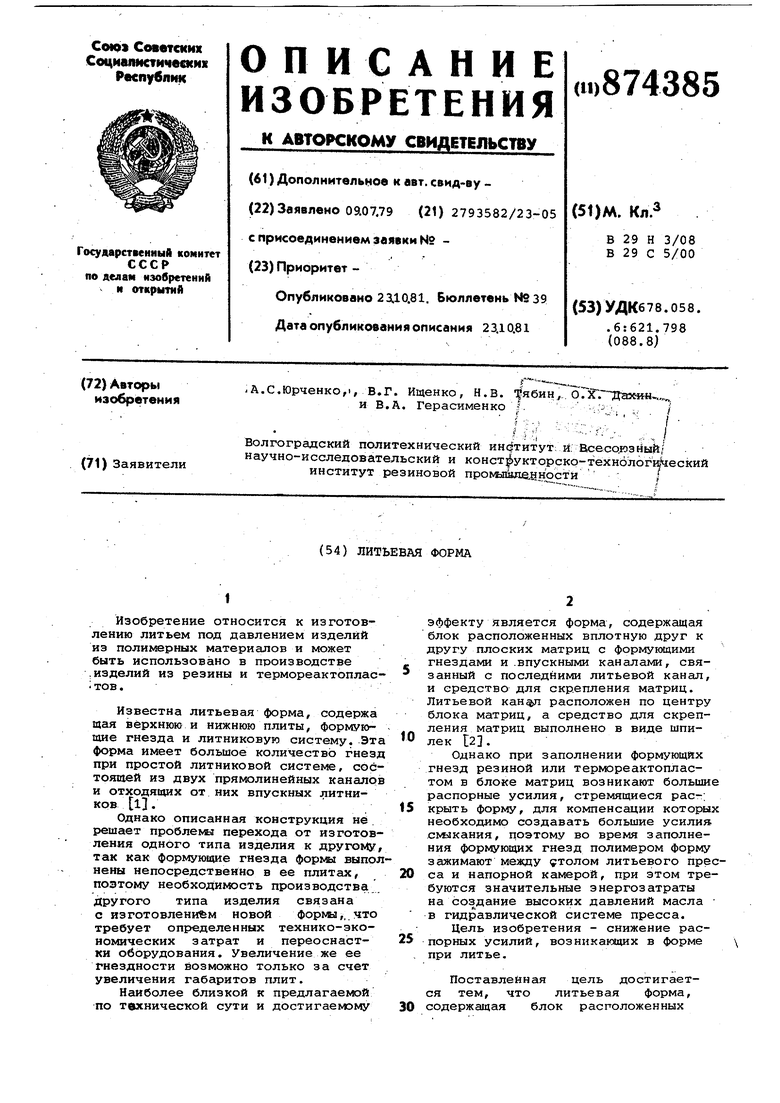
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОГНЕЗДНАЯ СТАЦИОНАРНАЯ ПРЕСС-ФОРМА С ГОРИЗОНТАЛЬНЫМ И ВЕРТИКАЛЬНЫМ РАЗЪЕМАМИ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2011 |
|
RU2475357C1 |
| Литьевая форма для изготовления изделий со сквозным отверстием из термопластов | 1984 |
|
SU1199644A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма | 1978 |
|
SU753658A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1982 |
|
SU1068293A2 |
| Форма для изготовления изделий из полимерных материалов | 1988 |
|
SU1525011A1 |
| Литьевая форма для изделий из полимерных материалов | 1981 |
|
SU952631A1 |
| Этажная литьевая форма | 1990 |
|
SU1742084A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU1031739A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
I
Изобретение относится к изготовлению литьем под давлением изделий из полимерных материалов и может быть использовано в производстве .изделий из резины и термореактоплас тов.
Известна литьевая форма, содержа щая верхнюю и нижнюю плиты, формующие гнезда и литниковую систему. Эта форма имеет большое количество гнезд при простой литниковой системе, состоящей из двух прямолинейных каналов и отходящих от них впускных литников ij.
Однако описанная конструкция не решает проблемы перехода от изготовления одного типа изделия к другому, так как формующие гнезда формы выполнены непосредственно в ее плитах, поэтому необходимость производства . другого типа изделия связана с изготовлением новой .что требует определенных технико-экономических затрат и переоснастки оборудования. Увеличение же ее гнездности возможно только за счет увеличения габаритов плит.
Наиболее близкой к предлагаемой по технической сути и достигаемому
эффекту является форма, содержащая блок расположенных вплотную друг к другу плоских матриц с формующими
гнездами и .впускными каналами, свя занный с последними литьевой канал, и средство для скрепления матриц. Литьевой канфп расположен по центру блока матриц, а средство для скрепления матриц выполнено в виде лек 12.
Однако при заполнении формующих гнезд резиной или термореактопластом в блоке матриц возникают большие распорные усилия, стремящиеся рас-;
15 крыть форму, для компенсации которых необходимо создавать большие усилия смыкания, ПОЭТОМУ во время заполнения формующих гнезд полимером форму зажимают между толом литьевого пресса и напорной камерой, при этом требуются значительные энергозатраты на создание высоких давлений масла в гидравлической системе пресса.
Цель изобретения - снижение распорных усилий, возникающих в форме , при литье.
Поставленная цель достигается тем, что литьевая форма, 30 содержащая блок расположенных
вплотную друг к другу плоских матриц с формунхцими гнездами и с впускными каналами, связанный с последними литьевой канал, и средство для скрепления матриц, снабжена разъемной обоймой с расположенным на одной из ее боковых сторон каналом впрыска, а блок матриц установлен в обойме с расположением матриц перпендикулярно плоскости ее разъема и с образованием зазора между его торцом и каналом впрыска, причем литьевой канал выполнен по периферии матриц и связан с зазором.
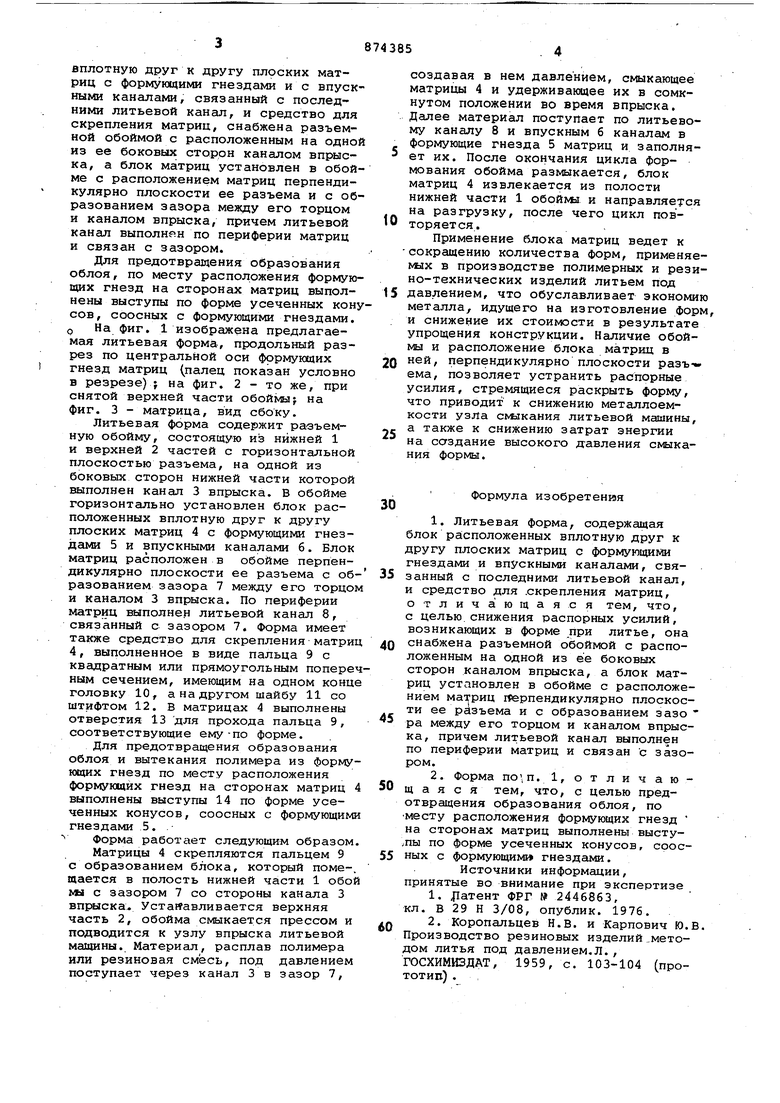
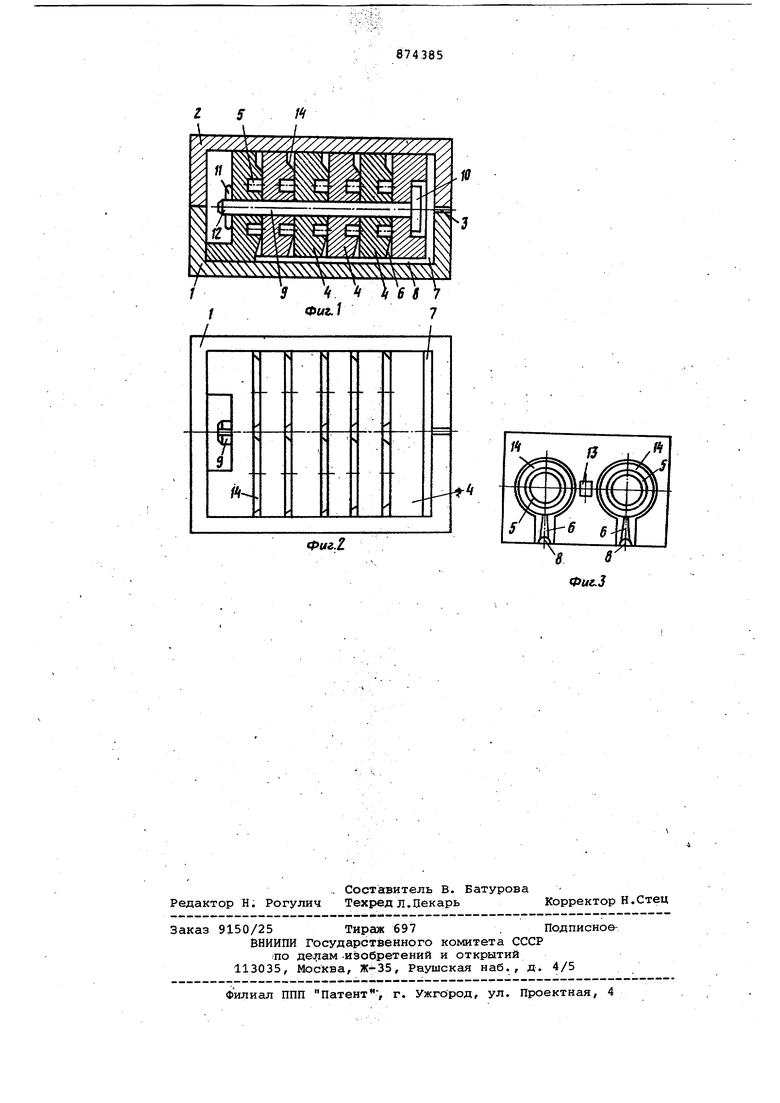
Для предотвращения образования облоя, по месту расположения формующих гнезд на сторонах матриц выполнены выступы по форме усеченных конусов, соосных с формующими гнездами, о На фиг. 1 изображена предлагаемая литьевая форма-, продольный разрез по центральной оси формуквдих гнезд матриц (палец показан условно в резрезе) ; на фиг. 2 - то же, при снятой верхней части обоймы; на фиг. 3 - матрица, вид сбоку.
Литьевая форма содержит раоъемную обойму, состоящую из нижней 1 и верхней 2 частей с горизонтальной плоскостью разъема, на одной из боковых сторон нижней части которой выполнен канал 3 впрыска. В обойме горизонтально установлен блок расположенных вплотную друг к другу плоских матриц 4 с формующими гнездами 5 и впускными каналами 6. Блок матриц расположен в обойме перпендикулярно плоскости ее разъема с образованием зазора 7 между его торцом и каналом 3 впрыска. По периферии матриц выполнен литьевой канал 8, связанный с зазором 7. Форма имеет также средство для скрепления матри 4, выполненное в виде пальца 9 с квадратным или прямоугольным попереным сечением, имеющим на одном конц головку 10, а на другом шайбу 11 со штифтом 12. В матрицах 4 выполнены отверстия 13 для прохода пальца 9, соответствующие ему-по форме.
Для предотвращения образования облоя и вытекания полимера из формующих гнезд по месту расположения формующих гнезд на сторонах матриц выполнены выступы 14 по форме усеченных конусов, соосных с формующим гнездами 5. . Форма работсгет следующим образом
Матрицы 4 скрепляются пальцем 9 с образованием блока, который помещается в полость нижней части 1 обо мл с зазором 7 со стороны канала 3 впЕялска. Устанавливается верхняя часть 2, обойма смыкается прессом и подводится к узлу впрыска литьевой машины. Материал, расплав полимера или резиновая смесь, под давлением поступает через канал 3 в зазор 7,
создавая в нем давлением, смыкающее матрицы 4 и удерживающее их в сомкнутом положении во время впрыска. Далее материал поступает по литьевому каналу 8 и впускным 6 каналам в формующие гнезда 5 матриц и заполняет их. После окончания цикла формования обойма размыкается, блок матриц 4 извлекается из полости нижней части 1 обойлы и направляется на разгрузку, после чего цикл повторяется.
Применение блока матриц ведет к сокращению количества форм, применяе№лх в производстве полимерных и резино-технических изделий литьем под 5 давлением, что обуславливает экономию металла, идущего на изготовление форм, и снижение их стоимости в результате упрощения конструкции. Наличие обойыы и расположение блока матриц в ней, перпендикулярно плоскости разъ- ема, позволяет устранить распорные усилия, стремящиеся раскрыть форму, что приводит к снижению металлоемкости узЛа смлкания литьевой машины, а также к снижению затрат энергии на создание высокого давления смыкания формы.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
кл. В 29 Н 3/08, опублик. 1976.
й«
Фиг.
