Изобретение относится к производству горячекатаных полос из непрерывнолитых слябов в черной металлургии на широкополосовых станах (ШПС г.п.).
Известна высокая доля затрат энергии в черной металлургии, доходящая до 9% от общей производимой энергии. Известно, что около 14…16% затрачиваемой в черной металлургии энергии имеет место в процессе прокатки. При этом основной составляющей указанных затрат энергии составляет топливо для нагрева металла.
Отмеченные цифры определяют актуальность технических разработок, направленных на снижение расхода энергии в процессе широкополосовой горячей прокатки.
В процессе широкополосовой горячей прокатки нагрев или подогрев слябов до заданной температуры начала прокатки осуществляют в методических нагревательных печах, в которых, как уже отмечалось, затраты энергии сводятся к расходу топлива.
Известен способ производства горячекатаных полос на металлургическом комплексе МНЛЗ - ШПС г.п., включающий разливку стали в слябы и прямую их транспортировку на ШПС г.п., прокатку горячих слябов на ШПС г.п. в горячекатаные полосы (см., например, Л.А.Никитина «Способы экономии тепловой энергии в линии полосовых станов горячей прокатки». Черметинформация. Прокатное производство. Выпуск 1. Москва, 1993 г., рис.6).
К существенным недостаткам известного способа относятся:
- во-первых, невозможность его реализации на большинстве действующих металлургических комплексах МНЛЗ - ШПС г.п., когда реализация способа затруднена из-за расположения других цехов на генеральном плане металлургического комбината;
- во-вторых, совокупность реально существующих на ШПС г.п. аварийных простоев заметно затрудняет взаимосвязанную работу МНЛЗ - ШПС г.п.
Известен способ производства горячекатаных полос на металлургическом комплексе МНЛЗ - ШПС г.п., включающий разливку стали в слябы и транспортировку горячих слябов на ШПС г.п., подогрев слябов в методических печах (так называемый горячий посад), прокатку горячих слябов на ШПС г.п. с получением горячекатаных полос (см., например, там же, второй вариант на рис.6 работы комплекса МНЛЗ - ШПС г.п.). При этом, чем выше температура слябов, загружаемых в методические печи на подогрев, тем выше экономия топлива на подогрев слябов.
К существенным недостаткам известного способа относится сложность его полноценной реализации на большинстве действующих металлургических комплексах МНЛЗ - ШПС г.п. из-за расположения других цехов на генеральном плане металлургического комбината. Это затрудняет обеспечение температуры слябов, подаваемых на подогрев в методические печи, на уровне 600°C и выше, что существенно снижает экономию топлива на подогрев слябов.
Известен способ производства горячекатаных полос на металлургическом комплексе МНЛЗ - широкополосовой стан, включающий разливку стали в слябы, транспортировку слябов на стан, нагрев или подогрев слябов в методических печах с шагающими балками, прокатку горячих слябов в начале в черновой группе клетей, затем в чистовой группе клетей и смотку готовых полос в рулон (см., например, «технологическая инструкция ТИ 05757665-ЛПЦ-3-01-2003» ОАО «НЛМК»).
По совокупности существенных признаков известный способ производства горячекатаных полос наиболее близок предлагаемому, поэтому принят за прототип.
Основной существенный недостаток известного способа состоит в практически одинаковой толщине отливаемых слябов (Hc=240 и 250 мм), что при разнообразии массы получаемых на ШПС г.п. рулонов приводит к необходимости применения слябов различной длины Lc. Отмеченное (Hc≅Const и Lc=Varia) из-за больших значений Hc требует, прежде всего, повышенного расхода топлива в печах на нагрев или подогрев слябов, кроме того, не позволяет при производстве рулонов пониженной массы снижать расход энергии на нагрев или подогрев слябов и на пластическую деформацию металла, приводит к повышенным потерям металла на торцевую обрезь на летучих ножницах.
Предлагаемый способ производства горячекатаных полос на металлургическом комплексе МНЛЗ - широкополосовой стан свободен от указанных недостатков. Применение предлагаемого способа позволяет:
1. Существенно уменьшить расход топлива в методических печах стана на нагрев или подогрев слябов благодаря значительному сокращению продолжительности нагрева слябов уменьшенной толщины.
2. Уменьшить затраты энергии на деформацию металла в черновых клетях или проходах.
3. Снизить потери металла с торцевой обрезью на летучих ножницах.
4. Уменьшить число печей, участвующих в нагреве или подогреве слябов, при значительных объемах заказов на рулоны пониженной массы; повысить на этой основе работоспособность печей.
5. Улучшить эксплуатационные характеристики печей благодаря повышению площади использования активного пода печи.
6. Снизить расход воды на охлаждение валков черновых клетей и воды высокого давления на работу гидросбива.
7. Повысить работоспособность первых клетей черновой группы.
8. При прокатке более тонких слябов (с получением рулонов пониженной массы) уменьшить потери тепла металлом в рабочие валки и на этой основе дополнительно снизить температуру нагрева или подогрева слябов в методических печах.
Перечисленные технические результаты достигаются за счет того, что в способе производства горячекатаных полос на металлургическом комплексе МНЛЗ - широкополосовой стан, включающем разливку стали в слябы, транспортировку слябов на стан, нагрев или подогрев слябов в методических печах с шагающими балками, деформацию горячих слябов в начале в черновой группе клетей или в реверсивной черновой клети затем в чистовой группе клетей и смотку готовых полос в рулон согласно изобретению в процессе разливки на МНЛЗ получают слябы одинаковой длины, но разной толщины, а в процессе деформации слябов в черновой группе клетей или в реверсивной черновой клети по мере уменьшения толщины слябов, подаваемых на прокатку, уменьшают обжатия в черновых проходах вплоть до полного вывода из деформации слябов первых черновых клетей или уменьшения числа проходов в реверсивной черновой клети, при этом длина отливаемых слябов равна максимальной длине слябов, на прокатку которых рассчитан широкополосовой стан, а толщины слябов при одинаковой их ширине определены массой получаемых из них рулонов.
Способ производства горячекатаных полос на металлургическом комплексе МНЛЗ - широкополосовой стан пояснен чертежами на фиг.1-5.
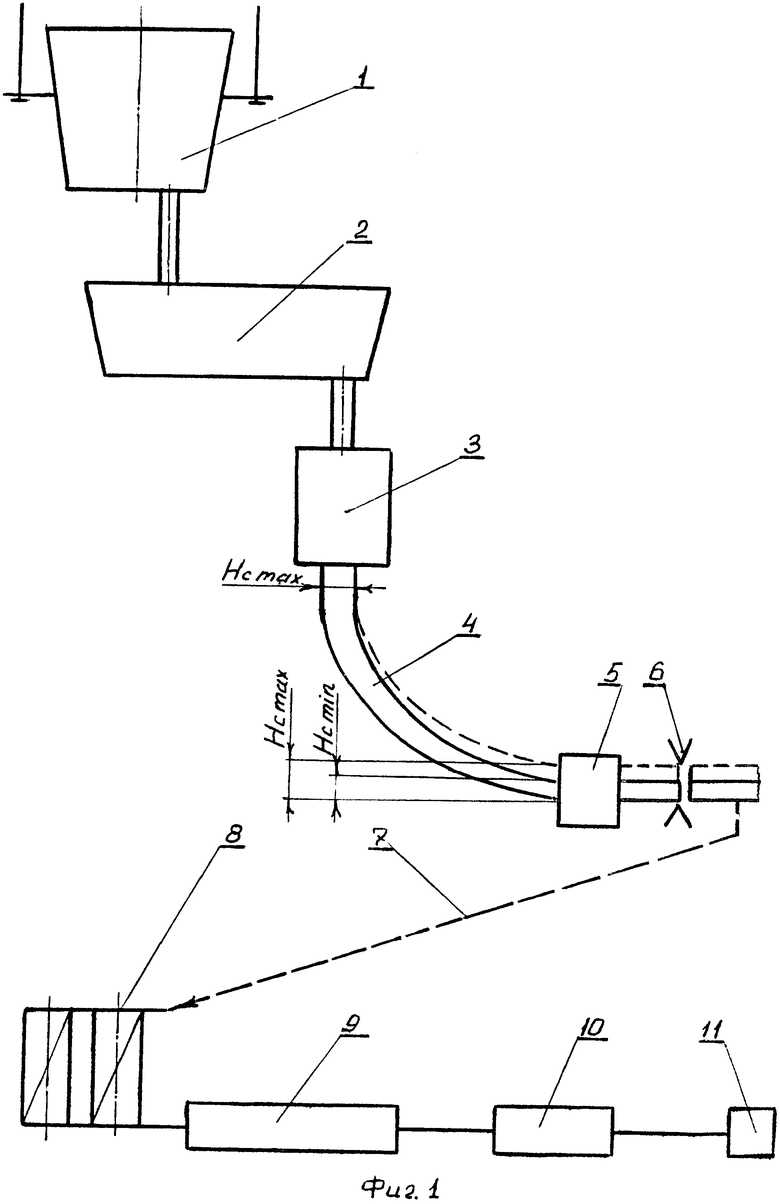
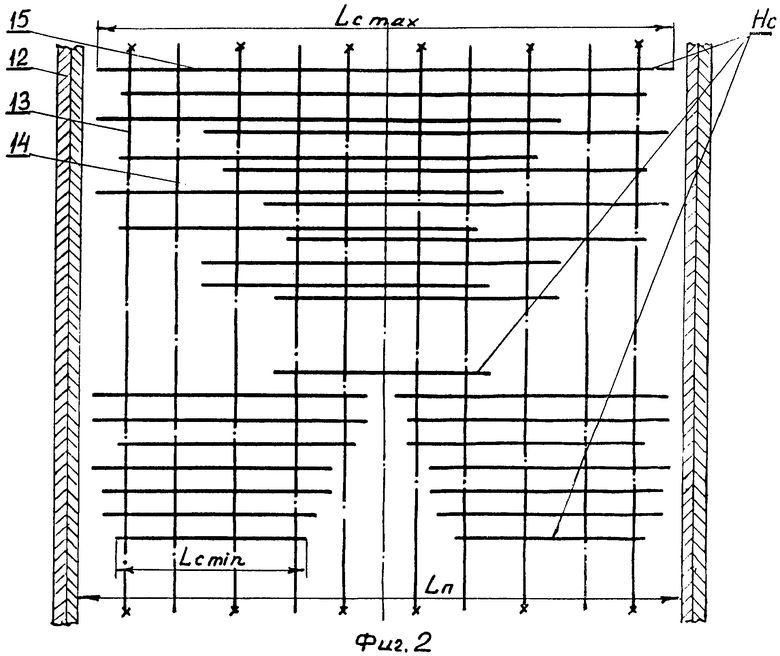
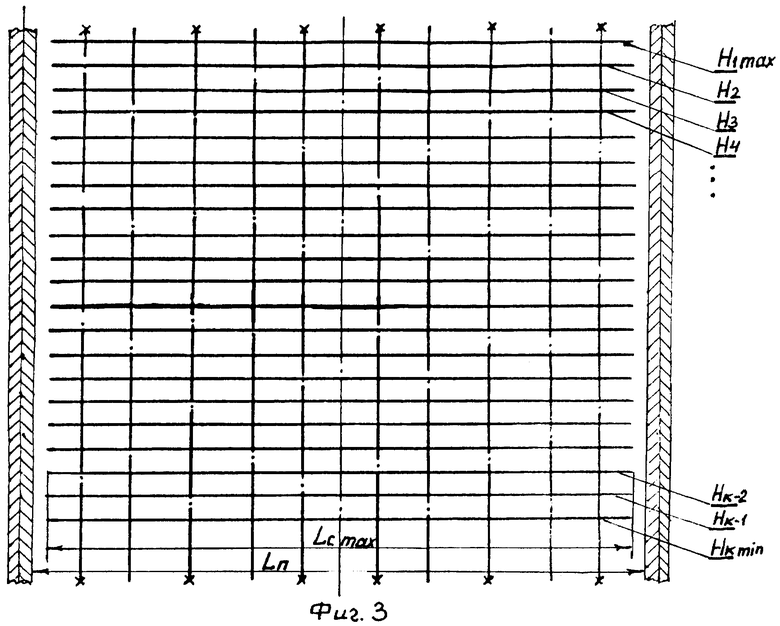
На фиг.1 приведен металлургический комплекс МНЛЗ - ШПС г.п.; на фиг.2 - соотношения параметров разлитых на МНЛЗ слябов (условно одной ширины) и их расположение в методической нагревательной печи с шагающими балками при реализации известного способа; на фиг.3 - соотношения параметров разлитых на МНЛЗ слябов (условно одной ширины) и их расположение в методической нагревательной печи с шагающими балками при реализации предлагаемого способа; на фиг.4 - конкретные параметры разливаемых на МНЛЗ слябов и их расположение в методической нагревательной печи в известном способе и на фиг.5 - то же, что в примере на фиг.4 при реализации предложенного способа.
Металлургический комплекс МНЛЗ - ШПС г.п. содержит сталеразливочный ковш 1 (фиг.1), промежуточный ковш 2, слябовый кристаллизатор 3, участок вторичного охлаждения слябов 4, прокатное оборудование 5 (строго говоря, не обязательное), участок резки слябов поперек 6, транспортный путь 7 подачи слябов от МНЛЗ на ШПС г.п., где слябы нагревают или подогревают в методических печах с шагающими балками 8 ШПС г.п., прокатывают горячие слябы в начале в черновой группе клетей 9, затем в чистовой группе клетей 10 и сматывают готовые горячекатаные полосы на моталках 11. Участок 4 снабжен известным способом (см., например, G. Gosio and so on «First minimill in Italy for higl-quality Inline - Strip - Production at Arvedi» MPT 5, 1991, p.60-69) воздействия на толщину выходящего из кристаллизатора 3 сляба, включая прокатное оборудование 5, что позволяет изменять толщину непрерывных слябов от HCmax до HCmin, в том числе с использованием прокатного оборудования 5.
Транспортные пути 7, вплоть до посадки слябов в печи 8, могут быть снабжены устройствами снижения охлаждения слябов на участке от п.6 до п.8 на фиг.1. Черновая группа клетей 9 может содержать несколько клетей Ri, через которые раскат проходит последовательно (непрерывный ШПС г.п., в том числе с образованием непрерывной подгруппы из двух или трех последних клетей).
Черновая группа клетей 9 может состоять из одной реверсивной клети (полунепрерывный ШПС г.п.) или содержать одну из черновых клетей реверсивной (3/4 непрерывный стан, применяемый при массе прокатываемых слябов свыше 15 т). Таким образом при реализации предложенного способа отсутствуют ограничения на компоновку черновой группы клетей 9 ШПС г.п. В процессе передачи раската из черновой 9 в чистовую 10 группу клетей применяют теплосохраняющие установки (экраны на непрерывных и 3/4 непрерывных ШПС г.п.; койлбокс - на полунепрерывных ШПС г.п.).
Чистовая группа клетей 10 содержит от 6- до 7-четырехвалковых клетей, при этом в чистовой группе реализуют непрерывный процесс прокатки.
Число моталок 11 зависит от производительности стана и колеблется от двух до трех моталок.
При реализации предложенного способа применяют методические нагревательные печи 8 с шагающими балками, так как толщину слябов варьируют в широких пределах, что исключает возможность применения методических печей толкательного типа.
Предложенный способ производства горячекатаных полос осуществляют следующим образом.
Жидкая сталь из сталеразливочного ковша 1 (фиг.1) поступает в промежуточный ковш 2, из которого ее подают в кристаллизатор 3, где сталь кристаллизуется в сляб толщиной HCmax и поступает в зону вторичного охлаждения 4. Во вторичной зоне охлаждения или сохраняют толщину сляба неизменной (т.е. HCmax, см. пунктир на фиг.1), или уменьшают известным способом до HCmin, в том числе с использованием прокатного оборудования 5 (последнее, строго говоря, в зависимости от предусмотренного изменения толщины сляба от HCmax до HCmin прокатное оборудование 5 может отсутствовать в металлургическом комплексе МНЛЗ - ШПС г.п., в котором реализуют предложенный способ). В зоне вторичного охлаждения 4 обеспечивают окончание кристаллизации сляба по всему его поперечному сечению.
После МНЛЗ на участке 6 слябы режут на мерные длины, при этом длина разрезанных слябов не зависимо от других их параметров одинаковая и равна максимальной длине слябов LCmax, прокатываемых на ШПС г.п. (нагреваемых в методических печах стана).
Соответственно исходя из массы прокатываемых рулонов Gp изменяют толщину получаемых с МНЛЗ слябов HC от HCmax до HCmin, т.е.

где HC=Varia; BC=Const (условно рассматриваем одну ширину); γ=const - плотность стали; LC=LCmax=Const; Gp=Varia - масса рулона, производимого из сляба соответствующей толщины HC. При этом в массу прокатываемого сляба GP включают потери металла с окалиной и с обрезью на летучих ножницах.
После порезки слябов на участке 6 их транспортируют к ШПС г.п. по транспортному пути 7. В процессе транспортировки предпочтительно утепление слябов и организация горячего посада слябов в методические печи 8.
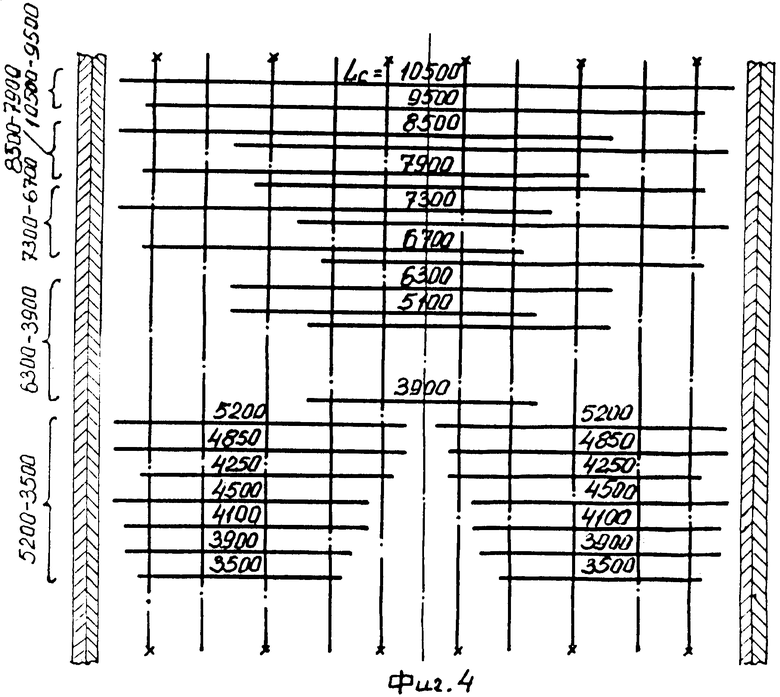
На фиг.2 показана применяемая укладка слябов в методическую печь согласно известному способу производства слябов.
Так как согласно предложенному способу слябы имеют одинаковую длину LC=LCmах, слябы всех производимых толщин (фиг.3) укладывают в рабочем пространстве методической печи одинаково, равномерно заполняя рабочее пространство методической печи 8 (фиг.3). Последнее повышает эффективность использования печи.
Фиг.2, как уже отмечено, иллюстрирует способ укладки в методической печи слябов одинаковой толщины (HC=Const), но разной длины LC=Varia согласно известному способу. Наглядно видно, что в известном способе производства горячекатаных полос на металлургическом комплексе МНЛЗ - ШПС г.п. исключена возможность равномерного использования рабочего пространства методической печи.
Известно [см. стр.85, уравнение (3-33'), В.П.Исаченко и др. «Теплопередача». Изд. 3-е. М.: Энергия, 1975 г.], что время, необходимое для прогрева середины сляба до заданной температуры, пропорционально квадрату толщины сляба. Исходя из этого продолжительность нагрева в методической печи слябов одинаковой массы марки стали и температуры посада при применении предложенного способа отличается от продолжительности нагрева слябов толщиной НСmaх как соотношения толщин нагреваемых слябов, т.е.:
где HCvaria - из формулы (1).
Максимальным это соотношение становится при нагреве в методических печах слябов минимальной толщины (минимальной массы рулона), т.е.:

Сокращением продолжительности нагрева или подогрева в методической печи слябов уменьшенной толщины существенно снижают расход топлива на нагрев слябов. Более того, в случае необходимости (наличия существенного количества заказов) производства на ШПС горячекатаных полос из слябов пониженной массы уменьшают число методических печей, используемых для выполнения производственной программы. При этом остальные методические печи ШПС г.п. работают при ~20% расхода топлива или осуществляют нагрев (подогрев) слябов повышенных толщин (вплоть до HCmax).
Составной частью предложенного способа производства горячекатаных полос на металлургическом комплексе МНЛЗ - ШПС г.п. является изменение стратегии эксплуатации черновой группы клетей 9.
Сущность изменения состоит в следующем. По мере уменьшения толщины горячих слябов, подаваемых на прокатку, снижают величины обжатий в первых проходах черновой группы 9. При определенных толщинах горячих слябов исключают на непрерывных и 3/4 непрерывных ШПС г.п. деформацию металла в первых черновых клетях, на полунепрерывных ШПС г.п. уменьшают число проходов в черновой реверсивной клети.
Тем самым, во-первых, снижают изменение в плане формы переднего и заднего концов раскатов, подаваемых в чистовую группу клетей 10, и в результате уменьшают потери металла с обрезью на летучих ножницах. Во-вторых, в выведенных из деформации металла первых черновых клетях отключают охлаждение валков и работу гидросбива. В-третьих, уменьшают охлаждение металла из-за теплоотдачи в рабочие валки.
В совокупности реализацией указанных приемов в предложенном способе производства горячекатаных полос на металлургическом комплексе МНЛЗ - ШПС г.п. создают существенный резерв сохранения тепла прокатываемым металлом, и на этой основе снижают температуру нагрева или подогрева слябов, тем самым дополнительно уменьшают расход топлива в методических печах.
Пример 1.
На МНЛЗ металлургического комплекса МНЛЗ - непрерывный ШПС г.п. с использованием существующей технологии получают слябы постоянной толщины Hс=240 мм. В соответствии с производственной программой длину получаемых слябов меняют от максимальной LCmax=10500 мм до минимальной LCmin=3500 мм. Максимальная длина слябов ограничена рабочим пространством методической печи Ln. В методической нагревательной печи с шагающими 14 и неподвижными 13 балками слябы укладывают так, как показано на фиг.4.
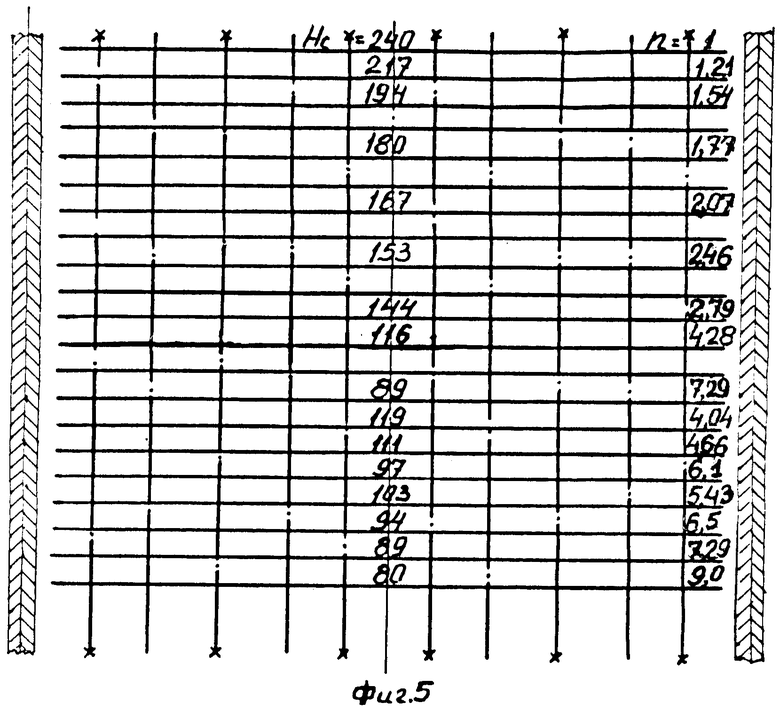
В соответствии с предложенным способом производства на ШПС горячекатаных полос на участке 6 резки слябов для полностью аналогичной фиг.4 производственной программы устанавливают длину всех получаемых на МНЛЗ слябов, равной максимальной, т.е. LС=LCmax. При этом получают слябы толщиной, указанной на фиг.5, где показана укладка в этом случае слябов в методической печи. На фиг.5 также приведены значения n [по формуле (2)] сокращения продолжительности нагрева слябов разной толщины в методической печи в сравнении с нагревом слябов согласно фиг.4 при одинаковых для фиг.4 и 5 условиях посада слябов в печь и температуре выгрузки слябов из печи.
Согласно приведенным на фиг.5 данным реализация предложенного способа производства горячекатаных полос на металлургическом комплексе МНЛЗ - ШПС г.п. позволяет существенно снизить продолжительность нагрева или подогрева слябов в методических печах слябов всех толщин, кроме толщиной HCmах, а при производстве рулонов наименьшей массы - в 9 раз.
В случае горячего посада слябов в методические печи указанные на фиг.5 значения n относятся ко времени нагрева слябов от температуры их посада в методическую печь до требуемой температуры прокатки слябов на ШПС г.п.
Рассматриваемый металлургический комплекс МНЛЗ - ШПС г.п. содержит непрерывный широкополосовой стан 2000 с вертикальным окалиноломателем (В.О.) и пятью универсальными черновыми клетями R1-R5. Чистовая группа содержит семь клетей кварто F1-F7; перед чистовыми клетями установлены летучие ножницы; рольганг между клетями Ri и Fi (промежуточный) содержит теплосохраняющую установку (экраны). Стан содержит три моталки.
Черновые клети Ri стана при ширине полосы до 1450 мм допускают относительные обжатия: R1 - 25%, R2 - 35%, R3 - 45%, R4 - 46% и R5 - 45%.
На стане из непрерывнолитых слябов, размеры толщин и длины которых приведены на фиг.5, прокатывают горячекатаные полосы шириной 1250 мм и толщиной 3 мм из стали 3СП. Для слябов толщиной 240 мм в черновых клетях реализуют обжатия: в R1 - 24% (на выходе из клети 182 мм), в R2 - 34% (120 мм), в R3 - 33% (80 мм), в R4 - 30% (56 мм) и в R5 - 37,5% (35 мм). При производстве указанных полос из слябов всех толщин (см. фиг.5) после черновой группы клетей получают раскат (подкат) толщиной 35 мм, который передают в чистовые клети Fi, получают горячекатаные полосы толщиной 3,0 мм, сматываемые в рулоны на моталках.
Из сопоставления приведенных на фиг.5 данных и указанных режимах прокатки при использовании слябов толщиной ≤180 мм из работы деформации металла исключают клеть R1; при использовании слябов толщиной  ≤120 мм из работы деформации металла исключают клети R1 и R2; при использовании слябов толщиной 80 мм из работы деформации металла исключают клети R1, R2 и R3 и слябы прокатывают в клетях R4 и R5.
≤120 мм из работы деформации металла исключают клети R1 и R2; при использовании слябов толщиной 80 мм из работы деформации металла исключают клети R1, R2 и R3 и слябы прокатывают в клетях R4 и R5.
При этом по мере уменьшения толщин слябов с HС=240 мм до Hc=180 мм пропорционально уменьшают обжатия в первой клети R1 черновой группы вплоть до отмеченного вывода ее из работы деформации металла при Hc=180 мм. Аналогично уменьшают обжатия во второй клети R2 черновой группы пропорционально уменьшению толщин слябов от Hc=180 мм до Hc=120 мм вплоть до вывода этой клети из работы деформации металла. Отмеченное в рассмотренном примере осуществляют также в клети R3 по мере уменьшения толщин слябов с Hс=120 мм до Hс=80 мм.
Во всех описанных случаях прокатки предпочтительно использовать В.О. и работающий с ним гидросбив для удаления печной окалины. На выведенных из деформации металла черновых клетях отключают охлаждение валков и работу гидросбива окалины, чем снижают охлаждение сляба.
По мере исключения из работы деформации металла черновых клетей снижается искажение (в плане) переднего и заднего концов подката, передаваемого в чистовые клети Fi. Отмеченным однозначно уменьшают потери металла с концевой обрезью на летучих ножницах.
Пример 2.
На МНЛЗ металлургического комплекса МНЛЗ - полунепрерывный ШПС г.п. производят непрерывнолитые слябы всех толщин и длин, указанных на фиг.5, которые нагревают или подогревают в методических печах с шагающими балками. Аналогично примеру 1 при нагреве слябов в методических печах получают существенное снижение расхода топлива в методических печах за счет сокращения времени нагрева более тонких слябов.
Осуществляют производство горячекатаных полос толщиной 3 мм и шириной 1250 мм из стали ЗСП за несколько нечетных проходов. Для Hс=240 мм в черновой реверсивной клети RR назначают режим обжатий в первом проходе до толщины 182 мм, во втором проходе до 120 мм, в третьем проходе до 80 мм, в четвертом проходе до 56 мм и в пятом проходе до 35 мм.
По мере уменьшения толщины отливаемых слябов (фиг.5) уменьшают обжатия в первом проходе. Однако, чтобы не иметь четное число проходов в клети, часть обжатий толщины слябов переносят из второго прохода в первый проход. Для толщин слябов 120 мм в черновой реверсивной клети реализуют три прохода. С уменьшением толщины слябов менее 120 мм снижают обжатие слябов в третьем проходе. Кроме того, чтобы иметь нечетное число проходов, часть обжатий из предпоследнего прохода переносят в третий проход. В конечном итоге слябы толщиной 80 мм прокатывают за три прохода в черновой клети.
Согласно приведенному описанию и примерам реализации предложенного способа производства горячекатаных полос на металлургическом комплексе МНЛЗ - непрерывный или полунепрерывный ШПС г.п. из непрерывнолитых слябов реализация способа позволяет существенно снизить расход топлива на нагрев слябов, уменьшить потери энергии на деформацию металла, повысить эксплуатационные показатели методических печей, повысить работоспособность первых черновых клетей, уменьшить потери металла с обрезью на летучих ножницах и повысить эффективность производства на ШПС г.п. рулонов уменьшенной массы.
Изобретение предназначено для сокращения энергозатрат при производстве горячекатаных полос на металлургическом комплексе МНЛЗ - ШПС в черной металлургии. Способ включает разливку стали в слябы, транспортировку слябов на стан, нагрев или подогрев слябов в методических печах с шагающими балками, деформацию горячих слябов в черновой группе клетей или в реверсивной черновой клети, затем в чистовой группе клетей и смотку готовых полос в рулон. Сокращение расхода топлива в печах, энергии - при деформации в черновых проходах, повышение производительности обеспечивается за счет того, что в процессе разливки на МНЛЗ получают слябы одинаковой длины, равной максимальной длине слябов, на прокатку которых рассчитан широкополосовой стан, одинаковой ширины и разной толщины, определяемой массой получаемых из них рулонов, а в процессе деформации, по мере уменьшения толщины слябов, подаваемых на прокатку, уменьшают обжатия в черновых проходах вплоть до полного вывода из деформации слябов первых черновых клетей или уменьшения числа проходов в реверсивной черновой клети. 5 ил.
Способ производства горячекатаных полос на металлургическом комплексе МНЛЗ - широкополосовой стан, включающий разливку стали в слябы, транспортировку слябов на стан, нагрев или подогрев слябов в методических печах с шагающими балками, деформацию горячих слябов в черновой группе клетей или в реверсивной черновой клети, а затем в чистовой группе клетей и смотку готовых полос в рулон, отличающийся тем, что в процессе разливки на МНЛЗ производят слябы с одинаковой длиной и с разной толщиной, в процессе деформации которых в черновой группе клетей или в реверсивной черновой клети по мере уменьшения толщины слябов, подаваемых на прокатку, уменьшают обжатия в черновых проходах, вплоть до полного вывода из деформации слябов первых черновых клетей или уменьшения числа проходов в реверсивной черновой клети, при этом длина производимых на МНЛЗ слябов равна максимальной длине слябов, на прокатку которых рассчитан широкополосовой стан, а толщина слябов при одинаковой их ширине определена массой получаемых из них рулонов готовых полос.
| СПОСОБ И ЛИТЕЙНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2002 |
|
RU2301120C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
| US 7363792 A, 29.04.2008 | |||
| US 0584605 A1, 02.03.1994. | |||

