Изобретение относится к области металлургического машиностроения, а именно к реверсивным станам горячей прокатки полосы, которые устанавливаются в прокатных цехах металлургических заводов для производства из слябов тонкой горячекатаной полосы.
Известен реверсивный стан по патенту США №5647236, МКИ В21В 1/34, содержащий:
- одну или две реверсивные прокатные клети;
- две моталки в печах, расположенные перед и за реверсивными прокатными клетями;
- моталку для смотки горячей полосы.
Получение тонкой горячекатаной полосы из сляба осуществляется реверсивной прокаткой в чистовых клетях следующим образом.
1. Вначале сляб толщиной от 75 до 100 мм, полученный на машине непрерывного литья заготовок и имеющий ровные торцы после порезки на делительных ножницах, обжимается до получения подката промежуточной толщины, который может быть смотан на одну из моталок в печи.
2. Полоса заданной толщины получается в результате чистовой прокатки со смоткой подката на моталки в печах.
Технологией прокатки в стане отрезка концов полосы не предусмотрена и соответственно ножницы для отрезки концов полосы в линии стана отсутствуют.
Чистовая прокатка полосы имеет следующие особенности:
- на всех проходах, кроме предпоследнего, полоса полностью пропускается через клети, и задний конец её останавливается перед входом в печные моталки;
- на предпоследнем чистовом проходе прокатка прекращается при выходе заднего конца из моталки и перед входом его в чистовые клети;
- последний чистовой проход осуществляется при реверсе полосы и сопровождается динамической перестройкой клети на заданную толщину полосы;
- полоса с утолщенным передним концом после последнего чистового прохода сматывается в рулон на моталке горячей полосы.
Недостатки описанного стана следующие:
- ограничение технологических возможностей из-за преимущественного использования для прокатки слябов, полученных в тонкослябовых машинах непрерывного литья заготовок, и имеющих ровные торцы после порезки на делительных ножницах;
- уменьшение выхода годного из-за появления недоката в предпоследнем чистовом проходе и участка полосы, прокатанного в переходном режиме в последнем чистовом проходе.
В качестве прототипа выбран реверсивный стан фирмы Типпинс, США, чертеж №92-0182-В.
Стан содержит следующее оборудование:
- одну реверсивную прокатную клеть;
- две моталки в печах, расположенные перед и за реверсивной прокатной клетью;
- двое отрезных стационарных ножниц, одни из которых расположены за первой моталкой в печи перед реверсивной прокатной клетью, а вторые - за клетью перед второй моталкой в печи.
Готовый продукт на стане формируется в рулон на моталке для смотки горячей полосы (не показана).
Технология прокатки на данном стане включает:
- черновую реверсивную прокатку сляба, полученного как в машине непрерывного литья заготовок, так и в обжимном стане до получения подката промежуточной толщины, который может быть смотан на одну из моталок в печи;
- чистовую реверсивную прокатку со смоткой на моталках в печах;
- смотку полосы после последнего чистового пропуска на моталку для смотки горячей полосы.
Прокатка полосы в описываемом стане имеет следующие особенности:
- при реверсивных чистовых пропусках задний захоложенный и неровный конец смотанной на моталку в печи полосы отрезается стационарными ножницами при остановке полосы перед реверсом моталки.
Отрезка некондиционного конца полосы позволяет повысить выход годного из рулона по сравнению с аналогом. При этом наличие в линии стана стационарных ножниц позволяет задавать в стан кроме заготовок с ровными торцами, полученных от машины непрерывного литья заготовок, также прокатанные из слябов в черновых клетях заготовки с некондиционными необрезанными концами, что расширяет технологические возможности прокатного стана по сравнению с аналогом.
Однако перед прокаткой заготовок, транспортируемых от черновых клетей, отрезку некондиционных концов на стационарных ножницах возможно проводить только при остановке этих заготовок, на время, необходимое для выполнения реза, что увеличивает паузу между черновой и чистовой прокаткой, приводит к дополнительному остыванию заготовки, а это ухудшает качество полосы.
В основу изобретения поставлена задача повышения качества полосы.
Эта задача решается за счет технического результата, который состоит в обеспечении безостановочной работы прокатного стана при отрезке на ходу некондиционных концов заготовок, полученных из толстых слябов в черновых клетях.
Для достижения указанного технического результата реверсивный стан, содержащий прокатную группу, состоящую из одной или более прокатных клетей, две моталки в печах, расположенные перед и за прокатной группой, двое отрезных ножниц, причем одни отрезные ножницы расположены за первой моталкой в печи перед прокатной группой, вторые - за прокатной группой перед второй моталкой в печи, транспортные и рабочие рольганги, моталку для смотки горячей полосы, согласно изобретению отрезные ножницы, расположенные за первой моталкой в печи, выполнены комбинированными с возможностью как стационарного реза, так и летучего реза.
В состав прокатной группы, введенный в формулу, может входить либо одна, либо несколько прокатных клетей в зависимости от конечной толщины полосы и производительности стана, что не влияет на достижение технического результата.
В результате сравнительного анализа предлагаемого решения с прототипом установлено, что они имеют следующие общие признаки:
- прокатную группу, состоящую из одной или более прокатных клетей,
- две моталки в печах, расположенные перед и за прокатной группой,
- двое отрезных ножниц, причем одни ножницы расположены за первой моталкой в печи перед прокатной группой, вторые - за прокатной группой перед второй моталкой в печи,
- транспортные и рабочие рольганги,
- моталку для смотки горячей полосы;
а также отличительные признаки:
- отрезные ножницы, расположенные за первой моталкой в печи, выполнены комбинированными с возможностью как стационарного, так летучего реза.
Таким образом, предложенный реверсивный прокатный стан имеет новые составные части, новую форму выполнения этих частей.
Между отличительными признаками и достигаемым техническим результатом существует причинно-следственная связь.
Благодаря тому, что отрезные ножницы, расположенные за первой моталкой в печи, выполнены комбинированными с возможностью как стационарного, так и летучего реза, стало возможным в стане осуществлять рез заготовки как при ее остановке, так и выполнять отрезание на ходу некондиционных концов заготовок, полученных из толстых слябов в черновых клетях и транспортируемых без остановки в прокатную группу, что предупредит охлаждение заготовки и приведет к повышению качества готовой полосы.
В то же время благодаря выполнению комбинированных ножниц с возможностью стационарного реза, сохранилась возможность стационарного отрезания концов, которые необходимо удалить при реверсивной прокатке полосы со смоткой на моталки в печах.
Исключение из вышеуказанной совокупности отличительных признаков хотя бы одного не обеспечивает достижения технического результата.
Заявляемое техническое решение не известно из уровня техники, поэтому оно является новым.
Заявляемое техническое решение имеет изобретательский уровень, так как предлагаемая конструкция реверсивного стана для специалиста явным образом не следует из уровня техники.
Заявляемое решение промышленно применимо, так как его технологическое и техническое использование не представляет трудностей. С использованием данного технического решения выполнен эскизный проект реверсивного стана 1700 г.п. для Енакиевского металлургического завода.
Таким образом, заявляемому решению может быть предоставлена правовая охрана, так как оно является новым, имеет изобретательский уровень и промышленно применимо, т.е. соответствует всем критериям изобретения.
Заявляемое решение поясняется чертежами, на которых изображено следующее:
фиг.1 - расположение оборудования реверсивного прокатного стана с одноклетьевой прокатной группой, вид сбоку;
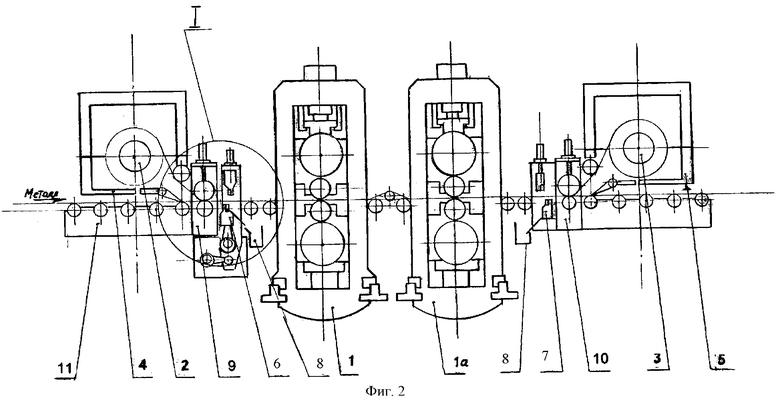
фиг.2 - расположение оборудования реверсивного прокатного стана с двухклетьевой прокатной группой, вид сбоку;
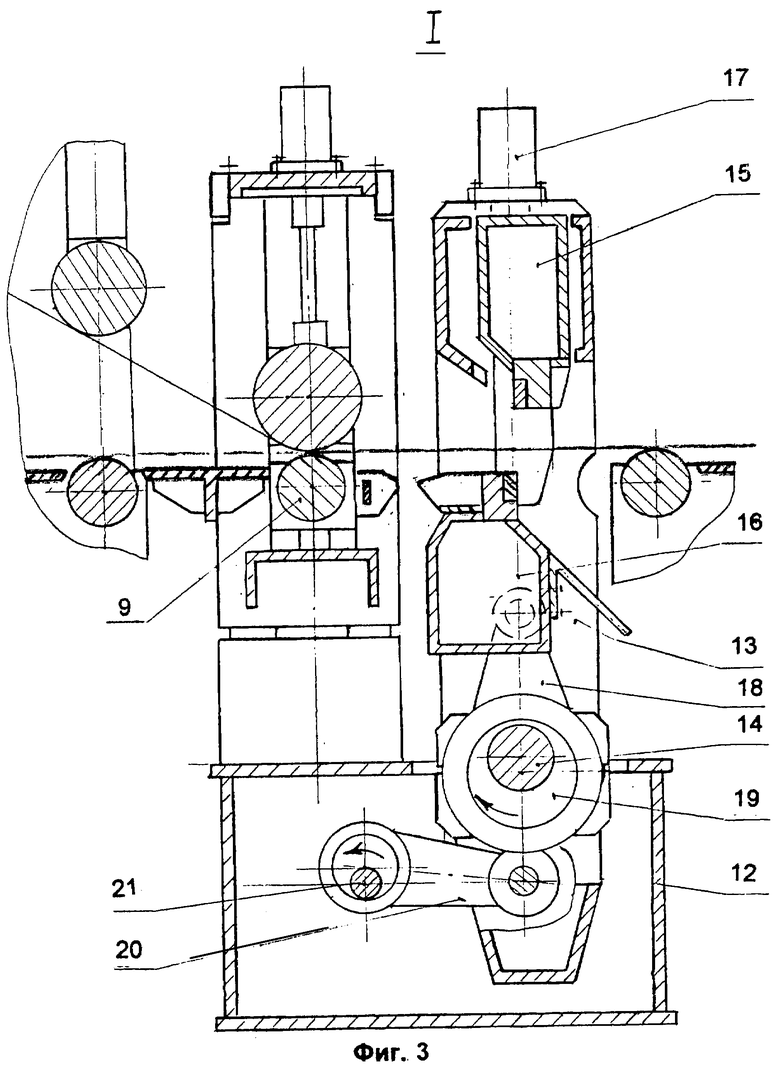
фиг.3 - место I фиг.1, 2.
Реверсивный стан состоит из прокатной группы, содержащей одну (фиг.1) или две (фиг.2) прокатные клети 1, 1a, двух моталок 2, 3, расположенных в печах 4, 5; двух отрезных ножниц, одни из которых комбинированные ножницы 6, расположены за моталкой 2 перед прокатной группой, а вторые - стационарные ножницы 7, расположены за прокатной группой перед моталкой 3. Возле ножниц 6, 7 расположены короба 8 для уборки обрези. Между комбинированными ножницами 6 и моталкой 2, а также между стационарными ножницами 7 и моталкой 3 расположены задающие ролики 9, 10.
Реверсивный стан содержит также транспортные и рабочие рольганги 11, моталку для смотки горячей полосы (на фиг. 1, 2, 3 не показана). Комбинированные ножницы 6, входящие в состав реверсивного стана, могут быть, например, маятникового типа или качающегося типа. Отдано предпочтение в заявляемых материалах комбинированным ножницам качающегося типа, как более приемлемым по габаритным размерам. Комбинированные ножницы 6 состоят из станины 12, в которой установлена качающаяся рама 13, опирающаяся на приводной вал 14, размещенный в станине 12. В качающейся раме 13 смонтированы с возможностью перемещения верхний ножевой суппорт 15 и нижний ножевой суппорт 16. Верхний ножевой суппорт 15 связан со штоками двух гидроцилиндров 17, корпуса которых установлены на качающейся раме 13. Нижний ножевой суппорт 16 связан через шатуны 18 с эксцентриками 19, установленными на приводном валу 14.
Нижняя часть качающейся рамы 13 связана с кривошипно-шатунным механизмом, состоящим из шатунов 20 и кривошипного вала 21. Кривошипный вал 21 связан зубчатой передачей (на фиг. 3 не показана) с передаточным отношением 1:2 с приводным валом 14, который, в свою очередь, связан с приводом ножниц (на фиг. 3 не показан).
Реверсивный стан работает следующим образом.
В зависимости от используемой для прокатки полосы заготовки возможно два технологических режима работы.
Режим I. (Пример 1). Заготовка получена из машины литья заготовок, имеет толщину 50-100 мм, ровные торцы после разрезки сляба на делительных ножницах. В этом случае заготовка подается в прокатную группу стана без отрезки ее концов летучими комбинированными ножницами 6. В несколько реверсивных проходов через клеть 1 (фиг.1) или клети 1, 1a (фиг.2) осуществляется обжатие сляба до промежуточной толщины (обычно 20-25 мм), которая позволяет сматывать полосу на моталки 2 или 3. Реверсивная прокатка полосы до конечной толщины осуществляется со смоткой полосы промежуточной толщины на моталки 2, 3, расположенные в печах 4, 5. При смотке полосы на моталку 2 задний конец полосы останавливается у комбинированных ножниц 6. Перед реверсом полосы осуществляется отрезка ее некондиционного конца. Для осуществления реза нижний суппорт 16 поднимается эксцентриками 19 в верхнее положение, а качающаяся рама 13 устанавливается в вертикальное положение кривошипным валом 21. Фиксация этих узлов в заданном положении осуществляется приводом ножниц. Рез полосы происходит при опускании верхнего суппорта 15 от гидроцилиндров 17. После отрезания полосы комбинированные ножницы 6 возвращаются в исходное положение, в котором нижний суппорт 16 опущен, а верхний суппорт 15 поднят. Отрезанный конец полосы попадает в короб для уборки обрези 8. При смотке полосы на моталке 3 задний конец полосы останавливается у стационарных ножниц 7. Отрезание некондиционного конца осуществляется опусканием верхнего суппорта ножниц 7. Полоса реверсируется и подается в клети для прокатки. После последнего прохода полоса транспортируется к моталке для смотки горячей полосы, где из нее формируется рулон.
Режим II. (Пример 2). Заготовка получена в черновой клети из толстого сляба, имеет толщину ˜ 40 мм, неровные концы (в процессе прокатки в черновой клети они не отрезаются). Заготовка подается в прокатную группу стана при отрезке на ходу ее переднего конца комбинированными ножницами 6. Ножницы 6 работают в режиме запуска на рез. При этом приводной вал 14 получает вращение от привода в направлении по часовой стрелке (см. фиг.3), кривошипный вал 21 получает вращение против часовой стрелки (см. фиг.3) через зубчатую передачу с угловой скоростью в два раза меньшей, чем угловая скорость приводного вала 14. Эксцентрики 19 в фазе разгона поворачиваются из вертикального положения в горизонтальное, т.е. поворачиваются на угол в 90°, поднимая через шатуны 18 нижний ножевой суппорт 16, в это же время кривошипный вал 21 поворачивается из горизонтального исходного положения вверх на 45°, сообщая через шатуны 20 и качающуюся раму 13 горизонтальную скорость, равную скорости полосы, верхнему ножевому суппорту 15 и нижнему ножевому суппорту 16. Перед резом полосы верхний ножевой суппорт 15 опускается в нижнее положение гидроцилиндрами 17, которые удерживают его в этом положении усилием, превышающим усилие резания. Рез полосы осуществляется движением вверх нижнего ножевого суппорта 16, при этом эксцентрики 19 поворачиваются из горизонтального в вертикальное положение на 90° по часовой стрелке, а кривошипный вал 21 поворачивается до вертикального положения кривошипов с направлением вверх. После реза ножевые суппорты отводятся в исходное положение. Полоса обжимается в прокатных клетях 1 (фиг.1) или 1а (фиг. 2) и сматывается на моталку 3. Задний конец полосы останавливается у стационарных ножниц 7 и перед реверсом полосы отрезается. Полоса прокатывается реверсивными проходами через прокатные клети 1, 2 с отрезкой некондиционных концов полосы на ножницах 7, 8 перед ее реверсом.
Учитывая вышеизложенное, можно заключить, что при работе на заявляемом реверсивном стане, возможно использовать, наряду с заготовками, полученными в машине непрерывного литья заготовок, заготовки, полученные в обжимном стане, выполняя рез на ходу, что исключает подстуживание заготовок и получение некачественной прокатанной полосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2254183C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС НА МЕТАЛЛУРГИЧЕСКОМ КОМПЛЕКСЕ МНЛЗ - ШИРОКОПОЛОСОВОЙ СТАН | 2009 |
|
RU2415724C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ПЛИТ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2215599C1 |
| КОМБИНИРОВАННАЯ УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ С КАРУСЕЛЬНОЙ МОТАЛКОЙ | 2021 |
|
RU2776937C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС В ПРОКАТНОЙ КЛЕТИ СТЕККЕЛЯ | 2003 |
|
RU2336960C2 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
Изобретение относится к области металлургического машиностроения, а именно к реверсивным станам горячей прокатки полосы. Задача изобретения - повышение качества полосы. Реверсивный стан для производства тонкой горячекатаной полосы содержит прокатную группу, состоящую из одной или более прокатных клетей, две моталки в печах, расположенные перед и за прокатной группой, двое отрезных ножниц, транспортные и рабочие рольганги, моталку для смотки горячей полосы. В соответствии с изобретением, одни отрезные ножницы расположены за первой моталкой в печи перед прокатной группой, вторые - за прокатной группой перед второй моталкой в печи, при этом отрезные ножницы, расположенные за первой моталкой в печи, выполнены комбинированными, с возможностью как стационарного, так и летучего реза. Изобретение обеспечивает возможность использования, без подстуживания, наряду с непрерывнолитыми заготовками, заготовок, полученных в обжимном стане. 3 ил.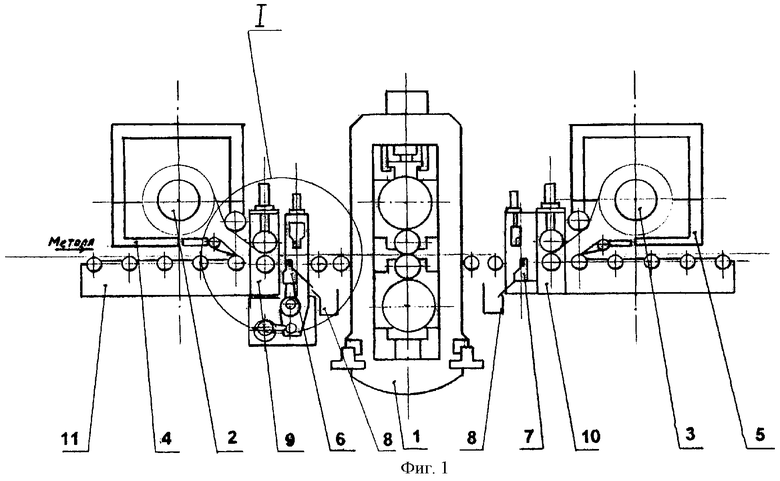
Реверсивный стан для производства тонкой горячекатаной полосы, содержащий прокатную группу, состоящую из одной или более прокатных клетей, две моталки в печах, расположенные перед и за прокатной группой, двое отрезных ножниц, причем одни отрезные ножницы расположены за первой моталкой в печи перед прокатной группой, вторые - за прокатной группой перед второй моталкой в печи, транспортные и рабочие рольганги, моталку для смотки горячей полосы, отличающийся тем, что отрезные ножницы, расположенные за первой моталкой в печи, выполнены комбинированными с возможностью как стационарного, так и летучего реза.
| US 5647236 A, 15.07.1997.RU 2174054 C2, 27.09.2001.RU 2156173 C2, 20.09.2000.SU 1653870 A1, 07.06.1991.US 4497191 A, 05.02.1985. |

