Область техники
Изобретение относится к бытовым приборам, в частности к теплоизолирующим термосам, предназначенным для пищевых продуктов.
Уровень техники
Известен способ изготовления термоса, заключающийся в предварительном получении сосуда и раздельных частей корпуса, в установке их в положении, соответствующем их расположению в готовом термосе, в заполнении пространства между корпусом и сосудом вспенивающейся термоизоляцией и выдержкой до ее затвердевания (см. авт. св. №1593618, опубл. 23.09.90, бюл. №35).
Известный способ трудоемок в части изготовления двух половин корпуса и их сборки, а также требует значительной технологической оснастки. Соединение элементов термоса за счет сцепления с термоизоляцией и выступами недостаточно прочно в силу слабой адгезии между корпусом, термоизоляцией и сосудом, а также локальности выступов.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ изготовления термоса, включающий фиксирование емкости внутри литейной формы в положении, соответствующем ее расположению в готовом термосе, подачу в межстенное пространство расплавленного полимерного материала (полипропилена) с образованием цельного корпуса, последующее выдерживание до его затвердевания, дальнейшее заполнение пространства между полученным корпусом и емкостью вспенивающейся теплоизоляцией с последующим выдерживанием до ее затвердевания, разборку литейной формы (см. авт. св. №1729470, опубл. 30.04.92, бюл. №16). Данный способ принят за прототип.
Известный способ, принятый за прототип, имеет следующие недостатки. При получении корпуса расплавленный полимер растекается по внутренней поверхности литейной формы неравномерно, что приводит к разнотолщинности стенки корпуса. Проконтролировать эту разнотолщинность, а значит, и оценить качество корпуса затруднительно. Кроме того, технология с применением полимера (полипропилена) в силу его невысоких механических характеристик не обеспечивает высокой надежности термоса, так как полученный корпус не отличается прочностью и жесткостью. Скрепление корпуса (из полипропилена) и емкости в единое целое за счет теплоизоляции (из пенополиуретана) также недостаточно надежно, так как пенополиуретан не жесткий, а полипропилен имеет слабую адгезию.
Признаки прототипа, совпадающие с признаками заявляемого решения, - фиксирование колбы внутри литейной формы; заполнение межстенного пространства вспенивающейся теплоизоляцией с последующим ее отверждением.
Раскрытие изобретения
Задачей изобретения является повышение надежности термоса при эксплуатации, особенно в походных условиях, за счет повышения прочности и жесткости элементов и их соединения в цельную конструкцию.
Поставленная задача была решена за счет того, что в известном способе изготовления термоса, включающем фиксирование колбы внутри литейной формы, заполнение межстенного пространства вспенивающейся теплоизоляцией с последующим ее отверждением, колбу перед установкой в литейную форму покрывают слоем вязкого полимерного связующего, после разборки литейной формы на днище теплоизоляции приклеивают круглую пластмассовую пластину, затем формуют корпус из композиционного материала: на теплоизоляцию надевают трубчатый плетеный каркас, закрепляют его концы на горловине и пластине, пропитывают каркас низковязким полимерным связующим и отверждают. При формовании корпуса используют готовый или предварительно изготовленный трубчатый плетеный каркас из прочных нитей, например стеклонитей. Концы каркаса закрепляют подмоткой прочных нитей, пропитанных полимерным связующим. Кроме того, для получения теплоизоляционного слоя используют жесткий и теплостойкий пенопласт на основе термореактивной смолы, например фенолформальдегидной.
Отличием предлагаемого способа от прототипа является покрытие колбы перед установкой в литейную форму слоем вязкого полимерного связующего; изменение очередности формования теплоизоляции и корпуса; приклеивание после разборки литейной формы на днище теплоизоляции круглой пластмассовой пластины; использование при формовании корпуса готового или предварительно изготовленного трубчатого плетеного каркаса; использование для получения теплоизоляционного слоя жесткого и теплостойкого пенопласта на основе термореактивной смолы. Благодаря наличию этих признаков повышается прочность и жесткость корпуса, колбы, теплоизоляции и их соединения в цельную конструкцию и соответственно надежность термоса при эксплуатации.
Краткое описание чертежей
Способ изготовления термоса иллюстрируется чертежами, представленными на фиг.1, 2.
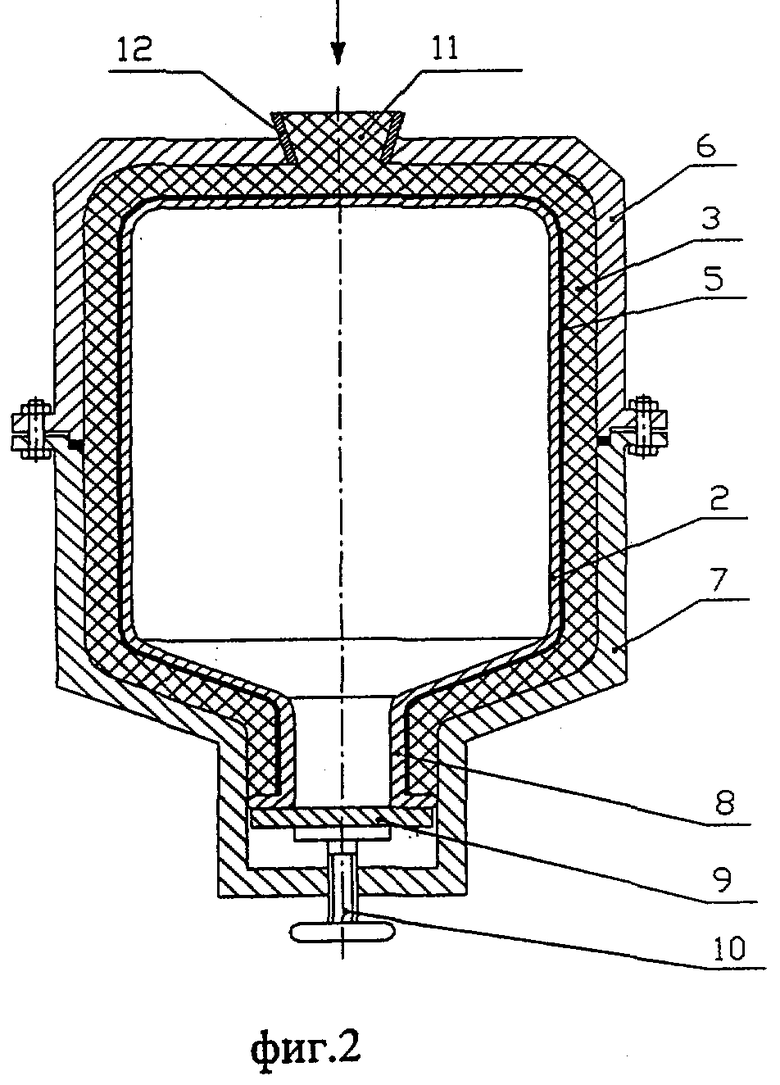
На фиг.1 показан общий вид термоса, продольный разрез.
На фиг.2 - оснастка и элементы термоса на этапе изготовления теплоизоляционного слоя, продольный разрез.
Осуществление изобретения
Термос состоит из корпуса 1, колбы 2, теплоизоляции 3, крышки 4.
Способ изготовления термоса осуществляется следующим образом. Вначале изготавливают колбу 2 известными способами, например заливкой стеклянной массы в специальную оснастку и последующим охлаждением или глубокой вытяжкой металлической заготовки. Колбу 2 покрывают слоем вязкого полимерного связующего 5, которое за счет вязкости ложится толстым равномерным слоем и удерживается в дальнейшем на поверхности колбы 2. Этот слой дает упрочнение колбы 2 и обеспечивает высокую адгезию между колбой 2 и теплоизоляцией 3. Далее подготавливают литейную форму, состоящую из верхней части 6 и нижней части 7. В нижнюю часть 7 литейной формы устанавливают колбу 2 горловиной 8 вниз на подставку 9 с фиксацией за эту горловину и расположением, соответствующим ее положению в термосе в изготовленном виде. С помощью регулирующего винта 10 и полимерных проставок (не показаны), устанавливаемых между литейной формой и колбой 2, обеспечивают равномерные зазоры в межстенном пространстве. Полимерные проставки выполнены из того же пенопласта, что и теплоизоляция 3. Заметим, что внутренняя поверхность литейной формы соответствует размерам будущей теплоизоляции 3 и покрыта разделительным антиадгезионным слоем. Затем устанавливают верхнюю часть 6 литейной формы и фиксируют ее с нижней частью 7 с помощью болтового крепления. После этого приготавливают вспенивающийся теплоизоляционный состав на основе термореактивной смолы, например фенолформальдегидной. Помимо смолы в состав входят: отвердитель и газообразователь (порофор). Заливают состав через технологическое отверстие 11 воронки 12 до полного заполнения межстенного пространства. Затем проводят отверждение теплоизоляции 3 и слоя связующего 5, помещая литейную форму в термопечь. После разборки формы отрезают литниковый прилив, на днище 13 теплоизоляции 3 с помощью теплостойкого клея приклеивают заранее приготовленную круглую пластмассовую пластину 14.
На следующем этапе известным способом (см. патент РФ №2135659, август 1998 г.) получают плетеный трубчатый каркас из прочных нитей, например стеклонитей. Диаметр каркаса должен быть примерно равен диаметру теплоизоляции 3. Каркас надевают на теплоизоляцию 3, растягивая его вначале в окружном направлении до размера на 10...30 мм больше диаметра теплоизоляции 3, затем делают осевую растяжку и приглаживание по всей поверхности, обеспечивая плотное прилегание. Концы каркаса приформовывают к круглой пластине 14 и горловине 8, закрепляют их подмоткой прочных нитей 15 и 16 (например, стеклонитей), пропитанных связующим. Далее пропитывают сам каркас низковязким полимерным связующим (например, эпоксидным). При пропитке можно использовать один из известных способов, например частичное погружение изделия в ванночку со связующим с последующим медленным вращением. Связующее пропитывает нити 15 и 16, а также контактирует с теплоизоляцией 3, обеспечивая высокую прочность корпусу 1 и хорошую адгезионную связь поверхностей корпуса 1 и теплоизоляции 3. Затем проводят отверждение в термопечи при температурном режиме, чем и заканчивается этап изготовления корпуса 1. В заключение технологии производят снятие заусенок, капельных наплывов связующего и т.п., при необходимости проводится покраска корпуса 1, а затем следует окончательный контроль качества термоса.
Пример конкретного выполнения.
Был изготовлен один экземпляр термоса. Для него использовали готовую стеклянную колбу емкостью 2 литра. Литейную форму изготовили в упрощенном варианте на основе стеклопластиковой трубы диаметром 130 мм, закрываемой с торцов крышками. На внутреннюю поверхность формы нанесли разделительный антиадгезионный слой на основе фторопластовой эмульсии. Колбу покрыли слоем вязкого эпоксидного связующего на основе смолы ЭХД и отвердителя ТЭАТ и установили в литейную форму. Затем приготовили вспенивающий состав пенопласта типа ФК-20 на основе фенолформальдегидной смолы и залили его в межстенное пространство до полного заполнения. Отверждение проводили в лабораторном термошкафу при +140...150°С. После разборки формы срезали прилив и получили теплоизоляцию. На дно теплоизоляции приклеили на теплостойкий клей ВС-10Т подготовленную круглую пластину диаметром 100 мм из пластмассы ПВХ. Затем изготовили известным способом корпус из композиционного материала - стеклопластика. Для этого сплели трубчатый каркас из стеклонитей: диаметр каркаса около 130 мм, длина примерно 350 мм, толщина около 1,5 мм. Каркас надели на теплоизоляцию, закрепили его концы на круглой пластине и горловине подмоткой стекложгутом РВМН-1200, пропитанным связующим ЭДИ-3. Затем пропитали сам каркас низковязким связующим типа ЭДИ-3 с добавкой разбавителя. Пропитку делали с помощью кисти вручную. Затем сборку поместили в термошкаф и провели режим отверждения при температуре 150°С. В завершение с полученного каркаса сняли заусенки и наплывы связующего.
Таким образом, проведенный эксперимент подтвердил возможность изготовления термоса по предлагаемому способу. Применение данного способа позволяет получать термосы с использованием высоких технологий полимерных и композиционных материалов. Такие термосы отличаются повышенной надежностью при эксплуатации в походных и полевых условиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКА | 2002 |
|
RU2217313C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ДАВЛЕНИЯ | 2000 |
|
RU2180948C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПЕНСАТОРА ТЕМПЕРАТУРНЫХ УДЛИНЕНИЙ ТРУБОПРОВОДА | 2001 |
|
RU2210019C2 |
| ОТВОД | 2003 |
|
RU2232338C1 |
| КОНСТРУКЦИОННЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ЗАПОЛНИТЕЛЯ ТРЁХСЛОЙНОЙ ОБОЛОЧКИ НЕСУЩЕЙ КОРПУСНОЙ КОНСТРУКЦИИ | 2017 |
|
RU2665001C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОЙ СЕКЦИИ ТРУБОПРОВОДА | 2004 |
|
RU2285187C2 |
| РЕЗЕРВУАР ДЛЯ ОХЛАЖДЕНИЯ МОЛОКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2110462C1 |
| ТРУБЧАТЫЙ МЕМБРАННЫЙ МОДУЛЬ ДЛЯ ФИЛЬТРАЦИИ ЖИДКОСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2156645C1 |
| СОСУД ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2215216C2 |
| ГАЗООТВОДЯЩИЙ СТВОЛ ДЫМОВОЙ ТРУБЫ | 2001 |
|
RU2200222C2 |
Изобретение относится к бытовым приборам, в частности к теплоизолирующим термосам, предназначенным для пищевых продуктов. Техническим результатом является повышение надежности термоса при эксплуатации, особенно в походных условиях, за счет повышения прочности и жесткости элементов и их соединения в цельную конструкцию. При изготовлении термоса колбу перед установкой в литейную форму покрывают слоем вязкого полимерного связующего, фиксируют ее внутри литейной формы, заполняют межстенное пространство вспенивающейся теплоизоляцией с последующим ее отверждением. После разборки литейной формы на днище теплоизоляции приклеивают круглую пластмассовую пластину. Затем формуют корпус из композиционного материала: на теплоизоляцию надевают трубчатый плетеный каркас, закрепляют его концы на горловине и пластине, пропитывают каркас низковязким полимерным связующим и отверждают. При формовании корпуса используют готовый или предварительно изготовленный трубчатый плетеный каркас из прочных нитей, например стеклонитей. Концы каркаса закрепляют подмоткой прочных нитей, пропитанных полимерным связующим. Кроме того, для получения теплоизоляционного слоя используют жесткий и теплостойкий пенопласт на основе термореактивной смолы, например, фенолформальдегидной. 3 з.п. ф-лы, 2 ил.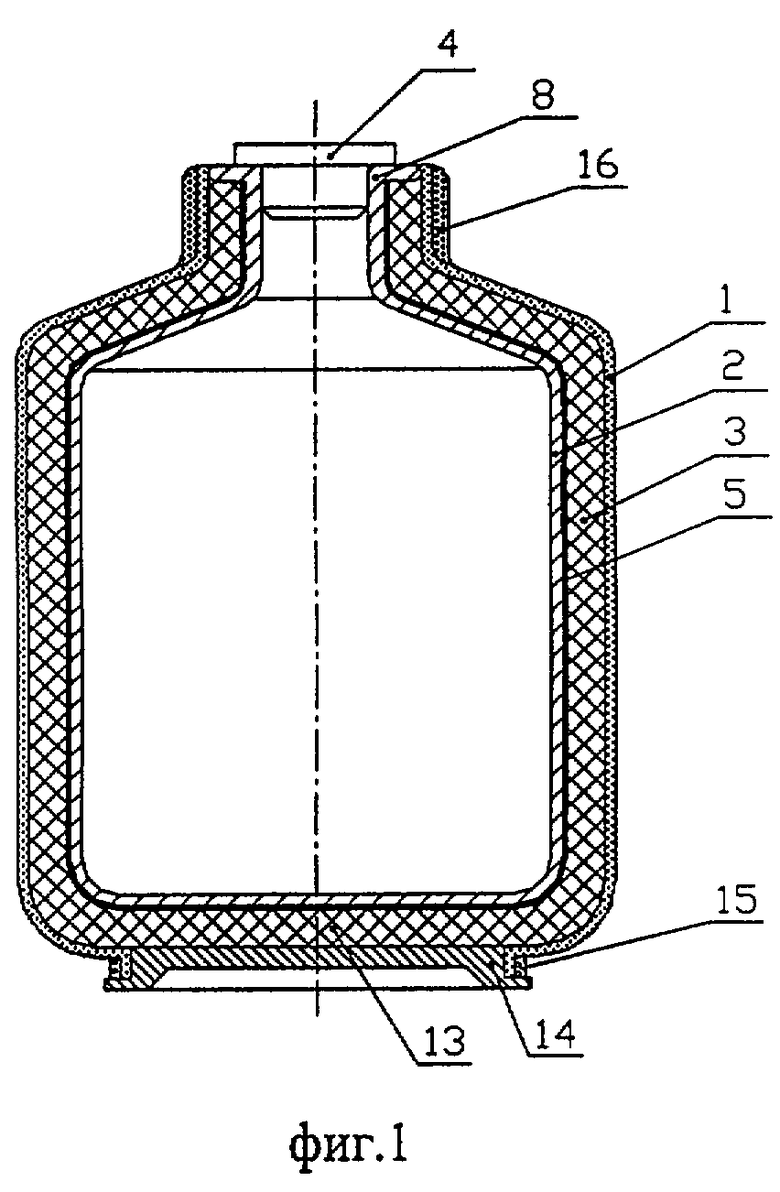
| Термос и способ изготовления термоса | 1989 |
|
SU1729470A1 |
| Способ изготовления металлических термосов | 1982 |
|
SU1015887A1 |
| Термос и способ его сборки | 1988 |
|
SU1593618A1 |
| Устройство для механизированного заполнения колец компрессионных и сдвигов приборов | 1976 |
|
SU597773A1 |
| US 5634256 А, 03.06.1997. | |||

