Изобретение относится к области изготовления крупногабаритных деталей из полипропилена, которые применяются для биологической защиты от нейтронных излучений.
Известен способ изготовления крупногабаритных деталей из полипропилена ( ⊘ 300 мм, толщина 90-100 мм) методом прямого (компрессионного) прессования.
Сущность способа заключается в следующем:
1. Нагрев пресс-формы в печи до температуры 150-160oC.
2. Экструдирование навески полипропилена при температуре его плавления в нагретую прессформу.
3. Прессование деталей на гидравлических прессах при удельном давлении 400-500 кг/см2.
4. Охлаждение под прессом до комнатной температуры.
("Технологический процесс изготовления деталей из полипропилена", инв. N 863629, комбинат "Электрохимприбор", г. Лесной, Свердловской обл., 1995 г.).
Недостатками метода прямого прессования является низкая производительность, невысокое качество, трудность достижения высокого уровня автоматизации, технологическое время изготовления одной детали-2,2 н/часа.
Существует способ изготовления деталей литьем под давлением на термопластавтомате. Полипропилен хорошо перерабатывается этим методом.
Однако при изготовлении толстостенных деталей полипропилен склонен к образованию усадочных раковин в толще материала. Этот метод позволяет получать без усадочных раковин детали толщиной 6-10 мм ("Энциклопедия полимеров", том. II, изд-во "Советская энциклопедия", Москва, 1974 г., стр. 72-82).
Целью изобретения является разработка способа изготовления толстостенных деталей из полипропилена, позволяющего получать качественные детали с высокой производительностью.
В качестве прототипа выбран способ получения разноцветных деталей литьем под давлением на термопластавтомате.
При этом материалы различного цвета поочередно впрыскиваются в форму ограниченного объема, где отливается первая часть изделия, а затем в форму увеличенного объема, где отливается вторая часть изделия и сваривается с первой отлитой частью (Г. А.Швецов и др. "Технология переработки пластических масс", Москва, изд-во "Химия", 1988 г., стр. 182).
Таким образом, представляется возможным изготовить толстостенные детали, состоящие из трех и более слоев.
Максимальная толщина каждого слоя определяется возможностью получить его без усадочных раковин. Толщина эта для полипропилена, как было указано выше, составляет не более 10 мм.
При получении детали толщиной до 100 мм необходимо провести напрессовку друг на друга 10-12 слоев. Если учесть, что время изготовления одного слоя составляет 0,2 н/часа, то время изготовления одной толстостенной детали - 2-2,4 н/часа.
Большое количество слоев сводит на нет преимущество способа литья под давлением.
Основной задачей изобретения является сокращение слоев при напрессовке за счет увеличения толщины каждого слоя, при этом должна быть решена проблема получения каждого слоя без усадочных раковин.
Одним из способов ликвидации усадочных раковин является введение в массу полипропилена мелкодисперсных порошковых наполнителей.
Наполнители используются для уменьшения усадки, а от выбора природы наполнителя в значительной степени зависят также технологические свойства пластмасс и возможные способы переработки их в изделия. ("Энциклопедия пролимеров", том II, изд-во "Советская энциклопедия", Москва, 1974 г., стр. 344).
В качестве наполнителей целесообразно использовать порошковые графиты, графитопласт.
Введение графита (C) в массу полипропилена не нарушает элементный состав материала (C, H), что важно для сохранения функций нейтронной защиты.
Графиты бывают естественные (природные), искусственные, получаемые нагреванием угольных и нефтяных пеков при температуре ~ 2500oC. Естественные графиты имеют чешуйчатое, пластинчатое строение и обладают большой пластичностью.
Искусственные марки графитов имеют более шероховатую структуру за счет крупности кристаллов.
(Е. Ф. Чалых. "Технология и оборудование электродных и электроугольных предприятий", изд-во "Металлургия", Москва, 1972 г., стр.62,63).
Наиболее эффективно графит вводить в массу полипропилена в виде порошкового графитопласта, состоящего из, мас.%:
графит - 75-90
полипропилен - остальное
(Заявка на изобретение "Способ приготовления графитосодержащей композиции", N 961009052/04/00155601 с приоритетом от 16.01.96 г.)
При изготовлении деталей был использован графитопласт с применением марок графита естественного и искусственного.
Был изготовлен комплект пресс-форм для изготовления детали из четырех слоев. Экономически целесообразно изготавливать на термопластавтомате толстостенную деталь при напрессовках не более 5 слоев. В этом случае технологическое время изготовления толстостенной детали толщиной до 100 мм более чем в 2 раза меньше изготовления аналогичной детали методом прямого прессования.
Ниже приводятся примеры, иллюстрирующие предлагаемое изобретение.
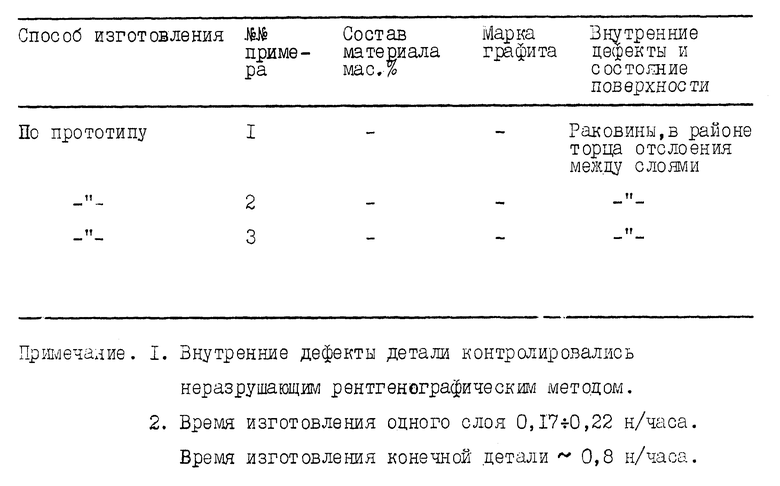
Примеры 1-10 (см. таблицу).
В шаровой смеситель загружают гранулированный полипропилен по ГОСТ 2699686 и порошковый графитопласт, состоящий из 85 мас.% графита естественного марки II ГОСТ 8295-73 или искусственного ТУ48-20-109-79 и 15 мас.% полипропилена.
Соотношение-композиция шары - 1:1 (по массе).
Время перемешивания - 2-3 часа.
Приготовленную смесь загружают в термопластавтомат. Дальнейшее изготовление первого слоя и напрессовку трех последующих осуществляют по существующему техпроцессу.
Примеры 1-3 (контрольные согласно прототипу).
Анализ таблицы показывает, что введение графитопласта в массу полипропилена ликвидирует образование усадочных раковин в каждом отдельном слое.
В случае применения графитопласта на основе естественного графита отсутствие раковин наблюдается уже при содержании более 6 мас.%, однако, при использовании естественного графита имеет место низкое адгезионное взаимодействие на границе раздела слоев, что приводит к образованию зазоров, видимых в районе торца.
При использовании графитопласта на основе искусственного графита отсутствие раковин наблюдается при содержании более 8 мас.%; за счет шероховатой структуры искусственного графита осуществляется хорошее адгезионное взаимодействие между слоями.
Увеличение графитопласта более 12 мас.% экономически нецелесообразно.
Таким образом, данные отличительные признаки придают заявляемому решению новые свойства, что позволяет сделать вывод о соответствии заявляемого решения критерию "существенные отличия".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОЙ СБОРКИ | 1999 |
|
RU2174915C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТОЛСТОСТЕННЫХ ДЕТАЛЕЙ | 2006 |
|
RU2325998C2 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 2002 |
|
RU2230759C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОЙ СБОРКИ | 2003 |
|
RU2229982C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ГРАФИТОСОДЕРЖАЩЕЙ КОМПОЗИЦИИ | 1999 |
|
RU2162095C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ВЫСОКОНАПОЛНЕННОЙ ГРАФИТОСОДЕРЖАЩЕЙ КОМПОЗИЦИИ | 2002 |
|
RU2217448C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ГРАФИТОСОДЕРЖАЩЕЙ КОМПОЗИЦИИ | 2004 |
|
RU2272050C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОЙ КОМПОЗИЦИИ | 1997 |
|
RU2124028C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ГРАФИТОСОДЕРЖАЩЕЙ КОМПОЗИЦИИ | 2000 |
|
RU2160290C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ГРАФИТОСОДЕРЖАЩЕЙ КОМПОЗИЦИИ | 1996 |
|
RU2103286C1 |

Описывается способ изготовления крупногабаритных толстостенных деталей из полипропилена на термопластавтомате, заключающийся в напрессовке слоев друг на друга, отличающийся тем, что полипропилен перед загрузкой в термопластавтомат смешивают с порошковым графитопластом на основе искусственного графита в соотношении, мас.%: полипропилен 88 - 92, графитопласт остальное, при этом в качестве графитопласта используют графитопласт, содержащий, мас. %: графит 75 - 90, полипропилен остальное. Технический результат - повышение качества деталей из полипропилена, увеличение производительности, повышение уровня автоматизации производственного процесса. 1 табл.
Способ изготовления крупногабаритных толстостенных деталей из полипропилена на термопластавтомате, включающий напрессовку слоев друг на друга, отличающийся тем, что полипропилен перед загрузкой в термопластавтомат смешивают с порошковым графитопластом на основе искусственного графита в соотношении, мас. %: полипропилен 88 - 92, графитопласт остальное, при этом в качестве графитопласта используют графитопласт, содержащий в мас.%: графит 75 - 90, полипропилен остальное.
| Швецов Г.А | |||
| и др | |||
| Технология переработки пластических масс | |||
| - М.: Химия, 1988, с.182 | |||
| СПОСОБ ПРИГОТОВЛЕНИЯ ГРАФИТОСОДЕРЖАЩЕЙ КОМПОЗИЦИИ | 1996 |
|
RU2103286C1 |
| US 4774047 A, 27.09.88 | |||
| DE 3619595 A1, 17.12.87. | |||
