Изобретение относится к термотеплоизолирующей технике и к способу изготовления изотермических емкостей, применяемых для хранения и транспортировки пищевых жидкостей, сжиженных газов, расплавов, и может быть использовано везде, где применяются изотермические емкости.
Известен способ изготовления емкости, включающий изготовление корпуса и закрепление внутри него сосуда в литейной форме за счет теплоизолирующего вспенивающегося материала [1].
Недостатком данного способа является то, что при заполнении пространства между корпусом и сосудом от избыточного давления, возникающего при вспенивании термоизолирующего материала, могут деформироваться сосуд и корпус. В связи с этим требуется изготовление стенок этих деталей определенной толщины, которые увеличивают металлоемкость, вес и теплоемкость.
Известен способ изготовления емкости, включающий размещение сосуда в корпусе и фиксацию его с помощью оснастки в положениях, соответствующих их взаимному расположению в собранном виде с последующим заполнением свободного пространства между ними вспенивающейся термоизоляцией [2].
Недостатком является то, что при таком способе изготовления возникающее при вспенивании термоизоляционного материала избыточное давление при заполнении пространства между сосудом и корпусом может вызвать деформацию стенок сосуда и корпуса при недостаточной их толщине, что приводит к неравномерной термоизоляции емкости, а также преждевременному разрушению этого слоя.
Наиболее близким и принятым в качестве прототипа способом изготовления изотермической емкости является способ, заключающийся в размещении в корпусе сосуда и термоизоляции, предусматривающий фиксирование корпуса и сосуда в положениях, соответствующих их взаимному расположению в собранном виде, заполнение сосуда материальной средой, заполнение пространства между корпусом и сосудом вспенивающейся термоизоляцией с последующим выдерживанием до ее затвердевания [3]. При этом в известном способе в качестве материальной среды используют воздух под давлением.
Недостатком известного способа является то, что для тонкостенной конструкции высокое избыточное давление воздуха может привести к разрыву или деформации сосуда, а увеличение толщины стенок приведет к увеличению металлоемкости. Кроме того, для осуществления известного способа необходимо использование нагнетающих и контролирующих давление приборов.
Задачей предлагаемого изобретения является предотвращение деформации сосуда и корпуса изотермической емкости при заполнении пространства между ними термоизолирующим вспенивающимся материалом.
Для решения поставленной задачи предлагается способ изготовления емкости, заключающийся в размещении в корпусе сосуда и термоизоляции, предусматривающий фиксирование корпуса и сосуда в положениях, соответствующих их взаимному расположению в собранном виде, заполнение сосуда материальной средой, заполнение пространства между корпусом и сосудом вспенивающейся термоизоляцией с последующим выдерживанием до ее затвердевания, в котором для предотвращения деформации корпуса, возникающей от избыточного давления при вспенивании термоизоляционного материала, перед заполнением пространства между корпусом и сосудом термоизоляционным вспенивающимся материалом устанавливают бандажные ленты на поверхность корпуса по периметру прилегания к нему поперечных поясов, установленных на внешнюю поверхность сосуда и образующих круговые замкнутые полости, при этом устанавливают и фиксируют щиты на торцевые стенки корпуса, а для предотвращения деформации перед заполнением пространства между корпусом и сосудом термоизоляционным вспенивающимся материалом в качестве материальной среды используют воду, затем сосуд герметично закрывают и оставляют до затвердевания вспенивающейся термоизоляции, затем воду и щиты удаляют.
Сосуд выполняют с использованием сварки с последующей химической обработкой сварочного шва и электрополированием внутренней поверхности.
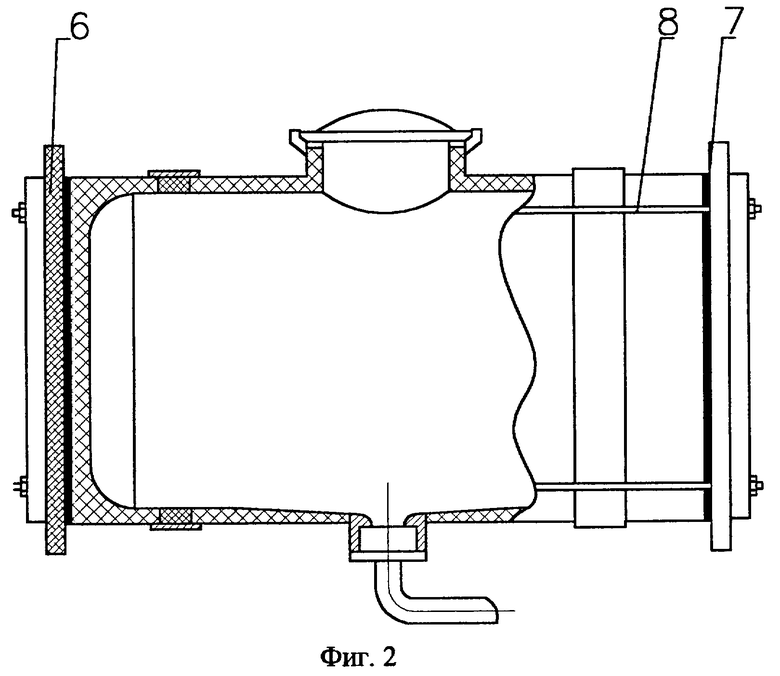
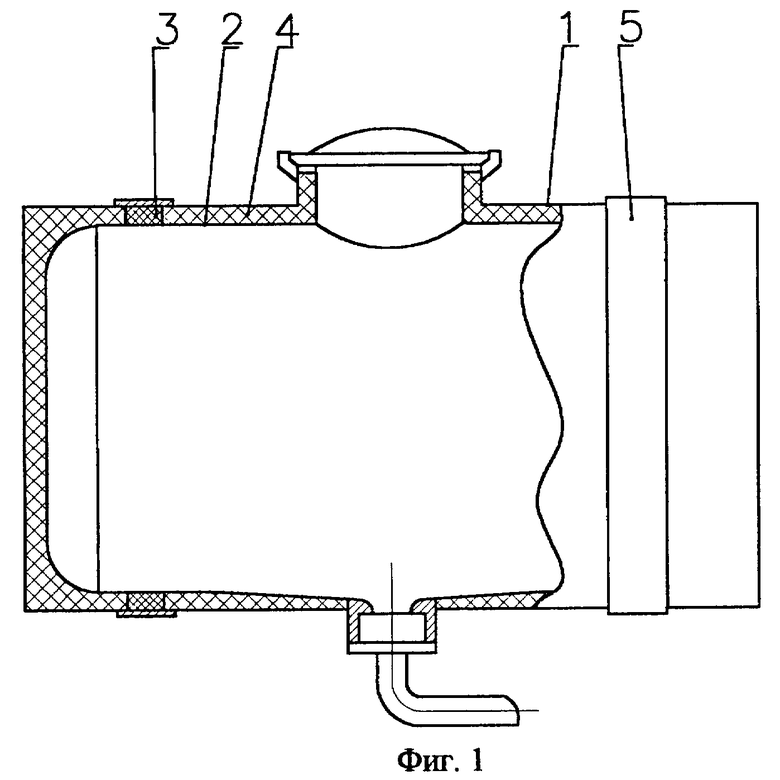
На фиг.1 изображена изотермическая емкость, общий вид, разрез; на фиг.2 - то же, с оснасткой для ее изготовления.
Способ изготовления изотермической емкости осуществляется следующим образом.
Корпус 1 и сосуд 2 выполняют из нержавеющей стали. Сосуд 2 выполняют с использованием сварки прямой полярности с последующей химической обработкой сварочного шва и электрополированием внутренней поверхности.
На внешней поверхности сосуда 2 устанавливают поперечные охватывающие пояса 3, выполненные, например, из пенополиуретана высокой плотности или древесины, для создания круговых замкнутых полостей между корпусом 1 и внешней поверхностью сосуда 2, необходимых для получения одинаковой толщины и заданной плотности изоляционного слоя 4.
Сосуд 2 устанавливают в корпус 1 и по периметру прилегания поперечных охватывающих поясов 3 к корпусу 1 на последнем устанавливают внешние бандажные кольца 5 из металлической ленты и механизмом затягивания герметизируют корпус 1 с поперечными охватывающими поясами 3 и сосудом 2, тем самым предотвращают деформацию всего корпуса 1 и фиксируют корпус 1 и сосуд 2 в положениях, соответствующих их взаимному расположению.
После этого для предотвращения деформации торцевых стенок корпуса 1, возникающей от избыточного давления при вспенивании термоизоляционного материала, на торцевые стенки корпуса 1 устанавливают деревянные щиты 6 с эластичными прокладками 7 и фиксируют их с двух сторон металлическими стяжками 8.
Сосуд 2 заполняют водой, герметично закрывают, а затем через заливочные отверстия, выполненные в любой части корпуса, в каждой замкнутой полости заполняют межстенное пространство между корпусом и сосудом вспенивающимся термоизолирующим материалом, например пенополиуретаном. Вспениваясь, термоизолирующий материал равномерно заполняет внутреннее пространство емкости, его выдерживают до затвердевания, после чего воду сливают.
При этом способе изготовления изотермической емкости деформации сосуда и корпуса не происходит и имеется возможность уменьшить толщину стенок, что уменьшит металлоемкость.
Предлагаемый способ изготовления изотермической емкости позволяет получить монолитную конструкцию, обладающую хорошими механическими, термоизолирующими и гигиеническими свойствами.
Разработанный авторами способ позволяет изготавливать изотермические емкости, состоящие из одного, двух и более сосудов, жестко соединенных между собой, с последующим заполнением межстенного пространства вспенивающейся термоизоляцией, надежными в эксплуатации и увеличивает срок их службы до 15 лет без капитального ремонта.
Источники информации
1. Авторское свидетельство СССР №1729470, кл. A 47 J 41/02, 1992.
2. Авторское свидетельство СССР №1593618, кл. A 47 J 41/00, 1988.
3. Патент Великобритании №1403771, кл. F 25 D 23/08, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОСА | 2004 |
|
RU2263455C1 |
| Способ изготовления термоизолированной обсадной колонны и обсадная колонна, выполненная этим способом | 2017 |
|
RU2652776C1 |
| Термос и способ его сборки | 1988 |
|
SU1593618A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ТРУБЫ | 2003 |
|
RU2273787C2 |
| ВСПЕНЕННАЯ МАССА ФЕНОЛЬНОЙ СМОЛЫ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2015 |
|
RU2658066C2 |
| Термос и способ изготовления термоса | 1989 |
|
SU1729470A1 |
| ТЕПЛОИЗОЛЯЦИОННЫЕ ВСПЕНЕННЫЕ ИЗДЕЛИЯ И КОМПОЗИЦИИ ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2543899C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРИСТОГО ОСТЕКЛОВАННОГО БЛОКА | 2013 |
|
RU2525076C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО СТРОИТЕЛЬНОГО ИЗДЕЛИЯ | 2011 |
|
RU2472615C1 |
| СПОСОБ ТРАНСПОРТИРОВКИ КРАБОВ | 2014 |
|
RU2550426C1 |
Изобретение относится к способу изготовления изотермических емкостей, применяемых для хранения и транспортировки пищевых жидкостей, сжиженных газов и т.д. Способ, заключающийся в размещении в корпусе сосуда и термоизоляции, предусматривает фиксирование корпуса и сосуда в положениях, соответствующих их взаимному расположению в собранном виде, заполнение сосуда водой, заполнение пространства между корпусом и сосудом вспенивающейся термоизоляцией с последующим выдерживанием до ее затвердевания. При этом перед заполнением пространства между корпусом и сосудом вспенивающимся материалом устанавливают бандажные ленты на поверхность корпуса по периметру прилегания к нему поперечных поясов, установленных на внешнюю поверхность сосуда, и, кроме того, устанавливают и фиксируют щиты на торцевые стенки корпуса. После заполнения сосуда водой его герметично закрывают, оставляют до затвердевания термоизоляции, а затем воду и щиты удаляют. В результате предотвращается деформация сосуда и корпуса емкости, возникающая от избыточного давления при вспенивании термоизоляции. 2 ил.
Способ изготовления изотермической емкости, заключающийся в размещении в корпусе сосуда и термоизоляции, предусматривающий фиксирование корпуса и сосуда в положениях, соответствующих их взаимному расположению в собранном виде, заполнение сосуда материальной средой, заполнение пространства между корпусом и сосудом вспенивающейся термоизоляцией с последующим выдерживанием до ее затвердевания, отличающийся тем, что для предотвращения деформации корпуса, возникающей от избыточного давления при вспенивании термоизоляционного материала, перед заполнением пространства между корпусом и сосудом термоизоляционным вспенивающимся материалом, устанавливают бандажные ленты на поверхность корпуса по периметру прилегания к нему поперечных поясов, установленных на внешнюю поверхность сосуда и образующих круговые замкнутые полости, при этом устанавливают и фиксируют щиты на торцевые стенки корпуса, а для предотвращения деформации сосуда перед заполнением пространства между корпусом и сосудом термоизоляционным вспенивающимся материалом в качестве материальной среды используют воду, затем сосуд герметично закрывают и оставляют до затвердевания вспенивающейся термоизоляции, затем воду и щиты удаляют.
| GB 1403771 А, 20.08.1975 | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Способ изготовления металлических термосов | 1982 |
|
SU1015887A1 |

