Изобретение относится к литейному производству и может использоваться для приготовления жидкостекольного связующего керамических форм по выплавляемым моделям.
Жидкое стекло (ЖС) является относительно дешевым и экологически безопасным связующим материалом. Его широкое использование в производстве литья по выплавляемым моделям (ЛВМ) сдерживается низкой огнеупорностью получаемых керамических форм, не позволяющей достигать требуемые точности и чистоту поверхности отливок, в особенности крупногабаритных и тонкорельефных [1].
Известны способы подготовки ЖС связующего, основанные на его обработке сильными кислотами (HCl, H2SO4, HNO3). Эти способы обеспечивают повышение модуля ЖС и улучшение качества изготовления керамических форм по выплавляемым моделям и отливок [2].
Недостатками указанных способов являются ухудшение санитарно-гигиенических условий труда, низкая живучесть, повышенная скорость ЖС суспензии к огеливанию, длительность цикла подготовки и др.
Наиболее близким по технической сущности является способ приготовления связующего для изготовления литейных керамических форм по выплавляемым моделям, включающий нейтрализацию и разбавление ЖС 4...6%-ным водным раствором фосфорной кислоты до требуемой плотности 1250...1300 кг/м3 путем их перемешивания 1...3 мин и с последующим переводом образующегося геля в растворимое состояние при продолжении перемешивания в течение 10...20 мин [3].
Известное техническое решение обеспечивает ускоренную подготовку ЖС связующего для ЛВМ-процесса.
Вместе с тем, данный способ имеет следующие существенные недостатки:
- выделение геля в процессе подготовки ЖС, снижающее его технологические свойства (живучесть, смачивающая способность);
- неудовлетворительная смачивающая способность связующего для воспроизведения керамическими формами поверхности выплавляемых моделей тонкорельефных отливок;
- пониженые точность и качество поверхности получаемых отливок, в особенности массивных и тонкорельефных.
В основу изобретения положена задача создать такой способ приготовления ЖС связующего, который обеспечивал бы улучшение качества изготовления отливок за счет увеличения живучести, смачивающей способности связующего, повышения точности и прочности, в особенности при высоких температурах, керамических форм по выплавляемым моделям.
Указанная задача решается тем, что в способе приготовления ЖС связующего для изготовления литейных керамических форм по выплавляемым моделям, включающем нейтрализацию и разбавление жидкого стекла водным раствором фосфорной кислоты до требуемой плотности, подачу в ЖС водного раствора фосфорной кислоты осуществляют в виде аэрозоля со скоростью (0,3...1,6)•105 м3/с при непрерывном перемешивании.
Поставленная задача решается также тем, что нейтрализацию жидкого стекла проводят одновременно с его электродиализом под действием постоянного тока силой 0,3...1,0 A.
Кроме того, жидкое стекло подвергают воздействию наносекундных электромагнитных импульсов в течение 60...120 мин.
Введение в ЖС водного раствора фосфорной кислоты в виде аэрозоля со скоростью (0,3. ..1,6)•10-5 м3/с при непрерывном перемешивании обеспечивает равномерное распределение нейтрализующего реагента и отсутствие предварительного огеливания ЖС, снижающего его технологические свойства.
Электродиализ вызывает удаление из ЖС ионов натрия, а воздействие в ходе указанного процесса наносекундными электромагнитными импульсами (НЭМИ) способствует ослаблению химической связи положительных ионов натрия с кремнекислородными тетраэдрами [SiO4] 4 мицелл ЖС, а также с анионами кислотного остатка [PO4] 3. Вследствие этого значительно повышается скорость и степень удаления ионов натрия из ЖС и увеличивается его модуль.
Кроме того, воздействие НЭМИ обеспечивает повышение смачивающей и адгезионной способности ЖС, уменьшение вязкости и возможность увеличения степени наполнения суспензии на этом связующем. При этом указанные эффекты практически не изменяются с течением времени.
В результате получения высокомодульного ЖС с повышенными смачивающей и связующей способностями создаются условия для увеличения прочности керамических форм, в особенности при высоких температурах (900...1400oC), а также улучшения воспроизводимости керамическими формами выплавляемых моделей. За счет этого достигаются точность и высокое качество поверхности отливок, получаемых ЛВМ, например тонкорельефных.
Способ осуществляют следующим образом.
Готовят 4...6%-ный водный раствор фосфорной кислоты и вводят его в исходное ЖС (ГОСТ 13078-81) с модулем 2,8...3,0 и плотностью 1450...1500 кг/м3 из расчета получения его плотности 1250...1300 кг/м3.
При этом водный раствор фосфорной кислоты дают в виде аэрозоля, создаваемого пульверизатором, соблюдая скорость подачи (0,3...1,6)•10-5 м3/с, при непрерывном перемешивании.
При значениях скорости больше 1,6•10-5 м3/с наблюдается локальное выделение жидкостекольного геля, снижающего физико-механические свойства связующего и керамических форм.
При скоростях меньше 0,3•10-5 м3/с неоправданно возрастает продолжительность обработки ЖС.
Для улучшения технологических свойств жидкостекольного связующего его нейтрализацию указанным водным раствором фосфорной кислоты проводят одновременно с электродиализом.
Электродиализ нейтрализуемого ЖС осуществляют при помощи установки [4], представляющей собой емкость, разделенную полупроницаемой мембраной (перегородкой). Одна из частей емкости заполнена циркулирующей водой. Во второй части находится обрабатываемое водным раствором фосфорной кислоты жидкое стекло. В обе части емкости вставлены электроды, подсоединенные к источнику постоянного тока.
При этом в воду опущен катод, а в ЖС - анод. Оптимальная сила тока при электролизе составляет 0,3...1,0 A.
Ток силой более 1,0 A приводит к резкому возрастанию температуры обрабатываемого ЖС, что вызывает его преждевременное огеливание на электроде. Кроме того, дальнейшее повышение силы тока при электродиализе несущественно увеличивает модуль ЖС, поскольку электродиализом удаляются лишь ионы натрия, образовавшиеся при диссоциации в водной среде свободной щелочи ЖС.
Сила тока электродиализа менее 0,3 A не обеспечивает необходимое удаление ионов натрия из ЖС и повышение его модуля.
Для интенсификации удаления Na+ и активации нейтрализованного ЖС процесс его электродиализа проводят в условиях воздействия НЭМИ. Для этого в нейтрализуемое ЖС устанавливают излучатель, подсоединенный к генератору наносекундных электромагнитных импульсов [5] мощностью 1 МВт в импульсе при частоте повторений 1000 Гц в секунду. Указанные мощность и частота повторений импульсов являются оптимальными для современных генераторов наносекундных импульсов.
При оптимальной продолжительности воздействия НЭМИ 60...120 мин в ходе электродиализа ослабевает связь ионов с коллоидными частицами ЖС и ускоряется процесс их удаления из связующего.
Предложение воздействия НЭМИ больше чем 120 мин в процессе электродиализа малоэффективно, поскольку связующее переходит в стабильное состояние.
При электродиализе, сопровождающемся воздействием НЭМИ, продолжительность меньше 60 мин, ускорение процесса удаления ионов натрия за счет НЭМИ несущественно.
Таким образом, нейтрализация ЖС водным раствором фосфорной кислоты в виде аэрозоля с оптимальной скоростью подачи обеспечивает без выпадения геля связывание натрия ЖС в фосфат. Из этого соединения под действием НЭМИ более легко образуются ионы натрия (процесс ионизации ЖС), удаляемые электродиализом. В результате с высокой скоростью увеличивается модуль ЖС, что не происходит при электродиализе исходного ЖС.
Кроме того, обеспечиваются повышение технологических свойств связующего и керамических форм и улучшение качества производства отливок литьем по выплавляемым моделям.
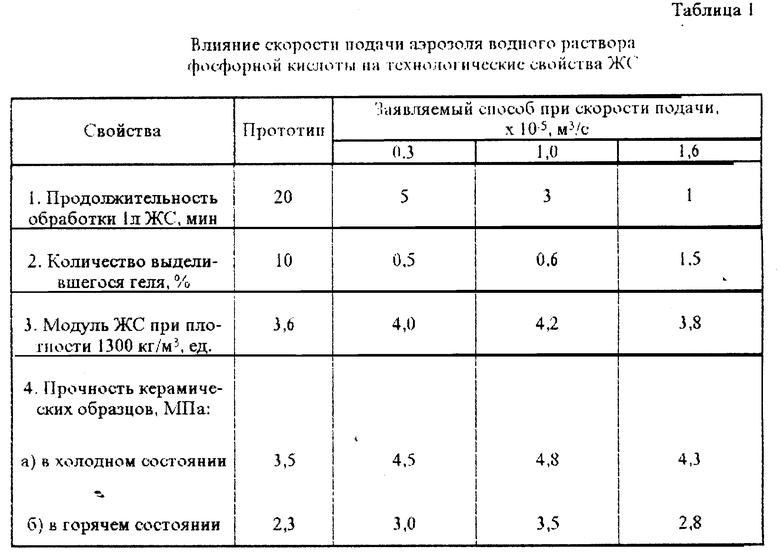
Пример 1. Для нейтрализации 3 л исходного жидкого стекла с модулем 2,8 и плотностью 1450 кг/м3 готовят 5%-ный водный раствор фосфорной кислоты в количестве 6 л. Указанный раствор в виде аэрозоля вводят в обрабатываемое ЖС с помощью пульверизатора, варьируя скорость подачи (0,3; 1,0; 1,6) • 10-5 м2/с. При этом проводят непрерывное перемешивание подготавливаемого ЖС со скоростью 1800 об/мин.
Показателями для сравнения служат: продолжительность обработки, количество выделившегося геля в % к массе полученного ЖС связующего, его модуль, рассчитанный по результатам химического анализа ЖС на Na2O и SiO2, а также связующая способность, оцененная по прочности на изгиб керамических образцов.
Для их изготовления способом ЛВМ готовится ЖС суспензия на пылевидном кварце (ПК) вязкостью по вискозиметрической воронке В3-4 50...60 с. При этом определяют прочность керамических образцов (40х20х5)•10-3 м после вытопки модельной массы (прочность в холодном состоянии) и при 900oC (прочность в горячем состоянии).
Влияние скорости подачи аэрозоля водного раствора фосфорной кислоты на технологические свойства ЖС представлено в табл. 1.
Полученные данные показывают возможность устранения предварительного гелеобразования ЖС при его нейтрализации за счет водного раствора фосфорной кислоты в виде аэрозоля с оптимальной скоростью (0,3...1,6)•10-5 м3/с.
Пример 2. Процесс подготовки ЖС связующего осуществляют аналогично примеру 1, но одновременно проводят его электродиализ, варьируя силу тока 0,3; 0,7; 1,0 A.
Используют емкость с полупроницаемой мембраной из асбестовой ткани (непроницаемой для коллоидных частиц ЖС). В одной из частей емкости циркулирует постоянный объем воды, в другой - согласно примеру 1 производят обработку исходного ЖС аэрозолью водного раствора фосфорной кислоты со скоростью подачи 10-5 м3/с.
В указанные части установки помещают электроды, подсоединенные к источнику постоянного тока.
Применяют два графитовых электрода диаметром 0,2 м, расстояние между которыми составляет 0,5 м. При этом катод опущен в воду, а анод - в обрабатываемое ЖС.
Процесс обработки начинают одновременно с подачей напряжения 80...100 B на электроды при непрерывном перемешивании ЖС с помощью лабораторной мешалки со скоростью 1800 об/мин.
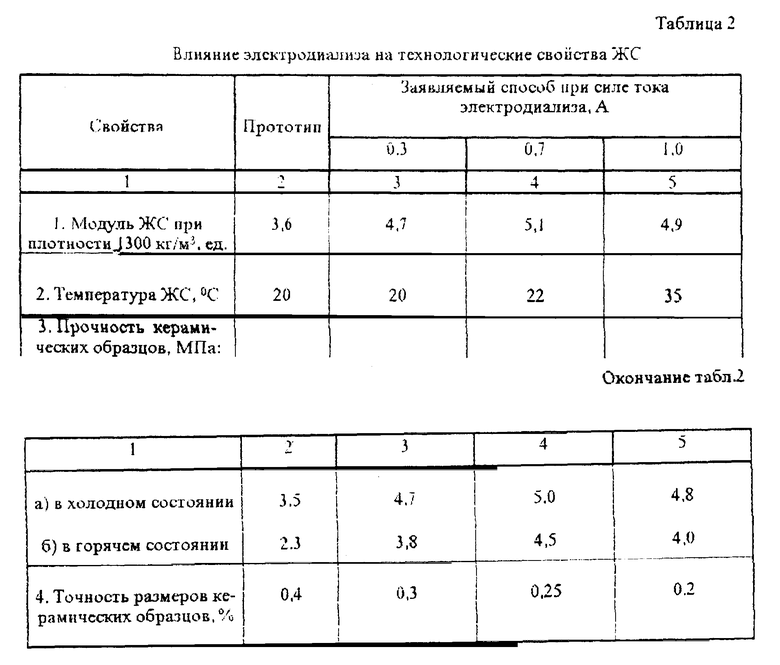
Электролиз проводят в течение 3 часов. Определяют помимо показателей, приведенных в Пр. 1, температуру ЖС в процессе обработки, а также точность керамических образцов на подготовленном связующем в % к их номинальным размерам после прокалки 900oC, 3 часа.
Влияние электродиализа на технологические свойства ЖС представлено в табл. 2.
Результаты измерений показывают уменьшение содержания Na2O в обрабатываемом ЖС, но при этом и сокращение SiO2, образующего на аноде слой осадка значительной толщины (1,5...2,0 мм), в особенности при увеличении силы тока электродиализа и связанным с ним возрастании температуры обрабатываемого связующего раствора.
Поэтому, хотя модуль подготовленного ЖС и увеличивается относительно прототипа, в целом скорость его возрастания недостаточна.
Повышение модуля ЖС оказывает положительное влияние на прочность керамических образцов в горячем состоянии и их точность.
Пример 3. Обработку ЖС аэрозолью водного раствора фосфорной кислоты совместно с электродиализом проводят аналогично примерам 1 и 2, соблюдая скорость подачи 10-5 м3/с и силу тока электродиализа 0,8 A. При этом одновременно осуществляют воздействие на обрабатываемый связующий раствор НЭМИ при непрерывном перемешивании со скоростью 1800 об/мин.
Для этого в емкость с ЖС устанавливают излучатель, подключенный к генератору НЭМИ [5] мощностью 1 МВт в импульсе при частоте повторений 1000 Гц в секунду.
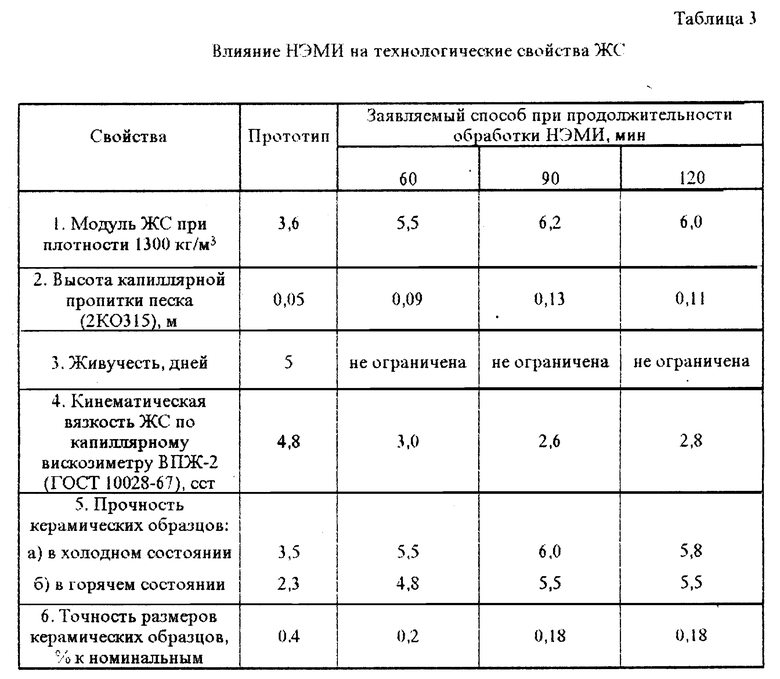
Излучатель выполнен в виде пирамиды размером (10•10•15)•10-2 м из меди. Продолжительность обработки ЖС наносекундными электромагнитными импульсами варьируют: 60, 90 и 120 мин. Электродиализ прекращают по окончании воздействия НЭМИ на ЖС. Влияние НЭМИ на технологические свойства ЖС показано в табл. 3. Продолжительное влияние НЭМИ на свойства 2 - 4, представленные в табл. 3, наблюдается также при подготовке жидкостекольного связующего без проведения электродиализа в соответствии с примером 1.
Заявляемый способ позволяет по сравнению с прототипом повысить более чем в 1,5 раза модуль ЖС. В результате увеличивается практически в 2 раза прочность керамических форм в горячем состоянии и достигается их высокая точность.
Кроме того, возрастает более чем в 2 раза высота капиллярной пропитки, что свидетельствует о повышении смачивающей способности подготавливаемого связующего. Воздействие НЭМИ вызывает снижение на 40...45% кинематической вязкости ЖС и обеспечивает возможность повышения наполнения суспензии, вследствие чего возрастает более чем в 1,5 раза прочность керамических образцов в "холодном" состоянии (после вытопки модельной массы). НЭМИ оказывают также стабилизирующее действие на нейтрализованное фосфорной кислотой ЖС, о чем свидетельствует неограниченная по сравнению с прототипом живучесть связующего раствора, подготовленного по заявляемому способу.
Таким образом достигается повышение физико-механических свойств керамических форм на ЖС связующем и улучшение качества производства отливок по выплавляемым моделям.
Учитывая комплекс получаемых технологических свойств высокомодульного ЖС связующего, заявляемый способ его приготовления может быть применен для получения деталей пресс-форм, элементов кокилей, модельной и стержневой оснастки, а также других ответственных, в том числе тонкорельефных отливок из черных и цветных сплавов.
Источники информации
1. Литье по выплавляемым моделям. /Под ред. Я.И.Шклинника и В.А. Озерова. - М.: Машиностроение, 1984. -с.194.
2. Лакеев А.С., Щегловитов Л.А., Кузьмин Ю.Д. Прогрессивные способы изготовления точных отливок. - К.: Техника, 1984, с.9-10.
3. Авторское свидетельство СССР N 1335366. кл. B 22 C 5/04, 1/18. Способ приготовления связующего для изготовления литейных керамических форм по выплавляемым моделям. 1987. Бюл. N 33.
4. Евстратова К.И., Купина Н.А., Малахова Е.Е. Физическая и коллоидная химия -М.: Высшая школа, 1990. -С.420-423.
5. Патент РФ N 1757088. Формирователь наносекундных импульсов, Белкин В. С., Шульженко Г.И. Бюл. N 31, 1992, c. 226.
Изобретение относится к литейному производству. Готовят 4 - 6%-ный водный раствор фосфорной кислоты и вводят его в жидкое стекло. Раствор вводят в виде аэрозоля со скоростью (0,3 - 1,6)•10-5 м3/с при непрерывном перемешивании. Нейтрализацию жидкого стекла проводят одновременно с его электродиализом под действием постоянного тока силой 0,1 - 1,0 А. В процессе электродиализа жидкое стекло подвергают воздействию наносекундных электромагнитных импульсов в течение 60-120 мин. Обеспечивается повышение прочности и точности керамических форм, в особенности при высоких температурах. 2 з.п. ф-лы, 3 табл.
\\\1 1. Способ приготовления жидкостекольного связующего для изготовления литейных керамических форм по выплавляемым моделям, включающий нейтрализацию и разбавление жидкого стекла водным раствором фосфорной кислоты до требуемой плотности, отличающийся тем, что подачу в жидкое стекло водного раствора фосфорной кислоты осуществляют в виде аэрозоля со скоростью (0,3 - 1,6) <195> 10<M^ >-5<D> м<M^>3<D>/с при непрерывном перемешивании. \\\2 2. Способ по п.1, отличающийся тем, что нейтрализацию жидкого стекла проводят одновременно с его электродиализом под действием постоянного тока силой 0,3 - 1,0 А. \\\2 3. Способ по п.1 или 2, отличающийся тем, что жидкое стекло подвергают воздействию наносекундных электромагнитных импульсов в течение 60 - 120 мин.
| Способ приготовления связующего для изготовления литейных керамических форм по выплавляемым моделям | 1986 |
|
SU1335366A1 |
| Раствор для приготовления жидкостекольного связующего | 1982 |
|
SU1068206A1 |
| Связующее для изготовления литейных керамических форм по выплавляемым моделям и способ его приготовления | 1983 |
|
SU1107948A1 |
| Способ активации жидкого стекла | 1989 |
|
SU1726105A1 |
| Формирователь наносекундных импульсов | 1990 |
|
SU1757088A1 |
