Изобретение относится к области изготовления двухслойных сборок, состоящих из внутреннего слоя - боропласта, представляющего собой композицию, состоящую из 20 мас.% нитрида бора и 80 мас.% полипропилена, и наружного слоя - полипропилена. Двухслойные сборки используются в качестве биологической защиты от нейтронных излучений. Слой боропласта изготавливается методом прямого (компрессионного) прессования, слой полипропилена - методом литья под давлением на термопластавтомате или методом прямого прессования.
Известен способ сборки, заключающийся в механическом соединении слоев посредством шурупов и винтов (техпроцесс "Сборка защитных слоев" N 87225 комбинат "Электрохимприбор" г. Лесной, Свердловской обл., 1997 г.).
Недостатком способа механического соединения слоев является низкая производительность, механообработка по всем поверхностям обоих слоев, трудность достижения высокого уровня механизации; наличие металлического крепежа в массе сборки снижает эффективность нейтронной защиты.
Известен также способ литья двухцветных изделий литьем под давлением на термопластавтомате. При этом материал одного цвета вначале впрыскивается в первую форму, где отливается часть изделия. После разъема первой формы эта часть изделия переносится в другую форму, где отливается вторая часть изделия, и сваривается с первой частью (Г.А. Швецов и др. Технология переработки пластических масс.- М.: Химия, 1988, с. 182. Энциклопедия полимеров, М.: Советская энциклопедия, 1974 г., т.2, с. 90, 92).
Этот способ выбран в качестве прототипа. По этому способу были изготовлены двухслойные сборки, в которых внутренний слой-боропласт устанавливается в пресс-форму на термопластавтомате, куда нагнетается полипропилен, который сваривается с наружной поверхностью боропласта.
Недостатком этого способа явилось низкое адгезионное взаимодействие на границе раздела слоев боропласта и полипропилена, что приводит к образованию зазоров, видимых в районе торца сборки.
Кроме того, разрезка сборки по плоскости, перпендикулярной торцу вдоль оси, показала разделение слоев без приложения усилия. Низкое адгезионное взаимодействие боропласта с пропиленом связано с тем, что в состав боропласта входит нитрид бора, имеющий низкий коэффициент трения (0,04-0,06).
Задачей изобретения является разработка способа изготовления двухслойной сборки из боропласта и полипропилена, позволяющего получать качественное соединение без механической сборки с более высокой производительностью.
Одним из способов улучшения сцепления между слоями является введение в массу полипропилена мелкодисперсных наполнителей. Частицы наполнителей для термопластов должны иметь шероховатую поверхность, т.к. это обеспечивает прочное механическое сцепление наполнителя с поверхностью материала (Энциклопедия полимеров. - М.: Советская энциклопедия, 1974 г., с. 344).
В качестве наполнителей целесообразно использовать порошковый графит, графитопласт.
Введение графита (C) в массу полипропилена не нарушает элементный состав его (CH), что важно для сохранения функций нейтронной защиты.
Графиты бывают естественные (природные) и искусственные, получаемые высокотемпературной обработкой угольных и нефтяных пеков.
Естественные графиты имеют чешуйчатое, пластинчатое строение, обладают большой пластичностью, низкой прочностью при сжатии (210-350 кг/см2), высокой зольностью (до 25%).
Искусственные графиты имеют более шероховатую структуру, обладают большей прочностью на сжатие (600-1000 кг/см2) и низкой зольностью (до 0,1%) (Е. В. Чалых. Технология и оборудование электродных и электроугольных предприятий. - М.: Металлургия, 1972 г., с. 62, 63. Энциклопедия полимеров, т.1, М.: Советская энциклопедия, М.: 1974, с. 647).
Наиболее эффективно графит вводить в массу полипропилена в виде графитопласта, состоящего из мас.%:
Графит искусственный - 75-90
Полипропилен - Остальное
(патент N 2103286).
Проведенный анализ общедоступных источников информации об уровне техники не позволил выявить техническое решение, тождественное заявленному, на основании чего делается вывод о неизвестности последнего, т.е. соответствии представленного в настоящей заявке изобретения критерию "новизна".
Сопоставительный анализ заявленного решения с известными техническими решениями позволил выявить, что представленная совокупность отличительных признаков не известна для специалистов в данной области и не следует явным образом из известного уровня техники, на основании чего делается вывод о соответствии представленного в настоящей заявке изобретения критерию "изобретательский уровень".
Ниже приводятся примеры, иллюстрирующие предлагаемое изобретение.
В шаровой смеситель загружают гранулированный полипропилен ГОСТ 26996-86 и порошковый графитопласт, состоящий из 75 мас.% искусственного графита по ТУ48-20-109-79 и 25 мас.% полипропилена.
Соотношение - композиция: шары - 1:1 (по массе).
Время перемешивания - 2-3 часа.
Приготовленную смесь загружают в бункер термопластавтомата.
В пресс-форму, установленную на термопластавтомате, загружают внутренний слой - боропласт, затем в нее нагнетают смесь полипропилена с графитопластом по существующему техпроцессу.
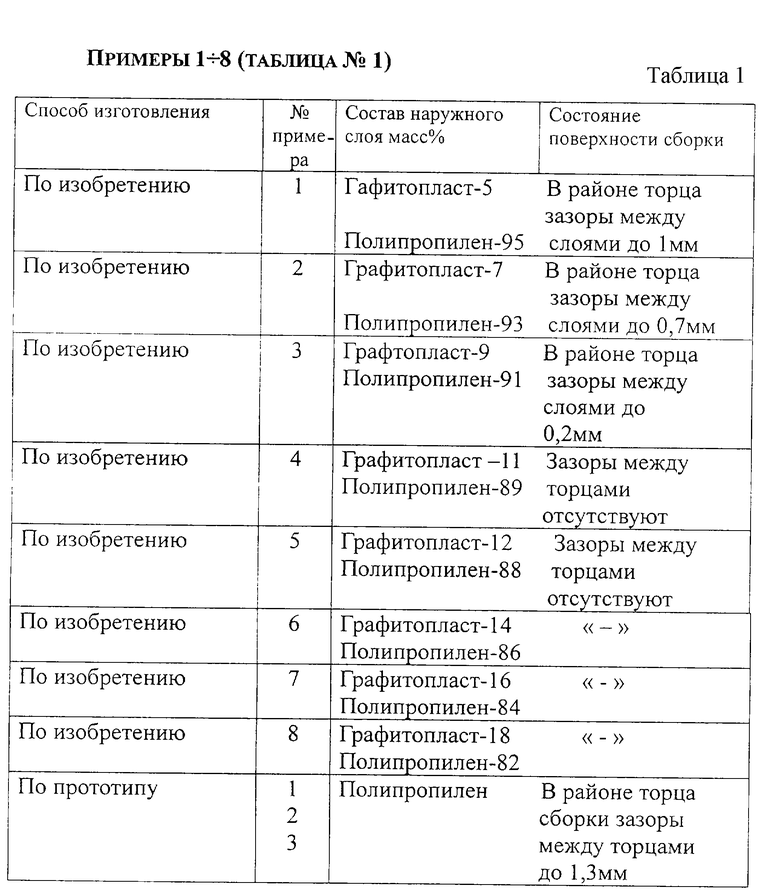
Примеры: 1-3 (таблица N 1) согласно прототипу.
Анализ таблицы N 1 показывает, что введение в массу полипропилена графитопласта в количестве 11-16 мас.% улучшает адгезионное взаимодействие между слоями и ликвидирует образование зазоров между ними в районе торца. Разрезка сборки вдоль оси по плоскости, перпендикулярной торцу, показала, что между слоями существует прочное адгезионное сцепление.
В процессе эксплуатации материалы слоев испытывают воздействие температур в интервале от 20 до 80oC.
Известно, что при воздействии температуры происходит тепловое расширение полимеров, количественной характеристикой которого служит коэффициент линейного расширения (Энциклопедия полимеров. - М.: Советская энциклопедия,1974 г., т.3, с. 596).
Значительное различие коэффициентов линейного расширения в обоих слоях могут провоцировать образование напряжений и деформаций в элементах конструкции при изменении температур. Поэтому необходимо, чтобы коэффициент линейного расширения обоих слоев имел минимальное различие, особенно при плотном прилегании слоев.
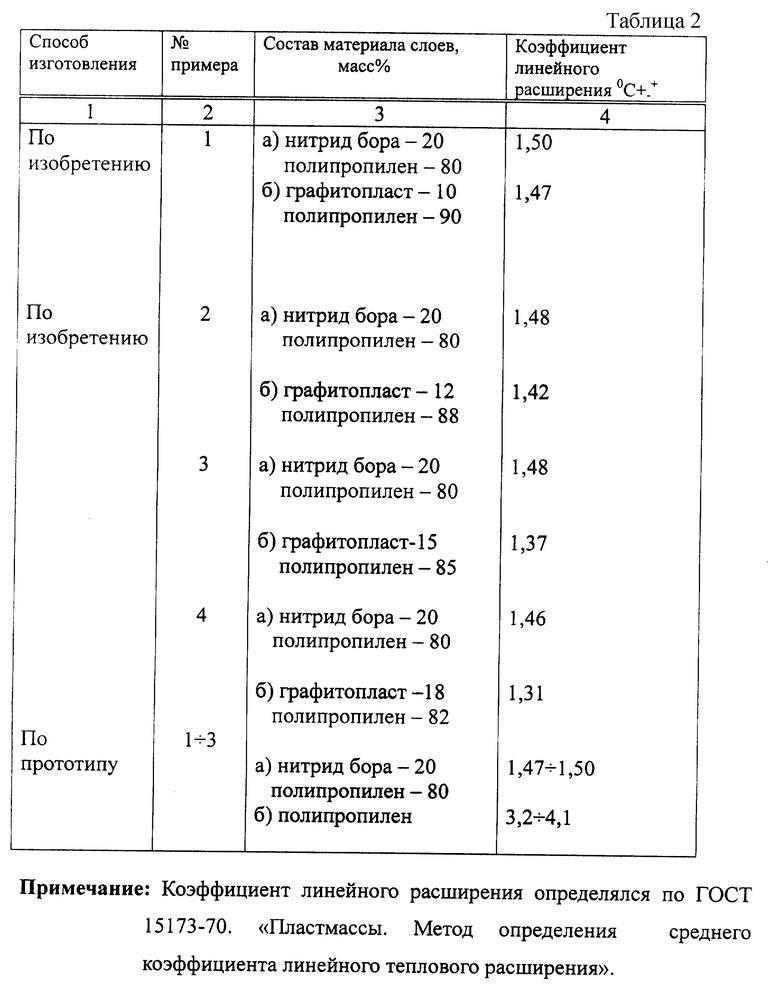
В таблице N 2 представлены значения коэффициентов линейного обоих слоев по изобретению и прототипу.
Анализ таблицы N 2 показывает, что после введения в массу полипропилена графитопласта более 15 мас.% наблюдается значительное уменьшение его коэффициента линейного расширения по сравнению с боропластом.
Увеличение графитопласта в массе полипропилена более 15 мас.% нецелесообразно.
Данный способ позволяет получать качественное соединение без механической сборки с более высокой производительностью и более низкой себестоимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОЙ СБОРКИ | 2003 |
|
RU2229982C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТОЛСТОСТЕННЫХ ДЕТАЛЕЙ ИЗ ПОЛИПРОПИЛЕНА | 1998 |
|
RU2140852C1 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 2002 |
|
RU2230759C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОЙ КОМПОЗИЦИИ | 1997 |
|
RU2124028C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ГРАФИТОСОДЕРЖАЩЕЙ КОМПОЗИЦИИ | 2004 |
|
RU2272050C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ГРАФИТОСОДЕРЖАЩЕЙ КОМПОЗИЦИИ | 1999 |
|
RU2162095C2 |
| БОРОСОДЕРЖАЩАЯ КОМПОЗИЦИЯ | 1995 |
|
RU2096431C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ГРАФИТОСОДЕРЖАЩЕЙ КОМПОЗИЦИИ | 2000 |
|
RU2160290C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ГРАФИТОСОДЕРЖАЩЕЙ КОМПОЗИЦИИ | 1996 |
|
RU2103286C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ВЫСОКОНАПОЛНЕННОЙ ГРАФИТОСОДЕРЖАЩЕЙ КОМПОЗИЦИИ | 2002 |
|
RU2217448C2 |
Изобретение относится к области изготовления двухслойных сборок боропласта и полипропилена, используемых при биологической защите от нейтронных излучений. Способ изготовления двухслойной сборки осуществляют в термопластавтомате путем нагнетания полипропилена на внутренний слой боропласта. При этом полипропилен перед загрузкой в термопластавтомат смешивают с 11-16 мас.% порошкового графитопласта, содержащего 75 мас.% искусственного графита и 25 мас. % полипропилена. Технический результат - получение качественного соединения слоев боропласта и полипропилена без механической сборки с более высокой эффективностью нейтронной защиты. 2 табл.
Способ изготовления двухслойной сборки, состоящей из внутреннего слоя и наружного слоя из полипропилена путем нагнетания в термопластавтомате на внутренний слой полипропилена, отличающийся тем, что полипропилен перед загрузкой в термопластавтомат смешивают с порошковым графитопластом, содержащим 75 мас.% искусственного графита и 25 мас.% полипропилена, в следующем соотношении, мас.%:
Графитопласт - 11-16
Полипропилен - Остальное
при этом внутренний слой представляет собой боропласт, содержащий 80 мас.% полипропилена и 20 мас.% нитрида бора.
| ШВЕЦОВ Г.А | |||
| и др.Технология переработки пластических масс | |||
| -М.: Химия, 1988, с | |||
| Затвор для дверей холодильных камер | 1920 |
|
SU182A1 |
| US 5554430 А, 10.09.1996 | |||
| Энциклопедия полимеров | |||
| -М.: Сов.энциклопедия, 1974, т.2, с.90,92. | |||

