Изобретение относится к производству поризованной стеклокерамики, которая может быть использована в качестве блочных и крупноблочных теплоизоляционных, стеновых конструкций, отдельных элементов в строительстве, новой технике, наполнителей легких бетонов.
Известен способ получения многослойного пористого стеклокерамического блока и изделий из него (RU 2223237 C1, 10.05.2004), включающий загрузку шихты в зону нагрева дозированно в виде нескольких дискретных слоев, формируемых вне зоны нагрева и сплавляемых друг с другом посредством теплового удара. Формирование очередного слоя при этом осуществляется на стадии вязкой стеклофазы в предыдущем слое, в том числе с использованием суглинков. Температуру нагрева выбирают в диапазоне 415-1450°С. Для деления блока на элементы заданной формы на поверхности вспененного слоя выполняют канавки глубиной 0,1-1,0 его толщины и заполняют его шихтой либо тугоплавким компонентом. Изделия могут быть покрыты декоративным (защитным) слоем.
Недостатком способа является большая длительность процесса формирования стеклокерамического блока, обусловленная его многослойностью, поскольку на формирование каждого из слоев затрачивается не менее 5-6 минут. Кроме того, способ осложняется необходимостью формирования канавок и использованием абразивного способа обработки для получения ровной поверхности. Другим существенным недостатком является низкая эффективность нагрева, так как прогревается в основном лишь поверхность блока, обращенная к своду, вследствие чего период нагрева блока увеличивается с двух-трех до пяти-шести минут. При этом возрастает неравномерность вспучивания и оплавления гранул в слое, приводящая к неоднородности структуры, как в слоях, так и между слоями.
Известен способ получения блоков пеностекла (SU 1158511 А1, 1985), включающий стадию приготовления шихты, варку стекла в контролируемой атмосфере при температуре 1350-1510°С, размалывание его с газообразователем и повторную термообработку в форме при температуре 700-800°С с последующим отжигом.
Недостатком этого способа является большая длительность технологического цикла, повышенные энергозатраты, невысокие прочностные характеристики конечного продукта, необходимость жесткого контроля параметров процесса и обеспечения их высокой стабильности на всех стадиях изготовления пеностекла. В результате на основе данного способа производится преимущественно гранулированное пеностекло и в значительно меньшей мере конструкционные блоки.
Известен «Способ получения пористого остеклованного блока» (SU 1787965 А1, 15.01.1993), согласно которому пористый остеклованный блок получают путем непрерывной загрузки шихты, одновременного вспенивания ее и формирования блока с использованием в качестве шихты осадочных пород - суглинков с последующей подачей в зону с температурой 1060-1300°С со скоростью, обеспечивающей нагрев 180-400°С/мин. Способ обеспечивает прочность блока 8,4-15,3 МПа при плотности 400-900 кг/м.
Недостатком данного способа является малоэффективный эмпирический подбор технологических параметров формирования изделий, что выражается в снижении производительности и качества продукции. Недостатки обусловлены отсутствием четких количественных зависимостей технологических параметров получения пористого остеклованного материала от химического состава шихты, что находит отражение в значительной неоднородности размеров пор, непостоянстве физико-химических свойств изделий.
Известно устройство получения гранул керамзита в «кипящем слое», включающее в себя зону нагрева, бункер-питатель, арматуру подачи сжатого воздуха и механизм удаления вспученных гранул (А.А.Смирнова, Б.Л.Грановский. Печи для обжига в кипящем слое. М.: Стройиздат, 1956 г.).
Недостатком этого устройства является необходимость проведения дополнительных операций, связанных с получением готовых строительных блоков, таких как компактирование керамзита на различных связующих смолах или цемента, что приводит к большим затратам и большой длительности процесса.
Известно устройство получения газа из твердых гранул углеводородного сырья путем нагрева его в «кипящем слое» до температуры 900-1100°С и выше, включающее в себя зону нагрева, газосборник, колосник, арматуру подачи сжатого воздуха и механизм удаления шлаковых масс (А.А.Щукин. Газовое и печное хозяйство заводов. М.: Энергия, 1996 г.).
Недостатком данного устройства является необходимость в дополнительных затратах на погрузку, транспортировку, очистку и подготовку шлаковой массы для дальнейшего использования в производстве строительных блоков.
Известно устройство получения аглопорита, включающее зону нагрева, колосник, арматуру подачи сжатого воздуха и сбора газовых продуктов горения, механизм подачи сырья и извлечения готового продукта (Сведения из Интернет-сайта, Электронный ресурс www/rosstan.ru/Library/stroitel/2249, доступ свободный).
Недостатком данного устройства является необходимость включения выгорающих добавок и выполнения дополнительной операции дробления аглопорита или выпиливания блоков из массива полученного аглопорита.
Наиболее близкими по технической сущности к заявляемым способу и устройству для изготовления пористого остеклованного блока с заданными физико-механическими свойствами являются "Способ и устройство для получения пористого керамического блока» (SU 2443640 С1; 23.07.2010), которые выбраны соответственно прототипами заявляемых способа и устройства.
Согласно способу по прототипу гранулированную кварцсодержащую шихту подают в зону нагрева печи до температуры 700-1700°С дозированными порциями. Путем подачи горячего сжатого воздуха со скоростью, превышающей скорость при одностороннем нагреве не менее чем в 2 раза, вспенивают и перемешивают гранулы кварцсодержащей шихты и подвергают их нагреву в течение времени, не более 0,3 мин/мм, обеспечивающего появление жидкой стеклофазы на поверхности гранул. В момент появления жидкой стеклофазы готовую порцию сбрасывают в форму, поданную в нижнюю камеру, где под действием собственного веса она уплотняется. Форму с вспененным блоком удаляют из зоны нагрева в начале процесса кристаллизации. Одновременно в зону нагрева подают новую порцию шихты и цикл повторяется. Размер порции определяется таким образом, чтобы во вспененном и уплотненном состоянии материал заполнил весь объем формы. После этого форму автоматически удаляют и разъединяют. Производят стабилизацию пористого керамического блока без ограждающих элементов блока.
К существенным недостаткам известного способа следует отнести неравномерность прогрева частиц вспениваемой шихты из-за разных объемов частиц, из которых состоит шихта. При вспенивании объем частиц увеличивается и под действием выталкивающей силы потока они будут стремиться вверх. Более тяжелые частицы с меньшей степенью вспенивания окажутся внизу кипящего слоя. Вспененные частицы с меньшей плотностью будут потоком газа выноситься вверх. Это ведет к неравномерности прогрева частиц по рабочему объему устройства и неоднородности создаваемого в дальнейшем блока. При нагреве частиц происходит их вспенивание, увеличивается объем частицы и уменьшается плотность материала. Увеличение объема частицы и уменьшение плотности ее материала приводит к тому, что в период нагрева на частицы будет действовать со стороны подаваемого с высокой скоростью газа нестационарная во времени выталкивающая сила.
Если не снижать скорость потока газа, то частицы окажутся в верхней части рабочего объема, что приведет к нежелательным последствиям технологического режима. Следовательно, по мере прогрева частиц и увеличения их объема необходимо снижать подачу греющего газа, что осложняет технологию вспенивания, как и во всех установках периодического действия.
Устройство по прототипу содержит основание, на котором установлены корпус, соединенный с бункером-дозатором, и механизм подачи и извлечения форм. Корпус состоит из двух неравных камер, разделенных между собой воздушно-механическим затвором, который выполнен с возможностью перемещения в горизонтальной плоскости. В верхней (большей) камере расположена зона нагрева. Для обеспечения возможности нагрева и вспенивания кварцсодержащей шихты верхняя плоскость воздушно-механического затвора, обращенная к верхней камере, снабжена отверстиями, а торцевые части воздушно-механического затвора заглушены и на одной из заглушенных частей установлен патрубок для подачи нагретого сжатого воздуха. В нижней (меньшей) камере расположена форма, кинематически связанная с механизмом подачи и извлечения форм. Температура нагрева в нижней камере не менее чем на 200°С ниже, чем в верхней камере.
Существенным недостатком данного изобретения является конструкция теплоагрегата, в котором наддув горячего воздуха в горизонтальной плоскости и воздушно-механический затвор, разделяющий корпус на две неравные камеры (верхняя - для вспенивания гранул шихты и нижняя - для формования изделия), не обеспечивают должного равномерного распределения в объеме камер необходимых температурных полей, а также минимизируют надежность технологического узла. Неизбежным оказывается развитие критических внутренних напряжений в объеме обжигаемых гранул шихты в зоне нагревания и вспенивания, а также нежелательных явлений «схлопывания» пор материала в верхней половине блока. В результате качество и срок их службы изделий сокращаются. При этом контроль над выпускаемой продукцией усложняется, а вероятность пережога, некондиции увеличивается.
В основу группы изобретений поставлена задача - создание способа и устройства, позволяющих повысить производительность, качество изделий и надежность технологии изготовления материала - пористого остеклованного блока, сократить процент выбраковки готовой продукции, увеличить при необходимости прочностные физико-механические свойства изделий (на сжатие и изгиб) и снизить как энергетические затраты путем исключения критических внутренних напряжений в объеме обжигаемых гранул шихты в зоне вспенивания и предотвращения «схлопывания» пор материала в верхней половине блока, так и финансовые затраты в результате повышения срока эксплуатации емкостей для формования изделий.
Способ и устройство направлены на решение одной и той же задачи и объединены общим изобретательским замыслом и потому логично включены в группу изобретений.
Технический результат, который достигается при реализации заявляемой группы изобретений - повышение эффективности и производительности процесса изготовления пористых остеклованных блоков с закрытой пористостью и улучшение качественных характеристик продукции за счет формирования однородной структуры и ровных поверхностей всех граней блока, не требующих дополнительной абразивной обработки после их изготовления, повышение надежности изготовления пористого остеклованного блока. Задача решена следующим образом.
По заявляемому способу изготовления пористого остеклованного блока, как и по способу-прототипу, гранулированную кварцсодержащую шихту подают в зону нагрева, где под действием термоудара перемешивают, вспенивают и нагревают гранулы шихты до температуры, обеспечивающей переход на стадию стеклофазы. В период появления жидкой стеклофазы на поверхности гранул проводят формование пористого остеклованного блока и в начале кристаллизации форму с заполненными вспененными гранулами удаляют из зоны нагрева.
В отличие от прототипа по предлагаемому способу предварительно, например, с помощью масс-спектрометра с индуктивно связанной плазмой, определяют химический состав кварцсодержащей шихты и по химическому составу рассчитывают петрохимический коэффициент щелочности (ПКЩ) по формуле, предложенной Райтом (Wright, 1969 - Геологический словарь в двух томах. Том второй / Главн. ред. К.Н.Пафенгольц, Л.И.Боровиков, А.И.Жамойда и др. - М.: Недра, 1973. - С.88):

где значения содержания основных петрогенных оксидов шихты берутся в вес.%.
Отличием является также то, что кварцсодержащую шихту подают в зону нагрева равномерно и с постоянной скоростью, а температуру вспенивания (огнеупорности) - Тогн в зоне нагрева обеспечивают согласно формуле:

где ПКЩ - петрохимический коэффициент щелочности.
Вспенивание и перемешивание гранул может быть осуществлено путем подачи снизу сжатого горячего воздуха и/или азота и инертных газов в зону нагрева.
После удаления формы с заполненными вспененными гранулами из зоны нагрева гранулы подвергают кристаллизации при температуре спекаемости Тспек после снижения их температуры от Тогн со скоростью 15,0-20,0°С/мин до температуры спекаемости Тспек, которую определяют по формуле:

где ПКЩ - петрохимический коэффициент щелочности.
Кроме этого, обеспечивают в процессе кристаллизации изотермическую выдержку при указанной температуре - 10-60 минут, в течение которой осуществляется спекание вспученного вещества гранул и фиксируется пористая микроструктура вокруг тугоплавких кристаллов (в основном, зерен кварца, полевых шпатов и акцессорных минералов).
При необходимости получения блоков со значительно высокой прочностью по сравнению с прототипом, до кристаллизации вспененные гранулы после удаления из зоны нагрева подвергают прессованию силой, например, до 50-150 кг/см2.
Затем, после спекания гранул остеклованного блока и создания объемной пористой микроструктуры осуществляют контролируемое охлаждение и изотермическую выдержку полученного пористого остеклованного блока в течение 8-60 минут при температуре отжига 400-650°С, после чего форму с пористым остеклованным блоком охлаждают до температуры 80-70°С и готовый остеклованный блок вынимают из формы.
Указанные уравнения (2), (3) и временные интервалы термообработки получены по результатам изучения химического состава 49 месторождений суглинков и других природных и техногенных объектов, включая промышленные отходы обогащения и переработки рудных и других месторождений в качестве исходной шихты, а также по результатам проведения экспериментальных исследований (А.В.Мананков, Е.Я.Горюхин, А.А.Локтюшин. Волластонитовые, пироксеновые и другие материалы из промышленных отходов и недефицитного природного сырья. Томск: ТГУ, 2002 - 164 с.).
Оптимальная скорость снижения температуры от Тогн вспенивания до температуры спекаемости - 15,0-20,0°С/мин, также как и время изотермической выдержки при Тспек - 10-60 мин, последующего контролируемого охлаждения (8-60 мин) до температуры отжига стеклофазы получены экспериментально и подтверждаются результатами, представленными в примерах заявки.
Задача решена также тем, что способ реализован с помощью устройства, которое, как и прототип, содержит теплоагрегат, состоящий из двух камер, в первой из которых расположена зона нагрева, соединенная с бункером-дозатором и выполненная с возможностью обеспечения вспенивания и перемешивания гранул кварцсодержащей шихты, а вторая снабжена формой и выполнена с возможностью обеспечения формования и удаления формы, заполненной вспененными гранулами, и механизм извлечения и подачи формы со вспененными гранулами.
В отличие от прототипа в заявляемом устройстве камеры теплоагрегата выполнены в виде двух емкостей, установленных последовательно и соединенных между собой в верхней части каналом. В нижней части первой емкости выполнено устье для наддува нагретого сжатого воздуха и/или азота и инертных газов в зону нагрева. Вторая емкость выполнена из двух частей, верхняя из которых предназначена для накопления и осаждения вспененных в первой камере гранул, а в нижней части второй емкости установлена форма, отделенная от верхней части второй емкости шибером-задвижкой. Кроме этого, устройство дополнительно содержит печь, например туннельную печь, установленную последовательно со второй емкостью теплоагрегата и связанную с ней механизмом извлечения и перемещения формы с вспененными гранулами. Печь состоит из трех последовательных зон, первая из которых выполнена с возможностью снижения температуры поступившей из теплоагрегата формы с вспененными гранулами до температуры кристаллизации и спекаемости гранул и обеспечения изотермической выдержки при указанной температуре Тспек, вторая зона выполнена с возможностью контролируемого охлаждения полученного после спекаемости пористого остеклованного блока до температуры отжига стеклофазы, а третья зона выполнена с возможностью активного неконтролируемого охлаждения пористого остеклованного блока до температуры 80-70°С. Зоны соединены между собой механизмом для перемещения форм.
Дополнительно в теплоагрегате, кристаллизаторе и в зоне контролируемого охлаждения при необходимости регулирования свойств и цвета блока с помощью фемических элементов с переменной валентностью (железо, хром, марганец и др.) создают инертную среду путем подачи в эти зоны инертных газов (аргона, ксенона, неона) или азота.
Перед печью в заявляемом устройстве может быть дополнительно по ходу продвижения формы установлен пресс для подпрессовки вспененных гранул из кварцсодержащей шихты, применение которого позволяет в разы увеличить механическую прочность остеклованного блока, например предел прочности при сжатии может достигать в этом случае 40-45 МПа.
На чертеже 1 схематически представлена конструкция предлагаемого устройства. Устройство включает теплоагрегат, который состоит из двух емкостей, соединенных между собой в верхних частях каналом связи. Устройство содержит: 1 - бункер-дозатор, 2 - устье для наддува нагретого сжатого воздуха или инертных газов с постоянной скоростью, 3 - емкость, в которой расположена зона нагрева для перемешивания и вспенивания шихты, 4 - емкость осадительная и накопительная для вспененных гранул, 5 - шибер-задвижка (воздушно-механический затвор), 6 - форма для вспененных гранул блока, 7 и 9 - механизмы перемещения (извлечения и подачи) формы, заполненной вспененными гранулами, 8 - пресс (узел прессования) вспененных гранул кварцсодержащей шихты, 10 - печь для кристаллизации (спекания) и отжига изделий - пористых остеклованных блоков. Наполненную вспененными гранулами шихты форму удаляют из исходного теплоагрегата с помощью механизма 7 извлечения и подачи формы.
Печь для кристаллизации (спекания) и отжига пористого остеклованного блока состоит из трех зон и выполнена туннельной или камерной. Для перемещения формы внутри печи служит механизм перемещения в виде тележек или конвейера (на чертеже не показаны).
Конструкция теплоагрегата из двух емкостей обеспечивает предельно равномерное распределение в объеме камер необходимых температурных полей в процессе термоудара, а также надежность и высокую эффективность основного теплового узла технологической линии.
Преимущества предлагаемого изобретения обусловлены тем, что оно лишено вышеописанных недостатков прототипа, начиная с того, что это не прерывистый, а непрерывный процесс с задаваемыми и контролируемыми температурами вспенивания и спекаемости, отжига изделий и последующего неконтролируемого их охлаждения. Экспериментально установлено, что гранулы вспениваемого материала, даже если они разного размера, при нагреве и вспенивании будут увеличиваться в объеме. Плотность материала гранул будет уменьшаться. При постоянной скорости подаваемого греющего газа через устье 2 в зону нагрева 3 будет создаваться определенная выталкивающая сила, действующая на гранулы. При достижении условия, что выталкивающая сила превысит силу тяжести гранулы, последняя потоком газа из зоны нагрева 3 будет вынесена по каналу связи в верхнюю осадительную часть емкости 4 для сбора вспененных гранул шихты. Здесь скорость потока за счет расширения диаметра емкости 4 резко падает и гранулы медленно осаждаются. Изменять скорость потока сжатого греющего газа через устье 2 здесь не требуется. Гранулы в зоне нагрева 3 прогреты более равномерно и имеют примерно одинаковую плотность материала по объему, что позволяет в конечном итоге повысить качество получаемых изделий.
Предлагаемая установка соответствует непрерывности технологического процесса. Шибером-задвижкой 5, при наполнении формы 6, будет отсекаться верхняя часть подготовленного вспененного сырья - вспененных гранул. Наполненная форма 6 заменяется на пустую новую, и процесс повторяется. Для повышения экономичности работы устройства возможна регенерация горячих газов, с возвратом их части в состав подаваемого сжатого греющего рабочего газа в устье 2 для наддува нагретого сжатого воздуха или инертных газов.
С целью повышения прочностных свойств изделий в технологической линии предусмотрена возможность прессования изделий. В отличие от прототипа, где формирование блока производится посредством заполнения формы порцией вспененных и оплавленных гранул шихты под действием собственного веса, при необходимости получения блоков или фасонных изделий с высокими физико-механическими свойствами (прочность на сжатие и изгиб) при сохранении теплофизических свойств, изделие до помещения в печь уплотняют прессованием для получения заданной механической прочности изделий. С этой целью в предлагаемом устройстве имеется пресс (узел прессования) вспененных гранул кварцсодержащей шихты - 8.
В прототипе форма после заполнения вспененной пластичной массой в течение первых секунд (не более 30) автоматически удаляется в зону стабилизации, где производится разъединение формы, и стабилизация блока происходит без формы, что в принципе не соответствует реальности. При такой «стабилизации», учитывая время и температуры процесса, получается не блок, а оплывший «корж» или «блин», практически без пор. Это подтверждает весь многовековой опыт петрургии и производства керамики.
Работа устройства и реализация способа заключаются в следующем.
В предлагаемом изобретении технология создана на основе предварительно определяемых температур не только огнеупорности шихты, но и температур спекаемости гранул для каждого конкретного химического состава шихты. Для реализации этого новшества форму с изделием после подпрессовки или без нее с помощью механизма извлечения и подачи 7 помещают в первую зону туннельной (или кольцевой, или камерной) печи 10, где температуру снижают со скоростью 15-20°С/мин до начала спекания (твердения) вспененных гранул шихты (пирокластической гетерогенной массы) и осуществляют изотермическую выдержку в течение 10-60 мин для обеспечения направленного спекания гранул и частичной кристаллизации стеклофазы в объеме вспученного материала и фиксирования однородной равномернопористой структуры.
Затем остеклованный блок в форме поступает во вторую зону туннельной печи для релаксации напряжений на стадии отжига (контролируемого охлаждения) со скоростью 2,0-3,0°С/мин до верхней температуры отжига стеклофазы - 400-650°С, при которой проводят изотермическую выдержку 8-60 мин с целью снятия внутренних напряжений в изделии. Кроме того, в теплоагрегате, в первой зоне печи (для кристаллизации и спекания) и в зоне контролируемого охлаждения при необходимости регулирования поведения химических элементов шихты с переменной валентностью и управления электрическими свойствами и цветом граней блока можно дополнительно создать инертную среду путем подачи в эти зоны инертных газов (аргона, ксенона или неона, или азота).
В заключительную стадию техпроцесса форму с пористым остеклованным блоком перемещают в третью зону печи - зону активного неконтролируемого охлаждения для ускоренного теплоотбора, а снижение температуры до 80-70°С предпочтительно производить с использованием воздуха или паров воды.
Емкость для формования с готовым изделием - пористым остеклованным блоком из холодной зоны печи распалубливают, изделие отправляют на склад готовой продукции или при необходимости подвергают декорированию, или механической обработке.
Перемещение формы производится автоматически.
Защищаемая совокупность существенных признаков, представленных выше, направлена на достижение технического результата и находится в причинно-следственной связи с ним, т.к. позволяет
- повысить надежность выпуска качественной теплоизоляционной и конструкционной продукции для строительства и новой техники и сократить процент ее выбраковки, поскольку выбранные температурно-временные режимы в зоне нагрева исходных гранул предотвращают неравномерность прогрева гранул по объему емкости 3 (нагрева для перемешивания и вспенивания шихты) и исключают неоднородность создаваемого пористого остеклованного блока в форме 6. Кроме этого, операции, проводимые в печи (в зоне спекания, в зоне контролируемого охлаждения и в зоне активного охлаждения) с выбранными режимами, исключают брак в геометрии блока, предотвращают разрыв гранул и блока от внутренних напряжений и застекление, схлопывание сформированных при вспучивании пор в гранулах;
- повысить качество пористой структуры и прочность блока и использовать его как самонесущий строительный материал, что особенно важно при малоэтажном строительстве;
- снизить энергозатраты и финансовые затраты, т.к. количество выбракованной продукции значительно уменьшается, а относительный срок эксплуатации оборудования и форм увеличивается за счет защищаемой конструкции теплоагрегата, который работает без резких перемен в скорости подачи горячего сжатого воздуха и предложенной конструкции теплоагрегата в виде двух раздельных емкостей.
Заявленная группа изобретений соответствует требованиям и условиям патентоспособности изобретения. Во-первых, в уровне техники не обнаружены способы и устройства с такой же совокупностью существенных признаков, как у заявляемых изобретений. Этим подтверждается «новизна» изобретений. Во-вторых, из уровня техники не выявлено способов изготовления остеклованных блоков, у которых вспенивание, спекание вспененных гранул производились бы при температурах, которые были предварительно определены для каждой конкретной кварцсодержащей шихты, исходя из ее химического состава и наличия в ней основных петрогенных оксидов. Не выявлено и отличительных признаков предложенного способа, касающихся временных и температурных режимов изотермической выдержки, стадий охлаждения.. Из известных источников информации не известны устройства с конструктивным выполнением теплоагрегата и наличием специальных трех зон охлаждения, как в заявляемом устройстве. Следовательно, группа изобретений явным образом не следует из уровня техники и соответствует условию «изобретательский уровень».
Кроме того, изобретение промышленно применимо, т.к. может быть многократно использовано для изготовления пористых остеклованных блоков с достижением указанного результата.
Сравнение способа и устройства с прототипами показывает, что заявляемые способ и устройство получения пористого остеклованного блока содержат существенные отличительные признаки, совокупность которых обеспечивает решение поставленной задачи с охарактеризованным техническим результатом.
Для подтверждения технического результата заявляемые способ и устройство могут быть проиллюстрированы следующими примерами конкретной реализации, один из которых является примером реализации прототипа и приведен для сравнения.
Заявляемые способ и устройство иллюстрируются примерами конкретной реализации.
Пример 1. Реализация способа и устройства прототипа.
Порция гранул кварцсодержащего суглинка диаметром 4-6 мм через бункер-дозатор подавали в корпус печи, где была создана зона нагрева 1300°С. Сбоку через патрубок и отверстия в затворе подавали горячий воздух со скоростью 3-4 м/с для перемешивания гранул. Время нагрева для вспенивания составило 2,5-3,5 мин. Затем открывался затвор и гранулы сбрасывали в форму, поданную в нижнюю часть камеры, температура которой на 200°С была ниже температуры верхней камеры. Удаляли форму с блоком из корпуса через 3 с после начала кристаллизации и отправляли ее на стабилизацию. Длительность процесса составила 2,5 мин. Далее из формы вынимали керамический блок. Получили оплывший во все стороны некондиционный блок в виде сплюснутого коржа, требующего дальнейшей абразивной обработки, что, в свою очередь, снижает эффективность и производительность процесса получения пористых остеклованных блоков.
Для реализации заявляемых способа и устройства были использованы кварцсодержащие суглинки, химический состав которых приведен в таблице.
Пример 2 реализации заявляемого способа и устройства.
На начальной стадии изготовления пористых остеклованных блоков с карьера месторождения Родионовское-2 привозят исходное сырье осадочного генезиса - кварцсодержащий суглинок, применимый для производства кирпича. Песчано-алевритовая фракция указанного сырья состоит преимущественно из окатанных и угловато-окатанных зерен кварца (75%), полевых шпатов (18,5%), магнетита (8%). Глинистая фракция породы представлена микрочешуйками хлорита, гидрослюды, агрегатами монтмориллонита и иллита. Химический состав усредненной пробы суглинка определен с помощью масс-спектрометра с индуктивно связанной плазмой ELAN модели DRC фирмы «Perkin Elmer Instruments LLC» (табл.). По химическому составу рассчитан петрохимический коэффициент щелочности по приведенной выше формуле (1), а с помощью уравнений (2) и (3) определены температуры огнестойкости Тогн (1340°С) и спекаемости (1060°С) - Тспек.
Гранулы кварцсодержащего сырья песчано-алеврито-глинистого состава диаметром 3-6 мм через бункер-дозатор-1 подавали в зону нагрева - 3, где была создана оптимальная для этого состава температура нагрева 1340°С. Снизу через устье для наддува подавали сжатый горячий воздух со скоростью 3-4 м/с; под действием термоудара осуществляли вспенивание и перемешивание гранул. Время нагрева для вспенивания (с учетом минерального, химического состава и размера гранул) составило 2,5-3,0 мин. Вспененные гранулы под действием выталкивающей силы по каналу связи попадают в емкость 4. Затем открывают шибер-задвижку 5 и гранулы под действием силы тяжести заполняют форму 6, расположенную в нижней части осадительной (правой) емкости 4 камеры. Сразу после этого форму 6 с пористым остеклованным блоком удаляют из емкости 4 и помещают в туннельную печь 10, где температуру снижают со скоростью 20,0°С/мин до 1060°С - температуры Тспек спекания вспененных гранул и осуществляют изотермическую выдержку в течение 30 мин для обеспечения направленного спекания и кристаллизации стеклофазы в объеме вспученного материала для фиксирования пористой структуры. Временные и кинетические параметры являются оптимальными для данного химического состава исходного сырья, они выбраны по результатам экспериментальных исследований.
Затем пористый остеклованный блок в форме поступает в зону туннельной печи для контролируемого охлаждения (отжига) со скоростью 2,0-3,0°С/мин до температуры 600°С, при которой проводят изотермическую выдержку 40 мин с целью релаксации и снятия внутренних постоянных и временных напряжений в изделии. На этой стадии процесса временные и кинетические параметры выбраны также по результатам экспериментальных исследований.
В последнюю стадию техпроцесса форму с пористым остеклованным блоком перемещают в зону активного неконтролируемого охлаждения для ускоренного теплоотбора, а снижение температуры до 80-70°С производят с использованием воздуха и паров воды. Далее форма 6 с готовым изделием извлекают из холодной зоны печи, распалубливают, а изделие отправляют на склад готовой продукции.
Получили пористый остеклованный блок с однородной закрытой пористостью, не требующий механической обработки поверхностей. Прочность на сжатие 2,5 МПа при средней плотности 350-400 кг/м3 и коэффициенте теплопроводности 0,09-0,110 Вт/м·град.
Пример 3 для заявляемого способа и устройства.
Исходное сырье - суглинки Кедровского месторождения. Песчано-алевритовая фракция сырья более щелочная, чем в первом примере, она состоит преимущественно из окатанных и угловато-окатанных зерен кварца (68%), полевых шпатов (30,3%), магнетита (1,4%). Глинистая фракция породы представлена чешуйками гидрослюды, агрегатами монтмориллонита и иллита. Химический состав усредненной пробы суглинка определен с помощью масс-спектрометра с индуктивно связанной плазмой ELAN модели DRC фирмы «Perkin Elmer Instruments LLC» (табл.). С помощью формулы (1) рассчитан петрохимический коэффициент щелочности, а с помощью уравнений (2) и (3) определены температуры огнестойкости (1200°С) и спекаемости (950°С). Исходя из этих особенностей состава шихты и на основании проведенных экспериментальных исследований определены основные и второстепенные температурно-временные параметры в технологии приготовления изделий.
Гранулы диаметром 8-12 мм через бункер-дозатор 1 подавали в емкость 3 с температурой 1200°С в зоне нагрева. Снизу через устье для наддува 2 подавали сжатый горячий воздух со скоростью 3-4 м/с для вспенивания и перемешивания гранул с помощью термоудара. Время нагрева для вспенивания (с учетом минерального, химического состава и размера гранул) варьировали в интервале 2-2,5 мин. Затем после заполнения емкости 4 вспененными гранулами открывают шибер-задвижку 5, и гранулы под действием силы тяжести заполняют форму, расположенную в нижней части осадительной емкости 4. Наполненную форму 6 удаляют из осадительной емкости 4 и помещают в туннельную печь 10, где температуру снижают со скоростью 15,0°С/мин до 950°С - температуры спекания вспененных гранул и осуществляют изотермическую выдержку в течение 10 мин для кристаллизации легкоплавкой фракции стеклофазы в объеме вспученного материала и фиксирования пористой структуры.
Затем пористый остеклованный блок в форме 6 поступает в зону туннельной печи для контролируемого охлаждения (отжига) со скоростью 2,0-3,0°С/мин до температуры 400°С, при которой проводят изотермическую выдержку 8 мин с целью релаксации и снятия внутренних постоянных и временных напряжений в изделии.
В последнюю стадию техпроцесса форму с пористым остеклованным блоком перемещают в зону активного неконтролируемого охлаждения для ускоренного теплоотбора, а снижение температуры до 80-70°С производят с использованием воздуха. Охлажденную емкость для формования с готовым изделием извлекают из печи 10, распалубливают, а изделие отправляют на склад готовой продукции.
Результатом является стеклокерамический блок с однородной закрытой пористостью, не требующий механической обработки поверхностей. Прочность на сжатие 2,5 МПа при средней плотности 300-350 кг/м и коэффициенте теплопроводности 0,088-0,095 Вт/м·град.
Пример 4. Исходное сырье - суглинки Октябрьского месторождения. Песчано-алевритовая фракция сырья наиболее кислая по сравнению с предыдущими примерами, она состоит преимущественно из окатанных и угловато-окатанных зерен кварца (85%), полевых шпатов (11,2%) и микрозерен магнетита (7,2%). Глинистая фракция породы представлена чешуйками гидрослюды, хлорита, агрегатами монтмориллонита и иллита. Химический состав усредненной пробы суглинка определен по той же методике, что и предыдущие составы. Также рассчитан петрохимический коэффициент щелочности по приведенной выше формуле (1), а с помощью уравнений (2) и (3) определены температуры огнестойкости (1360°С) и спекаемости (1100°С). Исходя из этих особенностей состава шихты, экспериментально определены температурно-временные параметры в технологии синтеза изделий.
Гранулы диаметром 13-15 мм через бункер-дозатор 1 подавали в емкость 3 с температурой 1360°С в зоне нагрева. Снизу через устье 2 для наддува подавали сжатый горячий воздух со скоростью 3-4 м/с для вспенивания и перемешивания гранул с помощью термоудара. Время нагрева для вспенивания (с учетом минерального, химического состава и размера гранул) варьировали в интервале 3-4 мин. Затем открывают шибер-задвижку 5 и гранулы под действием силы тяжести заполняют форму 6, расположенную в нижней части емкости 4. Наполненную форму 6 удаляют из емкости 4 и помещают в туннельную печь 10, где температуру снижают со скоростью 17,5°С/мин до 1100°С - температуры спекания гранул и осуществляют изотермическую выдержку в течение 60 мин для кристаллизации легкоплавкой фракции стеклофазы в объеме вспученного материала и фиксирования пористой структуры.
Затем пористый остеклованный блок в форме поступает в зону туннельной печи для контролируемого охлаждения (отжига) со скоростью 2,0-3,0°С/мин до температуры 650°С, при которой проводят изотермическую выдержку 60 мин с целью релаксации и снятия внутренних постоянных и временных напряжений в изделии.
В последнюю стадию техпроцесса формы с пористым остеклованным блоком поступают в зону активного неконтролируемого охлаждения для ускоренного теплоотбора, а снижение температуры до 80-70°С производят с использованием воздуха. Охлажденную емкость для формования с готовым изделием извлекают из печи 10, распалубливают, а изделие отправляют на склад готовой продукции.
В результате получили стеклокерамический блок с однородной закрытой пористостью, не требующий механической обработки поверхностей. Прочность на сжатие 15-16 МПа при средней плотности 600-850 кг/м и коэффициенте теплопроводности 0,12-0,15 Вт/м·град.
Пример 5. Исходное сырье и технологические приемы аналогичны примеру 4. Отличие состоит в том, что применена операция подпрессовки полуготового изделия из вспененных гранул с помощью пресса - 8 до начала кристаллизации. При удельном давлении 50-100 кг/см2 получены пористые остеклованные блоки с механической прочностью на сжатие до 35-45 МПа при средней плотности 1000-1200 кг/м и коэффициенте теплопроводности 0,21-0,25 Вт/м·град.
Заявляемые способ и устройство для получения пористого остеклованного блока также реализованы в опытном производстве. Размеры полученных блоков 140×100×80 мм и стандартные 250×120×65 мм, 250×120×108 мм. Определение показателя пористости колеблется от 76 до 52%; морозостойкость - более 50 циклов, водопоглощение по массе - от 0,6 до 4,2%; прочность сцепления с бетоном составляет 2 кг/см2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОЙ СТЕКЛОКЕРАМИКИ (ВАРИАНТЫ) | 2015 |
|
RU2582152C1 |
| Способ получения пористого остеклованного блока | 1989 |
|
SU1787965A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОРИСТОГО КЕРАМИЧЕСКОГО БЛОКА | 2010 |
|
RU2443640C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ПОРИСТОГО СТЕКЛОКЕРАМИЧЕСКОГО БЛОКА | 2006 |
|
RU2338702C2 |
| Способ получения многослойного пористого стеклокерамического блока и изделий из него | 2001 |
|
RU2223237C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННЫХ ПОРИСТЫХ МАТЕРИАЛОВ | 2005 |
|
RU2302390C2 |
| СОСТАВ ШИХТЫ ДЛЯ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ БЛОКОВ ИЗ ПРИРОДНОГО КВАРЦЕВОГО ПЕСКА | 2023 |
|
RU2817428C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОЙ КЕРАМИКИ "РЕДОКСИД" И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2104254C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОРАЗМЕРНЫХ СТЕКЛОКРИСТАЛЛИЧЕСКИХ ПЕНОБЛОКОВ | 2015 |
|
RU2600252C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВСПЕНЕННОГО МАТЕРИАЛА И ШИХТА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2520280C1 |
Способ и устройство для изготовления пористого остеклованного блока могут найти применение в строительстве для изготовления крупноблочных теплоизоляционных и стеновых конструкций и в качестве наполнителей легких бетонов. Предварительно, например, с помощью масс-спектрометра определяют химический состав гранулированной кварцсодержащей шихты и по химическому составу рассчитывают петрохимический коэффициент щелочности, затем кварцсодержащую шихту равномерно и с постоянной скоростью подают в зону нагрева, в которой под действием термоудара гранулы шихты перемешивают, вспенивают и нагревают до температуры, температуру вспенивания Тогн в зоне нагрева обеспечивают согласно формуле Тогн=2781,5-974,7 ПКЩ, где ПКЩ - петрохимический коэффициент щелочности, в период появления жидкой стеклофазы на поверхности гранул проводят формование пористого остеклованного блока, в начале кристаллизации форму с заполненными вспененными гранулами удаляют из зоны нагрева, кристаллизацию проводят, снижая температуру со скоростью 15-20ºС/мин до температуры спекаемости Тспек, которую определяют по формуле Тспек=2364,3-873,4 ПКЩ, и выдерживают при указанной температуре 10-60 мин для фиксирования образовавшейся пористой структуры сформованного блока, затем осуществляют охлаждение и изотермическую выдержку блока в течение 8-60 мин при температуре отжига 400-650ºС, после чего форму с блоком охлаждают до температуры 70ºС и вынимают из формы. Для реализации способа устройство содержит теплоагрегат, состоящий из двух емкостей, установленных последовательно и соединенных между собой в верхней части каналом. В первой емкости расположена зона нагрева с устьем для наддува нагретого сжатого воздуха и/или азота и инертных газов. Вторая емкость выполнена из двух частей, отделенных шибером-задвижкой. Верхняя часть второй емкости предназначена для накопления и осаждения вспененных в первой камере гранул, а нижняя - для установки формы. Последовательно со второй емкостью установлена печь, например туннельная. Печь связана со второй емкостью с помощью механизма для извлечения и подачи формы и состоит из трех последовательных зон. Первая зона - зона спекаемости вспененных гранул, вторая зона - зона охлаждения пористого остеклованного блока до температуры отжига стеклофазы, а третья зона - зона охлаждения до температуры 80-70°С. Все зоны соединены между собой механизмом для перемещения форм. Технический результат - повышение эффективности и производительности изготовления пористых остеклованных блоков и улучшение их качества. 2 н. и 4 з.п. ф-лы, 1 ил., 1 табл., 5 пр.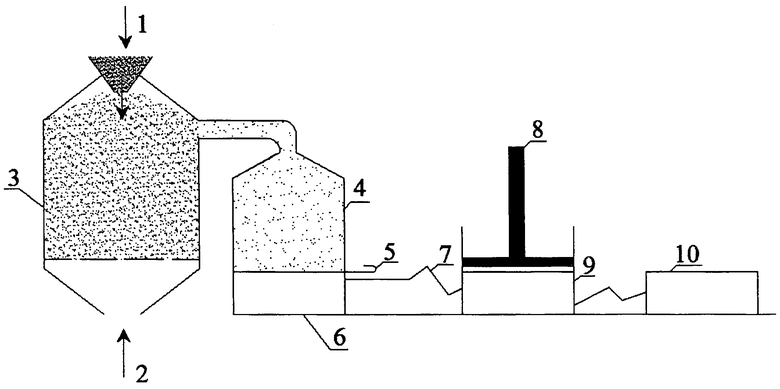
1. Способ изготовления пористого остеклованного блока, согласно которому гранулированную кварцсодержащую шихту подают в зону нагрева, под действием термоудара гранулы шихты перемешивают, вспенивают и нагревают до температуры, обеспечивающей переход на стадию стеклофазы, в период появления жидкой стеклофазы на поверхности гранул проводят формование пористого остеклованного блока и в начале кристаллизации форму с заполненными вспененными гранулами удаляют из зоны нагрева, отличающийся тем, что предварительно, например, с помощью масс-спектрометра с индуктивно связанной плазмой определяют химический состав кварцсодержащей шихты и по химическому составу рассчитывают петрохимический коэффициент щелочности, при этом кварцсодержащую шихту подают в зону нагрева равномерно и с постоянной скоростью, а температуру вспенивания Тогн в зоне нагрева обеспечивают согласно формуле: Тогн=2781,5-974,7 ПКЩ, где ПКЩ - петрохимический коэффициент щелочности, причем после удаления формы с заполненными вспененными гранулами из зоны нагрева гранулы подвергают кристаллизации, снижая их температуру со скоростью 15,0-20,0С°/мин до температуры спекаемости Тспек, которую определяют по формуле: Тспек=2364,3-873,4 ПКЩ, где ПКЩ - петрохимический коэффициент щелочности, и выдерживают при указанной температуре в течение 10-60 мин для фиксирования образовавшейся пористой структуры сформированного из вспененных гранул пористого остеклованного блока, затем осуществляют охлаждение и изотермическую выдержку полученного пористого остеклованного блока в течение 8-60 мин при температуре отжига 400-650°С, после чего форму с пористым остеклованным блоком охлаждают до температуры 80-70°С и готовый остеклованный блок вынимают из формы.
2. Способ изготовления пористого остеклованного блока по п.1, отличающийся тем, что вспенивание и перемешивание гранул осуществляют путем подачи снизу сжатого горячего воздуха и/или азота и инертных газов в зону нагрева.
3. Способ изготовления пористого остеклованного блока по п.1, отличающийся тем, что охлаждение пористого остеклованного блока при температуре отжига 400-650°С осуществляют в инертной среде.
4. Способ изготовления пористого остеклованного блока по п.1, отличающийся тем, что после удаления формы с вспененными гранулами из зоны нагрева вспененные гранулы до их кристаллизации прессуют.
5. Устройство для изготовления пористого остеклованного блока, содержащее теплоагрегат, состоящий из двух камер, в первой из которых расположена зона нагрева, соединенная с бункером-дозатором и выполненная с возможностью обеспечения вспенивания и перемешивания гранул кварцсодержащей шихты, а вторая снабжена формой и выполнена с возможностью обеспечения формования и удаления формы, заполненной вспененными гранулами, и механизм извлечения и подачи формы со вспененными гранулами, отличающееся тем, что камеры теплоагрегата выполнены в виде двух емкостей, установленных последовательно и соединенных между собой в верхней части каналом, при этом в нижней части первой емкости выполнено устье для наддува нагретого сжатого воздуха и/или азота и инертных газов в зону нагрева, а вторая емкость выполнена из двух частей, верхняя из которых предназначена для накопления и осаждения вспененных в первой емкости гранул, а в нижней части второй емкости установлена форма, отделенная от верхней части второй емкости шибером-задвижкой, кроме этого, устройство дополнительно содержит печь, например туннельную печь, установленную последовательно со второй емкостью теплоагрегата и связанную с ней механизмом извлечения и подачи формы с вспененными гранулами, причем печь состоит из трех последовательных зон, первая из которых выполнена с возможностью снижения температуры поступившей из теплоагрегата формы с вспененными гранулами до температуры спекаемости гранул и обеспечения изотермической выдержки при указанной температуре, вторая зона выполнена с возможностью контролируемого охлаждения полученного после спекания гранул пористого остеклованного блока до температуры отжига стеклофазы, а третья зона выполнена с возможностью неконтролируемого охлаждения пористого остеклованного блока до температуры 80-70°С, помимо этого, зоны соединены между собой механизмом для перемещения форм.
6. Устройство для изготовления пористого остеклованного блока по п.5, отличающееся тем, что оно дополнительно содержит пресс для подпрессовки вспененных гранул кварцсодержащей шихты, установленный по ходу передвижения формы со вспененными гранулами перед печью.
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОРИСТОГО КЕРАМИЧЕСКОГО БЛОКА | 2010 |
|
RU2443640C1 |
| Способ изготовления пеностекла | 1988 |
|
SU1654280A1 |
| Способ получения блоков пеносиликата | 2002 |
|
RU2225373C1 |
| Установка для производства пеностекла | 1977 |
|
SU659538A1 |
| Аппарат для промывки марганца | 1926 |
|
SU7884A1 |
| Маслоотделитель для аммиачных холодильных машин | 1941 |
|
SU65718A1 |
| 0 |
|
SU386648A1 |

