Изобретение относится к области изготовленя двухслойной сборки, состоящей из внутреннего слоя - боропласта, представляющего собой полимерную композицию, состоящую из боросодержащих соединений, например нитрида бора и полипропилена, и наружного слоя - графитопласта, представляющего собой полимерную композицию, состоящую из графита и полипропилена или из одного полипропилена.
Двухслойные сборки используются в качестве биологической защиты от нейтронных излучений.
Известен способ изготовления двухслойной сборки, заключающийся в механическом соединении слоев посредством шурупов и винтов (техпроцесс "Сборка защитных слоев", инв. №87225, комбинат "Электрохимприбор", г. Лесной Свердловской области, 1997 г.). Недостатком способа механического соединения слоев является низкая производительность, необходимость механической обработки по всем поверхностям обоих слоев вследствие раздельного изготовления слоев методом прямого (компрессионного) прессования или методом литья под давлением. Наличие металлического крепежа в массе сборки снижает эффективность нейтронной защиты.
Известен также способ литья двухцветных изделий литьем под давлением на термопластавтомате. При этом материал одного цвета вначале впрыскивается в первую форму, где отливается часть изделия. После разъема первой формы эта часть изделия переносится в другую форму, где отливается вторая часть изделия и сваривается с первой частью (Г.А. Швецов и др. Технология переработки пластических масс. М.: Химия, 1988, с.182; Энциклопедия полимеров. М.: Советская энциклопедия, 1974, т.2, с.90, 92).
Изготовленная по данному способу двухслойная сборка биологической защиты от нейтронного излучения, состоящая из боропласта и полипропилена, имела низкое адгезионное взаимодействие на границе раздела слоев, что приводит к образованию зазоров, видимых в районе торца сборки.
Известен способ изготовления указанной сборки, заключающийся в том, что полипропилен перед загрузкой в термопластавтомат смешивают с порошковым графитопластом, содержащим 75 мас.% искусственного графита и 25 мас.% полипропилена в следующем соотношении, мас.% (патент RU 2174915):
Графитопласт 11-16
Полипропилен Остальное
Введение в массу полипропилена искусственного графита позволило улучшить адгезионное взаимодействие на границе раздела слоев боропласта и полипропилена. Данный способ наиболее близок к предлагаемому изобретению и принят в качестве прототипа.
Однако для ряда конструкций двухслойная сборка, изготовленная по способу-прототипу, адгезионное взаимодействие слоев оказалось недостаточным.
Такие сборки испытываются в составе изделия при падении последнего с высоты 9 м. После испытания двухслойные сборки были разрезаны по плоскости, перпендикулярной торцу вдоль оси. Разрезка показала расслоение слоев в отдельных местах.
Техническим результатом данного изобретения является разработка способа изготовления двухслойной сборки из боропласта и графитопласта, позволяющего получать качественное соединение слоев, выдерживающее необходимые испытания.
Поставленная задача достигается тем, что в качестве боросодержащего соединения боропласта используется оксид бора при соотношении компонентов, мас.%:
Оксид бора 18-25
Полипропилен Остальное
В отличие от нитрида бора, имеющего низкий коэффициент трения (0,04-0,06), оксид бора имеет более шероховатую твердую структуру. Частицы наполнителя для термопластов должны иметь щероховатую поверхность, так как это обеспечивает прочное сцепление наполнителя с поверхностью материала (Энциклопедия полимеров. М.: Советская энциклопедия, 1974 г., с.344).
Проведенный анализ общедоступных источников информации об уровне техники не позволил выявить техническое решение, тождественное заявленному, на основании чего делается вывод о неизвестности последнего, т.е. соответствии представленного в настоящей заявке изобретения критерию "новизна".
Ниже приводятся примеры, иллюстрирующие предлагаемое изобретение (табл.1).
В шаровой смеситель загружают гранулированный полипропилен по ГОСТ 26996-86 и оксид бора по ТУ 607508-92.
Соотношение - композиция:шары - 1:1 (по массе). Время перемешивания 2-3 часа. Из приготовленной композиции изготавливают деталь на термопластавтомате литьем под давлением при температуре 230-240°С, удельном давлении 70-80 МПа, время выдержки в пресс-форме 0,5 мин на 1 мм толщины детали. Изготовленную деталь устанавливают в другую пресс-форму, затем в нее нагнетают смесь полипропилена с графитопластом по существующему технологическому процессу.
Примеры 6, 7, 8 - согласно прототипу (табл.1).
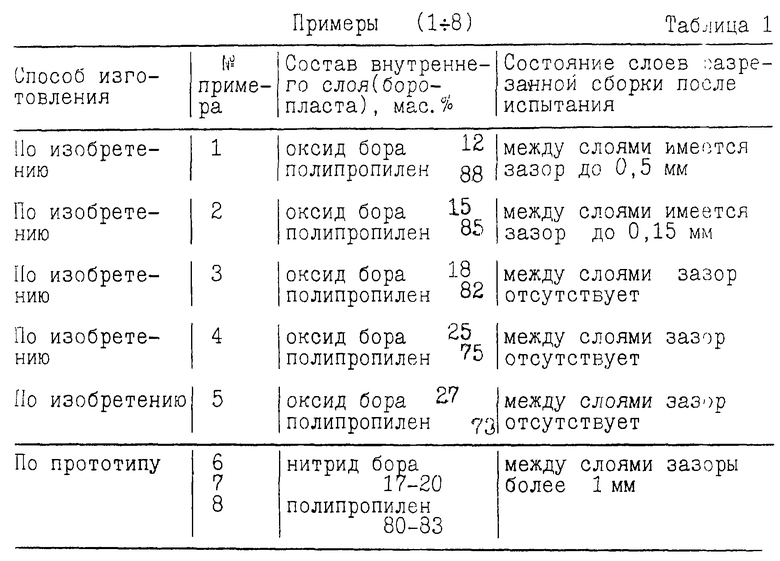
Анализ таблицы 1 показывает, что использование оксила бора в боропласте в количестве 18-25 мас.% улучшает адгезионное взаимодействие между слоями. Разрезка сборки после испытания вдоль оси по плоскости, перпендикулярной торцу, показала, что между слоями существует прочное адгезионное сцепление.
Испытание заключалось в сбрасывании изделия с двухслойной сборки с высоты 9 м на металлическую поверхность.
В процессе эксплуатации материалы слоев испытывают воздействие температур в интервале от 20 до 80°С. Известно, что при воздействии температур происходит тепловое расширение полимеров, количественной характеристикой которого служит коэффициент линейного расширения (Энциклопедия полимеров. М.: Советская энциклопедия, 1974 г., т.3, с.596).
Значительное различие величин коэффициентов линейного расширения в обоих слоях может провоцировать образование напряжений и деформаций в элементах конструкций при изменении температур. Поэтому необходимо, чтобы значения коэффициентов линейного расширения обоих слоев имели минимальное различие, особенно при плотном прилегании слоев.
В таблице 2 представлены значения коэффициентов линейного расширения обоих слоев по изобретению и прототипу.
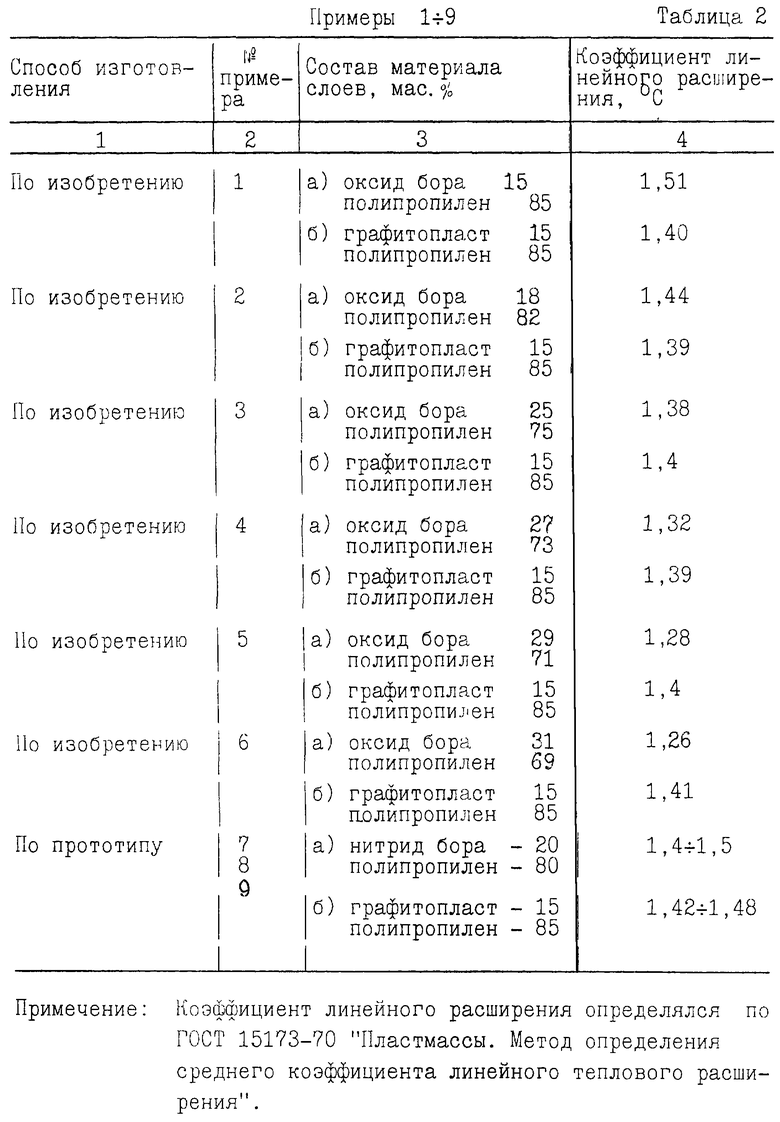
Анализ таблицы 2 показывает, что при введении в массу полипропилена оксида бора более 23 мас.% наблюдается значительное уменьшение значения коэффициента линейного расширения по сравнению с графитосодержащим полипропиленом.
Данный способ позволяет получать более прочное сцепление слоев в двухслойной сборке, что позволяет их использовать в изделиях ответственного назначения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОЙ СБОРКИ | 1999 |
|
RU2174915C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТОЛСТОСТЕННЫХ ДЕТАЛЕЙ ИЗ ПОЛИПРОПИЛЕНА | 1998 |
|
RU2140852C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ГРАФИТОСОДЕРЖАЩЕЙ КОМПОЗИЦИИ | 2004 |
|
RU2272050C2 |
| БОРОСОДЕРЖАЩАЯ КОМПОЗИЦИЯ | 1995 |
|
RU2096431C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ВЫСОКОНАПОЛНЕННОЙ ГРАФИТОСОДЕРЖАЩЕЙ КОМПОЗИЦИИ | 2002 |
|
RU2217448C2 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 2002 |
|
RU2230759C2 |
| КОРПУС КОНТЕЙНЕРА ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2018 |
|
RU2686457C1 |
| Конструкционная термостойкая боросодержащая композиция и способ её изготовления | 2017 |
|
RU2650140C1 |
| ДВУХЦЕЛЕВОЙ КОНТЕЙНЕР ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2019 |
|
RU2711078C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ГРАФИТОСОДЕРЖАЩЕЙ КОМПОЗИЦИИ | 1999 |
|
RU2162095C2 |
Использование: в области изготовления конструкционных изделий повышенной прочности для биологической защиты от нейтронных излучений в различных отраслях техники. Двухслойная сборка состоит из внутреннего слоя боропласта и наружного - графитосодержащего полипропилена. Способ осуществляют путем нагнетания в термопластавтомате графитосодержашего полипропилена на внутренний слой, в котором в качестве боросодержащего соединения используется оксида бора при соотношении, мас.%: оксид бора 18-25; полипропилен – остальное. Предлагаемый способ позволяет увеличить конструкционную прочность сборок, используемых в изделиях ответственного назначения. 2 табл.
Способ изготовления двуслойной сборки, состоящей из внутреннего слоя боропласта, содержащего боросодержащее соединение и полипропилен, и наружного слоя графитосодержащего полипропилена, получаемого путем нагнетания в термопластавтомате на внутренний слой графитосодержащего полипропилена, отличающийся тем, что во внутреннем слое в качестве боросодержащего соединения используется оксид бора в соотношении, мас.%:
Оксид бора 18-25
Полипропилен Остальное
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОЙ СБОРКИ | 1999 |
|
RU2174915C2 |
| RU 2000129477 A1, 10.11.2002 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТОЛСТОСТЕННЫХ ДЕТАЛЕЙ ИЗ ПОЛИПРОПИЛЕНА | 1998 |
|
RU2140852C1 |
| и др | |||
| Технология переработки пластических масс | |||
| - М.: Химия, 1988, с | |||
| Затвор для дверей холодильных камер | 1920 |
|
SU182A1 |
