Изобретение относится к способам горячей прокатки тонкой полосы на станах, содержащих черновую реверсивную прокатную клеть и чистовую прокатную группу с печными моталками.
Известен способ производства горячекатаных полос на полунепрерывном стане (патент США №3803891, МКИ В 21 В 1/32). Стан, реализующий этот способ, содержит:
- печь для подогрева слябов;
- транспортные и рабочие рольганги;
- черновую реверсивную прокатную клеть;
- сверточную машину;
- летучие ножницы;
- чистовую прокатную группу, состоящую из шести непрерывных прокатных клетей;
- моталки для смотки горячей полосы.
Рассматриваемый способ горячей прокатки полосы состоит из ряда технологических операций.
Слябы после нагрева в печи и удаления окалины направляют в черновую реверсивную прокатную клеть.
Полоса в этой клети прокатывается до промежуточной толщины за несколько реверсивных проходов и на последнем проходе свертывается в промежуточный рулон в сверточной машине. Операция свертки позволяет сократить раскатные поля между черновой клетью и чистовой прокатной группой, улучшить температурные условия прокатки полосы в чистовой прокатной группе за счет сохранения тепла полосы в рулоне.
Прокатка полосы в чистовой группе клетей ведется непрерывно с размоткой ее из промежуточного рулона и заканчивается смоткой на одну из моталок горячей полосы.
Недостатком описываемого способа производства и прокатного стана является необходимость размещения между черновой клетью и сверточной машиной подката промежуточной длины (после предпоследнего нечетного чернового прохода), что может составлять несколько десятков метров (40-50) и приводит к потере полосой тепла в последнем черновом проходе и далее при транспортировке к сверточной машине во время последнего чернового прохода, что ведет к снижению качества получаемой полосы. Кроме того, стан, реализующий этот способ прокатки, имеет большие габариты, его изготовление связано с значительными капитальными затратами.
За прототип выбран способ прокатки тонкой полосы на стане, описанном в патенте США №4497191, МКИ В 21 В 41/02 от 15.02.85 г.
Стан, реализующий этот способ, содержит следующее оборудование:
- печь для подогрева слябов;
- транспортные и рабочие рольганги;
- универсальную реверсивную черновую клеть;
- реверсивную двухклетьевую чистовую прокатную группу, перед и за которой установлены моталки в печах;
- летучие ножницы;
- моталку для смотки готовой полосы.
В этом способе для сохранения температурных параметров прокатки реверсивная черновая клеть максимально приближена к чистовой прокатной группе с условием размещения между ними печной моталки.
В связи с этим черновую прокатку ведут при условии транспортировки подката через раскрытые валки чистовых клетей.
При последнем черновом пропуске прокатка идет одновременно в черновой клети и чистовых клетях, после чего полосу сматывают на моталку в печи.
Чистовую прокатку полосы ведут в двухклетьевой непрерывной реверсивной группе со смоткой-размоткой полосы на моталки в печах, установленных перед и за группой клетей.
Обрезка концов полосы при чистовых пропусках осуществляется летучими ножницами.
Такой стан компактный, имеет значительно меньшие габариты и требует меньших капитальных затрат при строительстве.
Однако этот способ имеет существенные недостатки:
- сниженная производительность стана из-за размещения подката при черновых пропусках в области чистовых клетей и их вынужденного простоя в период черновых пропусков, что увеличивает время цикла производства;
- ухудшение эксплуатационной надежности стана из-за транспортирования при прокатке слябов и раскатов большой толщины в зону чистовых клетей;
- ухудшение качества полосы из-за появления большого температурного “клина” по длине полосы, возникающего в связи со сниженной скоростью прокатки в совместном черновом и чистовом проходах, т.к. после чистового прохода полосу необходимо заправлять в печную моталку на скорости не более 2,5 м/с.
В основу изобретения поставлена задача создания способа прокатки полосы, обеспечивающего высокую производительность стана при одновременном улучшении качества полосы.
Эта задача решается за счет технического результата, который заключается в совмещении во времени прокатки в черновой клети и прокатки в чистовой прокатной группе, а также уменьшении температурного “клина” по длине полосы, благодаря ее свертыванию в промежуточный рулон после последнего чернового прохода.
Для достижения вышеуказанного результата в способе горячей прокатки тонкой полосы, включающем реверсивную черновую прокатку сляба в черновой клети до промежуточной толщины, передачу полосы промежуточной толщины в чистовую прокатную группу, состоящую из одной и более прокатных клетей, реверсивную чистовую прокатку полосы в чистовой прокатной группе до конечной толщины со смоткой-размоткой полосы промежуточной толщины на моталки в печах, установленные перед и за чистовой прокатной группой, согласно изобретению, реверсивную прокатку сляба в черновой клети осуществляют параллельно с реверсивной прокаткой в чистовой прокатной группе полосы, полученной из предыдущего сляба, а полосу хотя бы в одном нечетном черновом проходе, кроме последнего нечетного прохода, пропускают без смотки через предусмотренное свертывающее устройство, после последнего чернового прохода полосу свертывают в промежуточный рулон в свертывающем устройстве с последующим развертыванием для задачи полосы в чистовую прокатную группу, при этом окончание цикла чистовой прокатки предыдущей полосы осуществляют одновременно с задачей последующей полосы в чистовую прокатную группу.
Кроме того, для достижения вышеуказанного технического результата стан для производства тонкой горячекатаной полосы, включающий подогревательную печь, транспортные и рабочие рольганги, черновую реверсивную клеть, чистовую прокатную группу, состоящую из одной или более прокатных клетей, моталки в печах, установленные перед и за чистовой прокатной группой, ножницы с тянущими роликами, моталку для смотки готовой полосы в рулон, согласно изобретению, снабжен сверточной машиной, расстояние между которой и черновой клетью выбрано из условия, что оно не больше длины подката в предпоследнем нечетном черновом проходе, а расстояние между черновой клетью и первой клетью чистовой прокатной группы выбрано из условия, что оно определяется длиной полосы в предпоследнем нечетном черновом прокатном проходе по формуле:

где L - расстояние между черновой клетью и первой клетью чистовой прокатной группы;
Lпол - длина полосы в предпоследнем нечетном черновом прокатном проходе;
Vп - скорость полосы при прокатке;
а - замедление при торможении полосы;
Δ1- расстояние от первой клети чистовой прокатной группы до ножниц с тянущими роликами.
В результате сравнительного анализа предлагаемого способа горячей прокатки тонкой полосы с прототипом установлено, что они имеют следующие общие признаки:
- реверсивную черновую прокатку слябов в черновой клети до промежуточной толщины;
- реверсивную чистовую прокатку в чистовой прокатной группе до конечной толщины;
- смотку-размотку полосы промежуточной толщины во время чистовой прокатки на моталки в печах, установленные перед и за чистовой прокатной группой;
и отличительные признаки:
- реверсивную прокатку сляба в черновой клети осуществляют параллельно с реверсивной прокаткой в чистовой прокатной группе полосы, полученной их предыдущего сляба;
- полосу хотя бы в одном нечетном черновом проходе, кроме последнего нечетного прохода, пропускают без свертки через предусмотренное свертывающее устройство;
- после последнего чернового прохода полосу свертывают в промежуточный рулон в свертывающем устройстве с последующим развертыванием для задачи полосы в чистовую прокатную группу;
- окончание цикла чистовой прокатки предыдущей полосы осуществляют одновременно с задачей последующей полосы в чистовую прокатную группу.
Таким образом, предлагаемый способ горячей прокатки тонкой полосы имеет новую очередность выполнения операций и новый способ выполнения операций.
В результате сравнительного анализа предлагаемого стана для производства тонкой горячекатаной полосы с прототипом установлено, что они имеют следующие общие признаки:
- подогревательную печь;
- транспортные и рабочие рольганги;
- черновую реверсивную клеть;
- чистовую прокатную группу;
- моталки в печах, установленные перед и за чистовой прокатной группой;
- ножницы с тянущими роликами;
- моталку для смотки готовой полосы в рулон;
и отличительные признаки:
- предлагаемый стан снабжен сверточной машиной;
- расстояние между сверточной машиной и черновой клетью выбрано из условия, что оно не больше длины подката в предпоследнем нечетном черновом проходе;
- расстояние между черновой клетью и первой клетью чистовой прокатной группы выбрано из условия, что оно определяется длиной полосы в предпоследнем нечетном черновом прокатном проходе по формуле:

где L - расстояние между черновой клетью и первой клетью чистовой прокатной группы;
Lпол - длина полосы в предпоследнем нечетном черновом прокатном проходе;
Vп - скорость полосы при прокатке;
а - замедление при торможении полосы;
Δ1 - расстояние от первой клети чистовой прокатной группы до ножниц с тянущими роликами.
Таким образом предлагаемый стан для получения тонкой горячекатаной полосы имеет новые связи между машинами.
Между отличительными признаками и достигаемым техническим результатом имеется причинно-следственная связь.
Благодаря осуществлению в способе прокатки тонкой полосы параллельной прокатки сляба в черновой клети с прокаткой в чистовой прокатной группе полосы, полученной из предыдущего сляба, стало возможным сократить цикл прокатки сляба (фиг.3, 4), что привело к увеличению производительности стана.
Благодаря тому, что полосу хотя бы в одном нечетном черновом проходе, кроме последнего нечетного прохода, пропускают без смотки через предусмотренное свертывающее устройство, стало возможным сократить расстояние от черновой клети до свертывающей машины и, соответственно, уменьшить время транспортировки полосы на последнем проходе от черновой клети до свертывающей машины, т.е. уменьшить охлаждение и температурный “клин” по длине полосы и улучшить ее качество.
Благодаря тому, что сляб и раскат большой толщины не транспортируется при прокатке в зону оборудования чистовых клетей, повышаются эксплуатационные характеристики стана.
За счет того, что после последнего чернового прохода полосу свертывают в промежуточный рулон в свертывающем устройстве с последующим развертыванием для задачи полосы в чистовую прокатную группу, стало возможным сократить время черновой прокатки, т.к. свертывание полосы идет без снижения скорости черновой прокатки, а следовательно, снизить потери температуры, а также уменьшить температурный “клин” по длине полосы при свертывании ее в промежуточный рулон и таким образом улучшить качество полосы.
Благодаря тому, что окончание цикла чистовой прокатки предыдущей полосы осуществляют одновременно с задачей последующей полосы в чистовую прокатную группу, уменьшаются потери температуры полосы и улучшается ее качество в процессе последующей чистовой прокатки.
Таким образом, использование для производства тонкой горячекатаной полосы предлагаемого способа и стана обеспечивает повышение производительности процесса при одновременном улучшении качества полосы.
Исключение из вышеуказанной совокупности отличительных признаков хотя бы одного из них не обеспечивает решение поставленной задачи - получение высокопроизводительного способа прокатки тонкой полосы на стане при одновременном улучшении качества полосы.
Заявляемое техническое решение неизвестно из уровня техники, поэтому оно является новым.
Предлагаемое техническое решение имеет изобретательский уровень, т.к. способ и стан для получения тонкой горячекатаной полосы, рассмотренные выше, для специалиста не являются очевидными из уровня техники.
Заявляемое техническое решение промышленно применимо, т.к. его техническое и технологическое исполнение не представляет трудностей. По этому решению выполнен эскизный проект стана для производства тонкой горячекатаной полосы на Новолипецком металлургическом комбинате.
Таким образом, предлагаемому техническому решению может даваться правовая охрана, т.к. оно является новым, имеет изобретательский уровень и промышленно применимо, что соответствует всем критериям изобретения.
Изобретение поясняется чертежами, на которых изображено:
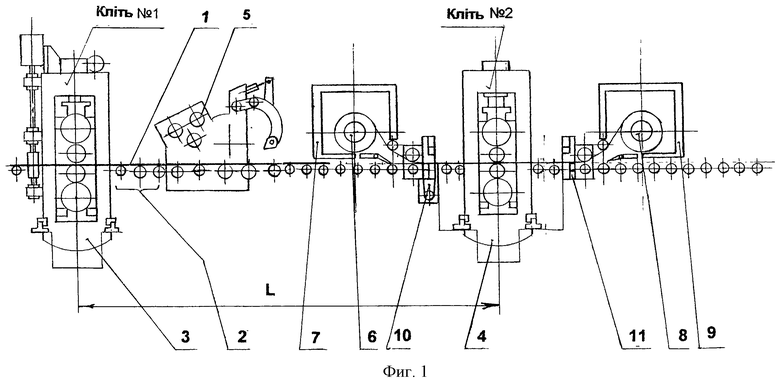
на фиг.1 - линия стана для производства тонкой горячекатаной полосы с одной чистовой клетью;
на фиг.2 - линия стана для производства тонкой горячекатаной полосы с двумя чистовыми клетями;
на фиг.3 - циклограмма работы стана по предлагаемому способу горячей прокатки тонкой полосы;
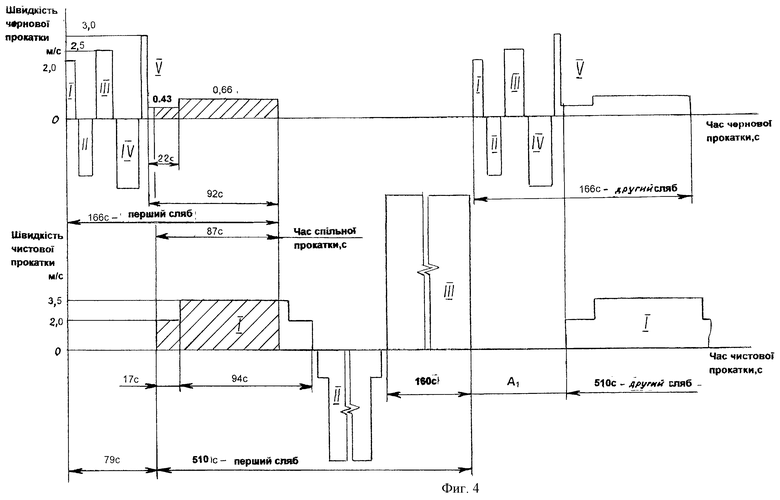
на фиг.4 - циклограмма работы стана по известному способу горячей прокатки тонкой полосы (патент США №4497191);
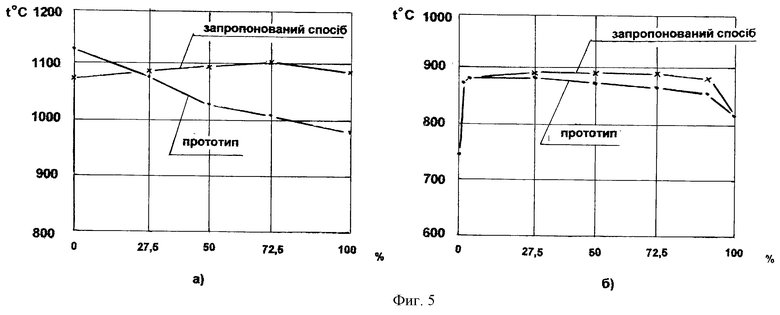
на фиг.5 - графики изменения температуры по длине полосы перед входом в чистовую прокатную группу (а) и выхода из нее (б) в известном и предлагаемом способах горячей прокатки.
Стан для горячей прокатки тонкой полосы 1 (фиг.1, 2) состоит из подогревательной печи, устройства для гидросбива окалины (на фиг.1, 2 не показаны), транспортных и рабочих рольгангов 2, черновой реверсивной клети 3, чистовой прокатной группы, состоящей из одной 4 (фиг.1) или более прокатных клетей 4 (две клети 4, 4а на фиг.2); сверточной машины (койл-бокса) 5; моталки 6 в печи 7, установленной перед чистовой прокатной группой; моталки 8 в печи 9, установленной за чистовой прокатной группой; ножниц с транспортирующими роликами 10, 11 для обрезки полосы; моталки для смотки готовой полосы в рулон (на фиг.1, 2 не показана).
Расстояние между черновой реверсивной клетью 3 и сверточной машиной 5 l выбрано из условия, что оно не больше длины подката в предпоследнем нечетном черновом проходе.
Расстояние L между черновой реверсивной клетью 3 и чистовой реверсивной клетью 4 определяется с учетом размещения между ними полосы в предпоследнем нечетном черновом прокатном проходе, а также расположения относительно чистовой реверсивной клети 4 ножниц с тянущими роликами 10 и участка рольганга, на котором полоса замедляется со скорости прокатки до полного останова перед реверсом. В аналитической форме это расстояние может быть записано:
где Lпол - длина полосы в предпоследнем нечетном черновом прокатном проходе;
Vп - скорость полосы при прокатке;
а - замедление при торможении полосы;
Δ1 - расстояние от первой клети 4 чистовой прокатной группы до ножниц с тянущими роликами 10.
Предлагаемый способ горячей прокатки тонкой полосы осуществляется путем выполнения следующих технологических операций.
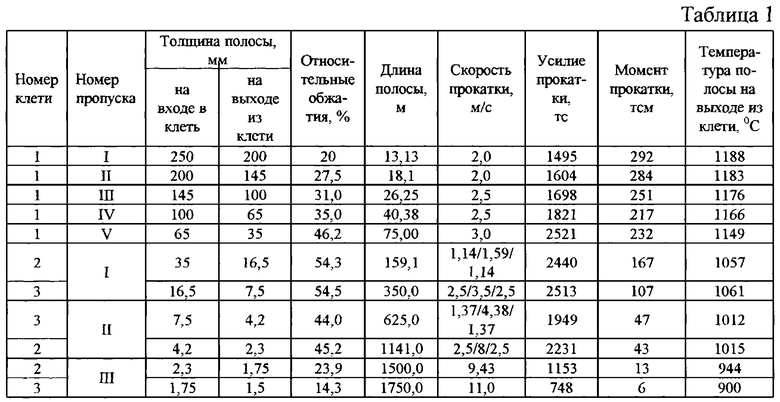
Нагретый в печи сляб подается в черновую клеть 3 (см. фиг.1, 2), где в режиме реверсивной прокатки за 5 проходов (см. фиг.3) (I, II, III, IV, V) он прокатывается в промежуточную полосу (подкат) толщиной 35 мм. Энергосиловые параметры черновой прокатки приведены в таблице 1. Поскольку сверточная машина в предлагаемом стане установлена от черновой клети 3 на расстоянии, не большем длины подката в предпоследнем нечетном проходе (III) (<26 м), то подкат в этом проходе пропускают через сверточную машину без свертки, для чего ее транспортные элементы установлены на уровень прокатки (см. фиг.1). Т.к. расстояние между черновой клетью 3 и чистовой клетью 4 (L) выбрано согласно вышеприведенной формулы (в данном конкретном случае L=36 м), подкат после III прохода располагается между черновой клетью 3 и ножницами с тянущими роликами 10.
Во время последнего чернового прохода (V) подкат сворачивается в сверточной машине 5, установленной в рабочее положение (как показано на фиг.2). Сворачивание подката осуществляется со скоростью черновой прокатки (3 м/с).
Эта операция позволяет, несмотря на то, что длина подката в V проходе больше расстояния между черновой клетью 3 и чистовой клетью 4, завершить черновую прокатку автономно, не вводя в действие чистовую группу и связанную с этим необходимость снижения скорости черновой прокатки до 0,375÷0,54 м/с.
Кроме того, операция свертки полосы в промежуточный рулон позволяет сохранить ее температуру и уменьшить температурный “клин” по ее длине перед задачей в чистовую прокатную группу (см. графики на фиг.5).
После окончания черновой прокатки и свертки подката в промежуточный рулон осуществляется его развертка и подача подката в чистовую группу для реверсивной чистовой прокатки.
Чистовая прокатка происходит следующим образом (рассмотрен вариант с двумя клетями 4, 4а (фиг.2).
Перед задачей полосы 1 в чистовые клети 4, 4а происходит отрезка переднего конца подката на ножницах с тянущими роликами 10.
После первого (I) чистового пропуска (проход через клети 4, 4а) полоса толщиной 7,5...10,0 мм сматывается на моталку (см. фиг.3).
Заправка полосы в моталку 8 происходит со скоростью порядка 2 м/с, чем и обусловлена скорость входа подката в первую клеть (0,375...0,54 м/с).
После “захвата” полосы моталкой 8 клети 4, 4а и моталка 8 разгоняется до скорости прокатки, на этой скорости происходит прокатка основной части полосы (пропуск I), после чего чистовые клети 4, 4а и моталка 8 замедляются до скорости примерно 2 м/с. На этой скорости прокатывается задний конец полосы.
Прокатанная в чистовых клетях 4, 4а полоса останавливается перед моталкой 8 в зоне действия ножниц с тянущими роликами 11. Происходит отрезка заднего конца полосы.
Далее осуществляется реверс полосы и второй пропуск (II) через клети 4, 4а. При этом, наряду с размоткой полосы с моталки 8, происходит ее намотка на моталку 6. Заправка полосы в моталку 6 и окончание прокатки полосы во втором пропуске осуществляется со скоростью примерно 2 м/с. Прокатка основной части полосы происходит с требуемой скоростью прокатки.
Прокатанная в чистовых клетях 4а и 4 полоса останавливается перед моталкой 6 в зоне действия ножниц с тянущими роликами 10. Происходит отрезка заднего конца полосы.
После этого происходит реверс полосы и ее окончательная прокатка в требуемую толщину на требуемой технической скорости (пропуск III).
Энергосиловые параметры чистовой прокатки приведены в таблице 1.
Характерной особенностью предлагаемого способа горячей прокатки тонкой полосы и стана для его осуществления является то, что реверсивную прокатку последующего сляба в черновой клети начинают вести параллельно с чистовой прокаткой предыдущего сляба (подката), с согласованием циклов прокатки, как показано на циклограмме фиг.3. Время параллельной прокатки составляет в данном случае ≈80 с и выделено заштрихованной зоной. Окончание цикла черновой прокатки полосы (проход V), ее свертывание с последующим развертыванием для задачи в чистовые клети и окончание цикла чистовой прокатки осуществляют одновременно. Поэтому время паузы А в чистовой прокатной группе составляет не более 5 с.
Сравним технологию прокатки по предлагаемому способу с технологией прокатки в способе по прототипу. Циклограмма работы стана по прототипу приведена на фиг.4 (рассматривается прокатка полосы с такими же параметрами, как и в предлагаемом стане).
В прототипе черновая клеть максимально приближена к чистовой прокатной группе, причем минимум этого расстояния ограничен необходимостью размещения между черновой клетью и первой клетью чистовой прокатной группы моталки в печи.
Такое взаимное расположение клетей приводит к тому, что в промежуточных нечетных пропусках подкат заходит в зону чистовых клетей, валки которых в это время требуется держать раскрытыми. Это исключает проведение параллельной черновой и чистовой прокатки смежных подкатов, чем обуславливается время паузы в чистовой группе (на фиг.4 обозначено A1), которое в рассматриваемом случае составляет 85 с.
Время цикла прокатки определяется суммой времени чистовой прокатки и времени паузы в чистовых клетях и для прототипа составляет 510+85=595 с.
В предлагаемом способе, вследствие оптимального взаимного расположения черновой и чистовой клетей, время паузы в чистовой группе уменьшается до 5 с, а время цикла прокатки по предлагаемому способу составляет 510+5=515 с.
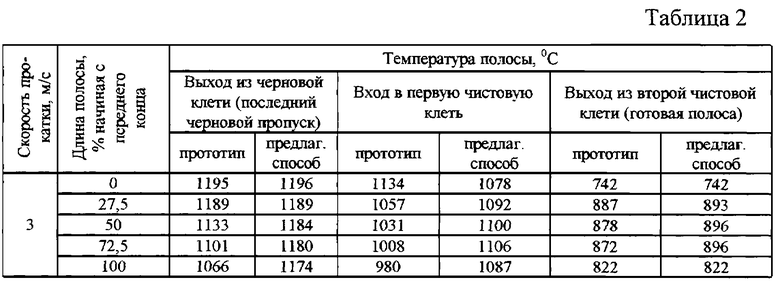
Кроме того, свертывание подката после последнего чернового прохода в промежуточный рулон позволяет сохранить его температуру и уменьшить температурный “клин” по длине полосы на входе в первую чистовую клеть на 154°С-28°С=129°С (см. табл.2 и графики фиг.5).
Таким образом, использование предлагаемого способа и стана применительно к рассматриваемому случаю по сравнению с прототипом позволяет увеличить производительность стана более, чем на 13%, при одновременном улучшении качества полосы.
В общем случае предлагаемый способ горячей прокатки имеет следующие основные преимущества:
- предусматривается возможность параллельной чистовой прокатки и черновой прокатки, в результате чего цикл производства полосы определяется только временем чистовой прокатки и пауз;
- малое расстояние между черновой и чистовыми клетями и установка сверточной машины обеспечивает благоприятные температурные параметры подката и сокращает длину технологической линии стана;
- сляб и раскат большой толщины не входит в зону оборудования чистовых клетей, что повышает эксплуатационные характеристики стана;
- принятая схема стана позволяет трансформировать его в полунепрерывный при использовании в чистовой прокатной группе от 5 до 7 клетей.
Параметры сляба: 250×1350×10500 мм. Масса 27,8 т.
Материал: низкоуглеродистая сталь.
Параметры полосы: 1,50×1350 мм.
1. Температура нагрева сляба: 1200°С.
2. Температура пространства в печи Стеккеля: 1000°С.
3. Температура поверхности барабана в печи стана Стеккеля: 900°С.
4. Расстояние между черновой и первой чистовой клетями - 36 м.
5. Начало смотки в печах - после I чистового пропуска.
6. Скорости прокатки в чистовых пропусках приведены с учетом скоростей прокатки переднего и заднего концов подката, отличающихся от скоростей прокатки основной части полосы.
7. Усилия и моменты прокатки, а также температура полосы приведены для основной части полосы.
8. Цикл прокатки - 510 с. Часовая производительность стана - 196 т.
Из всего вышеперечисленного видно, что предлагаемый способ производства горячекатаной тонкой полосы на рассмотренном стане является высокопроизводительным процессом, обеспечивающим получение качественной продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2254183C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
| РЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2259244C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС НА МЕТАЛЛУРГИЧЕСКОМ КОМПЛЕКСЕ МНЛЗ - ШИРОКОПОЛОСОВОЙ СТАН | 2009 |
|
RU2415724C1 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
| 3/4-НЕПРЕРЫВНЫЙ ШИРОКОПОЛОСНЫЙ СТАН С БЕСКОНЕЧНОЙ ГОРЯЧЕЙ ПРОКАТКОЙ ТОНКИХ ПОЛОС НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2012 |
|
RU2483815C1 |
| Прокатный стан для производства горячекатанных полос | 1978 |
|
SU778830A1 |
| СПОСОБ ШИРОКОПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ НА СТАНЕ, СОДЕРЖАЩЕМ НЕПРЕРЫВНУЮ ПОДГРУППУ ИЗ ЧЕРНОВЫХ КЛЕТЕЙ | 2003 |
|
RU2235611C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2267368C1 |


Изобретение относится к способам горячей прокатки тонкой полосы на станах, содержащих черновую реверсивную прокатную клеть и чистовую прокатную группу с печными моталками. Задача изобретения - повышение производительности стана при одновременном улучшении качества полосы. Реверсивную прокатку сляба в черновой клети осуществляют параллельно с реверсивной прокаткой в чистовой прокатной группе полосы, полученной из предыдущего сляба, а полосу хотя бы в одном нечетном черновом проходе, кроме последнего нечетного прохода, пропускают без свертки через предусмотренное свертывающее устройство, во время последнего чернового прохода полосу свертывают в промежуточный рулон в свертывающем устройстве, с последующим развертыванием для задачи полосы в чистовую прокатную группу, при этом окончание цикла чистовой прокатки предыдущей полосы осуществляют одновременно с задачей последующей полосы в чистовую прокатную группу. Стан снабжен сверточной машиной, расстояние между которой и черновой клетью выбрано из условия, что оно не больше длины подката в предпоследнем нечетном черновом проходе, а расстояние между черновой клетью и первой клетью чистовой прокатной группы выбрано из условия, что оно определяется длиной полосы в предпоследнем нечетном черновом прокатном проходе и регламентируется математической зависимостью. Изобретение обеспечивает благоприятные температурные параметры подката и сокращение длины технологической линии стана. 2 с.п.ф-лы, 5 ил., 2 табл.

где L - расстояние между черновой клетью и первой клетью чистовой прокатной группы;
Lпол - длина полосы в предпоследнем нечетном черновом прокатном проходе;
Vп - скорость полосы при прокатке;
а - замедление при торможении полосы;
Δ1- расстояние от первой клети чистовой прокатной группы до ножниц с тянущими роликами.
| US 4497191, 05.02.1985.RU 2003392 C1, 30.11.1993.SU 788513 A, 23.03.1987.US 3803891, 16.04.1974. |

