Настоящее изобретение относится к способу изготовления шины для колес транспортных средств. Изобретение также относится к шине для колес транспортных средств, изготавливаемой указанным выше способом. Заявленная каркасная структура содержит по меньшей мере один слой каркаса, сформированный из секций в форме полос, каждая из которых имеет по существу U-образную конфигурацию согласно контуру поперечного сечения шины, и содержащий один или более нитевидных элементов, расположенных в продольном направлении параллельно друг другу и предпочтительно по меньшей мере частично покрытых слоем эластомерного материала, и пару кольцевых армирующих структур, каждая из которых закреплена вблизи соответствующей внутренней кольцевой кромки слоя каркаса.
Способ изготовления шин для колес транспортных средств включает формирование каркасной структуры, составленной из одного или более слоев каркаса, имеющих тороидальную конфигурацию и на противоположных сторонах в осевом направлении боковые кромки, входящие в зацепление с соответствующими кольцевыми нерастяжимыми по окружности армирующими элементами, обычно называемыми "сердечниками борта".
На каркасную структуру уложена по окружности в наружном положении ленточная структура, содержащая одну или более ленточных полос, имеющих форму замкнутого кольца, которые по существу выполнены из текстильных или металлических кордов, ориентированных друг относительно друга и относительно кордов, принадлежащих к соседним слоям каркаса.
Затем по окружности в наружном положении относительно ленточной структуры накладывают протекторный браслет, который обычно состоит из полосы эластомерного материала соответствующей толщины.
Следует отметить, что в настоящем описании под термином "эластомерный материал" подразумевается резиновая смесь во всей ее полноте, то есть состав, сформированный из полимерного основания, соответствующим образом соединенного с минеральными наполнителями и/или технологическими присадками различных типов.
Пару боковин накладывают на противоположные стороны изготовляемой шины, причем каждая из боковин накрывает боковую часть шины, расположенную между так называемой плечевой зоной, находящейся вблизи соответствующей боковой кромки протекторного браслета, и бортом, находящимся в районе соответствующего сердечника борта.
Известные способы изготовления шины предусматривают изготовление перечисленных выше компонентов шины отдельно друг от друга, которые затем должны собираться в ходе изготовления шины.
Например, для изготовления слоя или слоев каркаса, соединяемых с сердечниками бортов для формирования каркасной структуры, в первую очередь требуется изготовление посредством экструзии и/или каландрирования обрезиненной ткани, содержащей расположенные продольно непрерывные текстильные или металлические корды. Эту обрезиненную ткань подвергают поперечной резке для получения секций заданной длины, которые впоследствии соединяют друг с другом для получения непрерывного полуфабриката в форме ленты, имеющей поперечно ориентированные параллельные корды.
Полученное таким образом изделие должно быть затем разрезано на секции, длина которых соотносится с длиной по окружности изготовляемого каркаса.
Также были предложены способы изготовления, согласно которым вместо производства полуфабрикатов каркасную структуру изготавливают непосредственно в ходе операций производства шины.
Например, в патенте США № 5453140 описан способ и устройство, обеспечивающие формирование слоя каркаса, начиная с одного корда, предварительно намотанного на бобину.
Согласно указанному способу в ходе каждого рабочего цикла корд, принимаемый с бобины тяговыми роликами с силовым приводом и поддерживаемый в натянутом состоянии пневматической натяжной системой, нарезают на отрезки, чтобы получать секцию заданной длины.
Секция корда принимается захватывающим элементом, установленным на ленте, проходящей кольцом вокруг шкивов с приводом, и укладывается поперек наружной поверхности тороидального основания.
Концы секции затем захватываются фальцевальными элементами ленточного типа, установленными на противоположных сторонах тороидального основания, для укладки в радиальном направлении секции корда на само тороидальное основание скользящими элементами, действующими как пальцы вдоль боковых частей секции.
При повторении рабочих циклов осуществляют укладку секций корда рядом по окружности, пока не будет покрыта вся кольцевая поверхность тороидального основания.
Тороидальное основание обязательно предварительно покрывают одним или более слоев каучука, имеющего двойную функцию, состоящую в связывании уложенных на него кордов в зафиксированном положении и формировании внутреннего непроницаемого для воздуха слоя завершенной шины.
Шины, полученные этим способом, имеют каркасную структуру, в которой слой или слои каркаса сформированы из отдельных кордов, и каждый имеет две боковые части, разнесенные друг относительно друга в осевом направлении и ориентированные радиально относительно оси вращения шины, и коронную часть, проходящую в радиально наружном положении между боковыми частями.
Известен способ изготовления каркасных структур, согласно которому вблизи каждого борта шины располагают противоположные концы отдельных кордов, формирующих слой каркаса, с чередующейся последовательностью в противоположных в осевом направлении положениях относительно кольцевого крепежного элемента, формирующего сердечник борта, имеющий по существу форму венца, состоящего из радиально наложенных витков нити или проволоки, как указано в патенте ЕР 0664231 и патенте США 5702548.
Согласно описанному выше уровню техники все корды, формирующие слой или слои каркаса, расположены вдоль нейтральной оси сопротивления изгибу соответствующего борта. При таких обстоятельствах прочность конструкции бортов должна зависеть от жесткости наполнительных вставок, выполненных из очень твердого эластомерного материала, включенного в структуру борта, на работу которого влияют изменения температуры окружающей среды и напряжений, вызываемых при работе.
В патенте FR 384231 раскрыт способ изготовления каркасной структуры посредством укладки на тороидальное основание множества прямоугольных небольших полос обрезиненной ткани, расположенных рядом друг с другом по окружности и находящихся в радиальных плоскостях относительно геометрической оси опорного барабана. Укладку небольших полос выполняют таким образом, чтобы концы двух не следующих непосредственно друг за другом небольших полос частично перекрывались концами небольшой полосы, расположенной между ними. Пространства между концами накрытых небольших полос заполнены трапецеидальными вставками, наложенными на концы небольшой полосы, расположенной с перекрытием. Укладку небольших полос выполняют в различных перекрывающихся слоях, количество которых соотносится с толщиной, которую должна иметь каркасная структура. Наличие трапецеидальных вставок увеличивает толщину каркасной структуры у бортов, где она имеет толщину, в два раза превосходящую толщину у гребня.
В патенте США № 4248287 раскрыт способ формирования каркасной структуры, в котором множество слоев, каждый из которых сформирован из радиальных полос, состоящих из обрезиненных нитей и расположенных по окружности рядом друг с другом, должны быть уложены на тороидальный барабан. Когда укладка завершена, у борта укладывают два сердечника борта, и концы слоев каркаса, сформированных из радиальных полос, загибают назад вокруг них.
Заявитель обнаружил, что могут быть достигнуты важные преимущества как с точки зрения упрощения способа изготовления, так и с точки зрения усовершенствования рабочих характеристик шины, если слой или слои каркаса выполнять посредством укладки секций в форме полос на жесткое тороидальное основание, причем каждая из которых содержит множество параллельных друг другу кордов, заключенных в слой эластомера.
В этой связи заявитель разработал несколько способов изготовления, являющихся объектом соответствующих заявок на европейские патенты.
Например, в заявках на европейский патент № 978307312 и 978307338 описаны способ изготовления шины и шина, согласно которым каркасная структура изготовлена посредством изготовления первого и второго слоев каркаса, каждый из которых выполнен из секций в форме полос, последовательно уложенных по окружности рядом друг с другом.
Шины, полученные согласно указанному способу, имеют оконечные части секций в форме полос, относящиеся к первому и второму слоям каркаса, расположенным на соответствующих противоположных сторонах относительно кольцевых армирующих структур бортов.
Этот прием в комбинации с пересекающейся ориентацией секций в форме полос, относящихся к одному и другому слоям каркаса, дает значительные преимущества с точки зрения прочности конструкции шины вблизи бортов и боковин.
В заявке на европейский патент № 988304721 на имя заявителя предложен способ изготовления слоя каркаса, в котором осуществляют укладку первого и второго множества секций в форме полос в чередующейся последовательности, при этом секции, принадлежащие первому и второму множествам, заканчиваются на соответствующих противоположных сторонах относительно армирующих структур бортов.
Таким образом, могут быть достигнуты преимущества с точки зрения прочности конструкции у бортов и боковин шины даже при наличии одного слоя каркаса.
Согласно настоящему изобретению было обнаружено, что для достижения допустимых величин механического сопротивления напряжениям, возникающим при ускорении и торможении, а также в условиях движения с боковым уводом шины, предпочтительно должны использоваться два слоя каркаса, каждый из которых сформирован двумя множествами секций в виде полос, уложенных в чередующейся последовательности, при этом секции каждого слоя заканчиваются на соответствующих противоположных сторонах соответствующей части армирующей структуры у борта.
Задачей настоящего изобретения является создание способа изготовления каркасной структуры для шин транспортных средств, характеризующегося тем, что осуществляют подготовку секций в форме полос, каждая из которых содержит продольные и параллельные нитевидные элементы, покрытые по меньшей мере частично по меньшей мере одним слоем сырого эластомерного материала, укладку первого множества секций в форме полос на тороидальное основание, причем каждая из них проходит по существу в U-образной конфигурации вокруг контура поперечного сечения самого тороидального основания и распределена по окружности в соответствии с шириной секций в форме полос, укладку первых основных частей кольцевых армирующих структур на концах секций в форме полос, относящихся к первому множеству, в противоположных в осевом направлении положениях относительно экваториальной плоскости опорного барабана, укладку на тороидальное основание по меньшей мере одного второго множества секций в форме полос, каждая из которых проходит в соответствии с U-образной конфигурацией вокруг контура поперечного сечения тороидального основания между двумя соседними секциями первого множества, для формирования совместно с последними первого слоя каркаса, причем каждая секция второго множества имеет концы, накладываемые на соответствующие основные части кольцевых армирующих структур в положении, в осевом направлении противоположно относительно концов секций первого множества, укладку на тороидальное основание третьего множества секций в форме полос, каждая из которых проходит в соответствии с U-образной конфигурацией вокруг контура поперечного сечения самого тороидального основания и распределена по окружности в соответствии с шагом по окружности, кратному ширине секций в форме полос, укладку вторых основных частей кольцевых армирующих структур на концах секций в форме полос, относящихся к третьему множеству, в положениях, в осевом направлении противоположно относительно первых основных частей, укладку на тороидальное основание по меньшей мере одного четвертого множества секций в форме полос, каждая из которых проходит в соответствии с U-образной конфигурацией вокруг контура поперечного сечения тороидального основания между двумя соседними секциями третьего множества, для формирования совместно с последними второго слоя каркаса, наложенного на первый слой каркаса, причем каждая секция четвертого множества имеет концы, накладываемые на соответствующие вторые основные части кольцевых армирующих структур в положении, в осевом направлении противоположно концам секций третьего множества.
Секции в форме полос, формирующие первый и второй слои каркаса соответственно, предназначены для укладки с перекрестной ориентацией, предпочтительно с ориентацией, отклоняющейся на угол от 15 до 35° относительно направления по окружности тороидального основания.
Согласно предпочтительному варианту осуществления изобретения также выполняют укладку дополнительных частей кольцевых армирующих структур на концах секций в форме полос, относящихся к четвертому множеству, так что каждый из указанных концов заключен между второй основной частью и дополнительной частью соответствующей кольцевой армирующей структуры.
Преимущественно каждую из секций в форме полос укладывают так, чтобы сформировать две боковые части, проходящие в направлении геометрической оси вращения тороидального основания, с взаимным разнесением друг от друга в осевом направлении, и часть гребня, проходящую в радиальном направлении наружно между боковыми частями, при этом части гребня секций в форме полос, относящихся к первому и второму слоям каркаса соответственно, расположены последовательно рядом друг с другом по длине окружности тороидального основания.
Боковые части секций в форме полос сходятся в радиальном направлении к геометрической оси вращения тороидального основания.
Также предусмотрено, чтобы боковые части каждой секции в форме полосы, относящейся к первому и третьему множеству соответственно, частично накрывались боковой частью по меньшей мере одной следующей по окружности секции, относящейся ко второму и четвертому множеству соответственно, на отрезке между наружной кромкой соответственной основной части кольцевой армирующей структуры и переходным участком между боковыми частями и частями гребня.
Согласно другому аспекту изобретения выполнение по меньшей мере одной из первой и второй основных частей каждой кольцевой армирующей структуры содержит следующие шаги: укладку по меньшей мере одного удлиненного элемента концентрическими витками для формирования нерастяжимой по окружности кольцевой вставки по существу в форме венца, формирование по меньшей мере одного наполнительного элемента из сырого эластомерного материала, соединение наполнительного элемента с первой нерастяжимой по окружности кольцевой вставкой.
Предпочтительно, чтобы удлиненный элемент укладывали непосредственно на концы секций в форме полос, предварительно уложенных на тороидальное основание, для формирования первой кольцевой вставки в непосредственном контакте с самими секциями в форме полос.
Согласно возможному предпочтительному решению наполнительный элемент формируют путем укладки непрерывной полосы из эластомерного материала непосредственно на кольцевую вставку, предварительно наложенную на ранее уложенные концы секций в форме полос.
В альтернативном варианте удлиненный элемент укладывают в формирующее гнездо, образованное в канале пресс-формы, в которой впоследствии формируют наполнительный элемент, при этом соединение наполнительного элемента с кольцевой вставкой осуществляют одновременно с формированием самого наполнительного элемента.
Операция соединения может выполняться посредством укладки наполнительного элемента на кольцевую вставку, предварительно наложенную на концы секций в форме полос, уложенных на тороидальное основание.
Предпочтительно формирование дополнительной части каждой кольцевой армирующей структуры содержит операцию укладки по меньшей мере одного удлиненного элемента концентрическими витками для формирования дополнительной нерастяжимой по окружности кольцевой вставки по существу в форме венца.
Удлиненный элемент предпочтительно укладывают непосредственно на каркасную структуру при выполнении операции формирования на тороидальном основании.
Еще одной задачей изобретения является создание каркасной структуры для шин колес транспортных средств, характеризующейся тем, что первый слой каркаса содержит первое и второе множество секций в форме полос, расположенных во взаимно чередующейся последовательности по длине окружности каркасной структуры, второй слой каркаса содержит третье и четвертое множество секций в форме полос, расположенных во взаимно чередующейся последовательности по длине окружности каркасной структуры, каждая из кольцевых армирующих структур содержит по меньшей мере одну первую основную часть, имеющую в осевом направлении внутреннюю сторону, обращенную к концам секций первого множества, и в осевом направлении наружную сторону, обращенную к концам секций второго множества, и одну вторую основную часть, имеющую в осевом направлении внутреннюю сторону, обращенную к концам секций третьего множества, и в осевом направлении наружную сторону, обращенную к концам секций четвертого множества.
Секции первого и второго множества проходят с перекрестной ориентацией относительно секций в форме полос третьего и четвертого множества предпочтительно под углом от 15 до 35° относительно направления по окружности.
Предусмотрено, что каждая из кольцевых армирующих структур дополнительно содержит по меньшей мере одну дополнительную часть, расположенную на концах секций в форме полос четвертого множества на противоположной стороне относительно второй основной части самой кольцевой структуры.
Преимущественно каждая из секций в форме полос имеет две боковые части, которые проходят в направлении геометрической оси каркасной структуры и отделены друг от друга в осевом направлении, и часть гребня, проходящую в радиально наружном направлении между боковыми частями, при этом части гребня, относящиеся к секциям первого и второго множества, соответственно и третьего, и четвертого множества, соответственно расположены рядом друг с другом по окружности каркасной структуры.
Боковые части секций в форме полос сходятся в радиальном направлении в сторону геометрической оси вращения каркасной структуры.
Боковые части каждой секции в форме полосы, относящиеся к первому и третьему множествам соответственно, частично накрываются боковой частью по меньшей мере одной примыкающей секции в форме полосы второго и четвертого множества соответственно на участке между радиально наружной кромкой соответствующей основной части кольцевой армирующей структуры и переходным участком между боковыми частями и частями гребня.
Преимущественно отдельные секции в форме полос, относящиеся к одному из множеств, располагают согласно шагу распределения по окружности кратно ширине самих секций в форме полосы.
Предпочтительно каждая секция в форме полосы имеет ширину от 3 до 15 мм и каждая из них содержит от трех до восьми нитевидных элементов.
Также предусмотрено, что нитевидные элементы расположены в соответствующих секциях в форме полос на удалении между их центрами, которое не меньше, чем в полтора раза больше диаметра самих нитевидных элементов.
Согласно другому аспекту изобретения каждая из указанных первой и второй основных частей каждой из нерастяжимых по окружности кольцевых структур содержит нерастяжимую по окружности кольцевую вставку по существу в форме венца, расположенную соосно с каркасной структурой и вблизи внутренней кольцевой кромки слоев каркаса, причем указанная кольцевая вставка выполнена из по меньшей мере одного удлиненного элемента, проходящего концентрическими витками, наполнительный элемент из эластомерного материала, одна сторона которого соединена с кольцевой крепежной вставкой.
Каждая из кольцевых армирующих структур дополнительно содержит по меньшей мере одну дополнительную часть, расположенную на концах секций в форме полос, относящихся к четвертой серии, на стороне, противоположной относительно второй основной части самой кольцевой структуры.
Указанная дополнительная часть содержит дополнительную нерастяжимую по окружности кольцевую вставку по существу в форме венца, выполненную из по меньшей мере одного удлиненного элемента, проходящего концентрическими витками, и расположенную соосно с каркасной структурой в положении, близком к наполнительному элементу второй основной части соответствующей нерастяжимой кольцевой структуры. Предпочтительно наполнительный элемент из эластомерного материала каждой из основных частей имеет твердость, составляющую от 48 до 55° по Шору при 23°С.
Другие признаки и преимущества настоящего изобретения будут более очевидны из подробного описания предпочтительного варианта осуществления способа изготовления каркасной структуры шин для колес транспортных средств и каркасной структуры, изготавливаемой этим способом, со ссылками на прилагаемые чертежи, на которых:
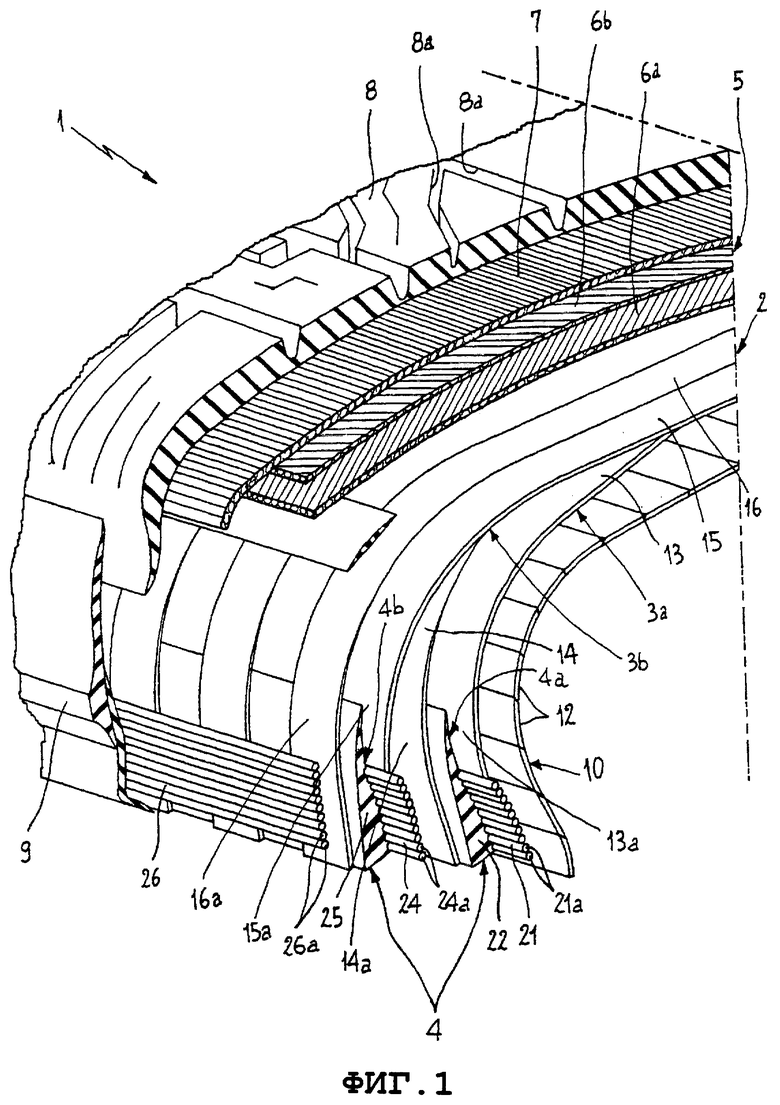
фиг.1 изображает общий вид шины (частичный вырыв) с каркасной структурой согласно изобретению;
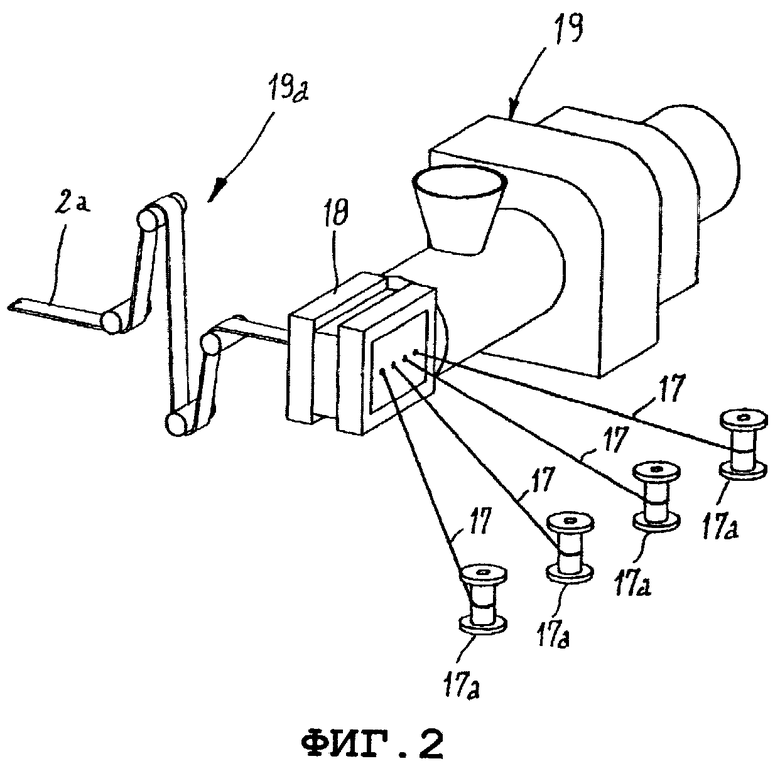
фиг.2 изображает схему изготовления непрерывного элемента в форме полосы, предназначенного для формирования слоя или слоев каркаса, согласно изобретению;
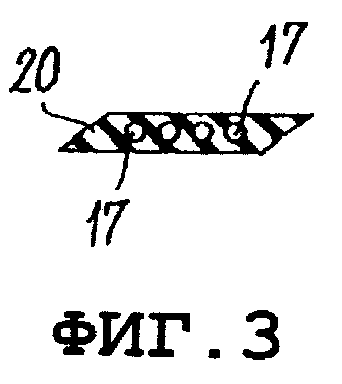
фиг.3 изображает поперечное сечение варианта выполнения элемента в форме полосы согласно изобретению;
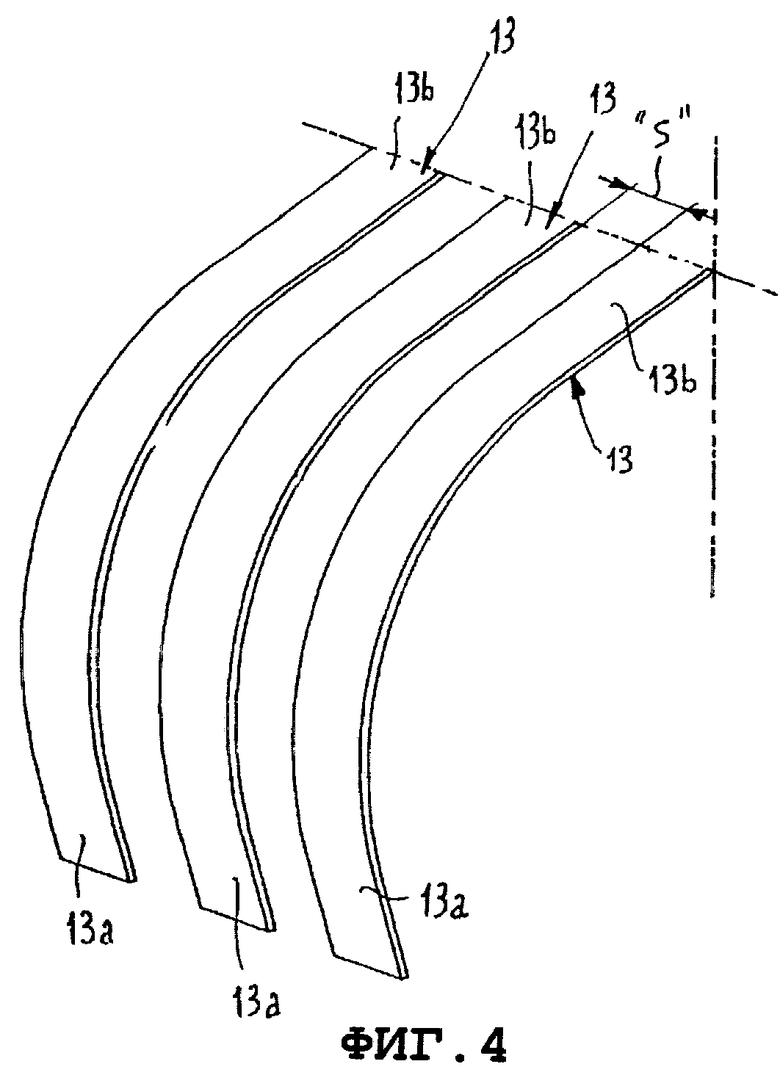
фиг.4 изображает общий вид, схематично показывающий последовательность укладки первого множества секций в форме полос для формирования первого слоя каркаса шины, согласно изобретению;
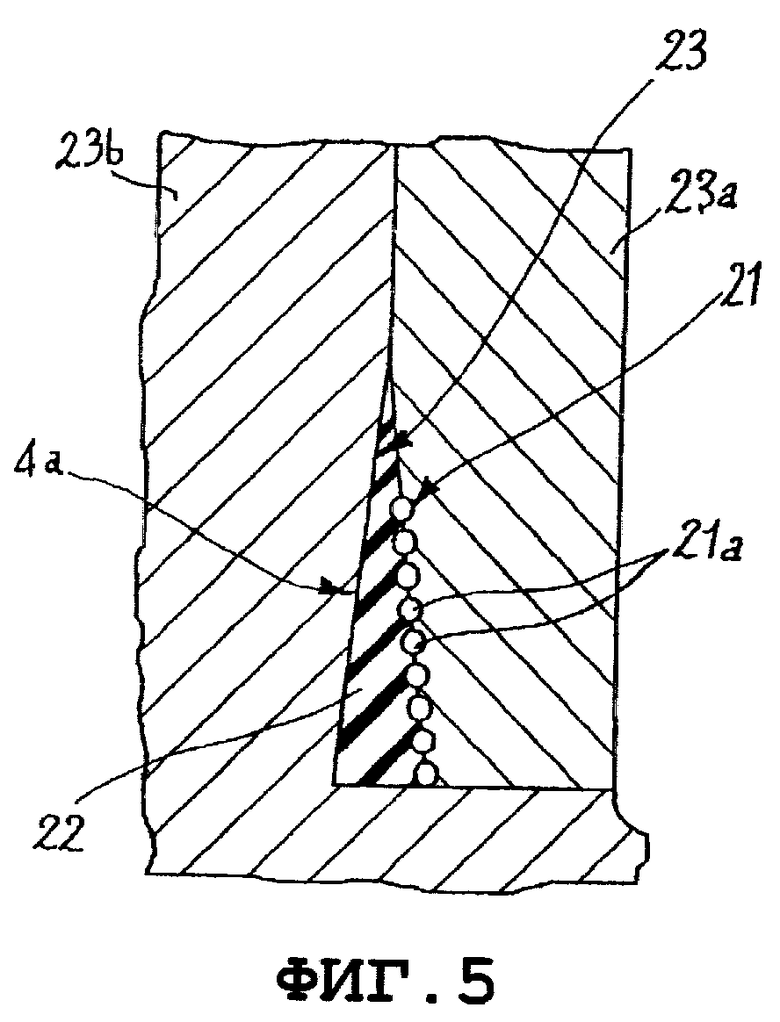
фиг.5 изображает диаметральное сечение части нерастяжимой кольцевой структуры, вставляемой в борт шины, при формовании согласно изобретению;
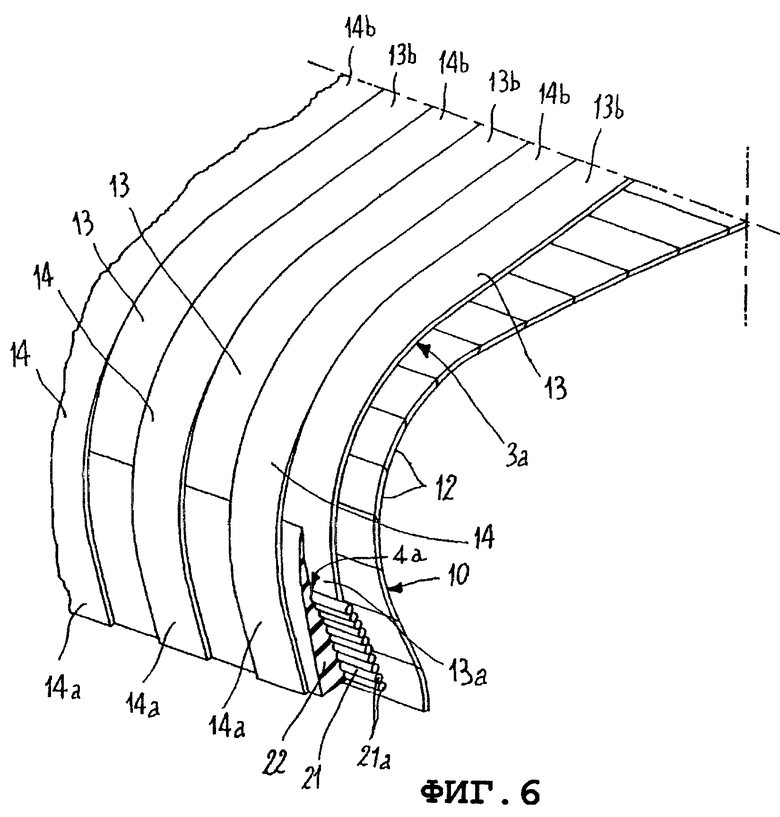
фиг.6 изображает общий вид первой основной части нерастяжимой кольцевой структуры, наложенной в осевом направлении на боковые концы секций в форме полос первого множества и частично накрытой концами секций в форме полос второго множества, согласно изобретению;
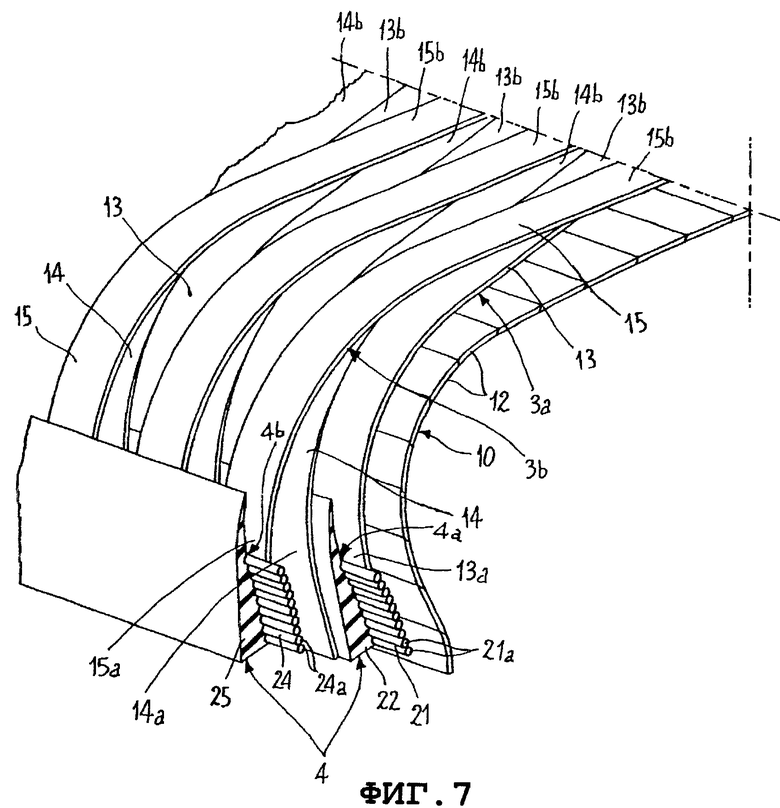
фиг.7 изображает вторую основную часть кольцевой армирующей структуры, уложенную на концы третьего множества секций в форме полос, ранее уложенных на первый слой каркаса, согласно изобретению;
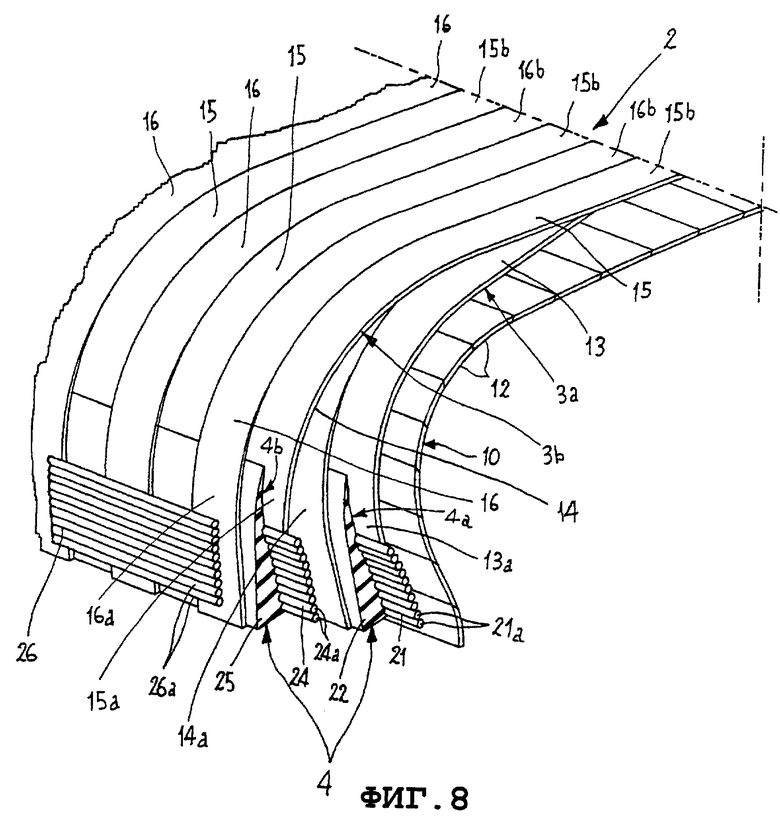
фиг.8 изображает дополнительную часть кольцевой армирующей структуры, уложенную на концы четвертого множества секций в форме полос, чередующихся с секциями в форме полос третьего множества, согласно изобретению;
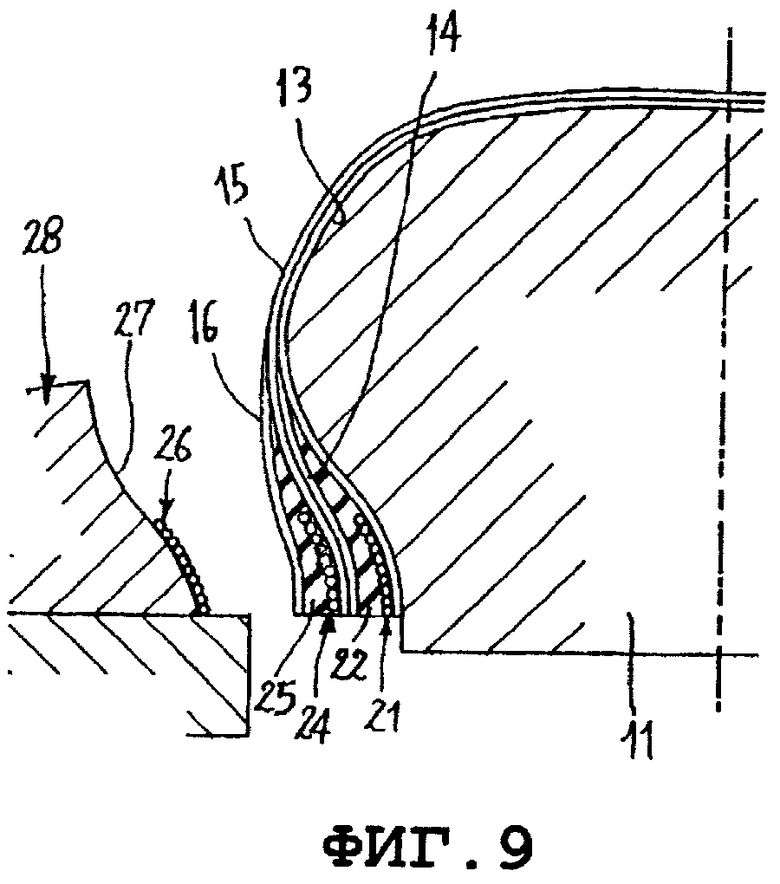
фиг.9 схематически изображает наложение указанной дополнительной части на каркасную структуру, видимую частично в поперечном сечении, согласно изобретению.
Шина для колес транспортных средств, имеющая каркасную структуру 2, изготовленную способом, соответствующим изобретению, в целом обозначена ссылочным номером 1 (фиг.1).
Каркасная структура 2 имеет первый слой 3а каркаса и второй слой 3b каркаса, имеющие по существу тороидальную конфигурацию и входящие в сцепление их противоположными кольцевыми краями с парой кольцевых армирующих структур 4 (только одна из которых показана на чертежах), каждая из которых, когда шина завершена, располагается на участке, обычно обозначаемом термином "борт".
На каркасную структуру 2 уложена в наружном по окружности положении ленточная структура 5, содержащая одну или более ленточных полос 6а, 6b и 7. На ленточную структуру 5 по окружности наложен протекторный браслет 8, в котором выполнены продольные и поперечные выемки 8а, расположенные так, чтобы образовывался необходимый "рисунок протектора", формируемый на нем одновременно с вулканизацией шины, которая следует за операцией формовки.
Шина 1 также содержит пару так называемых "боковин" 9, наложенных сбоку на противоположные стороны каркасной структуры 2.
Каркасная структура 2 может также быть облицована на внутренних стенках так называемой "обкладкой" 10, состоящей из слоя непроницаемого для воздуха эластомерного материала для обеспечения герметичной изоляции самой шины, когда она накачана.
Сборку указанных выше компонентов, а также изготовление одного или более из них выполняют при помощи тороидального основания 11 (фиг.9), которое имеет конфигурацию, соответствующую конфигурации внутренних стенок формируемой шины.
Тороидальное основание 11 может иметь размеры, которые меньше размеров завершенной шины предпочтительно на 2-5% в соответствии с линейным измерением вдоль длины окружности основания в экваториальной плоскости Х-Х, совпадающей с экваториальной плоскостью самой шины.
Тороидальное основание 11, которое не описано и не показано подробно, поскольку оно не представляет особого значения с точки зрения изобретения, может состоять из разборного барабана или накачиваемой камеры, которая армирована так, чтобы принимать и сохранять необходимую тороидальную конфигурацию в накачанном состоянии.
Как уже отмечалось, изготовление шины 1 предусматривает прежде всего формирование каркасной структуры 2, которое начинается с формирования обкладки 10.
Обкладка 10 может изготавливаться намоткой по окружности вокруг тороидального основания по меньшей мере одной небольшой полосы 12 в форме ленты из непроницаемого для воздуха эластомерного материала, что осуществляется при помощи экструдера и/или каландра, которые располагаются вблизи самого тороидального основания. Намотку небольшой полосы 12 (фиг.1) в форме ленты осуществляют по существу кольцевыми витками, последовательно укладываемыми вдоль друг друга таким образом, чтобы они следовали профилю поперечного сечения наружной поверхности тороидального основания 11.
В рамках настоящего описания под профилем поперечного сечения следует понимать конфигурацию, представленную половиной сечения тороидального основания 11, разрезанного в плоскости, радиальной геометрической оси вращения, не показанной на чертежах, совпадающей с геометрической осью вращения шины и, следовательно, формируемой каркасной структуры 2.
Согласно изобретению первый слой 3а каркаса формируют непосредственно на тороидальном основании 11 посредством укладки, как будет пояснено более подробно ниже, первого и второго множества секций 13, 14 в форме полос, полученных из по меньшей мере одного непрерывного элемента 2а в форме полосы, имеющего предпочтительно ширину от 3 до 15 мм.
Второй слой 3b каркаса формируют с наложением на первый слой 3а каркаса посредством укладки третьего и четвертого множества секций 15, 16 в форме полос, которые также могут быть получены из указанного непрерывного элемента 2а в форме полосы.
Изготовление непрерывного элемента 2а (фиг.2) в форме полосы по существу предусматривает, что один или более нитевидных элементов 17, предпочтительно 3-10 нитевидных элементов 17, подаваемых с соответствующих бобин 17а, должны направляться через первый экструдер 18, связанный с первым экструзионным устройством 19, подающим сырой эластомерный материал через сам экструдер.
Следует отметить, что под "экструдером" понимают часть экструзионного устройства, также называемую в данной области техники "экструзионной головкой", снабженной "матрицей", через которую проходит продукт, обрабатываемый в профилированном выходном окне, конфигурированном для соответствия геометрическим признакам, которые должны быть приданы самому продукту.
Эластомерный материал и нитевидные элементы 17 плотно соединяются в экструдере 18, образуя на выходе экструдера непрерывный элемент 2а в форме ленты, сформированной из по меньшей мере одного слоя эластомерного материала 20, в пласт которого включены сами нитевидные элементы.
В зависимости от требований направление нитевидных элементов 17 в экструдере 18 может осуществляться таким образом, чтобы они не были целиком включены в слой 20 эластомерного материала, а выдавались на одной или обеих его поверхностях.
Каждый из нитевидных элементов 17 может быть выполнен либо из текстильного корда диаметром от 0,6 до 1,2 мм или из металлического корда диаметром от 0,3 до 2,7 мм.
Нитевидные элементы 17 могут располагаться в непрерывном элементе 2а в форме полосы таким образом, что они придают полученному слою 3 каркаса неожиданные качества компактности и плотности. Для этой цели нитевидные элементы 17 могут располагаться в соответствии с плотностью, которая больше шести нитевидных элементов на сантиметр при измерении по окружности в слое 3 каркаса вблизи экваториальной плоскости Х-Х шины 1. В любом случае предусматривается, что нитевидные элементы 17 должны располагаться в элементе 2а в форме полосы с взаимным удалением их центров, составляющим не менее полутора диаметров самих нитевидных элементов, для обеспечения должного обрезинивания между соответственно соседними нитями.
Непрерывный элемент 2а в форме полосы, который подается из экструдера 18, может направляться возможно через накопительно-компенсаторное устройство 19а в укладочное устройство, конструктивные и рабочие характеристики которого описаны более подробно в заявке на европейский патент № 978307312.
Укладочное устройство пригодно для последовательной резки непрерывного элемента 2а в форме полосы для формирования секций 13, 14, 15, 16 в форме полос заданной длины.
После отрезания каждой удлиненной секции 13, 14, 15, 16 немедленно следует ее укладка на тороидальное основание 11 с приданием секции U-образной конфигурации вокруг профиля поперечного сечения самого тороидального основания таким образом, что в секции 13, 14, 15, 16 в форме полосы можно выделить две боковые части 13а, 14а, 15а, 16а, которые проходят радиально в направлении оси тороидального основания 11 в положениях, отнесенных друг от друга в осевом направлении, а также коронную часть 13b, 14b, 15b, 16b, проходящую в радиально наружном положении между боковыми частями.
Благодаря клейкости сырого эластомерного материала, формирующего слой 20, покрывающий нитевидные элементы 17, обеспечивается прочное приклеивание элемента 13, 14 в форме полосы к поверхностям тороидального основания 11 даже при отсутствии обкладки 10 на самом тороидальном основании. Приклеивание происходит при вхождении в контакт секции 13, 14 с тороидальным основанием 11 на радиально наружном участке контура его поперечного сечения.
В дополнение к описанному выше использованию естественной клейкости эластомерного материала или вместо него удерживание одной или более секций 13, 14 в форме полос на тороидальном основании 11 может обеспечиваться присасывающим действием, производимым через одно или более отверстий, расположенных в тороидальном основании.
Тороидальное основание 11 может совершать угловое вращение таким образом, чтобы осуществлять постепенное перемещение синхронно с работой укладочного устройства так, что после отрезания каждой секции 13, 14, 15, 16 в форме полосы следует ее укладывание в положение, отнесенное по окружности от ранее уложенной секции 13, 14, 15, 16.
Вращение тороидального барабана 11 происходит с угловым шагом, соответствующим смещению по окружности, кратному ширине каждой секции 13, 14, 15, 16 в форме полосы, и более точно - двойной ширине.
Следует отметить, что в рамках настоящего описания термин "по окружности" относится к укладке по окружности в экваториальной плоскости Х-Х и вблизи наружной поверхности тороидального основания 11.
Согласно изобретению описанная выше последовательность работы такова, что первый полный оборот тороидального основания вокруг его оси приводит к укладке первого множества секций 13 (фиг.4) в форме полос, распределенных по окружности согласно шагу, равному двойной ширине каждой из них. Между одной и другой секциями, относящимися к первому множеству, оставлено пустое пространство "S", которое по меньшей мере на участке гребня 13b указанных секций имеет ширину самих секций.
Укладку секций 13 в форме полос, относящихся к первому множеству, выполняют с наклонной ориентацией относительно направления окружности тороидального основания предпочтительно под углом от 15 до 35°.
Регулировка угла укладки секций в форме полос может обеспечиваться ориентацией геометрической оси вращения барабана относительно укладочного устройства.
Формирование каркасной структуры 2 затем продолжается путем укладки первых основных частей 4а нерастяжимых кольцевых структур 4 вблизи каждой внутренней кольцевой кромки формируемого слоя 3 каркаса так, чтобы получить участки каркаса-"борта", которые предназначены для фиксации шины на соответствующем монтажном ободе.
Каждая из первых основных частей 4а содержит по меньшей мере одну первую нерастяжимую по окружности кольцевую вставку 21, имеющую форму венца, расположенного концентрически относительно геометрической оси вращения тороидального основания 11 и во внутреннем по окружности положении на концах секций 13 в форме полос первого множества.
Первая кольцевая вставка 21 выполнена из по меньшей мере одного удлиненного металлического элемента, намотанного несколькими концентрическими витками 21а. Витки 21а образованы либо непрерывной спиралью, либо концентрическими кольцами, сформированными соответствующими удлиненными элементами.
С первой кольцевой вставкой 21 скомбинирован первый наполнительный элемент 22 из эластомерного материала термопластического типа, имеющего твердость, составляющую от 48 до 55° по Шору, измеренную при температуре 23°С, имеющий протяженность в радиальном направлении, превышающую радиальную протяженность первой кольцевой вставки 21.
Изготовление первой основной части 4а (фиг.5) предусматривает, что в формовочном канале 23, ограниченном в пресс-форме 23а, 23b, должна быть сформирована первая нерастяжимая кольцевая вставка 21 посредством укладки по меньшей мере одного удлиненного элемента концентрическими витками 21а, которые расположены рядом друг с другом по окружностям с увеличивающимся диаметром вокруг геометрической оси намотки, соответствующей оси вращения завершенной шины.
Эта операция может выполняться намоткой удлиненного элемента в спиралевидном формирующем гнезде, расположенном в первой щеке 23а пресс-формы 23а, 23b, которой может сообщаться вращательное движение вокруг ее геометрической оси.
Укладка удлиненного элемента может предпочтительно предваряться операцией обрезинивания, в ходе которой сам удлиненный элемент, который выполнен из металлического материала, покрывают по меньшей мере одним слоем сырого эластомерного материала, который в дополнение к обеспечению отличного связывания резины и металла самого удлиненного элемента облегчает его приклеивание для устойчивого расположения в спиралевидном гнезде.
По меньшей мере первая щека 23а может выполняться из магнитного материала или материала, возбуждаемого электромагнитным способом, чтобы притягивать и удерживать удлиненный элемент, обеспечивая устойчивое расположение витков 21а по мере их формирования.
Затем в канале 23 пресс-формы формируют первый наполнительный элемент 22. Формирование указанного элемента может выполняться посредством расположения между первой щекой 23а, несущей первую кольцевую вставку 21, и второй щекой 23b по меньшей мере одного кольцевого элемента из сырого эластомерного материала заданного объема. Этот кольцевой элемент может иметь любую пригодную конфигурацию в поперечном сечении, обеспечивающую соответствие его объема внутреннему объему канала 23 пресс-формы, когда щеки 23а, 23b сдвинуты друг к другу в закрытом положении пресс-формы.
Когда кольцевой элемент помещен между щеками 23а, 23b, закрывают канал 23 пресс-формы посредством взаимного сближения указанных щек. В этих условиях объем канала 23 пресс-формы уменьшается, кольцевой элемент из сырого эластомерного материала подвергается сжатию и деформации, пока он целиком не заполнит сам канал пресс-формы, формируя первый наполнительный элемент 22, который остается плотно соединенным с первой кольцевой вставкой 21.
В качестве альтернативы описанному выше формирование наполнительного элемента 22 может осуществляться после взаимного сближения щек 23а, 23b посредством заполнения канала 23 пресс-формы эластомерным материалом впрыскиванием или другим известным способом.
В результате получают первые основные части 4а кольцевых армирующих структур 4, завершающие действия с которыми могут осуществляться вблизи тороидального основания 11, так что первые основные части с помощью соответствующих манипуляторов могут непосредственно извлекаться из пресс-формы 23а, 23b и сбоку накладываться в противоположных в осевом направлении положениях относительно экваториальной плоскости тороидального основания первой кольцевой вставки 21 на предварительно уложенные концы секций 13 первого множества.
Альтернативно выполнение первых основных частей 4а может включать формирование первого наполнительного элемента 22 отдельно от первой кольцевой вставки 21 и последующее соединение первого наполнительного элемента с первой кольцевой вставкой, предварительно уложенной на концы секций 13 в форме полос, уложенных на тороидальное основание 11.
Согласно предпочтительному варианту осуществления изобретения первую кольцевую вставку 21 выполняют непосредственно на концах секций 13 в форме полос. При этом витки 21а формируют намоткой нитевидного элемента с помощью роликов или других пригодных средств, воздействующих на поверхность тороидального основания 11.
Клейкость эластомерного слоя 20, покрывающего секции 13 в форме полос первого множества, а также обкладки 10, предварительно уложенной на барабан, обеспечивает устойчивое расположение отдельных формируемых витков 21а.
Впоследствии первый наполнительный элемент 22 может формироваться непосредственно на первой кольцевой вставке 21 посредством нанесения непрерывной полосы из эластомерного материала, например поступающей из экструдера, размещенного вблизи барабана 11. Непрерывная полоса может иметь окончательную конфигурацию сечения первого наполнительного элемента 22 при поступлении от соответствующего экструдера. Альтернативно непрерывная полоса будет иметь уменьшенное сечение по сравнению с сечением наполнительного элемента, и последний будет получен нанесением полосы несколькими витками, расположенными рядом друг с другом и/или с наложением, чтобы формировать первый наполнительный элемент 22 законченной конфигурации.
После укладки первых основных частей 4а кольцевых армирующих структур 4 формирование первого слоя 3а каркаса завершается укладкой второго множества секций 14 в форме полос, полученных разрезанием непрерывного элемента 2а на отрезки. Секции 14 укладывают на тороидальный барабан 11 также, как описано для секций 13 в форме полос первого множества.
Каждую секцию 14 (фиг.6) второго множества укладывают в U-образной конфигурации вокруг контура поперечного сечения тороидального основания 11 между двумя соседними секциями 13 первого множества параллельно секциям 13. Каждая секция 14 второго множества имеет соответствующую часть 14b гребня, по окружности расположенную между частями 13b секций 13 первого множества, заполняя существующее между ними пространство "S", а также пару боковых частей 14а. Концы самой секции наложены поверх соответствующих первых основных частей 4а кольцевых армирующих структур 4 в противоположных в осевом направлении положениях относительно концов секций 13 первого множества.
Первая основная часть 4а каждой кольцевой армирующей структуры 4 имеет сечение в форме треугольника, вершина которого обращена в противоположную от оси шины сторону, внутренняя в осевом направлении сторона обращена к концам секций 13 в форме полос первого множества, и наружная в осевом направлении сторона обращена к концам секций 14 второго множества.
Боковые части 14а каждой секции 14 второго множества могут также частично накрывать боковые части 13а двух последовательных секций 13 первого множества на участке между радиально наружной кромкой соответствующей основной части 4а и переходным участком между самой боковой частью и частью 13b, 14b гребня.
Вследствие взаимного схождения соседних боковых частей 13а, 14а, ориентированных радиально относительно геометрической оси тороидального основания 11, наложение или перекрытие боковых частей 13а секций 13 первого множества, то есть ширина по окружности перекрытых участков, уменьшается, начиная от максимального значения вблизи радиально наружной кромки первой основной части 4а каждой кольцевой армирующей структуры 4 до нулевого значения на переходном участке между боковыми частями 13а, 14а и в частях 13b, 14b гребня.
После укладки секций 14 в форме полос второго множества, как описано выше, начинается формирование второго слоя 3b каркаса укладкой третьего множества секций 15 в форме полос.
Эта операция может выполняться также, как описано для секций 13, 14 первого и второго множества или подобным образом.
Секции 15 в форме полос третьего множества укладывают с перекрестной ориентацией относительно секций 13 и 14 первого и второго множества предпочтительно под симметрично противолежащим углом относительно последних секций, исходя от направления по окружности каркасной структуры 2.
Секции 15 в форме полос третьего множества также укладывают в U-образной конфигурации вокруг поперечного сечения первого слоя 3а каркаса и согласно шагу по окружности кратно ширине, предпочтительно двойной ширине.
Затем выполняют укладку вторых основных частей 4b кольцевых армирующих структур 4 на концах секций 15 в форме полос третьего множества в противоположных в осевом направлении положениях относительно первых основных частей 4а.
Каждая из вторых основных частей имеет структуру, подобную первым основным частям 4а.
Каждая вторая основная часть 4b имеет вторую нерастяжимую по окружности кольцевую вставку 24, выполненную из по меньшей мере одного удлиненного элемента, расположенного концентрическими витками 24а так, чтобы формировать венец, расположенный соосно с каркасной структурой 2 и вблизи внутренних кольцевых кромок слоев 3а, 3b каркаса.
Со второй кольцевой вставкой 24, расположенной на концах секций 14, 15 в форме полос второго и третьего множеств, соединен второй наполнительный элемент 25 из эластомерного материала, имеющий такую же конфигурацию, как и первый наполнительный элемент 22.
Выполнение и укладка второй кольцевой вставки 24 и второго наполнительного элемента 25, также как и всей второй основной части 4b, может осуществляться так, как описано выше.
Формирование второго слоя 3b каркаса завершают посредством укладки четвертого множества секций 16 в форме полос, каждую из которых располагают между двумя из секций 15 в форме полос третьего множества, и наложения их концов на вторые основные части 4b в противоположном в осевом направлении относительно концов секций 14, 15 второго и третьего множеств соответственно.
Когда укладка четвертого множества секций 16 в форме полос завершена, вторая основная часть 4b каждой кольцевой армирующей структуры, которая также имеет в сечении конфигурацию треугольника, имеет в осевом направлении внутреннюю сторону, обращенную к концам секций 15 третьего множества, и в осевом направлении наружную сторону, обращенную к концам секций 16 четвертого множества.
Согласно предпочтительному варианту изобретения после укладки секций 16 в форме полос четвертого множества завершают формирование кольцевых армирующих структур 4 в бортах.
Для этого для каждой из кольцевых армирующих структур 4 (фиг.9} выполняют укладку дополнительной части 26 на концах секций 16 в форме полос четвертого множества.
Каждая дополнительная часть 26 представляет собой по меньшей мере одну кольцевую вставку в форме венца. Эта дополнительная кольцевая вставка 26 может быть получена посредством намотки соответствующего удлиненного элемента, например, концентрическими витками 26а на формирующее основание 27, расположенное на вспомогательной форме 28, как описано при формировании первой и второй кольцевых вставок 21, 24.
Укладку дополнительной кольцевой вставки 26 на каркасную структуру 2 осуществляют посредством перемещения формы 28 в осевом направлении к тороидальному основанию 11.
В альтернативном варианте удлиненный элемент может наматываться непосредственно на втором слое 3b каркаса, предварительно сформированном на тороидальном основании 11, чтобы создать вторую кольцевую вставку 26 непосредственно в контакте с самим слоем каркаса.
После этой операции каждый конец секций 16 четвертого множества занимает закрытое положение между второй основной частью 4b и дополнительной частью 26 соответствующей кольцевой армирующей структуры 4.
В шинах радиального типа на каркасную структуру 2 обычно укладывают ленточную структуру 5.
Ленточная структура 5 может выполняться любым известным способом и в описываемом варианте содержит первую и вторую ленточные полосы 6а, 6b, имеющие корды с перекрестной ориентацией. На ленточные полосы наложена вспомогательная ленточная полоса 7 путем намотки по меньшей мере одного непрерывного корда по существу кольцевыми витками, расположенными рядом друг с другом в осевом направлении, вокруг ленточных полос.
Затем на ленточную структуру 5 укладывают протекторный браслет 8, а боковины 9 накладывают на боковые части каркасной структуры 2, причем эти элементы также выполняют любым известным способом.
Примеры выполнения ленточной структуры, боковин и протекторного браслета, которые преимущественно могут быть приняты для завершенного изготовления шины 1 на тороидальном основании 11, описаны в заявке на европейский патент № 978306322.
Изготовленная таким образом шина готова после удаления с основания 11 к операции вулканизации, которая может осуществляться любым известным способом.
Настоящее изобретение дает следующие преимущества.
Фактически каркасная структура, о которой идет речь, может быть получена непосредственно на тороидальном основании, на котором может формироваться преимущественно вся шина. Таким образом, могут устраняться все проблемы, связанные с производством, хранением и учетом полуфабрикатов, характерные для традиционных способов производства.
По сравнению со способом, описанным в патенте US 5362343, время изготовления слоя каркаса может быть значительно сокращено благодаря одновременной укладке такого количества нитевидных элементов, которое содержится в каждой секции 13, 14 в форме полосы или в непрерывном элементе 2а в форме полосы, из которого получают секции 13, 14. Использование секций 13, 14 в форме полос также устраняет необходимость предварительного нанесения обкладки 10 на тороидальное основание 11. Слой 20 эластомера, используемый при формировании непрерывного элемента 2а в форме полосы, фактически сам способен обеспечивать его эффективное приклеивание к тороидальному основанию 11, обеспечивая устойчивое расположение отдельных секций 13, 14.
Точность расположения секций 13, 14 в форме полос и интегрированных в них нитевидных элементов дополнительно повышена благодаря тому, что каждая секция в форме полосы имеет значительную структурную плотность, которая делает ее нечувствительной к вибрациям, которые могут передаваться укладочным устройством. Следует отметить, что укладка отдельных кордов, как описано в патенте США № 5362343, может быть в определенной степени проблематичной именно из-за вибраций и/или колебаний, испытываемых указанными кордами при укладке.
Кроме того, одновременная укладка множества нитевидных элементов согласно изобретению допускает более медленную работу укладочного устройства, чем требуется при укладке отдельных кордов, что является дополнительным преимуществом с точки зрения точности работы без понижения производительности.
Кроме того, укладка секций в форме полос в виде венца непосредственно на тороидальное основание с конфигурацией, идентичной конфигурации завершенной шины, позволяет достигать плотностей, которые не могут быть достигнуты известными способами, предусматривающими укладку слоя каркаса в форме цилиндрического рукава и последующее придание ему тороидальной формы, следствием чего является разуплотнение кордов слоя каркаса, расположенных в форме гребня в завершенной шине.
В дополнение к указанному выше каждая секция в форме полосы может плотно прикрепляться к тороидальному основанию вакуумированием через возможные вакуумные каналы, и это устойчивое прикрепление вакуумом не может достигаться согласно известным способам выполнения укладки отдельных кордов.
Конструкция шины, в частности касательно ее каркасной структуры 2, позволяет достичь значительной конструкционной прочности прежде всего вблизи боковин и бортов, где обычно требуется конструкционная прочность, а также с точки зрения поведения в связи с эффектами осевых нагрузок с боковым уводом, которые возникают при движении шин на поворотах по отношению к однослойной каркасной структуре.
В частности конструктивные признаки нерастяжимых кольцевых структур 4 и модальности, согласно которым они интегрированы в слой каркаса, таковы, что они дополнительно увеличивают конструкционную прочность шины 1 на участках бортов и боковин.
Наличие нерастяжимых по окружности кольцевых вставок 21, 24, 26, плотно соединенных со слоями 3а, 3b каркаса, дает отличную "связь" с нитевидными элементами 17 разных множеств секций 13, 14, 15, 16 в форме полос. Таким образом, каркасная структура 2 дополнительно усилена на участках, соответствующих бортам шины 1, без использования для этой цели дополнительных вставок в форме полос, обычно называемых "крыльевыми лентами", намотанных петлей вокруг нерастяжимых кольцевых структур 4.
Благодаря конструкции кольцевых армирующих структур 4 предотвращается деформация борта шины под воздействием осевых нагрузок с боковым уводом или поворот вокруг их точек равновесия против действия соответствующих предохранительных выступов, расположенных на ободе колеса.
Следует отметить, что наличие первой вставки 21, второй вставки 24 и вспомогательной вставки 26, расположенных в непосредственном контакте с концами секций в форме полос, эффективно предотвращает изгиб и поворот борта под воздействием осевых нагрузок с боковым уводом.
С этой точки зрения поведение кольцевой армирующей структуры 4 подобно поведению армирующей структуры, описанной в заявке на европейский патент № 978307312.
Следует также отметить, что кольцевые вставки 21, 24 и 26 предоставляют дополнительную конструкционную защиту шины у бортов.
Конструкционная прочность боковин шины, в частности, относительно скручивающих нагрузок, возникающих при ускорении и торможении, значительно повышена благодаря взаимно перекрещивающемуся расположению секций 14, 15 в форме полос второго и третьего множеств, которые расположены внутри кольцевых армирующих структур 4.
Этот аспект дает особое преимущество относительно высокоэффективных низкопрофильных шин, где конструкционная прочность боковин является в значительной степени критическим фактором вследствие высоких значений крутящих моментов, которые передает шина.
Изобретение относится к шинной промышленности и может быть использовано при изготовлении шины для транспортных средств. В способе изготовления шины для автомобилей формируют каркасную структуру, наносят брекерный пояс на каркасную структуру на ее внешнюю окружную поверхность, наносят протекторный браслет по окружности брекерного пояса и совместно с ним, наносят боковины сбоку на противоположные стороны каркасной структуры. При формировании каркасной структуры осуществляют подготовку секций в форме полос, каждая из которых содержит продольные и параллельные нитевидные элементы, покрытые, по меньшей мере, одним слоем сырого эластомерного материала. Укладывают первое, второе, третье и четвертое множество секций в форме полос, каждая из которых проходит в соответствии с U-образной конфигурацией вокруг контура поперечного сечения тороидального основания. Осуществляют наложение первых и вторых кольцевых армирующих структур на концы соответствующих секций в форме полос. Шина содержит каркасную структуру, брекерный пояс, протекторный браслет и боковины. Каркасная структура содержит первый и второй слои каркаса, сформированные из секций, имеющих U-образную конфигурацию, два нитевидных элемента, закрытых слоем эластомерного материала, и пару кольцевых армирующих структур. Первый слой каркаса содержит первое и второе множество секций в форме полос. Второй слой каркаса содержит третье и четвертое множество секций в форме полос. Каждая кольцевая структура содержит первую и вторую основные части. Способ позволяет конструировать низкопрофильные шины с прочными боковинами, а полученная шина имеет прочные борта и боковины, воспринимающие высокие крутящие моменты, которые передает шина. 2 с. и 27 з.п. ф-лы, 9 ил.
| US 3240250 А, 15.03.1966 | |||
| US 3431962 А, 11.03.1969 | |||
| US 3072171 А, 08.01.1963 | |||
| US 4248287 A, 03.02.1981 | |||
| US 3356553 А, 05.12.1967 | |||
| Устройство для контроля состояний линии связи | 1978 |
|
SU780221A1 |

