Настоящее изобретение относится к способу изготовления каркасной структуры шин для колес транспортных средств.
Кроме того, настоящее изобретение относится также и к каркасной структуре шин для колес транспортных средств, которую можно получить указанным способом, причем упомянутая каркасная структура содержит по меньшей мере, один слой каркаса, образованный из лентообразных профильных элементов, каждый из которых уложен с получением при этом, по существу, U-образной конфигурации, соответствующей профилю поперечного сечения шины, и содержит один или более нитевидных элементов, расположенных в продольном направлении параллельно друг другу и предпочтительно, по меньшей мере, частично покрытых слоем сырого эластомерного материала, и пару кольцевых усилительных структур, каждая из которых вставлена около соответствующей внутренней окружной кромки слоя каркаса.
Изготовление шин для колес транспортных средств предусматривает образование каркасной структуры, по существу, выполненной из одного или более слоев каркаса, по существу, имеющих тороидальную конфигурацию, причем по их боковым аксиально противоположным боковым кромкам вставляются соответствующие кольцевые, не способные растягиваться в окружном направлении усилительные элементы, обычно называемые "сердечниками бортов".
На каркасную структуру накладывается по окружности с наружной стороны поясная структура, содержащая одну или более поясных лент, имеющих форму замкнутого кольца, которые, по существу, выполнены из текстильного или металлического корда, соответствующим образом ориентированного относительно корда в остальных таких лентах и относительно корда в примыкающих к ним слоях каркаса.
Затем по окружности с наружной стороны на поясную структуру накладывается протекторная лента, которая обычно представляет собой полосу эластомерного материала приемлемой толщины для данной цели.
Следует отметить, что применительно к данному описанию изобретения под термином "эластомерный материал" понимается резиновая смесь во всей своей полноте, т.е. вся ее сборная масса, образуемая базовым полимером, соответствующим образом смешанным с минеральными наполнителями и/или добавками другого типа.
И, наконец, накладывается пара боковин на противоположные стороны изготавливаемой шины, причем каждая из упомянутых боковин закрывает собой боковую часть шины, находящуюся между так называемой плечевой зоной шины, расположенной рядом с соответствующей боковой кромкой протекторной ленты, и так называемым бортом, расположенным у соответствующего сердечника борта.
Традиционными способами производства, по существу, предусматривается, чтобы сначала по отдельности друг от друга изготовлены были перечисленные выше составные элементы шины, а затем собраны соответствующим образом на стадии изготовления шины.
Например, для изготовления слоя или слоев каркаса, которые предстоит соединить с сердечниками бортов, чтобы образовалась каркасная структура, требуется прежде всего получить, применяя процесс экструдирования и/или каландрирования, прорезиненную ткань, содержащую расположенные в продольном направлении сплошные нити текстильного или металлического корда. Эту прорезиненную ткань направляют на операцию резки в поперечном направлении с получением отрезков предварительно задаваемой длины, которые затем соединяются вместе таким образом, чтобы при этом получился сплошной лентообразный полуфабрикат, имеющий расположенные в продольном направлении параллельные нити корда.
Полученное при этом изделие должно затем быть разрезано на куски, длина которых должна соответствующим образом соотноситься с протяженностью в окружном направлении того каркаса, который предполагается изготовить.
Кроме того, предложены были и такие способы изготовления, которые вместо производства указанных полуфабрикатов предусматривают изготовление каркасной структуры непосредственно во время выполнения операций технологического процесса изготовления шины.
Например, в описании изобретения к патенту США № 5453140, который упоминается здесь как пример прототипа настоящего изобретения, раскрываются способ и устройство для формирования слоя каркаса, начиная с одинарного корда, который предварительно наматывается на катушку.
В соответствии со способом и устройством, рассмотренными в описании изобретения к вышеупомянутому патенту, в ходе каждого рабочего цикла этого устройства происходит разматывание этого корда с катушки при помощи имеющих привод тяговых роликов, при этом корд удерживается в натянутом состоянии при помощи пневматической натяжной системы, и его разрезают под размер таким образом, чтобы получить кусок корда, имеющий предварительно задаваемую длину.
Этот кусок корда подбирается захватывающим элементом, смонтированным на ленте, охватывающей приводные шкивы, а затем укладывается в поперечном направлении на наружную поверхность тороидальной опоры.
Концы куска корда затем зацепляются складывающими элементами поясного типа, работающими по противоположные стороны тороидальной опоры и обеспечивающими укладку этого куска корда в радиальном направлении на указанную тороидальную опору при помощи скользящих элементов, движущихся как пальцы вдоль боковых частей данного куска.
Повторение рассмотренного выше рабочего цикла позволяет обеспечить укладку таких кусков корда по окружности вплотную друг к другу, ведущуюся до тех пор, пока не будет ими полностью закрыла вся окружная протяженность тороидальной опоры.
В обязательном порядке тороидальную опору предварительно покрывают в один или более слоев сырой резиной, что имеет двоякое назначение”, состоящее в приклеивании наложенного на опору корда с тем, чтобы соответственно удерживать его в неизменном положении, а также в формировании внутреннего воздухонепроницаемого слоя в готовой шине.
Шины, полученные в соответствии с этим способом их изготовления, имеют каркасную структуру, в которой слой или слои каркаса сформированы из отдельных кусков корда, причем каждый из них имеет две боковые части, расположенные в осевом направлении на расстоянии одна от другой и ориентированные в радиальном направлении относительно оси вращения шины, и коронную зону, выступающую наружу в радиальном направлении между боковыми частями.
В области производства каркасных структур известно также, что вблизи от каждого борта шины противоположные концы отдельных кусков корда, образующих слой каркаса, располагаются в чередующейся последовательности в аксиально противоположных положениях относительно кольцевого крепежного элемента, образующего упомянутый сердечник борта, имеющий форму обода, составленного из перекрывающихся в радиальном направлении друг с другом проволочных витков, как видно из описаний изобретения к Европейскому патенту ЕР 0664231 и к патенту США № 5702548.
Однако куски корда, образующие слой или слои каркаса, по существу, располагаются на нейтральной оси сопротивления соответствующего борта изгибу. При таком условии конструкционное сопротивление бортов должно в обязательном порядке обеспечиваться за счет жесткости заполняющих вставок из очень жесткого эластомерного материала, включаемых в состав структуры бортов, и характеристика которых находится под влиянием температурных изменений, происходящих как вследствие действия факторов окружающей среды, так и в результате напряжений, возникающих в процессе нормальной эксплуатации.
В описании изобретения к патенту Франции № 384231 предлагается изготавливать каркасную структуру посредством наложения на тороидальную опору ряда прямоугольных небольших полосок прорезиненной ткани, укладываемых вплотную друг к другу и располагаемых в радиальных плоскостях относительно геометрической оси собственно барабана опоры. Наложение небольших полосок производится таким образом, чтобы концевые отвороты двух, не следующих одна за другой небольших полосок частично перекрывали собой концевые отвороты такой же небольшой полоски, вставленной между ними. Промежутки, существующие между концевыми отворотами перекрывающих небольших полосок, заполняются трапецеидальными вставками, накладываемыми на концевые отвороты небольшой полоски, располагаемой на них с обеспечением перекрывания. Наложение небольших полосок осуществляется в виде разных перекрывающих друг друга слоев, количество которых зависит от толщины, которую нужно придать каркасной структуре. Наличие упомянутых трапецеидальных вставок обеспечивает соответствующее утолщение каркасной структуры в бортовых зонах, где толщина его вдвое больше, чем в коронной зоне.
В описании изобретения к патенту США № 4248287 раскрывается способ, в соответствии с которым образование каркасной структуры предусматривает укладывание на тороидальный барабан множества слоев, каждый из которых формируется из радиальных лент, выполненных из прорезиненных нитей и располагающихся по окружности вплотную друг к другу. По завершении укладки устанавливают в бортовой зоне два сердечника бортов, а концевые отвороты слоев каркаса, сформированных из радиальных лент, затем загибают вокруг них в обратном направлении.
В соответствии с настоящим изобретением установлено, что в области производства шин можно добиться значительных преимуществ, если слой или слой каркаса выполнять посредством укладки, по меньшей мере, двух отдельных рядов лентообразных профильных элементов в чередующейся последовательности, расположив бортоусилительные кольцевые структуры или же, по меньшей мере, какую-то часть их в аксиально промежуточном положении между концевыми отворотами, принадлежащими профильным элементам одного ряда и соответственно таким же элементам других рядов.
Более конкретно, настоящее изобретение относится к способу изготовления каркасной структуры для автомобильных шин, отличающемуся тем, что он предусматривает осуществление этапов подготовки лентообразных секций, каждая из которых содержит один или более продольных и параллельных нитевидных элементов, предпочтительно покрытых, по меньшей мере, частично, по меньшей мере, в один слой сырым эластомерным материалом; укладки первого ряда упомянутых лентообразных профильных элементов на тороидальную опору, причем каждый из них укладывают с получением при этом, по существу, U-образной конфигурации по профилю поперечного сечения указанной тороидальной опоры и с распределением их по окружности в соответствии с окружным шагом, кратным ширине лентообразных секций, наложения, по меньшей мере, первичных частей кольцевых усилительных структур на концевые отвороты упомянутых лентообразных секций, принадлежащих первому ряду, в аксиально противоположных положениях относительно экваториальной плоскости опорного барабана; укладки на тороидальную опору, по меньшей мере, одного второго ряда упомянутых лентообразных секций, причем каждый укладывают в соответствии с U-образной конфигурацией по профилю поперечного сечения тороидальной опоры между двумя следующими одна за другой секциями первого ряда, а концевые отвороты каждой из секций второго ряда перекрывают собой соответствующие первичные части кольцевых усилительных структур в аксиально противоположном положении относительно концевых отворотов секций первого ряда.
Кроме того, предпочтительно было бы также предусмотреть осуществление этапа наложения дополнительных частей кольцевых усилительных структур на концевые отвороты лентообразных секций, принадлежащих второму ряду, с тем, чтобы каждый из упомянутых концевых отворотов был заключен между первичной частью и дополнительной частью соответствующей кольцевой усилительной структуры.
Помимо этого, предпочтительно было бы также обеспечить, чтобы каждая из лентообразных секций первого и второго рядов была уложена таким образом, чтобы образовались при этом две боковые части, по существу, простирающиеся в направлении геометрической оси вращения тороидальной опоры и находящиеся в положениях на расстоянии одна от другой в осевом направлении, и коронная часть, занимающая наружное в радиальном направлении положение между боковыми частями, причем коронные части каждой лентообразной секции расположены последовательно одна за другой вплотную друг к другу по всей протяженности тороидальной опоры в окружном направлении.
В дополнение к этому может также предусматриваться, чтобы боковые части каждой лентообразной секции, принадлежащей первому ряду, были частично закрыты каждая боковой частью, по меньшей мере, одной следующей за указанной в окружном направлении секции, принадлежащей второму ряду, на участке, заключенном между наружной в радиальном направлении кромкой первичной части кольцевой усилительной структуры и переходной зоной между упомянутыми боковыми частями и упомянутыми коронными частями.
Более конкретно, перекрытие боковых частей каждой лентообразной секции, принадлежащей первому ряду, постепенно уменьшается, начиная с максимальной величины перекрытия вблизи от наружной окружной кромки первичной части каждой кольцевой усилительной структуры и до тех пор, пока не будет достигнута нулевая его величина в переходных зонах между упомянутыми боковыми частями и коронными частями.
Предпочтительно, чтобы боковые части упомянутых лентообразных секций были выполнены радиально сходящимися в направлении к геометрической оси вращения тороидальной опоры.
Кроме того, может предусматриваться также, по меньшей мере, одна рабочая операция, предназначенная для разграничения зон большей ширины вблизи от внутренних окружных кромок каркасной структуры.
Если согласно предусматриваемому предпочтительному варианту осуществления настоящего изобретения подготовка упомянутых лентообразных секций производится посредством последовательного выполнения операций резки, по меньшей мере, одного сплошного лентообразного профиля, содержащего упомянутые нитевидные элементы в упомянутом слое сырого эластомерного материала, то тогда операцию разграничения зон большей ширины можно с обеспечением при этом соответствующих преимуществ выполнять на сплошном лентообразном профиле перед тем, как провести очередную операцию резки.
В соответствии с еще одной особенностью настоящего изобретения, не зависимо от изложенного здесь выше, следует также понимать, что выполнение упомянутой, по меньшей мере, одной первичной части каждой кольцевой усилительной структуры предусматривает осуществление операций укладки, по меньшей мере, одного первого вытянутого элемента концентричными витками с образованием при этом первой не способной растягиваться в окружном направлении кольцевой вставки, имеющей по существу, форму обода; формирования, по меньшей мере, одного заполняющего тела из сырого эластомерного материала; соединения заполняющего тела с первой, не способной растягиваться в окружном направлении кольцевой вставкой.
Более конкретно, первый вытянутый элемент предпочтительно было бы укладывать непосредственно на концевые отвороты лентообразных секций, принадлежащих первому ряду, так чтобы при этом образовалась первая кольцевая вставка, находящаяся в непосредственном контакте с самими лентообразными секциями.
Заполняющее тело может, в свою очередь, быть сформировано посредством наложения сплошной ленты эластомерного материала непосредственно на первую кольцевую вставку, предварительно уложенную на концевые отвороты лентообразных секций, принадлежащих первому ряду.
В соответствии с другим вариантом осуществления настоящего изобретения первый вытянутый элемент укладывают в формообразующее гнездо, предусмотренное в формовочной полости, в которой затем формуется заполняющее тело, благодаря чему соединение упомянутого заполняющего тела с первой кольцевой вставкой осуществляется одновременно с формованием собственно заполняющего тела.
В альтернативном варианте этап соединения может осуществляться посредством наложения заполняющего тела на первую кольцевую вставку, предварительно уложенную на концевые отвороты профильных элементов, принадлежащих первому ряду.
Кроме того, может также предусматриваться, чтобы формирование упомянутой первичной части кольцевой усилительной структуры включало в себя дополнительные этапы наложения, по меньшей мере, одного второго вытянутого элемента концентричными витками с образованием при этом второй, не способной растягиваться в окружном направлении кольцевой вставки, выполненной, по существу, в форме обода, и соединения упомянутой второй кольцевой вставки с заполняющим телом с противоположной стороны относительно первой кольцевой вставки.
Предпочтительно, чтобы при формировании упомянутой дополнительной части каждой кольцевой усилительной структуры предусматривалось осуществление этапа наложения, по меньшей мере, одного второго вытянутого элемента концентричными витками с образованием при этом второй, не способной растягиваться в окружном направлении кольцевой вставки, выполненной, по существу, в форме обода.
Упомянутый второй вытянутый элемент предпочтительно было бы укладывать непосредственно на каркасную структуру во время осуществления стадии формирования его на тороидальной опоре.
Следующей целью настоящего изобретения является создание каркасной структуры шин для колес транспортных средств, отличающейся тем, что упомянутый слой каркаса содержит первый и второй ряды лентообразных секций, расположенных во взаимно чередующейся последовательности по всей протяженности каркасной структуры в окружном направлении, каждая из упомянутых кольцевых усилительных структур содержит, по меньшей мере, одну первичную часть, имеющую внутреннюю в осевом направлении сторону, обращенную к концевым отворотам секций, принадлежащих первому ряду, и наружную в осевом направлении сторону, обращенную к концевым отворотам секции, принадлежащих второму ряду.
Предпочтительно было бы предусмотреть, чтобы каждая из упомянутых кольцевых усилительных структур дополнительно содержала, по меньшей мере, одну дополнительную часть, наложенную на концевые отвороты лентообразных секций, принадлежащих второму ряду, с противоположной стороны относительно первичной части указанной кольцевой структуры.
Предпочтительно, чтобы каждая из упомянутых лентообразных секций имела две боковые части, по существу, простирающиеся в направлении геометрической оси вращения каркасной структуры и находящиеся в положениях на расстоянии одна от другой в осевом направлении, и коронную часть, занимающую наружное в радиальном направлении положение между боковыми частями, причем коронные части, принадлежащие профильным элементам соответственно первого и второго рядов, расположены вплотную друг к другу по всей протяженности каркасной структуры в окружном направлении.
В дополнение к этому может также предусматриваться, чтобы боковые части каждой лентообразной секции, принадлежащие первому ряду, были частично закрыты каждая боковой частью, по меньшей мере, одной примыкающей к ней лентообразной секции, принадлежащей, второму ряду, на участке, заключенном между наружной в радиальном направлении кромкой первичной части кольцевой усилительной структуры и переходной зоной между упомянутыми боковыми частями и коронными частями.
Более конкретно, перекрытие боковых частей каждой лентообразной секции, принадлежащей первому ряду, постепенно уменьшается, начиная с максимальной величины перекрытия вблизи от наружной окружной кромки первичной части каждой кольцевой усилительной структуры и до тех пор, пока не будет достигнута нулевая его величина в переходных зонах между упомянутыми боковыми частями и коронными частями.
С обеспечением соответствующих преимуществ боковые части упомянутых лентообразных секций выполнены радиально сходящимися в направлении к геометрической оси вращения каркасной структуры.
Отдельные лентообразные секции, принадлежащие соответственно одному из упомянутых первого и второго рядов, с обеспечением при этом определенных преимуществ располагаются в соответствии с окружным шагом их распределения, кратным ширине самих лентообразных секций.
В дополнение к этому может также предусматриваться, чтобы каждая лентообразная секция имела зоны большей ширины вблизи от внутренних окружных кромок каркасной структуры.
В этом случае нитевидные элементы, включенные в состав каждой лентообразной секции, находятся на расстоянии друг от друга в упомянутых зонах большей ширины.
Предпочтительно, чтобы каждая из упомянутых лентообразных секций имела ширину в пределах между 3 и 15 мм и содержала от трех до восьми нитевидных элементов.
В частности упомянутые нитевидные элементы расположены в соответствующих лентообразных секциях на таком расстоянии друг от друга, при котором промежуток между их центрами не менее чем в 1,5 раза превышает диаметр самих нитевидных элементов.
В соответствии с еще одной независимой особенностью настоящего изобретения первичная часть каждой из упомянутых, не способных растягиваться кольцевых усилительных структур содержит первую, не способную растягиваться в окружном направлении кольцевую вставку, выполненную, по существу, в форме обода, расположенного соосно с каркасной структурой и находящегося вблизи от внутренней окружной кромки первого слоя каркаса, причем упомянутая первая кольцевая вставка выполнена, по меньшей мере, из одного вытянутого элемента, уложенного концентричными витками; и заполняющее тело из эластомерного материала, соединенное одной своей стороной с первой кольцевой вставкой.
Кроме того, может также предусматриваться, чтобы каждая из упомянутых кольцевых усилительных структур дополнительно содержала, по меньшей мере, одну вторую, не способную растягиваться в окружном направлении кольцевую вставку, выполненную, по существу, в форме обода, по меньшей мере, из одного вытянутого элемента, уложенного концентричными витками и расположенного соосно с каркасной структурой в таком положении, в котором он находится в осевом направлении вплотную по отношению к заполняющему телу и с противоположной в поперечном направлении стороны относительно первой кольцевой вставки.
Предпочтительно, чтобы упомянутая вторая кольцевая вставка входила в состав дополнительной части упомянутой усилительной структуры, наложенной на концевые отвороты лентообразных секций, принадлежащих второму ряду, с противоположной стороны относительно первичной части указанной кольцевой структуры.
Целесообразно было бы обеспечить, чтобы вторая, не способная растягиваться в окружном направлении кольцевая вставка имела такую протяженность в радиальном направлении, которая была бы больше, чем протяженность в радиальном направлении, какую имеет первая, не способная растягиваться в окружном направлении кольцевая вставка, а упомянутое заполняющее тело из эластомерного материала имело твердость по Шору, шкала D, в пределах между 48 и 55° при температуре в 23°С.
Другие признаки и преимущества настоящего изобретения станут очевидными из следующего ниже подробного описания предпочтительного, но неисключительного примера осуществления способа изготовления каркасной структуры шин для колес транспортных средств, а также каркасной структуры, получаемой при реализации упомянутого способа, в соответствии с настоящим изобретением. Такое описание будет вестись здесь ниже со ссылками на прилагаемые чертежи, приводимые в качестве примера без наложения ими при этом каких-либо ограничений, на которых:
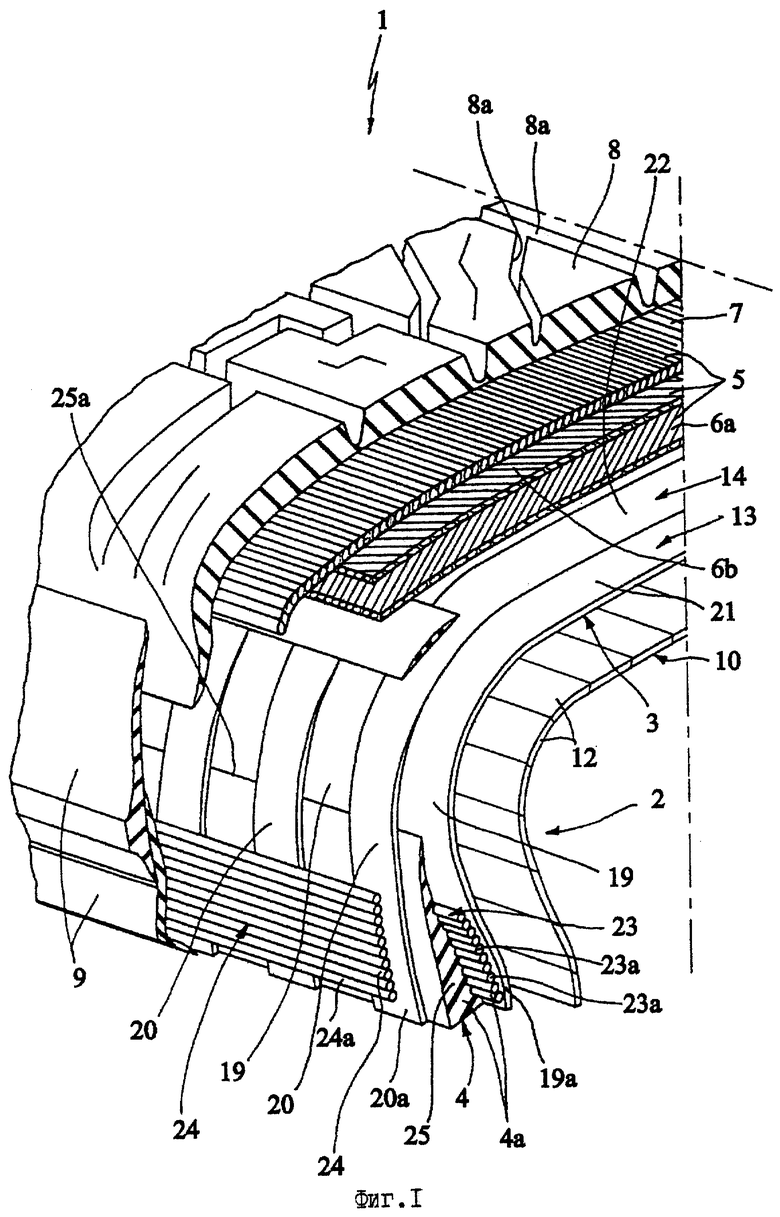
фиг.1 представляет собой частичный разрез перспективного вида на шину, снабженную каркасной структурой, изготовленной в соответствии с настоящим изобретением;
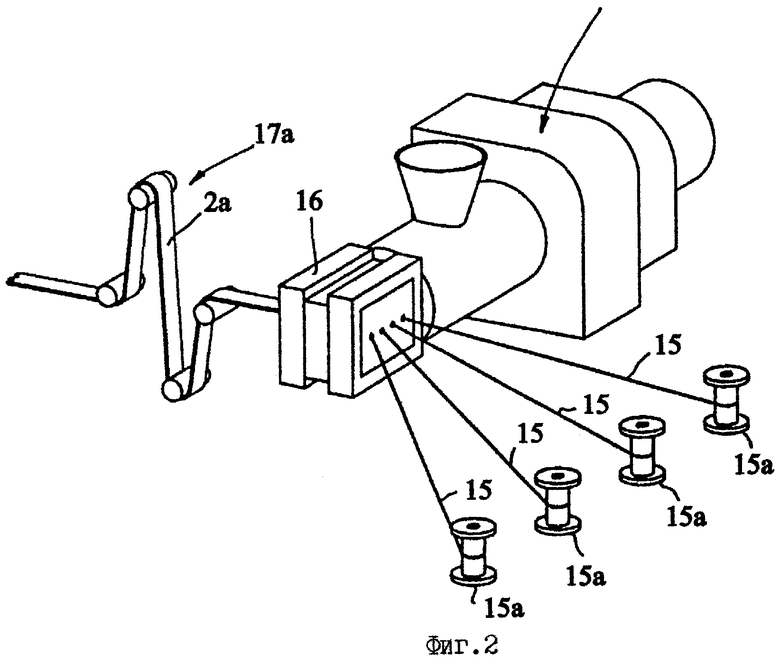
фиг.2 представляет собой схему, показывающую процесс изготовления сплошного лентообразного профиля, предназначенного для формирования слоя или слоев каркаса;
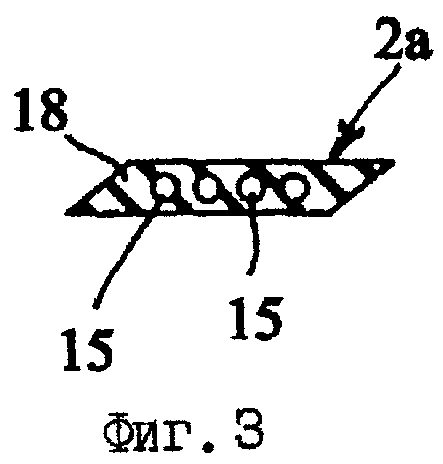
фиг.3 представляет собой поперечное сечение варианта исполнения упомянутого лентообразного профиля;
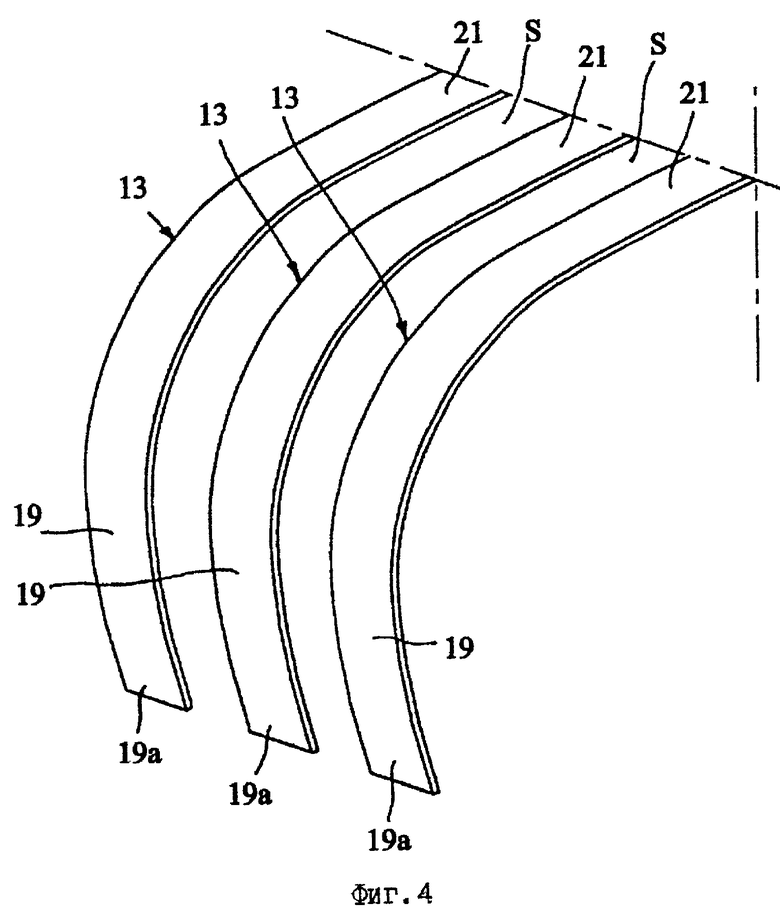
фиг.4 представляет собой изображенный в перспективе частичный вид, схематически показывающий последовательность расположения первого ряда лентообразных секций при формировании слоя каркаса шины в соответствии с настоящим изобретением;
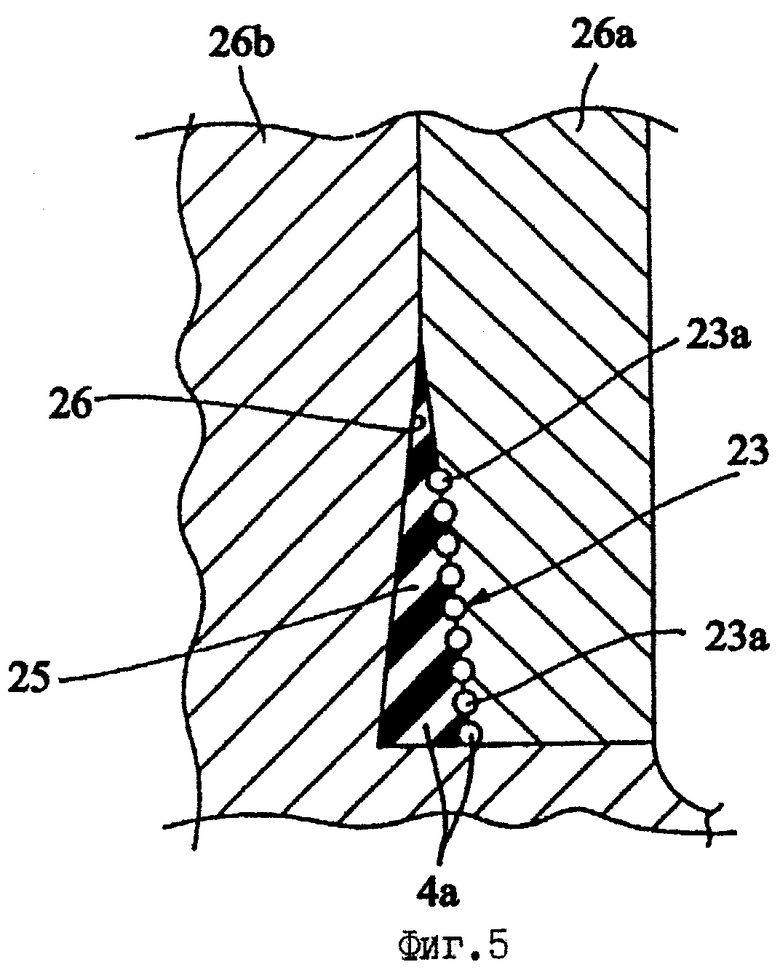
фиг.5 представляет собой частичный вид в диаметральном разрезе на первичную часть не способной растягиваться кольцевой структуры, которую предлагается вставлять в борт шины во время осуществления стадии формования в процессе ее изготовления;
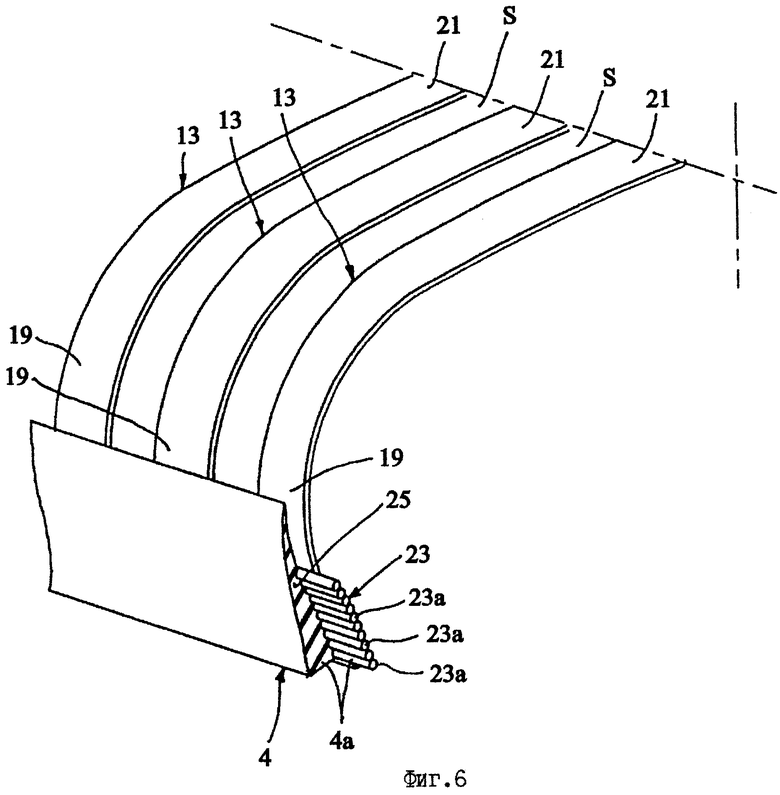
фиг.6 представляет собой изображенный в перспективе частичный вид на первичную часть не способной растягиваться кольцевой структуры, накладываемой поперечно на концевые отвороты лентообразных секций, принадлежащих первому ряду;
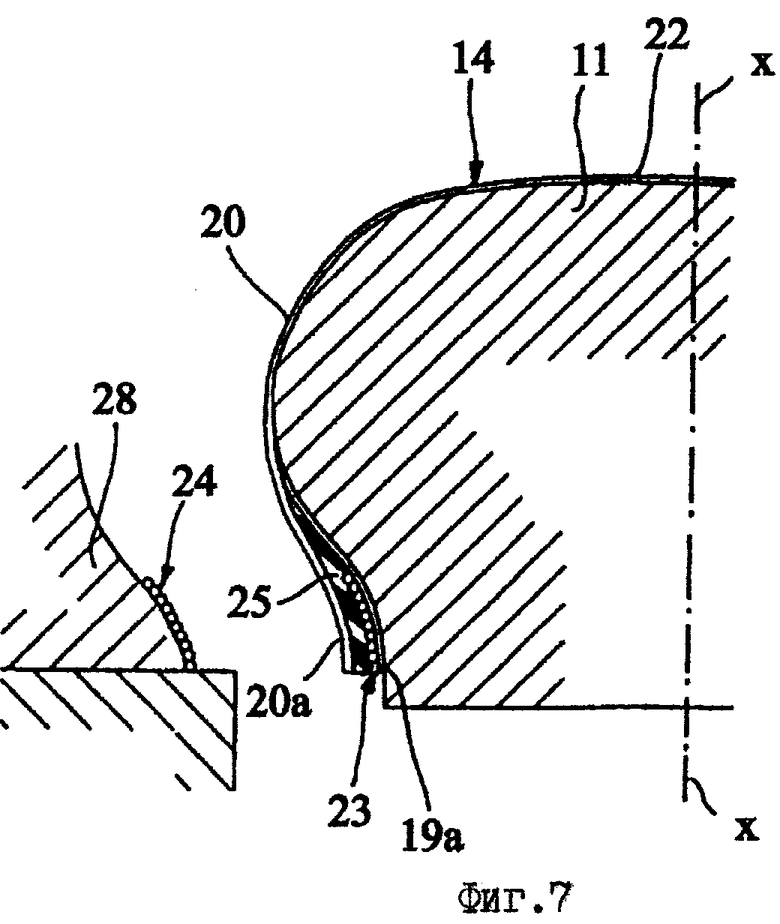
фиг.7 представляет собой схематический вид в поперечном разрезе, показывающий наложение дополнительной части кольцевой усилительной структуры на борт;
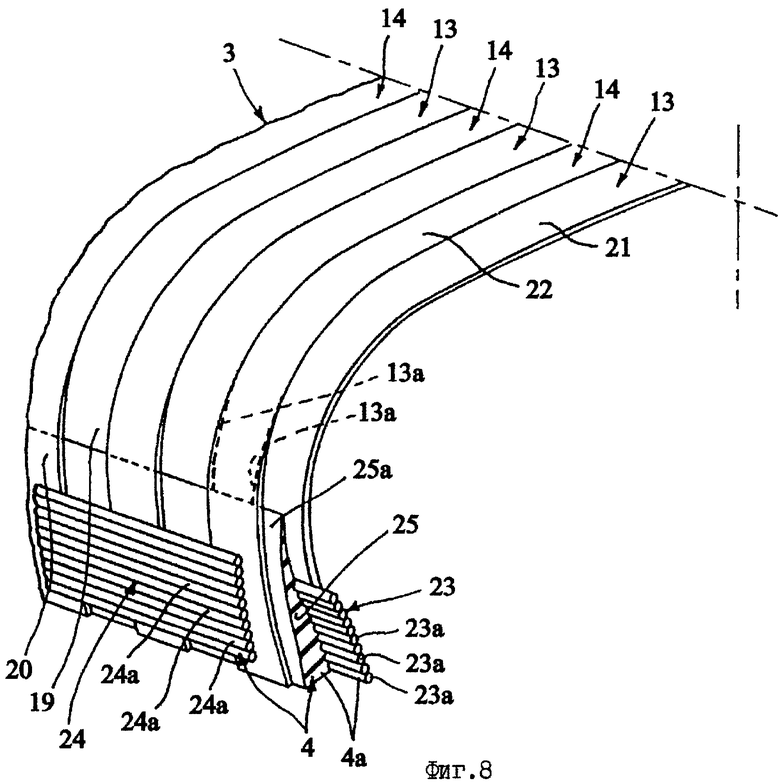
фиг.8 представляет собой изображенный в перспективе частичный вид на каркасную структуру после укладки второго ряда лентообразных секций и наложения дополнительной части усилительной структуры на борт;
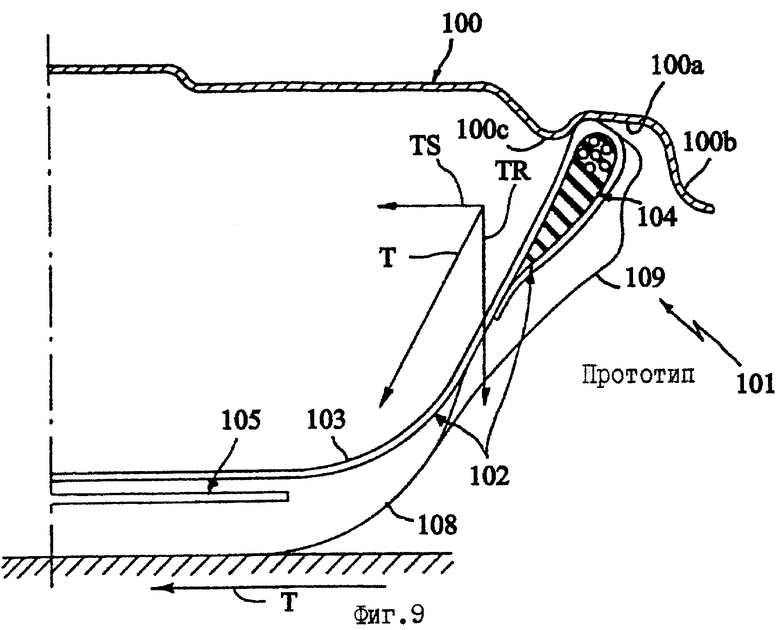
фиг.9 представляет собой поперечное полусечение, показывающее обычную шину, смонтированную на соответствующем ободе, в условиях вращения с пробуксовкой и в частично спущенном состоянии;
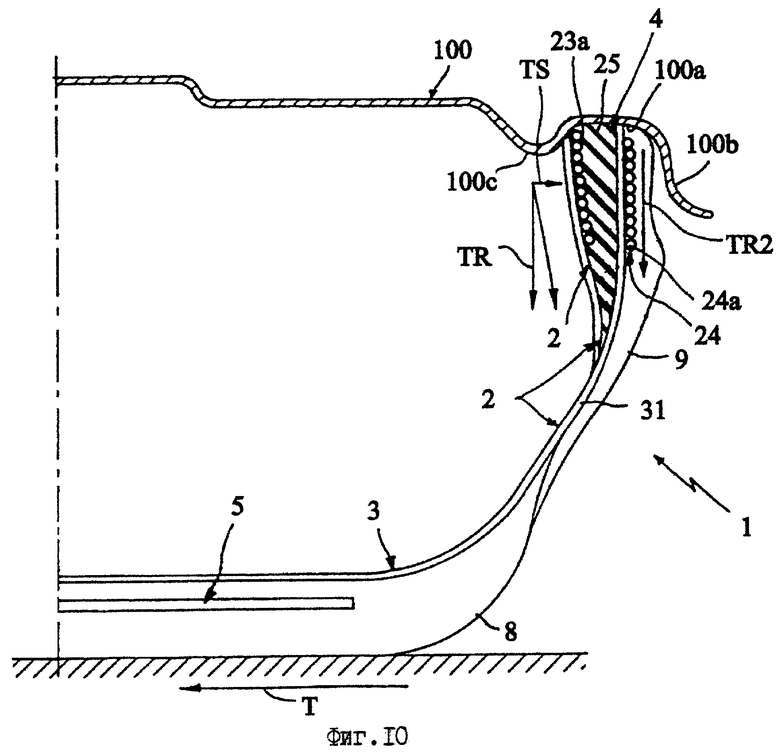
фиг.10 представляет собой поперечное полусечение, показывающее шину, выполненную в соответствии с настоящим изобретением и смонтированную на соответствующем ободе, которая находится в условиях вращения с пробуксовкой и в частично спущенном состоянии.
Как показано на чертежах, шина для колес транспортных средств, имеющая каркасную структуру 2, изготовленную по способу в соответствии с настоящим изобретением, в общем, обозначена позицией 1.
Каркасная структура 2 имеет, по меньшей мере, один первый слой 3 каркаса, по существу, имеющий тороидальную конфигурацию и сцепленный своими противоположными окружными кромками с парой не способных растягиваться кольцевых структур 4, каждая из которых, когда шина будет готова, располагается в зоне, обычно обозначаемой наименованием "борт".
На каркасную структуру 2 накладывается по окружности с наружной стороны поясная структура 5, содержащая одну или более поясную ленту 6а, 6б и 7. По окружности поясная структура 5 перекрывается протекторной лентой 8, в которой во время выполнения операций формования, осуществляемого одновременно с вулканизацией шины, образуются продольные и поперечные желобки 8а, расположенные таким образом, чтобы составить желательный "рисунок протектора".
Кроме того, шина содержит также пару так называемых "боковин" 9, накладываемых сбоку на каркасную структуру 2 с противоположных ее сторон.
Каркасная структура 2 может быть в любом случае покрыта с внутренних своих сторон так называемой "воздухоудерживающей оболочкой" 10, по существу, представляющей собой слой воздухонепроницаемого эластомерного материала, предназначенного для того, чтобы обеспечить непроницаемое уплотнение собственно шины, когда она находится в накачанном состоянии.
Сборка перечисленных выше составных элементов, а также изготовление одного или нескольких из них производятся с помощью тороидальной опоры 11, схематически показанной на фиг.7 и имеющей форму, соответствующую той конфигурации, которую нужно обеспечить для внутренних стенок изготавливаемой шины.
Тороидальная опора 11 может иметь уменьшенные размеры по сравнению с размерами готовой шины, причем в соответствии с линейными измерениями предпочтительно было бы, чтобы уменьшение размеров составляло порядка от 2 до 5% при определении их всего лишь для контроля по окружной протяженности упомянутой опоры в ее экваториальной плоскости Х-Х, совпадающей с экваториальной плоскостью собственно шины.
Тороидальная опора 11, которая подробно не описывается и не иллюстрируется, потому что она не имеет существенного значения для целей настоящего изобретения, может быть выполнена, например, в виде складывающегося барабана или же надувной камеры, соответствующим образом усиленной для того, чтобы она могла принимать и сохранять желательную для нее тороидальную конфигурацию, когда находится в накачанном состоянии.
После приведенных выше общих положений следует отметить, что изготовление шины 1 прежде всего подразумевает образование каркасной структуры 2, построение которой начинается с возможного формирования воздухоудерживающей оболочки 10.
Эту воздухоудерживающую оболочку 10 можно с обеспечением определенных преимуществ получить посредством наматывания по окружности вокруг тороидальной опоры 11, по меньшей мере, одной лентообразной узкой полосы 12 воздухонепроницаемого эластомерного материала, производимой экструдером и/или каландром, расположенным вблизи от указанной тороидальной опоры. Как можно заключить из фиг.1, наматывание лентообразной узкой полосы 12 производится, по существу, располагаемыми по окружности витками, накладываемыми последовательно один за другим и вплотную друг к другу таким образом, чтобы следовать при этом профилю поперечного сечения наружной поверхности тороидальной опоры 11.
В целях описания настоящего изобретения под таким профилем поперечного сечения понимается конфигурация, представленная в виде поперечного полусечения тороидальной опоры 11, построенного в плоскости, проведенной в радиальном направлении относительно ее собственной геометрической оси вращения, не показанной на прилагаемых чертежах, но совпадающей с геометрической осью вращения шины и, следовательно, изготавливаемой каркасной структуры 2.
В соответствии с настоящим изобретением слой 3 каркаса формируется непосредственно на тороидальной опоре 11 посредством осуществляемой так, как поясняется ниже, укладки множества лентообразных профильных элементов 13, 14, образуемых, по меньшей мере, из одного сплошного лентообразного профиля 2а, предпочтительно имеющего ширину в пределах от 3 до 15 мм.
Как видно из фиг.2, изготовление сплошного лентообразного профиля 2а, по существу, предусматривает, чтобы один или более нитевидных элементов 15, а предпочтительно от трех до десяти нитевидных элементов 15, подаваемых с соответствующих катушек 15а, направлялись через первый экструдер 16, входящий в состав первого экструзионного аппарата 17, подающего сырой эластомерный материал через собственно экструдер.
Следует отметить, что для целей настоящего описания изобретения под "экструдером" понимается та часть экструзионного аппарата, которая в данной области техники обозначается также термином "экструзионная головка" и снабжается так называемой "фильерой", сквозь которую проходит вырабатываемое изделие, приобретая соответствующую форму на выходе из выпускного отверстия, размеры которого выбираются таким образом, чтобы обеспечить заданные геометрические и размерные характеристики указанного изделия.
Эластомерный материал и нитевидные элементы 15 плотно соединяются между собой внутри экструдера 16, в результате чего на выходе из экструдера образуется сплошной лентообразный профиль 2а, состоящий, по меньшей мере, из одного слоя эластомерного материала 18, в толще которого вформованы указанные нитевидные элементы.
В зависимости от требований прохождение нитевидных элементов 15 через экструдер 16 может направляться таким образом, чтобы они при этом не вформовывались в толщу слоя эластомерного материала 18, а находились бы на одной или же на обеих его поверхностях.
Нитевидные элементы 15 могут быть каждый изготовлены, например, либо из текстильного корда предпочтительно диаметром в пределах между 0,6 и 1,2 мм, либо из металлического корда предпочтительно диаметром в пределах между 0,3 и 2,1 мм.
С обеспечением соответствующих преимуществ, если потребуется, то нитевидные элементы 15 могут быть расположены в сплошном лентообразном профиле 2а таким образом, чтобы они придавали получаемому из этого профиля слою 3 каркаса непредвиденные качества в отношении компактности и однородности. С этой целью нитевидные элементы могут быть расположены, например, таким образом, чтобы по толщине приходилось более чем шесть нитевидных элементов на сантиметр при замере в окружном направлении на слое 3 каркаса вблизи от экваториальной плоскости Х-Х шины 1. Во всяком случае, предпочтительно было бы обеспечить, чтобы нитевидные элементы 15 располагались в лентообразном профиле 2а на таком расстоянии друг от друга, при котором промежуток между их центрами не менее чем в 1,5 раза превышает диаметр самих нитевидных элементов с тем, чтобы обеспечить достаточное обрезинивание в промежуткам между соседними нитями.
Сплошной лентообразный профиль 2а, выходящий из экструдера 15, может с обеспечением при этом определенных преимуществ направляться в любом случае через первое накопительно-компенсационное устройство 17а в укладывающее устройство, особенности конструкции и эксплуатация которого раскрываются более подробно в описании, содержащемся в материалах заявки № 978307312 на Европейский патент, поданной от имени того же самого заявителя, содержание которого считается включенным в настоящее описание рассматриваемого изобретения.
Это укладывающее устройство пригодно для использования его при последовательной резке сплошного лентообразного профиля 2а с целью получения из него лентообразных профильных секций 13, 14, имеющих предварительно задаваемую длину.
Отрезание каждого лентообразного профильного элемента 13, 14 немедленно сопровождается наложением этого же самого профильного элемента на тороидальную опору 11 с приданием при этом лентообразному профильному элементу U-образной конфигурации по профилю поперечного сечения указанной тороидальной опоры таким образом, чтобы в результате на лентообразной секции 13, 14 можно было различить две боковые части 19, 20, которые простираются радиально по направлению к оси тороидальной опоры 11 и находятся в положениях на расстоянии одна от другой в осевом направлении, а также коронную часть 21, 22, занимающую наружное в радиальном направлении положение между упомянутыми боковыми частями.
Благодаря такому свойству как липкость, которым обладает сырой эластомерный материал, образующий слой 18, покрывающий нитевидные элементы 15, обеспечивает устойчивое прилипание лентообразной профильной секции 13, 14 к поверхностям тороидальной опоры 11 даже при отсутствии воздухоудерживающей оболочки 10 на указанной тороидальной опоре. Более конкретно, вышеописываемое прилипание происходит, как только лентообразная секция 13, 14 приходит в контакт с тороидальной опорой 11 в пределах наружной в радиальном направлении зоны профиля ее поперечного сечения.
Дополнительно к вышеописываемому использованию естественного свойства липкости эластомерного материала или же вместо такого использования этого свойства удерживание одного или нескольких лентообразных секций 13, 14 на тороидальной опоре 11 может осуществляться за счет обеспечения присасывающего действия, создаваемого с помощью одного или нескольких соответствующих отверстий, выполняемых в упомянутой тороидальной опоре.
Тороидальная опора 11 может поворачиваться на определенный угол благодаря приведению ее в ступенчатое вращательное движение, осуществляемое синхронно с действием указанного укладывающего устройства таким образом, чтобы за выполнением каждой очередной операции резки, при которой происходит отрезание соответствующей лентообразной профильной секции 13, 14, следовало наложение этого же самого профильного элемента на тороидальную опору в таком положении, которое отстоит соответственно от положения, занятого предыдущей секцией 13, 14, уложенной перед этим.
Более конкретно, проворачивание тороидального барабана 11 производится в соответствии с окружным шагом, которому соответствует перемещение в окружном направлении, равное кратной величине по отношению к ширине каждой лентообразной секции 13, 14, а более точно в два раза превышающее упомянутую ширину.
Следует отметить, что в целях настоящего описания термин "окружной", когда нет каких-либо иных утверждений, понимается как относящийся к окружности, лежащей в экваториальной плоскости Х-Х вблизи от наружной поверхности тороидальной опоры II. В соответствии с настоящим изобретением вышеописанная последовательность операций выполняется таким образом, чтобы за один полный оборот тороидальной опоры вокруг своей собственной оси была произведена укладка первого ряда лентообразных профильных секций 13, 14 с распределением их по окружности в соответствии с окружным шагом, величина которого в два раза превышает ширину каждой из них. Таким образом, как это наглядно показано на фиг.4, остается пустой промежуток S между одной и другой профильными секциями, принадлежащими первому ряду, причем указанный пустой промежуток, по меньшей мере, в пределах коронных частей 21 упомянутых профильных секций имеет такую же ширину, как и сами профильные элементы.
Изготовление каркасной структуры 2 затем предусматривает осуществление стадии наложения упомянутых, не способных растягиваться кольцевых усилительных структур 4 или же, по меньшей мере, первичных частей 4а этих структур вблизи от внутренних окружных кромок слоя 3 изготавливаемого каркаса с целью получить при этом зоны каркаса, известные как "борта", которые, в частности, предназначаются для закрепления шины при монтаже ее на соответствующем ободе.
Каждая из упомянутых кольцевых усилительных структур 4 содержит первую, не способную растягиваться в окружном направлении кольцевую вставку 23, имеющую, по существу, форму обода, концентричного с геометрической осью вращения тороидальной опоры 11 и располагаемого с внутренней в окружном направлении стороны вплотную к концевым отворотам 19а, предусмотренным на лентообразных профильных секциях 13, принадлежащих первому ряду.
Первая кольцевая вставка 23 выполняется, по меньшей мере, из одного вытянутого металлического элемента, наматываемого в несколько, по существу, концентричных витков 23а. Эти витки 23а могут быть образованы либо в виде сплошной спирали, либо в виде концентричных колец, выполненных из соответствующих вытянутых элементов.
С первой кольцевой вставкой 23 комбинируется не способная растягиваться в окружном направлении кольцевая вставка 24, выполненная, по существу, в виде соответствующего кольцевого обода, располагаемого рядом с первой кольцевой вставкой 23 на соответствующем расстояния от нее.
Вторая кольцевая вставка 24 также выполняется, по меньшей мере, из одного вытянутого металлического элемента, наматываемого в несколько, по существу, концентричных витков 24а, которые могут быть образованы в виде сплошной спирали, либо в виде концентричных колец, выполненных из соответствующих вытянутых элементов.
Предпочтительно, чтобы вторая кольцевая вставка 24 имела протяженность в радиальном направлении, определяемую разностью между минимальным внутренним радиусом и максимальным наружным радиусом самой кольцевой вставки, которая была бы больше, чем протяженность в радиальном направлении, какую имеет первая кольцевая вставка 23.
Между первой и второй кольцевыми вставками 23, 24 вставляется, по меньшей мере, одно заполняющее тело 25, выполненное из эластомерного материала предпочтительно термопластичного типа, имеющего твердость по Шору, шкала D, в пределах между 48 и 55°, замеренную при температуре в 23°С.
Как поясняется в нижеследующем, во время эксплуатации шины вышеописываемые кольцевые структуры 4 совместно с составными элементами слоя 3 каркаса обеспечивают эффективное противодействие стремлению бортов к проворачиванию относительно своих опорных точек на ободе под воздействием тяговых усилий, направленных параллельно оси вращения шины 1 и стремящихся вызвать проскальзывание бортов. Такое стремление к проворачиванию проявляется с особой очевидностью, когда шине приходится работать в частично или же полностью спущенном состоянии.
После приведенного здесь выше изложения следует отметить, что процесс изготовления каждой кольцевой структуры 4 может, например, в предпочтительном варианте предусматривать, чтобы первая, не способная растягиваться кольцевая вставка 23 была сформирована внутри формовочной полости 26, имеющейся в пресс-форме 26а, 26б, посредством укладки, по меньшей мере, одного вытянутого элемента концентричными витками 23а, располагающимися вплотную друг к другу по окружностям постепенно возрастающего диаметра, проходящим вокруг геометрической оси навивки этих витков, которая соответствует геометрической оси вращения готовой шины.
Эту операцию можно с обеспечением при этом определенных преимуществ осуществлять посредством навивки вытянутого элемента с укладкой его в спиральное формообразующее гнездо, предусмотренное в первой боковой стенке 26а пресс-формы 26а, 26б, которая с этой целью может быть приведена во вращение вокруг своей собственной геометрической оси.
Перед укладкой вытянутого элемента можно с обеспечением при этом определенных преимуществ провести операцию обрезинивания, во время которой указанный вытянутый элемент, предпочтительно выполненный из металлического материала, покрывается, по меньшей мере, в один слой сырым эластомерным материалом, что помимо обеспечения отличного сцепления резины с металлом на указанном вытянутом элементе способствует также прилипанию этого элемента, обеспечивая устойчивое его расположение в упомянутом спиральном гнезде.
Кроме того, может предусматриваться также, чтобы, по меньшей мере, первая боковая стенка 26а изготавливалась с обеспечением при этом определенных преимуществ из магнитного материала или же из такого материала, который приобретает магнитные свойства при намагничивании его с помощью электромагнита, благодаря чему соответственно обеспечивалось бы притягивание и удерживание вытянутого элемента, в результате чего сохранялось бы устойчивое расположение уложенных витков 23а во время их формирования.
Затем внутри формовочной полости 26 формуется заполняющее тело 25. Формование упомянутого тела может быть достаточно удобно осуществлено посредством заполнения пространства между первой боковой стенкой 26а, несущей на себе первую кольцевую вставку 23, и второй боковой стенкой 26б, по меньшей мере, одним кольцевым элементом, выполненным из сырого эластомерного материала и имеющим предварительно задаваемый объем. Этот кольцевой элемент может иметь любую удобную конфигурацию в своем поперечном сечении, но при том условии, что его объем соответствует внутреннему объему формовочной полости 26, когда боковые стенки 26а, 26б сдвинуты вплотную одна относительно другой в замкнутом состоянии пресс-формы.
Как только этот кольцевой элемент будет соответственно расположен между боковыми стенками 26а, 26б, осуществляется закрывание формовочной полости 26 посредством взаимного смыкания упомянутых боковых стенок ее друг с другом. В этих условиях происходит некоторое уменьшение объема формовочной полости 26, в результате чего рассматриваемый кольцевой элемент, выполненный из сырого эластомерного материала, обжимается и подвергается деформации до тех пор, пока не произойдет окончательно заполнение всей указанной формовочной полости, благодаря чему и происходит формование заполняющего тела 25, которое сохраняет при этом надежное соединение с первой кольцевой вставкой 23.
В качестве альтернативного технического решения по отношению к вышеописываемому его варианту можно предложить осуществлять формование заполняющего тела 25, например, уже после взаимного смыкания боковых стенок 26а, 26б друг с другом, заполняя формовочную полость 26 эластомерным материалом, вводимым туда посредством накачивания или же каким-либо иным принятым для этой цели способом, который может быть удобен для специалиста в данной области техники.
Выполнив рабочие операции согласно приведенному здесь выше описанию, получают соответствующие первичные части 4а кольцевых усилительных структур 4, изготовление которых может с обеспечением при этом определенных преимуществ осуществляться вблизи от тороидальной опоры 11 таким образом, чтобы упомянутые первичные части возможно с помощью каких-либо манипулирующих устройств могли быть взяты непосредственно из пресс-формы 26а, 26б и сразу же установлены по бокам на свои места в аксиально противоположных положениях относительно экваториальной плоскости тороидальной опоры, причем каждая из этих частей устанавливалась бы своей первой кольцевой вставкой 23 на предварительно уложенные концевые отвороты 19а профильных элементов 13, принадлежащих первому ряду.
В качестве альтернативного технического решения по отношению к вышеописываемому его варианту можно предложить осуществлять изготовление этих первичных частей 4а посредством формования отдельно сначала заполняющего тела 25 без первой кольцевой вставки 23 с последующим соединением заполняющего тела с первой кольцевой вставкой, предварительно наложенной на концевые отвороты 19а лентообразных секций 13, уложенных на тороидальной опоре 11.
Более конкретно, в предпочтительном варианте осуществления настоящего изобретения первую кольцевую вставку 23 целесообразно было бы изготавливать непосредственно на концевых отворотах 19а лентообразных профильных секций 13, при этом витки 23а следует формировать посредством навивки нитевидного элемента возможно с помощью роликов или же каких-либо иных пригодных для использования с этой целью средств, воздействующих на поверхность тороидальной опоры 11.
Такое свойство как липкость, которым обладает эластомерный материал, образующий слой 18, покрывающий лентообразные профильные секции 19, принадлежащие первому ряду, а также возможную воздухоудерживающую оболочку 10, ранее уложенные на указанный барабан, обеспечивает устойчивое расположение на них отдельных витков 23а при их формировании.
После этого можно, в свою очередь, сформировать заполняющее тело 25 непосредственно на первой кольцевой вставке 23, наложив, например, на упомянутый барабан 11 эластомерный материал, выходящий сплошной лентой из экструдера, расположенного вблизи от этого барабана. Эта сплошная лента может иметь определенную конфигурацию, соответствующую в своем поперечном сечении конфигурации заполняющего тела 25, уже при выходе ее из соответствующего экструдера. В альтернативном варианте эта сплошная лента должна будет иметь уменьшенное поперечное сечение по сравнению с поперечным сечением заполняющего тела, и последнее получено будет при этом путем наложения ленты в несколько витков, укладываемых вплотную друг к другу и/или с перекрытием одного витка относительно следующего за ним витка, в результате чего и образуется заполняющее тело 25 в окончательной своей конфигурации.
После наложения первичных частей 4а кольцевых усилительных структур 4 формирование слоя 3 каркаса завершается укладкой второго ряда лентообразных профильных элементов 14, получаемых посредством резки сплошного лентообразного профиля 2а под соответствующий размер, и полученные при этом профильные элементы 14 накладываются на тороидальный барабан 11 совершенно таким же образом, как описывалось выше применительно к лентообразным секциям 13, принадлежащим первому ряду.
Как это наглядно показано на фиг.8, каждая секция 14, принадлежащая второму ряду, укладывается с получением при этом U-образной конфигурации по профилю поперечного сечения тороидальной опоры 11 между двумя следующими одна за другой секциями 13, принадлежащими первому ряду. Более конкретно, каждая секция 14, принадлежащая второму ряду, имеет соответствующую коронную часть 22, занимающую в окружном направлении промежуточное положение между коронными частями 21 секций 13, принадлежащих первому ряду, обеспечивая тем самым заполнение пустого промежутка S, существующего между ними, а также пару боковых частей 20, снабженных концевыми отворотами 20а указанной профильной секции, которые при его укладке занимают определенное положение поверх соответствующей первичной части 4а кольцевой усилительной структуры 4 в аксиально противоположных положениях относительно кольцевых отворотов 19а секций 13, принадлежащих первому ряду.
Иными словами, первичная часть 4а каждой кольцевой усилительной структуры 4, имеющая профиль своего поперечного сечения, выполненный, по существу, в виде треугольника, вершина которого повернута от оси шины, обращена своей внутренней в осевом направлении стороной к концевым отворотам 19а лентообразных секций 13, принадлежащих первому ряду, а своей наружной в осевом направлении стороной - к концевым отворотам 20а секций 14, принадлежащих второму ряду.
В дополнение к этому, может также предусматриваться, чтобы боковые части 20 каждой секции 14, принадлежащей второму ряду, частично перекрывали боковые части 19 двух следующих одна за другой секций 13, принадлежащих первому ряду, на участке для каждой из них, заключенном между наружной в радиальном направлении кромкой 25а соответствующей первичной части 4а и переходной зоной между самой боковой частью и коронной частью 21.
Перекрываемые зоны лентообразных секций 13, принадлежащих первому ряду, обозначены позицией 13а на фиг.8.
Вследствие взаимной сходимости прилегающих друг к другу боковых частей 19, 20, ориентированных в радиальном направлении относительно геометрической оси тороидальной опоры 11, между собой, перекрытие или закрывание боковых частей 19 секций 13, принадлежащих первому ряду, т.е. ширина перекрываемых зон 13а в окружном направлении постепенно уменьшается, начиная от максимальной величины перекрытия вблизи от наружной в радиальном направлении кромки 25а первичной части 4а каждой кольцевой усилительной структуры 4 и до тех пор, пока не будет достигнута нулевая его величина в переходной зоне между боковыми частями 19, 20 и коронными частями 21, 22.
Если желательно будет вблизи от бортов получить более однородное распределение нитевидных элементов 15, вформованных в секции 13, 14 соответственно первого и второго рядов, то тогда предусматривается проведение операции обжатия, выполняемой в определенной последовательности на сплошном лентообразном профиле 2а в тех зонах по его протяженности в продольном направлении, которые соответствуют концам лентообразных секций 13, 14, получаемых при последующем проведении операций резки. Таким образом, на протяжении каждой лентообразной секции 13, 14 образуются зоны большей ширины, которые располагаются на внутренних окружных кромках сформированного слоя 3 каркаса.
При выполнении операции обжатия происходит уменьшение толщины слоя 18 эластомерного материала и увеличение ширины лентообразного профиля 2а, в результате чего нитевидные элементы 15 отходят дальше друг от друга. После выполнения этой операции концевые отвороты 19а, 20а каждой секции 13, 14 могут становиться шире настолько, что у своих внутренних в окружном направлении концов они имеют ширину, которая в два раза больше их ширины в коронных частях 21, 22, благодаря чему ими полностью закрываются соответствующие внутренняя и наружная стороны первичных частей 4а каждой кольцевой усилительной структуры 4.
После того, как в соответствии с приведенным выше описанием будет произведена укладка лентообразных секций 14, принадлежащих второму ряду, процесс формирования кольцевых структур 4 усиления борта считается завершенным.
С этой целью, как показано на фиг.7, для каждой из усилительных структур 4 предусматривается формирование второй кольцевой вставки 24, выполняемой в форме обода, которую получают, например, посредством навивки второго вытянутого элемента, укладываемого концентричными витками 24а в формообразующее гнездо 27, имеющееся в пресс-форме 28, совершенно таким же образом, как изложено здесь выше в отношении формирования первой, не способной растягиваться в окружном направлении вставки.
Вторая вставка 24, следовательно, представляет собой дополнительную часть усилительной структуры 4, которая накладывается на концевые отвороты 20а лентообразных секций 14, принадлежащих второму ряду, посредством, к примеру, подвода пресс-формы 28 к тороидальной опоре 11.
В альтернативном варианте второй вытянутый элемент можно навивать непосредственно на слое 3 каркаса, предварительно сформированном на тороидальной опоре 11, что осуществляется с целью формирования второй кольцевой вставки 24 непосредственно в контакте с самим слоем каркаса.
После выполнения этой операции каждый из концевых отворотов 20а секций 14, принадлежащих второму ряду, остается с обеспечением при этом определенных преимуществ заключенной между первичной частью 4а и дополнительной частью 24 соответствующей кольцевой усилительной структуры 4.
В соответствии с возможным вариантом осуществления настоящего изобретения вторая, не способная растягиваться в окружном направлении вставка 24 может быть непосредственно соединена с заполняющим телом 25 с противоположной его стороны относительно первой, не способной растягиваться в окружном направлении вставки 23. С этой целью вторая вставка 24 может изготавливаться непосредственно на предварительно сформированном заполняющем теле и/или накладываться на изготавливаемую каркасную структуру 2. В альтернативном варианте вторая вставка 24 может формироваться на второй боковой стенке 26б пресс-формы 26а, 26б перед закрыванием последней для формования в ней заполняющего тела 25, благодаря чему обе не способные растягиваться в окружном направлении вставки 23, 24 соединяются с заполняющим телом 25 одновременно с формованием последнего.
При изготовлении шин радиального типа обычно предусматривается наложение поясной структуры 5 на каркасную структуру 2.
Упомянутая поясная структура 5 может быть изготовлена любым способом, какой сочтет удобным специалист в данной области техники, а показанный на чертежах вариант осуществления настоящего изобретения, по существу, содержит первую и вторую поясные ленты 6а, 6б, имеющие корд с соответственно перекрещивающейся ориентацией его нитей. На указанные поясные ленты накладывается вспомогательная поясная лента 7, получаемая, например, посредством наматывания, по меньшей мере, одной сплошной нити корда соответствующими витками, укладываемыми в осевом направлении вплотную друг другу поверх первой и второй поясных лент 6а, 6б.
Затем производится наложение протекторной ленты 8 и боковин 9, которые также могут быть получены любым способом, какой сочтет удобным специалист в данной области техники, на поясную структуру 5.
Примеры поясной структуры, боковин и протекторной ленты, рекомендуемых к применению на завершающем этапе изготовления шины 1 на тороидальной опоре 11 и обеспечивающих при этом получение определенных преимуществ, описываются в материалах заявки № 978306322 на Европейский патент, поданной от имени того же самого заявителя.
Шина 1, изготовленная рассмотренным выше способом, готова теперь к тому, чтобы после снятия ее с опоры 11 пройти стадию вулканизации, которая может быть проведена любым известным в данной области обычным способом.
Настоящее изобретение обеспечивает получение важных преимуществ.
Фактически рассматриваемая каркасная структура может быть подучена непосредственно на тороидальной опоре, на которой можно с обеспечением при этом определенных преимуществ сформировать также всю шину в целом. Таким образом, при этом устраняются все проблемы, связанные с изготовлением, хранением и организацией производства полуфабрикатных изделий и характерные для производственных процессов, организованных в соответствии с традиционной концепцией.
По сравнению со способом, раскрываемым в описании изобретения к патенту США № 5362343, время, затрачиваемое на изготовление каждого слоя каркаса, может быть в значительной мере сокращено благодаря одновременной укладке стольких нитевидных элементов, сколько их содержится в каждой лентообразной секции 13, 14 или же в сплошном лентообразном профиле 2а, из которого получаются секции 13, 14. Кроме того, использование лентообразных секций 13, 14 позволяет также покончить с необходимостью предварительной укладки воздухоудерживающей оболочки 10 на тороидальной опоре 11. Слой 18 эластомерного материала, используемый при формовании сплошного лентообразного профиля 2а, фактически сам по себе обладает соответствующими свойствами, обеспечивающими эффективное прилипание его к тороидальной опоре 11, благодаря чему обеспечивается устойчивое расположение на ней отдельных секций 13, 14.
Точность расположения лентообразных секций 13, 14 и нитевидных элементов, в них вформованных, повышается еще дополнительно благодаря тому, что каждая лентообразная секция обладает такой имеющей важное значение структурной консистенцией, которая обеспечивает невосприимчивость её к вибрациям или же аналогичным колебательным воздействиям, которые могут быть переданы от укладывающего устройства. В связи с этим следует отметить, что укладка отдельных элементов корда согласно изложенному в описании изобретения к патенту США № 5362343 может быть до некоторой степени проблематичной именно благодаря вибрациям и/или колебаниям, которым подвергаются упомянутые элементы корда во время осуществления стадии их укладки.
Более того, одновременная укладка множества нитевидных элементов в соответствии с настоящим изобретением обеспечивает возможность снизить интенсивность работы укладывающего устройства по сравнению с той интенсивностью, которую требуется обеспечить при укладке отдельных нитей корда, что представляет собой дополнительное преимущество с точки зрения обеспечения точности выполняемой работы без какого-либо ущерба, с другой стороны, для получаемой при этом производительности.
Кроме того, укладка лентообразных секций с непосредственным получением при этом соответствующих коронных зон на применяемой тороидальной опоре, профиль поперечного сечения которой идентичен тому профилю, какой нужно получать для готовой шины, позволяет получить такие значения толщины, которых невозможно было бы добиться, применяя известные в данной области способы, предусматривающие укладку слоя каркаса в виде цилиндрического рукава с последующим приданием ему тороидальной формы, что сопровождается уменьшением толщины тех элементов корда, которые расположены в коронной зоне слоя каркаса в готовой шине.
В дополнение к вышеизложенному следует также отметить, что каждая лентообразная секция может быть устойчиво закреплена на тороидальной опоре под воздействием разрежения (вакуумного эффекта), создаваемого при помощи возможного применения отсасывающих каналов, причем такое устойчивое закрепление их посредством создания разрежения невозможно было бы обеспечить, применяя известные технологические процессы, основанные на укладке отдельных нитей корда.
Если потребуется, то боковые части лентообразных профильных элементов могли бы располагаться с обеспечением соответствующего увеличенного наклона относительно направления, радиального по отношению к оси тороидальной опоры, что позволило бы обеспечить эффективное содействие расширению, которому подвергается шина при растягивании ее во время прохождения ею стадии вулканизации. Фактически при наличии таких условий боковые части 19, 20 стремятся занять такое положение, в котором они будут ориентированы в плоскости, радиальной по отношению к шине, под воздействием расширения, которому при этом подвергается собственно шина.
Конструктивная и структурная концепция рассматриваемой шины, в частности что касается ее каркасной структуры 2, обеспечивает получение важных улучшений с точки зрения структурной прочности, в первую очередь, вблизи от боковин и бортов, где обычно и требуется обеспечить повышенную структурную прочность, а также с точки зрения эксплуатационной характеристики, в особенности в связи с воздействием осевых усилий скольжения, которые возникают, когда шины движутся на поворотах дороги, одновременно позволяя реализовать все преимущества, обычно связываемые с применением однослойной каркасной структуры.
В частности конструктивные особенности не способных растягиваться кольцевых структур 4 и модальности, в соответствии с которыми они объединяются в единое целое в слое каркаса, таковы, что способствуют дальнейшему повышению структурной прочности шины 1 в зонах бортов и боковин.
Фактически наличие не способных растягиваться в окружном направлении кольцевых вставок 23, тесно связанных со слоем 3 каркаса, обеспечивает отличную “связь” с нитевидными элементами 15, принадлежащими одному и другому рядам лентообразных секций 13, 14. Таким образом, каркасная структура 2 усиливается в еще большей степени в зонах, соответствующих бортам шины, не требуя применения с этой целью каких-либо дополнительных лентообразных вставок, обычно называемых “прокладками борта”, которые наматываются в виде витка вокруг не способных растягиваться кольцевых структур 4 и к которым, наоборот, прибегают в решениях, известных из существующего уровня в данной области техники.
При сопоставлении между собой фиг.9 и 10 легко можно заметить, какое улучшение обеспечивается вышеописанными конструктивными средствами в отношении эксплуатационной характеристики шины при воздействии на нее осевых усилий, возникающих в результате бокового скольжения шины при движении, например, на поворотах и направленных аксиально по отношению к шине. Ради ясности поперечное сечение шин, показанных на фиг.9 и 10, преднамеренно оставлено незаштрихованным. Кроме того, следует также отметить, что для лучшего пояснения явлений, происходящих под воздействием осевых усилий, возникающих при боковом скольжении шины, изображения на фиг.9 и 10 построены применительно к шинам, находящимся в условиях, характерных для их частично спущенного состояния.
Более конкретно, на фиг.9 показана шина 101 традиционного типа, смонтированная на соответствующем ободе 100, который под каждый борт шины имеет поверхность 100а посадки борта шины на ободе колеса, ограничиваемую в осевом направлении бортом 100б обода колеса, определяющим собой наружную боковую кромку обода, и предохранительным выступом 100в. Различные составные элементы шины 101 обозначены позициями, номера которых получены прибавлением числа 100 к номерам соответствующих позиций, ранее присвоенных аналогичным деталям шины 1, выполненной в соответствии с настоящим изобретением.
В шине 101, изготовленной в соответствии с техническим решением, известным из существующего уровня в данной области техники, слой или слои ее каркаса стремятся изогнуться в зоне боковин шины под воздействием осевого усилия Т, возникающего в результате бокового скольжения шины при движении на повороте под влиянием трения протекторной ленты 108 о поверхность дороги и направленного параллельно по отношению к оси вращения шины.
Данное осевое усилие Т, возникающее в результате бокового скольжения шины, передаваясь по слою или слоям 103 каркасной структуры 102 вверх на не способные растягиваться кольцевые структуры 104, приводит к появлению радиальной составляющей Тr и осевой составляющей Ts. Радиальной составляющей Тr противодействует кольцевая структура 104, обладающая способностью не растягиваться в окружном направлении и опирающаяся в пределах всего своего окружного объема на соответствующую поверхность 100а посадки борта шины на ободе колеса, предусмотренную на ободе 100. Осевая составляющая Ts, ориентированная по направлению к экваториальной плоскости шины, стремится оторвать борт шины от борта 100б обода 100 колеса, и ей обычно противодействует предохранительный выступ 100в. Однако радиальные размеры этого предохранительного выступа довольно ограничены, и поэтому легко может случиться так, что при превышении осевой составляющей Ts определенных значений борт шины сойдет с предназначенной для него поверхности 100а посадки борта шины на ободе колеса, что мгновенно приводит к полному опусканию шины 100 и сопутствующей потере ею своих функциональных свойств. Возникновению этого явления способствует также и тот факт, что борт шины, структура которого выполнена в соответствии с техническим решением, известным из существующего уровня в данной области техники, под воздействием осевого усилия Т, возникающего в результате бокового скольжения шины, стремится “перекатиться” по предохранительному выступу 100в.
Опасность того, что может случиться вышеописанное явление “разбортовки”, особенно велика в тех случаях, когда шине приходится работать в условиях, характерных для частично спущенного ее состояния, и каркасная структура 102 испытывает при этом большие деформации, возникающие под воздействием осевых усилий, создаваемых при боковом скольжении шины.
В соответствии с фиг.10, на которой представлена шина с каркасной структурой согласно изобретению, кольцевые структуры 4 расположены между концевыми отворотами секций, относящихся к первому и второму рядам соответственно, предотвращают борта шины от вращения под действием осевого усилия Т вокруг их опорных точек на соответствующих предохранительных выступах 100в обода 100.
Более детально следует отметить, что наличие не способных растягиваться в окружном направлении кольцевых вставок 23, 24, расположенных непосредственно вплотную с соответствующими концевыми отворотами, находящимися на расстоянии от заполняющего тела 25, эффективно предотвращает стремление бортов изгибаться и вращаться под действием осевого усилия. Изучив фиг.10, можно увидеть, что осевое усилие стремиться изогнуть не способные растягиваться в окружном направлении кольцевые структуры в направлении к экваториальной плоскости шины 1. В связи с этим вторая кольцевая вставка 24 стремится быть радиально сжатой, что вызывает прижатие изгиба в направлении оси шины. Однако круговые, не способные растягиваться витки 23а, 24а, образующие вставки 23, 24, как и внутренний узел упомянутых кольцевых вставок с лентообразными элементами 13, 14 с соответствующими нитевидными элементами 15, направленных перпендикулярно лентообразным элементам, формирующих витки не способных растягиваться вставок 23, 24, почти полностью подавляют деформацию изгиба не способных растягиваться круговых структур 4. Сила осевого усилия Т почти равномерно распределяется между элементами 13, 14, относящимся к первому и второму рядам соответственно, и распространяется вдоль упомянутых элементов в соответствующих первом и втором не способных растягиваться круговых элементах 23, 24, расположенных в структуре 4.
В этой же ситуации часть усилия Т, возникающего в результате бокового скольжения шины, передаваясь по профильным элементам первого ряда до зоны, находящейся вблизи от первой кольцевой вставки 23, приводит к появлению радиальной составляющей Tr1, стремящейся оторвать борт шины от поверхности 100а посадки борта шины на ободе колеса, и ей противодействует кольцевая структура 4, обладающая способностью не растягиваться в окружном направлении, а также к появлению осевой составляющей Ts1, стремящейся прижать борт шины к окружному борту 100б обода колеса, благодаря чему обеспечивается сохранение устойчивого расположения упомянутого борта шины.
Другая часть усилия Т, возникающего в результате бокового скольжения шины, передаваясь по профильным элементам второго ряда, приводит к появлению также радиальной составляющей Тr2, которой противодействует вторая кольцевая вставка 24, обладающая способностью не растягиваться в окружном направлении, и еще одной осевой составляющей, стремящейся прижать борт шины к борту 100б обода колеса, но которая имеет практически нулевую величину в том случае, когда, как это имеет место в ситуации, показанной на данном чертеже, внутренняя окружная кромка второго слоя каркаса занимает положение, ориентированное перпендикулярно относительно оси шины 1.
Правильное расположение борта шины во всяком случае обеспечивается благодаря наличию вышеуказанной осевой составляющей Ts1.
Таким образом, шина, имеющая борта, изготовленные в соответствии с настоящим изобретением, способна выдержать так называемое “испытание при движении по J-образной кривой” без разбортовки при внутреннем давлении в шине, равном 0,5 бара, в то время как шины, известные из существующего уровня в данной области техники, считаются годными к эксплуатации даже в том случае, если оказываются неспособными противостоять разбортовке при давлениях ниже, чем 0,8-1,0 бар.
Кроме того, следует также отметить, что кольцевые вставки 23 и 24 обеспечивают дополнительную структурную защиту шины в зонах ее бортов.
Повышение структурной прочности в пределах зон расположения боковин было с обеспечением при этом определенных преимуществ получено без сопутствующего чрезмерного увеличения жесткости в пределах коронной зоны каркасной структуры, где профильные элементы одинарного слоя 3 расположены в окружном направлении вплотную друг к другу при отсутствии какого-либо взаимного наложения их друг на друга. Эта особенность обеспечивает получение особых преимуществ применительно к обладающим высокими эксплуатационными характеристиками низко профильным шинам, для которых в значительной мере критическую роль играет структурная прочность боковин, а также в связи с высокими значениями крутящего момента, который данная шина должна быть способна передавать.
Сущность способа заключается в формировании слоя каркаса посредством укладки на тороидальную опору первого и второго рядов лентообразных секций, нарезанных под размер из сплошного лентообразного профиля. Причем каждая из них содержит продольные нитевидные элементы, положенные в слое эластомерного материала. Секции первого ряда располагаются последовательно одна за другой на некотором расстоянии в окружном направлении друг относительно друга, образуя при этом боковые части, на концевые отвороты которых накладываются первичные части соответствующих бортоусилительных структур. Секции второго ряда располагаются каждая в соответствующем промежутке, образованном между двумя соседними секциями первого ряда. Причем соответствующие концевые отвороты перекрывают собой первичные части кольцевых структур. Предусматривается также наложение дополнительных частей кольцевых структур на концевые отвороты секций, принадлежащих второму ряду. 2 с. и 31 з.п. ф-лы, 10 ил.
| US 5453140 А, 26.09.1995 | |||
| US 3072171 А, 08.01.1963 | |||
| US 3240250 А, 15.03.1966 | |||
| US 5660556 А, 26.08.1997 | |||
| Пневматическая шина из полимерных эластомеров | 1985 |
|
SU1438603A3 |

