Настоящее изобретение относится к шине для транспортного средства, включающей: конструкцию каркаса, имеющую, по меньшей мере, один слой каркаса, выполненный, по меньшей мере, из одного нитеобразного элемента, расположенного вдоль траектории наложения, причем каждый из них выступает, в основном, в U-образном профиле в поперечной секции шины, и пару нерастяжимых по окружности кольцеобразных конструкций, причем каждая из них прикреплена близко к соответствующей окружной внутренней кромке слоя каркаса; конструкцию ленты, приложенную к конструкции каркаса в его окружной внешней позиции; тесьму протектора, приложенную к конструкции ленты в ее окружной внешней позиции; по меньшей мере, одну пару боковых стенок, приложенных к конструкции каркаса в боковых противоположных позициях.
Изготовление шин для колес транспортного средства включает выполнение конструкции каркаса, в основном состоящей из одного или более слоев каркаса, в основном имеющих тороидальную форму, и аксиально расположенных противоположных боковых кромок, с которыми скреплены соответствующие окружные нерастяжимые кольцеобразные усиливающие элементы, называемые "бортовыми дорнами".
По окружности внешней стороны каркаса расположена конструкция ленты, включающая одну или более полос ленты в виде замкнутого кольца, в основном состоящего из текстильных или металлических кордов, ориентированных соответствующим образом относительно друг друга и относительно кордов, принадлежащих лежащим ниже слоям каркаса.
Тесьма протектора, в настоящее время состоящая из полосы эластомерного материала соответствующей толщины, прикреплена к конструкции ленты по ее окружности с внешней стороны. Необходимо отметить, что в соответствии с целями настоящего изобретения термин "эластомерный материал" означает резиновую смесь в целом, то есть узел, выполненный из базового полимера, соответствующим образом амальгамированного минеральными наполнителями и/или добавками любого другого типа.
Наконец, на противоположной стороне изготовленной шины расположена пара боковых стенок, каждая из которых закрывает боковой участок шины, включенный между так называемой плечевой областью, расположенной близко к соответствующей боковой кромке тесьмы протектора, и так называемый протектор, расположенный на соответствующем бортовом дорне.
В соответствии с традиционными способами изготовления перечисленные выше компоненты шины сначала изготавливаются отдельно друг от друга для последующей сборки на этапе изготовления шины.
Например, для изготовления слоя или слоев каркаса, которые должны быть связаны с бортовыми дорнами для образования конструкции каркаса, прежде всего требуется производство прорезиненной ткани, включающей продольно расположенные сплошные текстильные или металлические корды, с помощью процесса экструзии и/или каландрования. Эта прорезиненная ткань подвергается операции поперечного раскроя для получения длин заранее определенных размеров, которые, в основном, соединены вместе, составляя основу сплошного лентообразного полуфабриката, имеющего поперечно расположенные параллельные корды.
Затем это изготовленное изделие должно быть нарезано на куски, длина которых соотнесена с окружной протяженностью каркаса, который необходимо выполнить.
Недавно были предложены способы, при которых вместо того, чтобы прибегать к производству полуфабрикатов, конструкцию каркаса выполняют непосредственно на этапе изготовления шины.
Например, в патенте US 5453148, который приведен в настоящем документе как пример наиболее близкого решения из уровня техники, представлены способ и устройство, в соответствии с которыми конструкция каркаса выполнена путем укладывания единичной сплошной нити в соответствии с альтернативными траекториями размещения последовательно бок о бок в окружном направлении на тороидальной опоре, имеющей форму, соответствующую форме внутренней поверхности шины, которую необходимо изготовить.
Более детально, тороидальная опора предварительно покрыта слоем сырого каучука, выполняющего двойную функцию, а именно качественной адгезии с нанесенной нитью, чтобы удерживать ее отдельные нанесенные секции при фиксированном позиционировании, а также образования воздухонепроницаемой внутренней обкладки в готовой шине.
Отдельная нить, вытянутая непосредственно из катушки, захватывается скользящими элементами, ведущими ее к перемещаемому направляющему элементу, работающему на тороидальной опоре. Перемещаемый направляющий элемент перемещается по траектории скольжения, имеющей секцию поступательного перемещения и секцию возвратного перемещения, которые соединены друг с другом для образования бесконечной линии, лежащей в плоскости, радиальной по отношению к тороидальной опоре. Каждая из секций поступательного и возвратного перемещения простирается, в основном, в виде элемента С-образной формы вокруг профиля поперечного сечения тороидальной опоры.
Таким образом, каждый раз, когда направляющий элемент закрывает одну из секций поступательного или возвратного перемещения траектории скольжения, это вызывает нанесение нити на тороидальную опору, создавая таким образом наносимую секцию, которая расположена U-образно вокруг профиля в поперечном сечении самой тороидальной опоры. При мгновенном вмешательстве между формированием одной наносимой секции и формированием последующей наносимой секции тороидальная опора поворачивается на заранее определенный угол, подготавливая устройство к формированию новой наносимой секции, расположенной по окружности бок о бок с ранее нанесенной секцией.
Захватывающие приспособления с использованием вилкообразных элементов осуществляют захват нити в краевой области только что сформированной нанесенной секции для предотвращения протягивания вдоль последней за счет направляющего элемента во время этапа первоначального формирования последующей наносимой секции. Удерживающие приспособления с использованием нажимных элементов благоприятно действуют в области передачи между двумя последовательно наносимыми секциями, заставляя их краевые ободные ленты приклеиваться к боковой поверхности тороидальной опоры.
Шины, получаемые при таком способе производства, имеют конструкцию каркаса, при которой корды, образующие слой или слои каркаса, состоят из единичного нитеобразного элемента, образующего множество последовательных секций, поперечных по отношению к шине, расположенных параллельно бок о бок в направлении по окружности и нанесенных в соответственно противоположных направлениях, чтобы получать чередование.
В пределах объема изготовления конструкции каркаса, как можно видеть на основании патентов ЕР 0684231 и ЕР 0884232, наносимые секции, образуемые отдельными нитеобразными элементами, также должны быть размещены в альтернативной последовательности в аксиально противоположных позициях по отношению к одному или более кольцеобразных анкерных элементов, составляющих вышеуказанные бортовые дорны.
В соответствии с настоящим изобретением достигаются различные преимущества, если слой или слои каркаса выполнены путем нанесения, по меньшей мере, одного элемента в виде полосы, в основном включающего слой сырого эластомерного материала, содержащего два или более нитеобразных элементов, расположенных продольно в чередующихся последовательных секциях поперечно по отношению к шине.
Более детально настоящее изобретение относится к шине для колес транспортного средства, отличающейся тем, что, по меньшей мере, один слой каркаса включает: по меньшей мере, один сплошной элемент в виде полосы, включающий множество продольных и параллельных нитеобразных элементов, по меньшей мере, частично покрытых, по меньшей мере, одним слоем сырого эластомерного материала; вышеуказанный элемент в виде полосы имеет выраженные наносимые секции, каждая из которых выступает, в основном U-образно по отношению к профилю в поперечной секции шины, чтобы определять два боковых участка, в основном простирающихся в плоскостях ортогонально геометрической оси вращения шины на расстоянии друг от друга в аксиальном направлении, вершинные участки каждой наносимой секции расположены бок о бок вдоль окружной протяженности шины, в то время как каждый из боковых участков каждой наносимой секции частично перекрывается боковым участком, по меньшей мере, одной прилегающей наносимой секции.
Более детально, боковые участки при взаимном перекрытии взаимно сходятся на геометрической оси вращения шины.
Имеется преимущество, состоящее в том, что взаимное перекрытие боковых участков наносимых секций постепенно уменьшается, начиная с максимальной величины на радиально внутренних краях боковых участков вплоть до нулевой величины в областях передачи между вышеуказанными боковыми участками и вершинными участками.
Предпочтительно боковые участки при взаимном перекрытии соединены друг с другом в изгибающейся краевой области, в которой элемент в виде полосы сложен сам относительно себя.
При предпочтительном решении отдельные наносимые секции расположены в соответствии с углом наклона распределения по окружности в соответствии с шириной элемента в виде полосы.
В соответствии с возможным альтернативным вариантом отдельные наносимые секции расположены в соответствии с углом наклона распределения по окружности кратно ширине элемента в виде полосы.
Предпочтительно элемент в виде полосы имеет ширину, соответствующую дольной единице окружной протяженности шины, как измерено в ее экваториальной плоскости.
В соответствии со следующей особенностью настоящего изобретения, боковые участки наносимых секций имеют области увеличенной ширины, близкие к внутренним окружным кромкам конструкции каркаса.
Нитеобразные элементы, заключенные внутри элемента в виде полосы, перемещаются на расстоянии друг от друга в указанных областях увеличенной ширины.
В предпочтительном варианте осуществления настоящего изобретения элемент в виде полосы имеет ширину от 3 до 15 мм и предпочтительно включает от трех до десяти нитеобразных элементов.
Каждый из вышеуказанных нитеобразных элементов может быть предпочтительно выполнен из текстильного корда диаметром от 0,6 до 1,2 мм или металлического корда диаметром от 0,3 до 2,1 мм.
Предпочтительно нитеобразные элементы расположены внутри элемента в виде полосы при расстоянии между центрами не менее 1,5 диаметра нитеобразных элементов и при плотности, по меньшей мере, шесть нитеобразных элементов на сантиметр, при измерении по окружности на конструкции каркаса в медианной экваториальной плоскости шины.
Предпочтительно боковые участки наносимых секций имеют краевые ободные ленты, соответствующие внутренним окружным кромкам слоя каркаса, повернутым назад относительно нерастяжимых кольцеобразных конструкций.
В соответствии со следующей инновационной особенностью настоящего изобретения, которая может быть благоприятно принята независимо от перечисленных выше инновационных особенностей, каждая из вышеуказанных нерастяжимых кольцеобразных конструкций включает: кольцеобразный анкерный элемент, расположенный коаксиально вышеуказанной шине; нерастяжимую по окружности кольцеобразную вставку, расположенную аксиально бок о бок с кольцеобразным анкерным элементом и, в основном, выступающую параллельно соседним поверхностям слоя каркаса, причем вышеуказанная кольцеобразная вставка выполнена, по меньшей мере, из одного нитеобразного элемента, выступающего в виде концентричных витков; наполнитель из эластомерного материала, внутренне соединенный с кольцеобразным анкерным элементом, и нерастяжимую по окружности кольцеобразную вставку.
Более детально, нерастяжимая по окружности кольцеобразная вставка может быть расположена аксиально бок о бок с кольцеобразным анкерным элементом либо аксиально снаружи, либо аксиально внутри относительно экваториальной плоскости шины.
Предпочтительно вышеуказанная нерастяжимая кольцеобразная вставка имеет радиальную протяженность, в основном, соответствующую, по меньшей мере, двойной величине радиальной протяженности бортового дорна или, в любом случае, больше последнего.
В соответствии с возможным вариантом осуществления настоящего изобретения конструкция каркаса далее включает, по меньшей мере, один второй слой каркаса, аналогичный по структуре первому слою каркаса. Другими словами, целесообразно, если возможный второй слой каркаса включает, по меньшей мере, один сплошной элемент в виде полосы, включающий множество продольных и параллельных нитеобразных элементов, по меньшей мере, частично покрытых, по меньшей мере, одним слоем сырого эластомерного материала, причем вышеуказанный элемент в виде полосы имеет чередующиеся наносимые секции, каждая из которых выступает, в основном, U-образно профилю поперечной секции шины, чтобы определять два боковых участка, в основном, простирающихся в плоскостях, ортогональных геометрической оси вращения шины, расположенных на расстоянии друг от друга в аксиальном направлении, и вершинный участок, простирающийся радиально с внешней стороны между боковыми участками, вершинные участки каждой наносимой секции расположены последовательно бок о бок вдоль окружной протяженности шины, в то время как каждый боковой участок каждой наносимой секции частично совмещен с одним боковым участком, по меньшей мере, одной последовательной нанесенной секции.
В соответствии со следующей предпочтительной особенностью настоящего изобретения, которая также должна быть использована независимо от вышеуказанных положений, конструкция в виде ленты включает: по меньшей мере, одну первую сплошную полосу в виде ленты, выполненную из множества отрезков ленты, каждый из которых включает, по меньшей мере, один слой сырого эластомерного материала, по меньшей мере, частично включающего множество поперечно расположенных параллельных кордов, вышеуказанные отрезки лент расположены последовательно с подгонкой по окружности на шине и бок о бок друг с другом вдоль соответствующих соединительных кромок, параллельных вышеуказанным кордам.
Каждый из вышеуказанных отрезков ленты предпочтительно имеет размер по окружности, соответствующий размеру доли окружной протяженности полосы в виде ленты. Конструкция в виде ленты может далее включать, по меньшей мере, одну вторую полосу в виде ленты, выполненную, по меньшей мере, из одного сплошного длинномерного элемента, намотанного в виде витков, расположенных аксиально бок о бок и выступающих по окружности относительно первой полосы в виде ленты.
Эти намотанные витки могут быть расположены бок о бок в соответствии с шаговым углом наклона, например, большим ближе к медианной экваториальной плоскости шины, чем на противоположных боковых кромках конструкции в виде ленты.
Благоприятно, чтобы тесьма протектора включала, по меньшей мере, один сплошной лист сырого эластомерного материала, намотанного по окружности относительно конструкции ленты во множестве радиально совмещенных витков.
Вышеуказанный лист эластомерного материала предпочтительно имеет постепенно уменьшающуюся ширину по мере удаления от оси вращения данной шины.
В соответствии со следующим независимым пунктом настоящего изобретения каждая из боковых стенок предпочтительно включает радиальный внешний участок и радиальный внутренний участок, выполненные соответственно из первого и второго эластомерных материалов и внутренне соединенные друг с другом с помощью процесса повторного формования.
Конструкция каркаса может также состоять, по меньшей мере, из одного герметизирующего слоя, выполненного из эластомерного материала, непроницаемого для воздуха, покрывающего вышеуказанный слой каркаса изнутри шины.
Вышеуказанный воздухонепроницаемый слой или "обкладка" предпочтительно выполнен, по меньшей мере, из одной резинообразной тесьмы воздухонепроницаемого эластомера в виде витков, расположенных бок о бок вдоль профиля в поперечном сечении шины.
Другие особенности и преимущества будут наилучшим образом поняты из подробного описания предпочтительного, но не исключительного варианта выполнения шины для колес транспортного средства в соответствии с настоящим изобретением. Это описание будет представлено в данном документе позднее со ссылкой на прилагаемые чертежи, представленные в качестве неограничивающего примера, в которых:
фиг. 1 представляет собой фрагмент в перспективе разреза шины в соответствии с настоящим изобретением;
на фиг.2 и 3 схематично показано устройство для изготовления слоя каркаса соответственно на различных рабочих этапах, рассмотренное в направлении, перпендикулярном диаметральной плоскости сечения тороидальной опоры, несущей шину на этапе изготовления;
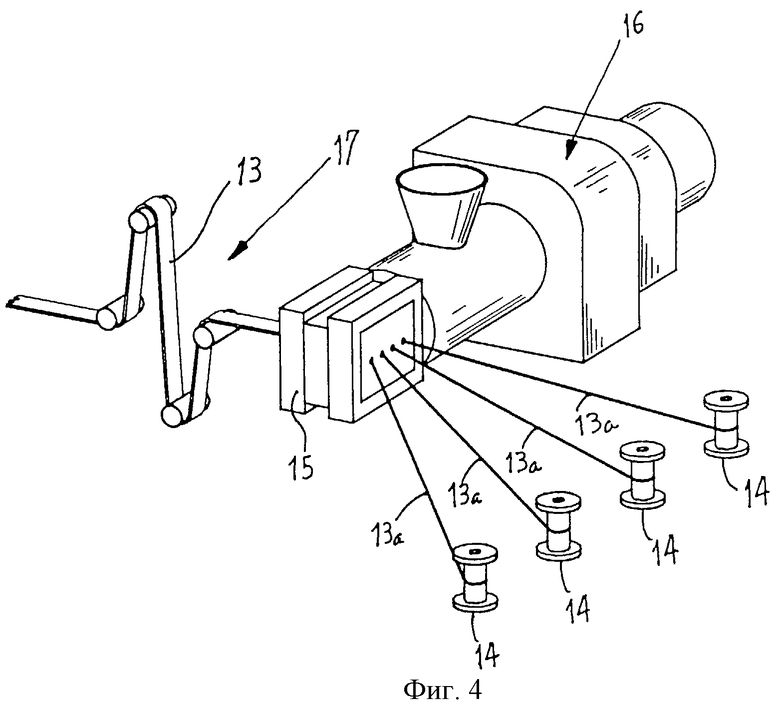
фиг.4 представляет собой схему изготовления элемента в виде полосы, предназначенного для образования слоя или слоев каркаса;
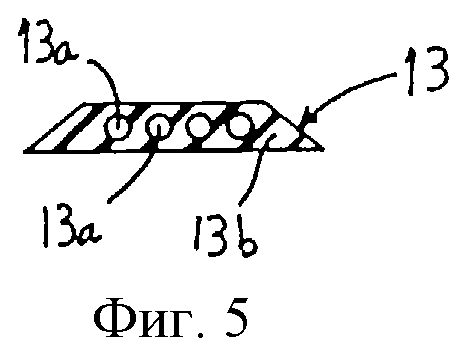
на фиг.5 показано сечение варианта выполнения элемента в виде полосы;
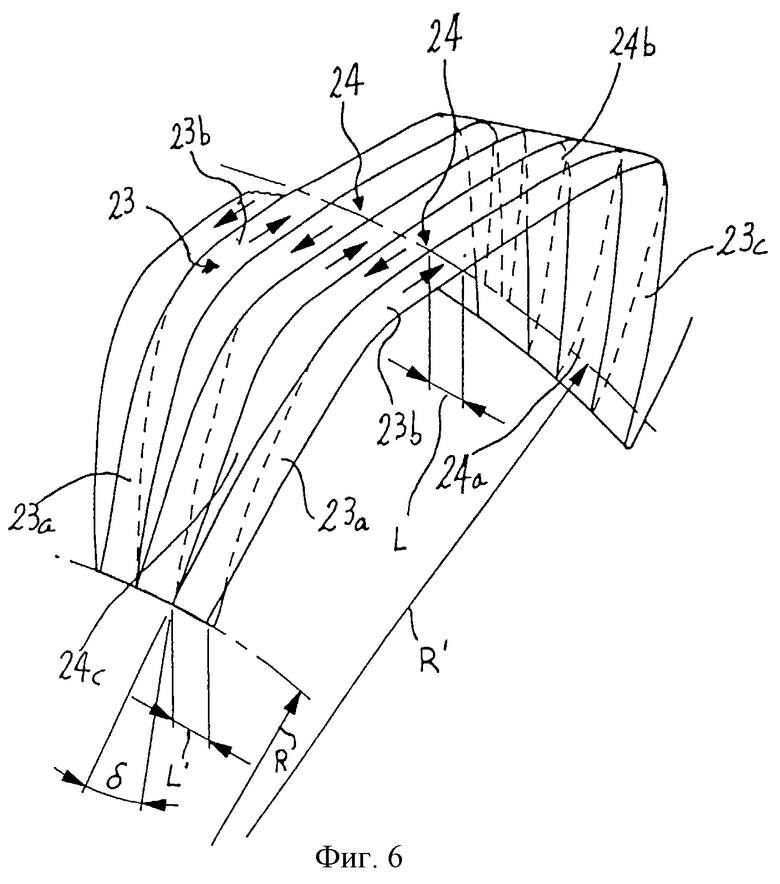
на фиг.6 представлен фрагмент пространственного изображения, схематично показывающий последовательность нанесения элемента в виде полосы для формирования слоя каркаса шины в соответствии с настоящим изобретением;
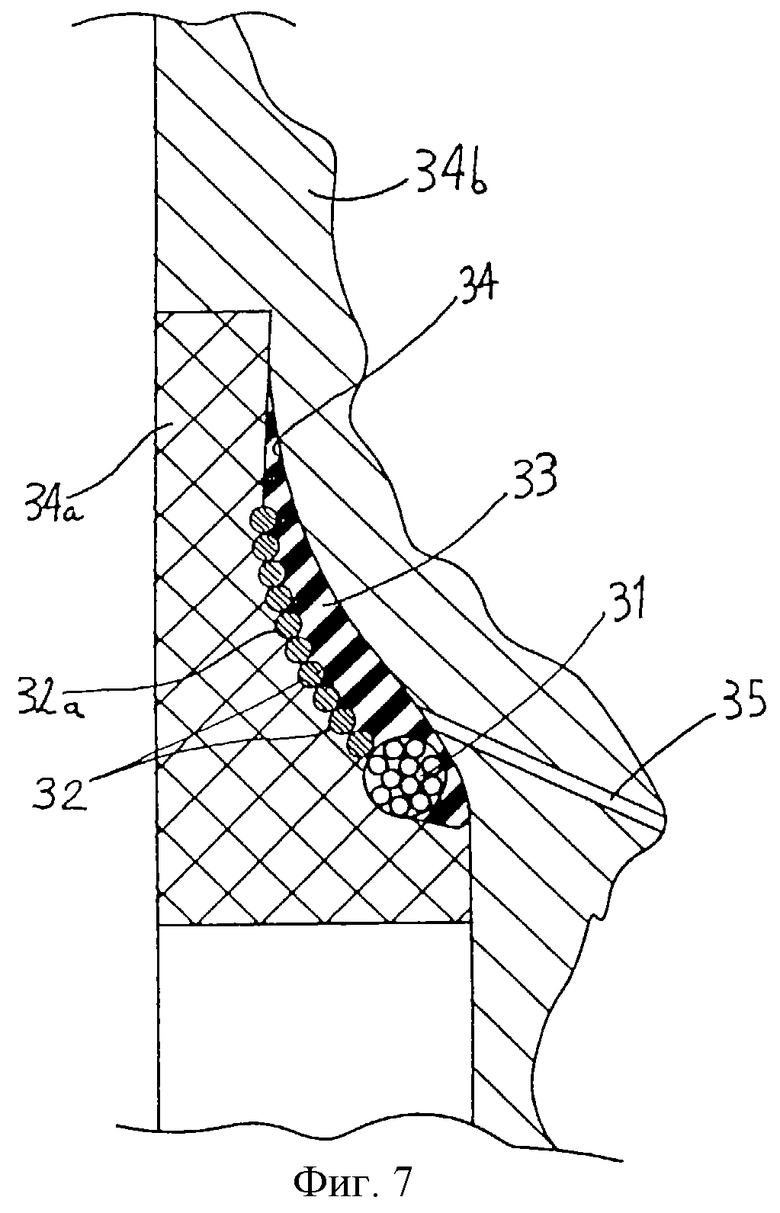
фиг. 7 представляет собой вид фрагмента диаметрального сечения нерастяжимой кольцеобразной конструкции, которая должна быть введена в борт шины на этапе формовки;
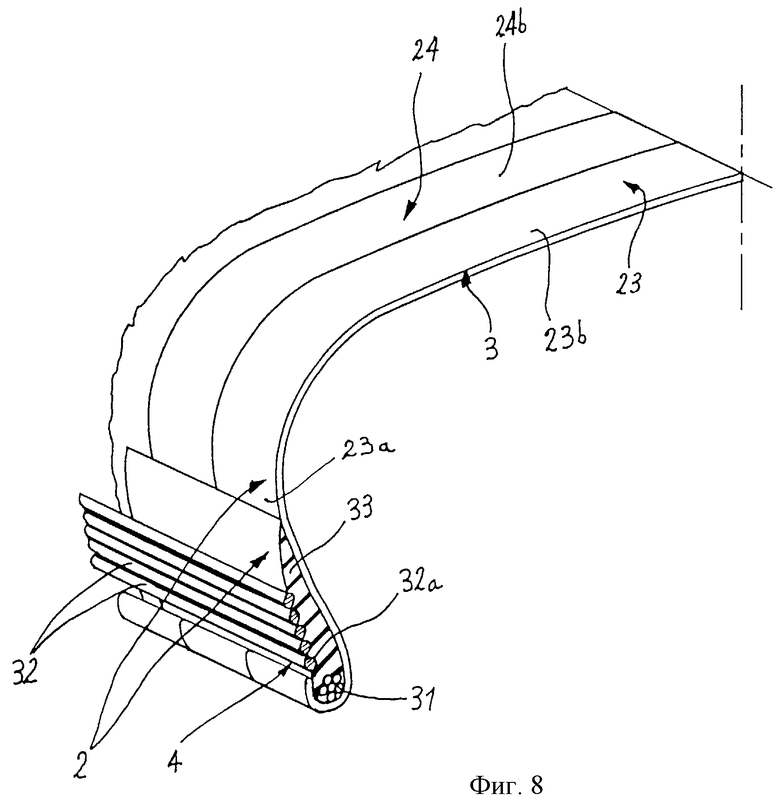
фиг.8 представляет собой фрагмент пространственного изображения нерастяжимой кольцеобразной конструкции, приложенной сбоку к слою каркаса;
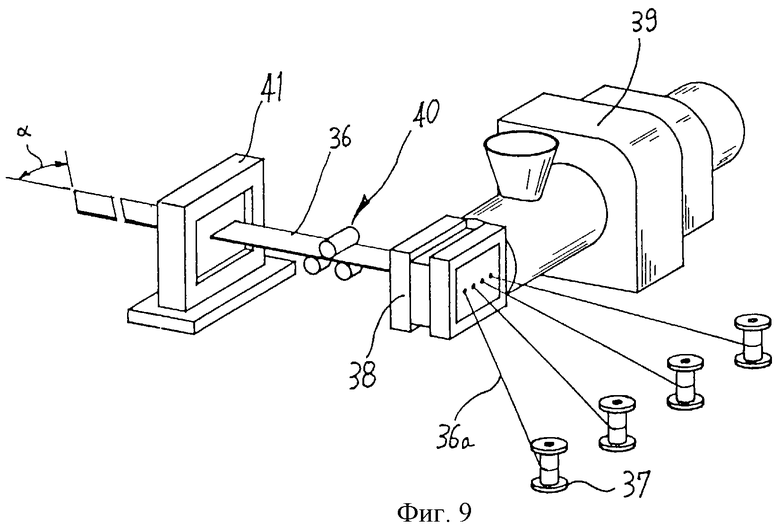
фиг. 9 представляет собой схему, показывающую изготовление сплошной тесьмы и ее нарезание на отрезки заранее определенной формы и размеров для изготовления первой полосы в виде ленты;
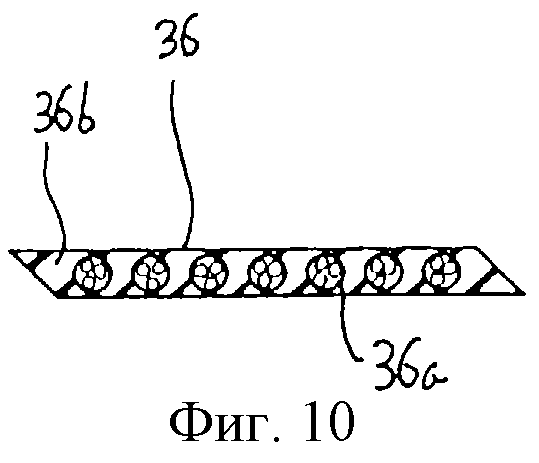
фиг. 10 представляет собой вид поперечной секции сплошной тесьмы в виде ленты;
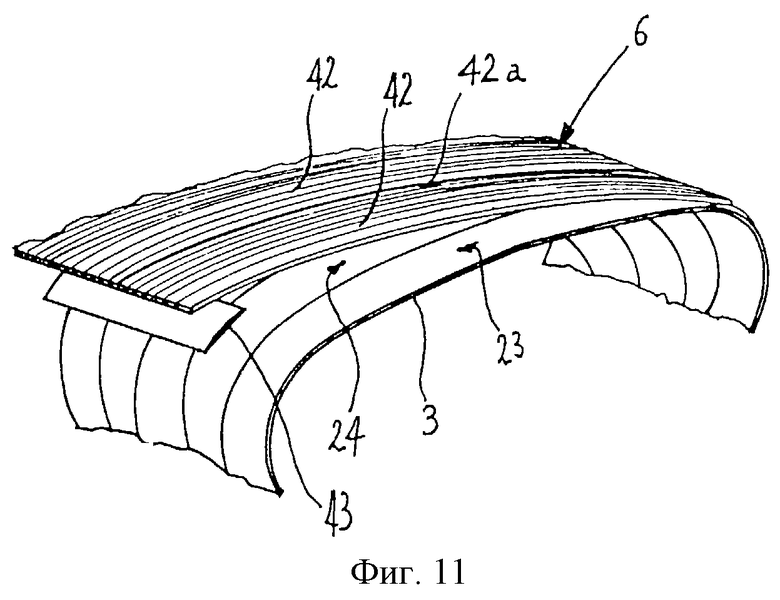
фиг.11 представляет собой фрагмент пространственного изображения, демонстрирующий нанесение отрезков тесьмы с подгонкой по окружности на конструкцию каркаса для образования вышеуказанной первой полосы ленты;
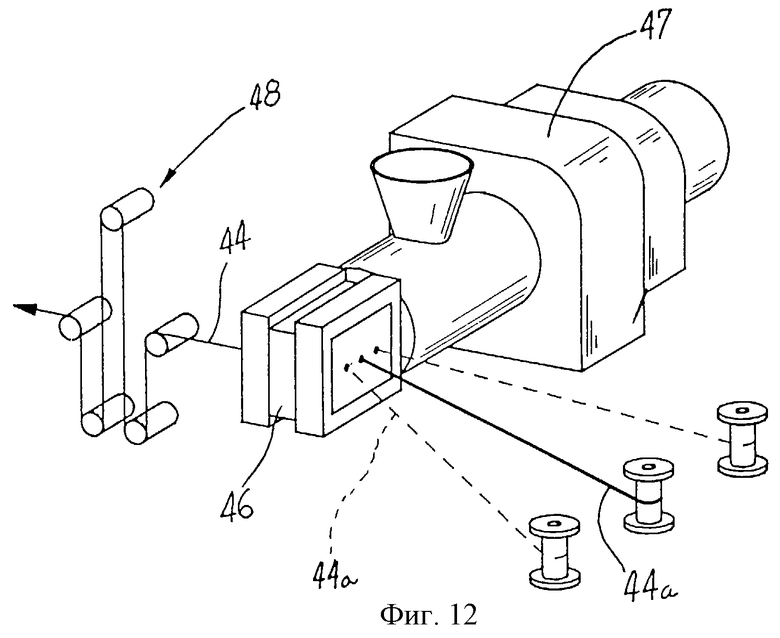
фиг. 12 представляет собой схему, относящуюся к изготовлению прорезиненного длинномерного элемента, предназначенного для изготовления второй полосы в виде ленты;
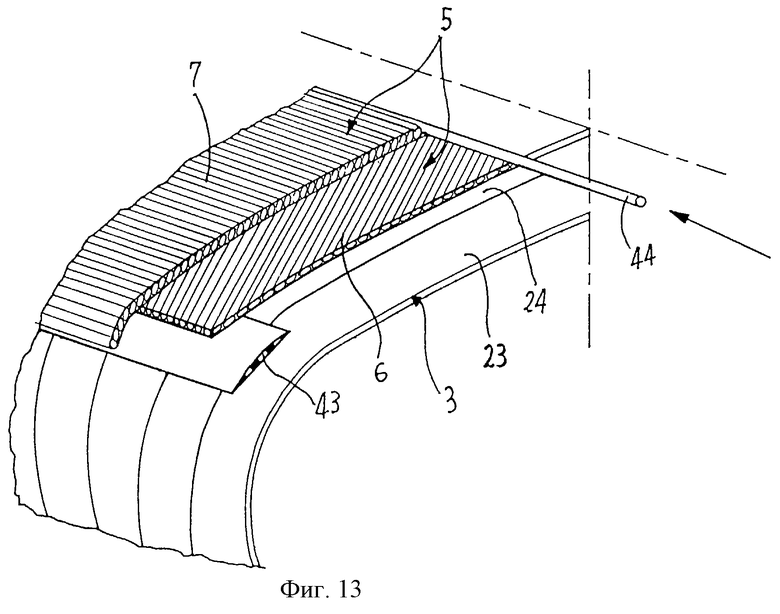
фиг. 13 представляет собой разрез фрагмента пространственного изображения, демонстрирующий этап выполнения второй полосы в виде ленты с помощью сплошного длинномерного элемента;
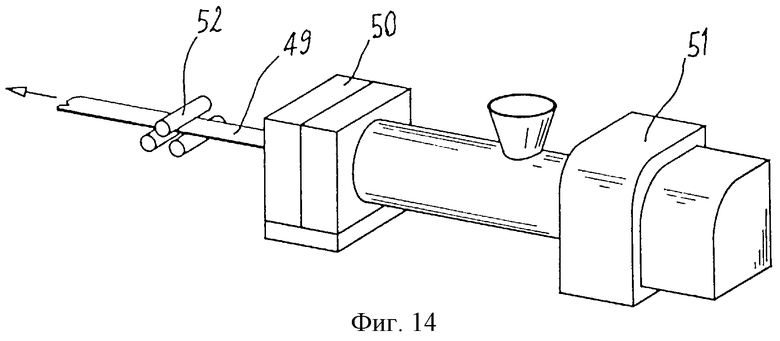
фиг.14 представляет собой схему изготовления сплошного листа эластомера, предназначенного для выполнения тесьмы протектора;
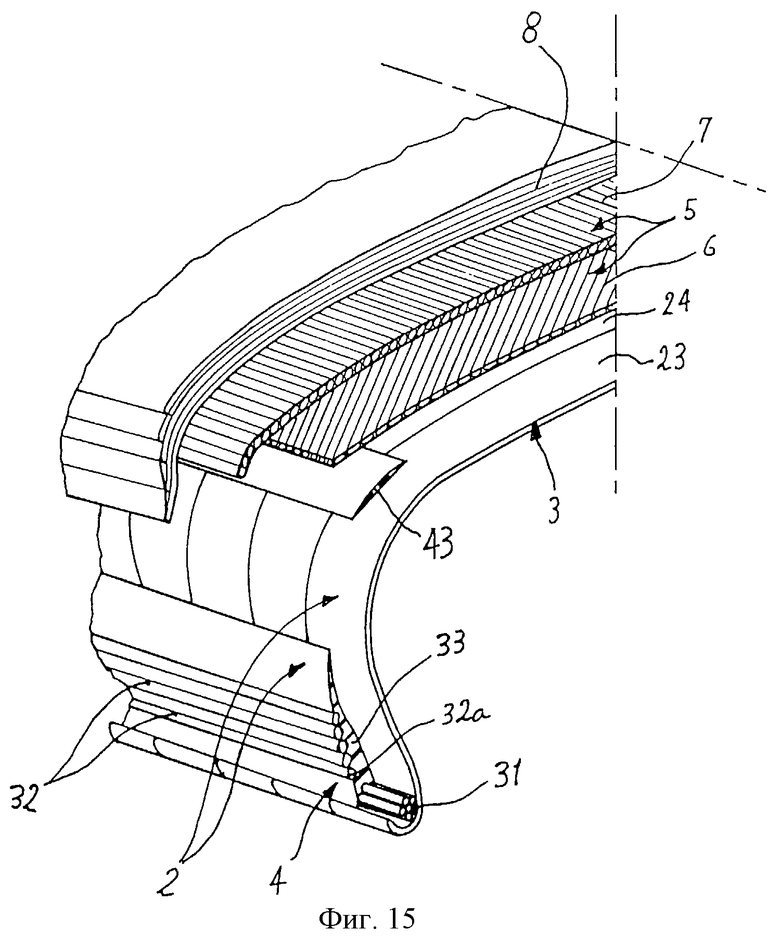
фиг. 15 представляет собой пространственное изображение фрагмента, демонстрирующего тесьму протектора, выполненную путем наматывания сплошного листа в виде нескольких витков с наложением;
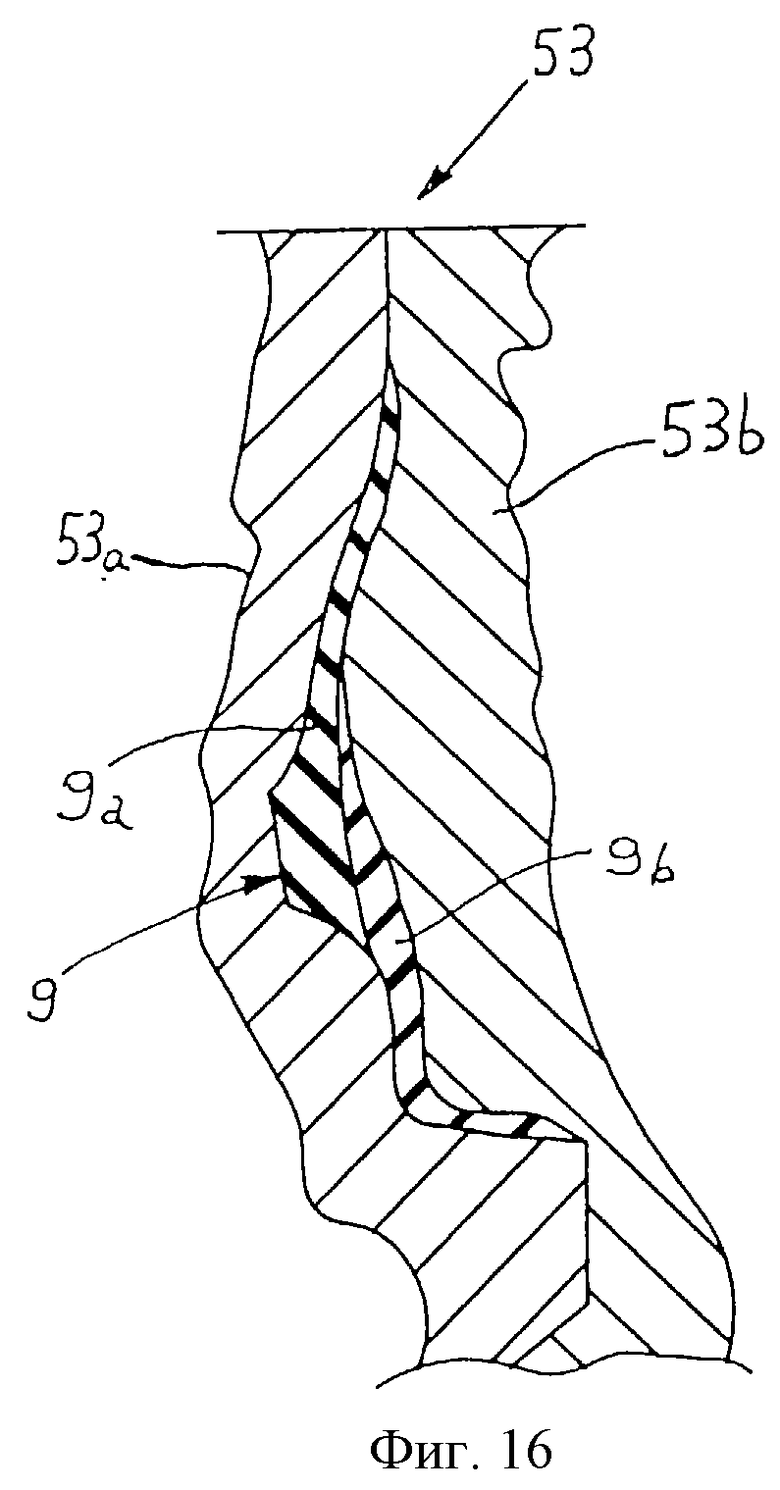
на фиг. 16 схематично показано образование боковых стенок в поперечном сечении;
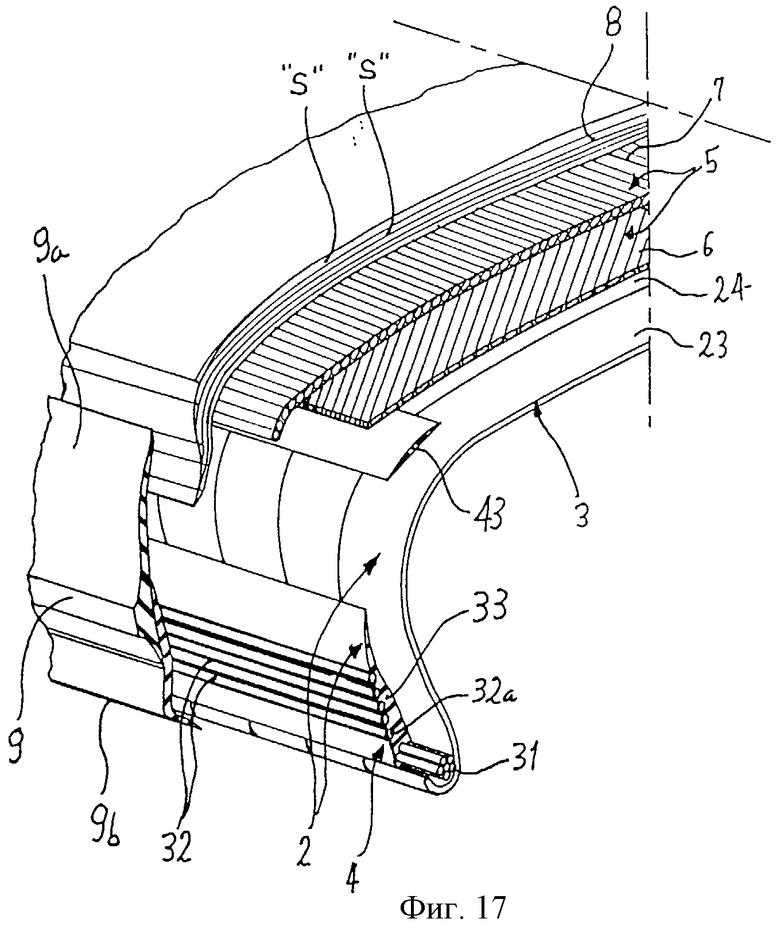
фиг. 17 представляет собой фрагмент пространственного изображения, демонстрирующий крепление боковых стенок к шине во время изготовления;
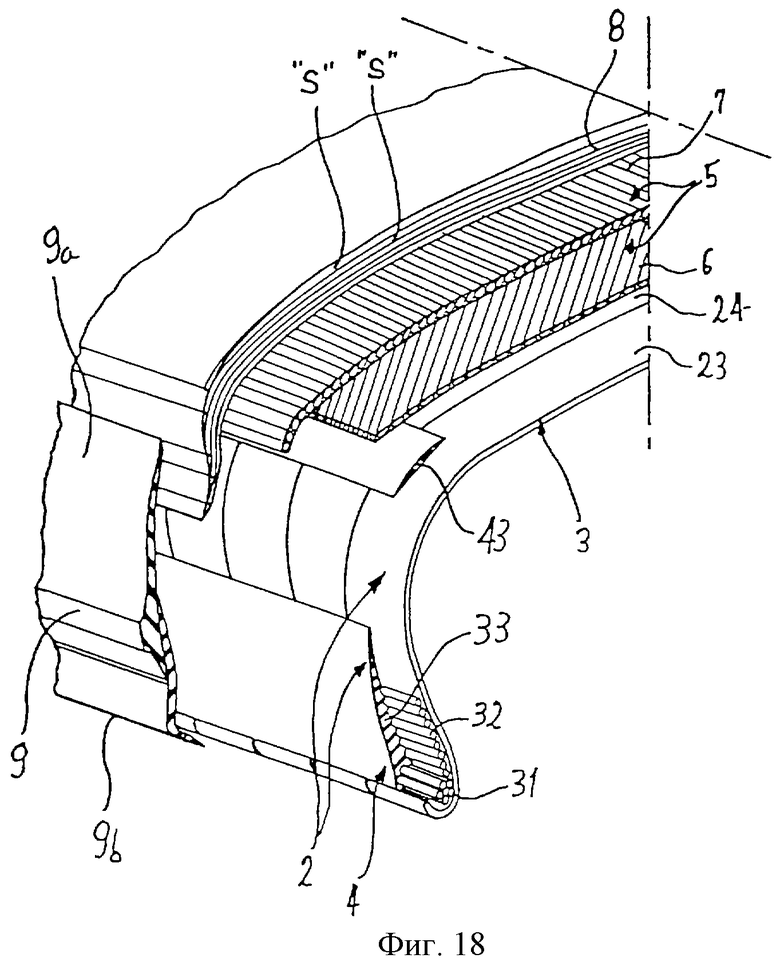
фиг. 18 представляет собой пространственное изображение фрагмента, показывающего рассматриваемую шину, оснащенную нерастяжимой кольцеобразной конструкцией, выполненной в соответствии с возможным альтернативным вариантом выполнения настоящего изобретения;
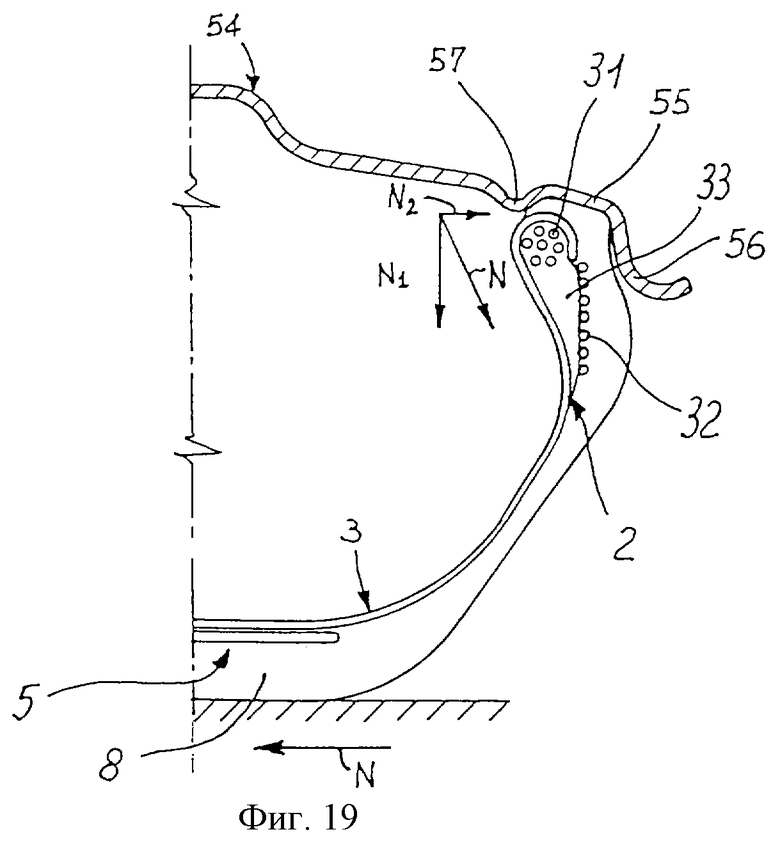
фиг. 19 представляет собой половину поперечного разреза и демонстрирует шину в соответствии с настоящим изобретением, установленную на соответствующем ободе и при условии проскальзывания.
Со ссылкой на рассмотренные чертежи и конкретно на фиг.1 и 17 шина для колес транспортного средства в соответствии с настоящим изобретением, в основном, обозначена позицией 1.
Шина 1, в основном, включает конструкцию 2 каркаса, имеющую, по меньшей мере, один слой 3 каркаса, в основном, тороидальной формы и скрепленный с помощью противоположных окружных кромок с парой нерастяжимых кольцеобразных конструкций 4, которые, когда шина полностью собрана, расположены в области, обычно определяемой как "борт".
К конструкции каркаса 2 по окружной внешней поверхности прикреплена конструкция 5 в виде ленты, включающая одну или более полос 6, 7 в виде ленты. Тесьма 8 протектора наложена по окружности на конструкцию 5 в виде ленты, а продольные и поперечные срезы 8а выполнены в вышеуказанной тесьме протектора 8 после операции формовки, осуществляемой согласовано с вулканизацией шины, и расположены таким образом, чтобы определять необходимый "рисунок протектора".
Шина также включает пару так называемых "боковых стенок" 9, прикрепляемых по бокам к противоположным сторонам конструкции 2 каркаса.
Конструкция 2 каркаса может быть покрыта по своим внутренним стенкам слоем 10 воздухонепроницаемого эластомерного материала, то есть так называемой "обкладкой", в основном, состоящей из слоя эластомерного материала, непроницаемого для воздуха, приспособленного для обеспечения герметичности накачанной шины.
Сборка перечисленных выше компонентов, а также изготовление одного или более из вышеуказанных компонентов осуществляется с помощью тороидальной опоры 11, схематично показанной на фиг.2 и 3, имеющей такую же конфигурацию, как внутренние стенки шины, которую необходимо изготовить.
При предпочтительном решении тороидальная опора 11 имеет уменьшенный размер по отношению к размерам готовой шины в соответствии с линейным размером, предпочтительно составляющим от 2 до 5%, при измерении, точно как указано, вдоль окружного выступа самой опоры в ее экваториальной плоскости Х-Х, которая совпадает с экваториальной плоскостью самой шины.
Тороидальная опора 11, которая не описана и не проиллюстрирована подробно, так как это не имеет особого значения для целей настоящего изобретения, может, например, состоять из разъемного барабана, или из накачиваемой камеры, или из эластичного баллона, усиленного таким образом, чтобы она могла принимать и удерживать необходимую тороидальную форму в условиях накачивания.
Если принять во внимание вышеуказанное утверждение, изготовление шины 1 прежде всего включает формирование конструкции 2 каркаса, начиная с возможного формирования воздухонепроницаемого слоя или обкладки 10.
Целесообразно, чтобы обкладка 10 была выполнена с помощью круговой намотки вокруг тороидальной опоры 11, по меньшей мере, одной тесьмы 12 из воздухонепроницаемого эластомерного материала из экструдера и/или из каландра, расположенного близко к самой тороидальной опоре. Как видно из фиг.1, намотка тесьмы 12, в основном, осуществляется в виде круговых витков, расположенных последовательно бок о бок для соответствия профилю поперечного сечения внешней поверхности тороидальной опоры 11.
Для описательных целей термин "профиль поперечного сечения" в данном документе означает конфигурацию, представляющую собой половину сечения тороидальной опоры 11, образованного в результате сечения плоскостью, радиальной по отношению к геометрической оси его вращения, не показанной на чертеже, которая совпадает с геометрической осью вращения изготавливаемой шины.
Согласовано с намоткой тесьмы 12 может осуществляться крепление пары дополнительных кольцеобразных элементов 12а близко к внутренним окружным кромкам конструкции каркаса во время этапа его изготовления. Каждый из этих дополнительных кольцеобразных элементов 12а может быть получен, например, с помощью намотки тесьмы 12 в виде витка, расположенного аксиально бок о бок с соответствующим витком, расположенным на внутренней кромке по периметру обкладки 10, которая образована или должна быть образована на тороидальной опоре 11. В противоположность этому дополнительные кольцеобразные элементы 12а могут быть выполнены, по меньшей мере, из одной тесьмы, получаемой из соответствующего экструдера, расположенного на тороидальной опоре 11.
В соответствии с настоящим изобретением слой 3 каркаса выполнен непосредственно на тороидальной опоре 11 путем нанесения на нее по чередующимся траекториям, по меньшей мере, одного элемента 13 в виде полосы, предпочтительно имеющего ширину от 3 до 15 мм, что лучше объяснено следующим образом.
Как показано на фиг.4, подготовка элемента 13 в виде полосы, в основном, подразумевает, что два или более нитеобразных элемента 13а, а предпочтительно от трех до десяти нитеобразных элементов 13а, подаваемых с соответствующих катушек 14, должны быть направлены через первый экструдер 15, связанный с первым экструзионным устройством 16, осуществляющим подачу сырого эластомерного материала через сам экструдер.
Отмечено, что в настоящем описании под термином "экструдер" подразумевается, что часть экструзионного устройства, также определяемая в этой конкретной области термином "экструзионная головка", оснащена так называемым "мундштуком", через который проходит продукт, обрабатываемый на выходном отверстии, которое имеет форму и размер в соответствии с геометрическими и пространственными характеристиками самого продукта. Эластомерный материал и элементы 13а соединяются внутри экструдера 15, создавая таким образом сплошной элемент 13 в виде полосы на его выходе, причем элемент выполнен, по меньшей мере, из одного слоя эластомерного материала 13b, по толщине которого включены сами нитеобразные элементы.
В зависимости от требований можно направлять нитеобразные элементы 13а в экструдере 15 таким образом, что они не включены целиком в слой эластомерного материала 13b, a появляются на одной или обеих его поверхностях.
Нитеобразные элементы 13а могут каждый состоять, например, из текстильного корда, предпочтительно имеющего диаметр от 0,6 до 1,2 мм, или металлического корда, предпочтительно имеющего диаметр от 0,3 до 2,1 мм.
Предпочтительно, чтобы при необходимости нитеобразные элементы 13а могли быть размещены в элементе 13 в виде полосы таким образом, чтобы они обеспечивали слою 3 каркаса, полученному таким образом, неожиданные качества компактности и однородности. Для этой цели нитеобразные элементы 13а могут быть, например, размещены в соответствии с плотностью больше шести нитеобразных элементов на сантиметр при измерении по окружности на слое 3 каркаса близко к экваториальной плоскости Х-Х шины 1. В любом случае предпочтительно, чтобы нитеобразные элементы 13а были размещены в элементе 13 в виде полосы при расстоянии между их центрами не менее 1,5 диаметра самих нитеобразных элементов, чтобы обеспечить соответствующую операцию прорезинивания между соседними нитями.
Сплошной элемент 13 в виде полосы, выходящий из экструдера 15, преимущественно, может быть дополнительно направлен через первое аккумулирующее-компенсирующее устройство 17 на устройстве 18 для нанесения, которое схематично представлено на фиг.2 и 3.
Устройство 18 для нанесения в основном включает направляющие элементы 19, состоящие, например, из пары валиков, смонтированных на стационарной оси вращения и предназначенных для захвата сплошного элемента 13 в виде полосы, производимого экструдером 15. Двигаясь от первых направляющих элементов 19, элемент 13 в виде полосы попадает в контакт со вторыми направляющими элементами 20, состоящими, например, из других валиков, установленных на каретке 21, совершающей возвратно-поступательное перемещение в направлении, ориентированном поперек экваториальной плоскости Х-Х тороидальной опоры 11. Например, по меньшей мере, один распределительный элемент 22, включающий другой валик, прикреплен с возможностью скольжения к передвижной каретке 21 в направлении, в основном перпендикулярном направлению перемещения самой каретки.
Компоненты, предназначенные для соединения друг с другом и перемещения распределительного элемента 22 и перемещаемой каретки 21, не показаны на прилагаемых чертежах, так как они могут быть выполнены любым образом, удобным специалисту, и в любом случае они не имеют значения для целей настоящего изобретения.
За счет комбинации между поперечным перемещением каретки 21 и радиальным перемещением распределительного элемента 22 распределительный элемент может быть перемещен возвратно-поступательно вдоль траектории "t", соответствуя, в основном, U-образному профилю поперечного сечения тороидальной опоры 11.
Тороидальная опора 11 может быть приведена в угловое вращение при поэтапном перемещении синхронно с перемещением распределительного элемента 22 таким образом, что элемент 13 в виде полосы наносится на тороидальную опору в последовательно наносимых секциях 23, 24 шины, расположенных параллельно бок о бок в окружном направлении и согласовано с соответственно противоположными направлениями, чтобы обеспечить чередование.
Конкретно каждая из наносимых секций 23, 24 располагается в соответствии с U-образным профилем в поперечном сечении тороидальной опоры 11, образуя два боковых участка 23а, 23с, 24а, 24с, в основном, расположенных в плоскостях, ортогональных геометрической оси вращения тороидальной опоры на расстоянии друг от друга в аксиальном направлении, а вершинный участок 23b, 24b располагается радиально с внешней стороны по отношению к боковым участкам 23а, 23с, 24а, 24с.
Для удобства описания наносимые секции, полученные в результате перемещения справа налево наносимого элемента 22, как показано на фиг.2 и 3, будут далее называться первыми наносимыми секциями 23. Секции, полученные в результате перемещения распределительного элемента в противоположном направлении, будут вместо этого определены как вторые наносимые секции 24.
Более детально, последовательность нанесения элемента 13 в виде полосы на тороидальную опору 11 представлена следующим образом. Начало операции, как предполагается, имеет место в первоначальной ситуации, когда, как показано на фиг.2, распределительный элемент 22 расположен в своей левой позиции в конце хода траектории его перемещения "t". Начиная с этой позиции распределительный элемент 22, в основном, подвергается перемещению радиально от геометрической оси вращения тороидальной опоры 11 для образования первого бокового участка 23а первой наносимой секции 23.
Благодаря клейкости сырого эластомерного материала, образующего слой 13b, покрывающий нитеобразные элементы 13а, обеспечивается устойчивая адгезия элемента 13 в виде полосы на поверхностях тороидальной опоры 11, даже при отсутствии обкладки 10 на самой тороидальной опоре. В том случае, когда, как схематично показано на фиг.2 и 3, тороидальная опора 11 имеет боковые участки 11а вогнутого профиля, расположенные в областях, соответствующих боковым стенкам изготавливаемой шины, описанная выше адгезия имеет место, как только элемент 13 в виде полосы вступает в контакт с самой тороидальной опорой в радиально внешней области профиля в поперечном сечении.
В дополнение или вместо описанного выше использования естественной клейкости эластомерного материала удерживание элемента 13 в виде полосы на тороидальной опоре 11 может быть достигнуто путем всасывания, осуществляемого через одно или более отверстий 28, расположенных на тороидальной опоре.
На первоначальном этапе хода распределительного элемента 22 от геометрической оси вращения тороидальной опоры 11 элемент 13 в виде полосы перегибается относительно самого себя, образуя область 25 изгиба, представляющую переход между первым боковым участком 23а наносимой секции 23, которая должна быть образована, и вторым боковым участком 24b, принадлежащим ранее образованной наносимой секции 24. Во время образования первого бокового участка 23а элемент 13 в виде полосы удобно удерживается в вышеуказанной области 25 изгиба с помощью удерживающего элемента 26 (фиг.3), прикрепленного в области изгиба так, как лучше представлено далее.
Согласовано с формированием первого бокового участка 23а тороидальная опора 11 вращается вокруг своей геометрической оси вращения относительно распределительного элемента 22 в соответствии с углом наклона, который соответствует половине пошагового угла распределения по окружности наносимых секций 23, 24. Соответственно первый образованный боковой участок будет принимать соответственно наклонное положение относительно направления перемещения, которое осуществляется с помощью распределительного элемента 22, от геометрической оси вращения самой опоры.
В варианте осуществления настоящего изобретения, который схематично показан на фиг.2, где угол распределения по окружности отдельных наносимых секций 23, 24 соответствует ширине элемента 13 в виде полосы, пошаговый угол вращения тороидальной опоры 11 будет соответствовать половине ширины самого элемента в виде полосы.
В любом случае может быть обеспечен угол распределения по окружности наносимых секций 23, 24, кратный ширине элемента 13 в виде полосы. В этом случае пошаговый угол вращения тороидальной опоры 11 будет в любом случае соответствовать половине вышеуказанного угла распределения по окружности. Необходимо отметить, что в соответствии с целями настоящего изобретения, если не имеется другого утверждения, термин "окружной" относится к окружности, лежащей в экваториальной плоскости Х-Х и близко к внешней поверхности тороидальной опоры 11.
Когда опорный элемент 22 приближается к верхней части своего хода от геометрической оси вращения тороидальной опоры 11, перемещающаяся каретка 21 перемещается в направлении движения слева направо в соответствии с фиг.2. При этих обстоятельствах распределительный элемент 22 перемещается в направлении, в основном, параллельном геометрической оси вращения тороидальной опоры 11 таким образом, что в позиции, радиально внешней по отношению к последней, происходит образование вершинного участка 23b изготавливаемой наносимой секции 23.
Когда каретка 21, в основном, завершила ход перемещения, распределительный элемент 22 бывает перемещен, в основном, радиально близко к геометрической оси вращения тороидальной опоры 11. При этом формируется второй боковой участок 23с первой наносимой секции 23.
Согласовано с формированием этого второго бокового участка 23с тороидальная опора 11 вращается относительно распределительного элемента 22 при величине пошагового угла вращения, идентичной осуществляемой ранее.
Когда распределительный элемент 22 завершает свой ход перемещения вблизи геометрической оси вращения тороидальной опоры 11, следующий элемент удерживания (не показан), идентичный ранее упомянутому элементу 28 удерживания и размещенный зеркально относительно первого, расположен вдоль второго бокового участка 23b, который только что сформирован таким же образом, как показано штрихпунктирной линией на фиг.3 в соединении с элементом удерживания 26, расположенным на противоположной боковой стороне.
Предпочтительно, чтобы элемент 28 удерживания затем перемещался в боковом направлении близко к тороидальной опоре 11, обеспечивая проход распределительного элемента 22 при его перемещении вверх, в результате чего согласовано с формированием первого бокового участка 24а новой второй наносимой секции 24, элемент 13 в виде полосы будет повернут назад относительно элемента удерживания, образуя таким образом новую область 25 изгиба.
Одновременно с формированием первого бокового участка 24а второй наносимой секции 24 тороидальная опора 11 осуществляет следующий этап пошагового вращения, который, будучи добавленным к пошаговому этапу, осуществляемому во время нанесения второго бокового участка 23b первой наносимой секции 23, подготавливает распределительный элемент 22 к образованию вершинного участка 24b второй наносимой секции 24 в позиции на расстоянии от ранее образованной наносимой секции 23 в соответствии с необходимым шаговым углом.
Элемент 26 удерживания аксиально разъединяется с областью 25 изгиба после начала формирования вершинного участка 24b. Фактически на этом этапе существует гарантия, что элемент 13 в виде полосы вступает в контакт с поверхностью тороидальной опоры 11 в точке вниз по направлению образования только что сформированного первого бокового участка 24а, и что он не имеет тенденции к нежелательным смещениям, которые могли бы исказить геометрию нанесения элемента в виде полосы.
Как только элемент 26 удерживания вытянут из области 25 изгиба, боковые участки 23с, 24с наносимых секций 23, 24 могут быть предоставлены для этапа прижима относительно боковых стенок тороидальной опоры 11. Для этой цели может быть обеспечена пара прижимных валиков 27 или эквивалентные им приспособления, и они работают на противоположных сторонах тороидальной опоры 11, причем каждый из них расположен для повторной операции на первом и втором боковых участках, принадлежащих двум смежным наносимым секциям.
На фиг. 3 схематично представлен только один из этих прижимных валиков 27.
Описанная выше рабочая последовательность устройства 18 для нанесения позволяет наносить вершинные участки 23b, 24b каждой наносимой секции 23, 24 в получаемом слое 3 каркаса последовательно бок о бок вдоль окружного выступа тороидальной опоры 11, в то время как боковые участки 23а, 23с, 24а, 24с каждой наносимой секции 23, 24 каждый расположены с перекрытием по боковым участкам, по меньшей мере, в одной последовательной наносимой секции.
Более конкретно, первый боковой участок 23а, 24а каждой наносимой секции 23, 24 частично наложен на второй боковой участок 23с, 24с ранее образованной наносимой секции 23, 24.
Как ясно показано на фиг.6, боковые участки 23а, 24с во взаимном перекрытии перемещаются относительно друг друга в направлении геометрической оси вращения тороидальной опоры 11 в соответствии с углом δ, величина которого соотнесена с шириной "L" элемента 13 в виде полосы и, в любом случае, с углом распределения по окружности наносимых секций 23, 24, а также с разностью между максимальным радиусом R' и минимальным радиусом R, являющимися максимальным и минимальным расстояниями соответственно от геометрической оси вращения тороидальной опоры 11.
Благодаря взаимному схождению между первым и вторым смежными боковыми участками 23а, 24с и 24а, 23с их взаимное перекрытие постепенно сокращается, начиная с максимальной величины у радиальных внутренних краев боковых участков, где вышеуказанные участки встречаются в области 25 изгиба, вплоть до нулевой величины в области перехода между боковыми участками и вершинными участками 23b, 24b.
Необходимо отметить, что из-за разности между минимальным и максимальным радиусами R и R' средняя плотность нитеобразных элементов 13а, то есть количество нитеобразных элементов, присутствующих в окружной секции данной длины, будет иметь тенденцию к постепенному увеличению при перемещении к геометрической оси вращения тороидальной опоры 11.
Это возрастание плотности пропорционально отношению между максимальным радиусом R' и минимальным радиусом R.
Тем не менее в шине, выполненной в соответствии с настоящим изобретением, взаимное перекрытие боковых участков 23а, 24с и 24а, 23с дает возможность разделить пополам среднюю плотность, измеряемую вдоль внутренних окружных кромок получаемого слоя 3 каркаса, то есть в областях 25 изгиба.
При этом обстоятельстве области 25 изгиба будут соединены друг с другом в окружном направлении, давая возможность однородного распределения нитеобразных элементов 13а вдоль внутренних окружных кромок слоя 3 каркаса, только если соотношение между максимальным диаметром R' и минимальным диаметром R равно 2.
Когда в противоположность этому, как это обычно имеет место, соотношение между максимальным радиусом R' и минимальным радиусом R составляет менее 2, участки 25 изгиба будут иметь тенденцию располагаться в соответствии с пошаговым углом на окружности больше, чем ширина элемента 13 в виде полосы, образуя пустые пространства между одной областью 25 изгиба и другой областью.
Если желательно избежать наличия этих пустых пространств, чтобы, следовательно, получить максимальную структурную однородность слоя 3 каркаса вблизи от внутренних окружных кромок слоя 3 каркаса, обеспечивается этап прижима для последовательного осуществления на элементе 13 в виде полосы в областях его продольной протяженности в соответствии с боковыми участками 23а, 23с, 24а, 24с, чтобы образовывать области увеличенной ширины L' на протяженном элементе в виде полосы, причем эти области расположены на внутренних окружных кромках сформированного слоя 3 каркаса.
Вышеуказанное прижимное действие может осуществляться, например, с помощью прижимного валика 29, установленного подвижно на каретке 21, и приспосабливаться для выборочной установки в движении с помощью привода 30 для прижимания элемента 13 в виде полосы относительно одного из валиков, который является частью второго транспортного блока 20.
Привод 30 последовательно активизируется во время нанесения элемента 13 в виде полосы, чтобы вызвать сдавливание вышеуказанного в секциях продольного выступа, предназначенного для образования боковых участков 23а, 23с, 24а, 24с. Толчок, осуществляемый приводом 30, может осуществляться для получения постоянно возрастающего сдавливающего действия, например, после перемещения близко к областям 25 изгиба и постоянно уменьшающегося действия при перемещении от них. Действие сдавливания вызывает уменьшение толщины эластомерного слоя 13b и увеличение ширины элемента 13 в виде полосы, что в результате будет вызывать перемещение нитеобразных элементов 13а в разные стороны.
Путем благоприятного измерения действия в виде толчка, осуществляемого с помощью привода, ширина элемента 13 может быть увеличена до величины L', что создает соответствие каждой области 25 изгиба с соседними областями изгиба.
С помощью соответствующего наклона ориентация геометрической оси вращения тороидальной опоры 11 относительно направления перемещения перемещающейся каретки 21 вершинные участки 23b, 24b наносимых секций 23, 24 могут получать необходимый уклон, предпочтительно составляющий от 0 до 15o, а более предпочтительно, 3o относительно радиальной плоскости, проходящей через геометрическую ось. Необходимо также отметить, что благодаря этапам вращения, осуществляемым тороидальной опорой 11 согласовано с формированием каждой наносимой секции 23, 24, боковые участки 23а, 23с, 24а, 24с наносимой секции будут наклонены под углом δ/2 относительно радиальной плоскости, пересекающей сами боковые участки, причем первые боковые участки 23а, 24а имеют противоположное направление наклона по отношению ко вторым боковым участкам 23с, 24с.
Выполнение конструкции 2 каркаса обычно включает этап прикрепления вышеуказанной нерастяжимой кольцеобразной конструкции 4 к зоне, близкой к каждой из окружных кромок слоя 3 каркаса, получаемого ранее описанным образом, с целью создания областей каркаса, известных как "борта", которые предназначены специально для прикрепления шины к соответствующему монтажному ободу; в соответствии с предпочтительным вариантом выполнения шины слой ее каркаса бывает получен описанным выше способом.
Каждая из этих нерастяжимых кольцеобразных конструкций 4 (фиг.7) включает угловой анкерный элемент 31 того типа, который называется "бортовой дорн", который может быть выполнен, например, из одной или более металлических проволок, изогнутых вместе или намотанных бок о бок в витки для создания профиля, в основном, круглого или квадратного поперечного сечения.
В соответствии с предпочтительным вариантом осуществления настоящего изобретения нерастяжимая по окружности кольцеобразная вставка 32 комбинируется с бортовым дорном 31 и расположена приблизительно в плоскости, параллельной соседним поверхностям слоя 3 каркаса вдоль радиального выступа, определяемого разностью между минимальным внутренним радиусом и максимальным внешним радиусом кольцеобразной вставки, предпочтительно равной или, по меньшей мере, вдвое превышающей радиальную протяженность бортового дорна 31, или, в любом случае, больше последнего.
В первом варианте осуществления настоящего изобретения, показанном на фиг. 1, 8, 15, 17 и 19, нерастяжимая кольцеобразная вставка 32 расположена аксиально с внешней стороны относительно бортового дорна 31. Другими словами, кольцеобразная вставка 32 расположена по отношению к бортовому дорну 31 противоположно относительно экваториальной плоскости Х-Х.
В возможном противоположном решении, показанном на фиг.18, нерастяжимая кольцеобразная вставка 32, наоборот, расположена аксиально внутри относительно бортового дорна 31, то есть на стороне, обращенной к экваториальной плоскости Х-Х. В этом случае кольцеобразная вставка 32 предпочтительно, в основном, контактирует с соседним слоем 3 каркаса.
Кольцеобразная вставка 32 выполнена, по меньшей мере, из одной металлической проволоки, намотанной для образования нескольких концентричных витков 32а. Витки 32а могут быть образованы сплошной спиралью или концентричными кольцами, образованными из соответствующих металлических проволок.
Предпочтительно во время использования шины нерастяжимая кольцеобразная вставка 32 приспосабливается к эффективному противодействию тенденции борта вращаться относительно профиля поперечного сечения бортового дорна 31 под воздействием скользящих толчков, направленных параллельно оси вращения шины 1. Эта тенденция к вращению особенно очевидна, когда шина используется в условиях частичного или полного выпускания воздуха.
Предпочтительно для получения каждой кольцеобразной конструкции 4 сначала нерастяжимая кольцеобразная вставка 32 формируется внутри полости 34 пресс-формы путем нанесения, по меньшей мере, одного нитеобразного элемента в виде концентричных витков 32а, расположенных бок о бок в соответствии с окружностями постоянно возрастающего диаметра относительно их геометрической оси намотки в соответствии с осью вращения шины.
Эту работу целесообразно выполнить путем намотки нитеобразного элемента в спиралевидном гнезде, расположенном в первой щеке 34а пресс-формы 34а, 34b, которая для этой цели может быть приведена во вращение относительно своей геометрической оси.
Целесообразно, чтобы этапу нанесения нитеобразного элемента предшествовал этап прорезинивания, при котором нитеобразный элемент, предпочтительно из металлического материала, покрывается, по меньшей мере, одним слоем сырого эластомерного материала, который в дополнение к обеспечению отличной связки резины-металла на самом нитеобразном элементе обеспечивает его адгезию для устойчивого размещения в вышеуказанном спиралевидном гнезде.
Первая щека 34а также может быть выполнена из магнитного материала или намагничиваться, чтобы притягивать и удерживать нитеобразный элемент, обеспечивая, таким образом, устойчивое позиционирование витков 32а, образуемых им.
Тогда бортовой дорн 31 располагается внутри полости 34 вулканизационной формы, и последующее закрывание полости 34 вулканизационной формы осуществляется путем перемещения первой щеки 34а близко ко второй соответствующей щеке 34b. Полость 34 вулканизационной формы затем заполняется сырым вулканизационным материалом, приспособленным для образования наполнителя 33, внутренне соединенного с бортовым дорном 31 и нерастяжимой по окружности кольцеобразной вставкой 32.
Предпочтительно, чтобы наполнение полости 34 пресс-формы осуществлялось путем инжекции сырого эластомерного материала через, по меньшей мере, один кольцеобразный инжектор, включающий впускное отверстие или полое пространство 35, в основном, простирающееся через весь окружной выступ полости пресс-формы. Таким образом осуществляется быстрое и однородное наполнение полости 34 пресс-формы без риска явления расслоения, которое может иметь место в эластомерном материале, если последний должен будет проходить через впускные каналы уменьшенного сечения. Необходимо отметить, что впускное полое пространство 35 может состоять из множества щелей, однородно распределенных вдоль всего окружного выступа полости 34 пресс-формы, чтобы в любом случае обеспечить возможность быстрого и однородного наполнения полости пресс-формы.
Выполнение нерастяжимых кольцеобразных конструкций 4 может преимущественно иметь место близко к тороидальной опоре 11, так что вышеуказанные конструкции могут быть захвачены и прикреплены сбоку к слою 3 каркаса с помощью соответствующих механических манипуляционных приспособлений, которые не описаны в настоящем документе, так как не важны для целей настоящего изобретения.
Когда прикрепление нерастяжимых кольцеобразных конструкций 4 завершено, либо слой или слои каркаса, либо как указано в пределах объема настоящего изобретения, боковые участки 23а, 23с, 24а, 24с наносимых секций 23, 24 обеспечиваются соответствующими краевыми ободными лентами, радиально расположенными по направлению к геометрической оси вращения тороидальной опоры 11 относительно нерастяжимых кольцеобразных конструкций. Эти краевые ободные ленты, в основном, находятся близко к вышеуказанным областям 25 изгиба, поворачиваются назад относительно соответствующих нерастяжимых кольцеобразных конструкций 4, как показано на фиг.8.
Этот этап поворота назад может, например, осуществляться с помощью надувных камер или эквивалентных приспособлений, связанных с тороидальной опорой 11. Величина, на которую выступают вышеуказанные краевые ободные ленты, и, следовательно, ширина повернутой назад ободной ленты, образованной вышеуказанными, могут быть легко установлены заранее путем соответствующей регулировки хода распределительного элемента 22 и радиального позиционирования удерживающих элементов 26, чтобы изменить ширину боковых участков 23а, 23с, 24а, 24с в радиальном направлении.
Выполнение конструкции 2 каркаса может включать образование, по меньшей мере, одного дополнительного слоя каркаса, не показанного в прилагаемых чертежах. Этот дополнительный слой каркаса может быть выполнен непосредственно с наложением на слой 3 каркаса и нерастяжимые кольцеобразные конструкции 4, так же как первичный слой каркаса, дополнительно с наносимыми секциями, расположенными перекрестно по отношению к наносимым секциям 23, 24, образующим первый слой 3 каркаса.
В шинах радиального типа конструкция 5 в виде ленты в настоящее время прикрепляется к конструкции 2 каркаса.
Преимущественно при наличии признаков новизны и изобретательского уровня прикрепление конструкции 5 в виде ленты осуществляется, в основном, непосредственно на конструкции 2 каркаса, которая в предпочтительном варианте осуществления настоящего изобретения может быть выполнена, как описано выше.
Для этой цели, как схематично показано на фиг.9 и 10, обеспечивается образование, по меньшей мере, одной сплошной тесьмы 36 в виде ленты, которая включает множество продольных параллельных кордов 36а, например, из металлического материала, по меньшей мере, частично включенных в один или более слоев сырого эластомерного материала 38b.
Образование сплошной тесьмы 36 в виде ленты может быть достигнуто, например, путем направления кордов 36а, подаваемых с соответствующих катушек 37 через второй экструдер 38, в который поступает эластомерный материал со второго экструзионного устройства 39. Непрерывная тесьма 36 в виде ленты, выходящая из второго экструдера 38, после возможного прохождения через первые нажимные валики 40 каландра проводится через отрезной станок 41, отрезающий ее в соответствии с данным наклоном α относительно ее продольного протяжения для образования отрезков 42 ленты, ширина которых при измерении перпендикулярно направлению нарезания соответствует ширине, по меньшей мере, одной первой полосы 6 в виде ленты, которая должна быть получена на конструкции 2 каркаса.
Отрезки 42 индивидуально и последовательно уложены на конструкции 2 каркаса и, следовательно, подогнаны по окружности бок о бок вдоль соответствующих соединительных кромок 42а параллельно кордам 36а и в соответствии с продольными кромками тесьмы 36 в виде ленты.
Следовательно, узел из отрезков 42 образует первую полосу 6 в виде ленты сплошного окружного протяжения, как схематично показано на фиг.11, и в первой полосе 6 в виде ленты корды 36а будут расположены поперечно наклону, соответствующему наклону нарезания отрезков 42.
Этот наклон предпочтительно имеет величину, соответствующую 80o и в любом случае лежащую в промежутке от 45o до 90o относительно направлению окружной протяженности, дополнительно с противоположной ориентацией относительно лежащего ниже слоя 3 каркаса.
Для того чтобы первая полоса 6 в виде ленты, состоящая из отрезков 42 того же самого слоя, могла иметь однородное и непрерывное направление, сплошная тесьма 36 в виде ленты, выходящая из второго экструдера 38, может иметь поперечный размер, измеренный параллельно направлению нарезания, равный доле окружного размера первой полосы в виде ленты. В противоположном варианте поперечный размер может быть несколько ниже, чем величина вышеуказанного размера доли, будучи тогда соответствующим образом увеличенным с помощью операции каландрования, осуществляемой валиками 40.
Как вывод, путем соответствующего воздействия на валики 40 каландра ширина сплошной тесьмы 36 в виде ленты может быть приспособлена таким образом, что полученные отрезки 42 будут иметь размер, соответствующий размеру доли в окружном направлении для полосы 8 в виде ленты, без необходимости замены экструдера 38.
Необходимо отметить, что с помощью операции каландрования достигается увеличение расстояния между отдельными кордами 36а согласованно с увеличением ширины сплошной тесьмы 38 в виде ленты, причем вышеуказанные корды 38а в любом случае остаются расположенными на том же расстоянии друг от друга.
Описанная выше последовательность операций может повторяться таким же образом, если необходимо образование одной или более дополнительных полос в виде ленты, не показанных на прилагаемых чертежах, корды которых будут наклонены в соответствии с перекрестной ориентацией по отношению к кордам 38а первой полосы 6 в виде ленты и/или соседним полосам.
При способе, который известен сам по себе, образованию первой полосы или полос 6 в виде ленты может предшествовать прикрепление двух вставок 43 в виде полосы, приспособленных для поддерживания боковых кромок первых полос в виде ленты, так что последние могут, в основном, сохранять плоский профиль в поперечном сечении.
Следовательно, по меньшей мере, одна вторая полоса 7 в виде ленты выполнена предпочтительно с помощью намотки, по меньшей мере, одного сплошного длинномерного элемента 44 в виде витков, расположенных аксиально бок о бок и выступающих по окружности относительно первой полосы 6 в виде ленты.
Если необходимо, намотанные витки, образованные длинномерным элементом 44, могут быть расположены бок о бок при переменном аксиальном ходе распределения, который, например, ближе к экваториальной медианной плоскости Х-Х шины, чем к противоположным боковым кромкам конструкции 5 в виде ленты.
Как схематично показано на фиг.12, для подготовки сплошного длинномерного элемента 44 один или более исходных кордов 44а, подаваемых с соответствующих катушек 45, параллельно соединены друг с другом и прорезинены путем прохождения через третий экструдер 46, обеспечиваемый эластомерным материалом с третьего экструзионного устройства 47.
Длинномерный элемент 44, полученный таким образом, состоит из одного или более исходных кордов 44а, покрытых эластомерным материалом соответствующей толщины, и готов к намотке вокруг первой полосы 6 в виде ленты после возможного прохождения через устройство 48 для хранения.
При удобном варианте осуществления настоящего изобретения вышеуказанные корды представляют собой хорошо известные металлические корды типа НЕ (высокое предельное удлинение), использование и характеристики которых уже были подробно описаны, например, в Европейском патенте 0461484 того же заявителя.
Более детально, эти корды состоят из заданного числа стренг, причем каждая стренга выполнена из заданного числа отдельных проволок диаметром не меньше 0,10 и не больше 0,40 мм, предпочтительно в диапазоне от 0,12 до 0,35 мм. Проволоки в стренгах и стренги в корде вместе намотаны по спирали в одном и том же направлении, причем шаги намотки для проволок и стренг могут быть одинаковы или различны.
Предпочтительно эти корды выполнены из высокоуглеродистых (НТ) стальных проволок, то есть содержащих углерод до степени не ниже 0,9%.
В специфичном варианте осуществления настоящего изобретения, особенно благоприятном в случае с шинами для дорожной транспортировки, вышеуказанная намотка спиралевидного слоя предпочтительно выполняется из единичного корда, известного как 3х4х0,20 НЕ НТ корд, намотанного в виде спирали от одного края ленты до другого: вышеуказанная индикация определяет металлический корд, выполненный из трех стренг, каждая из которых состоит из четырех элементарных проволок диаметром 0,20 мм, намотанных в том же направлении, что и стренги; затем, как известно, сокращение НЕ означает "высокая степень удлинения", а сокращение НТ означает "высокая степень растяжения".
Эти корды имеют величину предельного удлинения от 4 до 8% и хорошо известное типичное поведение при растяжении, так называемое "поведение пружины".
В альтернативном варианте осуществления настоящего изобретения, специально принятом для автомобилей, вышеуказанная намотка осуществляется с текстильными кордами, предпочтительно из материала, дающего усадку при нагревании, такого, например, как НЕЙЛОН 6 или НЕЙЛОН 66.
Затем тесьма протектора 8 прикрепляется к конструкции 5 в виде ленты, получаемой описанным выше способом.
Более подробно, в соответствии со следующим признаком настоящего изобретения тесьма протектора намотана непосредственно вокруг конструкции 5 в виде ленты путем круговой намотки, по меньшей мере, одного сплошного листа 49 из сырого эластомерного материла вокруг конструкции в виде ленты в форме множества радиально наложенных витков, как схематично показано на фиг.15.
Сплошной лист эластомерного материала целесообразно выполнить с помощью четвертого экструдера 50 при подаче с четвертого экструзионного устройства 51. Лист 49, выходящий из четвертого экструдера 50, может быть захвачен следующим блоком 52 каландра, непосредственно после которого может быть расположена тороидальная опора 11, несущая изготавливаемую шину, чтобы обеспечить непосредственную намотку листа эластомера вокруг конструкции 5 в виде ленты.
С помощью соответствующих нарезающих приспособлений, связанных с блоком 52 каландра и/или с помощью перекрывающего приспособления, работающего на выходе четвертого экструдера 50 (оба приспособления не показаны, так как они могут быть выполнены любой конструкции, удобной специалисту), ширину листа 49 эластомерного материала целесообразно постепенно уменьшать согласованно с образованием каждого наматываемого витка "S" вокруг конструкции 5 в виде ленты, так что лист эластомера имеет ширину, постепенно уменьшающуюся от оси вращения шины 1. Естественно, в соответствии с фиг.15 можно легко предположить, что радиальные внешние витки "S" имеют меньшую ширину, чем самые отдаленные витки, чтобы придать полученной тесьме 8 протектора необходимый поперечный профиль.
После выполнения тесьмы 8 протектора или дополнительно перед этим рабочим этапом осуществляется прикрепление боковых стенок 9, выполненных схематично, как показано на фиг.16 и 17. В показанном варианте выполнения каждая боковая стенка 9 изготавливается путем инжекции эластомерного материала в другую пресс-форму 53, из которой вышеуказанная боковая стенка удаляется и затем прикрепляется сбоку к конструкции 2 каркаса с помощью механического манипуляционного приспособления или другого подобного приспособления.
В показанном варианте выполнения каждая боковая стенка 9 имеет радиальный внешний участок 9а и радиальный внутренний участок 9b, выполненные из различных типов эластомерного материала и внутренне соединенных друг с другом с помощью процесса переформования. С этой целью пресс-форма 53, в основном, имеет внешнюю щеку 53а и пару внутренних щек 53b, которые являются взаимозаменяемыми, причем на чертежах показана только одна из них.
Внешняя щека 53а сначала соединена с первой внутренней щекой (не показана) для образования первой полости внутри пресс-формы, причем в этой полости путем инжекции первого эластомерного материала образуется радиальный внешний участок 9а боковой стенки 9. Внутренняя щека пресс-формы 53 затем заменяется второй внутренней щекой 53b, имеющей такую форму, что в пресс-форме образуется вторая полость, частично ограниченная ранее отформованным радиально внешним участком 9а. Это второе гнездо предназначено для приема радиального внутреннего участка 9b, который выполнен путем инжекции второго эластомерного материала.
Каждая из боковых стенок 9, образованная вышеуказанным способом, дает возможность для ее бокового крепления к конструкции 2 каркаса, как описано выше.
Шина 1, изготовленная таким образом, теперь готова к снятию с тороидальной опоры 1 и к этапу вулканизации, который может осуществляться любым известным и удобным способом.
В соответствии с возможным альтернативным вариантом выполнения пневмопровод в виде закрытой трубчатой секции может быть предпочтительно соединен с шиной 1 в дополнение к обкладке 10 или после нее перед этапом вулканизации, причем этот пневмопровод вводится в каркас 2 после снятия шины с тороидальной опоры 11. Этот пневмопровод, не показанный на прилагаемых чертежах, будет накачан после введения шины в вулканизационную форму для подачи внутреннего давления, приспособленного для обеспечения качественной адгезии шины по отношению к стенкам формы и, конкретно, относительно деталей формы, предназначенных для определения продольных и поперечных срезов 8а рисунка протектора.
В соответствии с другой предпочтительной особенностью настоящего изобретения во время этапа вулканизации слои 3 каркаса и полосы 6, 7 в виде ленты проходят через этап растягивания для достижения предварительного натяжения, обеспечивая удлинение шины в линейном направлении, измеренном по окружному выступу в экваториальной плоскости Х-Х самой шины, порядка 2-5%. Этот этап растягивания может осуществляться с помощью давления накачивания вышеуказанного пневмопровода или другой надувной камеры или диафрагмы в вулканизационном устройстве.
Настоящее изобретение обеспечивает важные преимущества.
Реально, рассматриваемая шина может быть получена с помощью изготовления различных компонентов непосредственно на тороидальной опоре, на которой постепенно формируется шина или, в любом случае, очень близко к ней. Таким образом, все проблемы, связанные с изготовлением, хранением и манипулированием полуфабрикатами, столь распространенные при процессах производства традиционного типа, устраняются.
Необходимо особо отметить, что формирование слоя или слоев каркаса путем нанесения элемента в виде полосы, выполненного из нескольких кордов, включенных в один эластомерный слой, обеспечивает достижение важных преимуществ. Прежде всего, по сравнению со способами, описанными в вышеуказанном патенте US 5453140, время изготовления каждого слоя каркаса может быть значительно уменьшено благодаря одновременному нанесению такого количества нитеобразных элементов, которое содержится в элементе 13 в виде полосы. Использование элемента 13 в виде полосы также осуществляется в соответствии с необходимостью предварительного нанесения обкладки 10 на тороидальную опору. Реально слой 13b эластомера, используемый при формировании элемента 13 в виде полосы, сам по себе может обеспечить эффективную адгезию элемента 13 по отношению к тороидальной опоре 11, обеспечивая, таким образом, устойчивое позиционирование отдельных наносимых секций 23, 24.
Точность позиционирования, касающаяся наносимых секций и нитеобразных элементов, введенных в них, далее повышается за счет того, что элемент в виде полосы имеет такую структуру, которая делает его нечувствительным к вибрациям или другим подобным колебаниям, которые могут передаваться с помощью устройства 28 для нанесения. В этой связи необходимо отметить, что нанесение отдельного нитеобразного элемента, как описано в патенте US 5453140, затрудняет достижение точности нанесения каждой нитеобразной секции из-за вибраций и/или колебаний, которым подвергается вышеуказанная нить во время этапа нанесения.
Более того, одновременное нанесение множества нитеобразных элементов в соответствии с настоящим изобретением заставляет устройство 28 для нанесения работать при более низких скоростях, чем это необходимо, когда касается нанесения отдельной нити, что является следующим преимуществом, связанным с точностью выполнения работы без снижения, с другой стороны, производительности.
Помимо этого, нанесение элемента в виде полосы непосредственно на вершину тороидальной опоры профиля соответственно идентично с готовой шиной позволяет достигать плотности, которая невозможна при использовании способов, известных из уровня техники, обеспечивающих нанесение слоя каркаса в виде цилиндрического рукава и последующее придание вышеуказанному тороидальной формы, что будет, следовательно, приводить к истончению кордов слоя каркаса, расположенных на вершине готовой шины.
В дополнение к вышеуказанному, элемент в виде полосы может быть устойчиво прикреплен к тороидальной опоре с помощью эффекта вакуума, получаемого с помощью возможных всасывающих воздухопроводов 28, причем устойчивое крепление этого элемента не может быть достигнуто при применении известных процессов нанесения для отдельной нити.
Наклонное расположение боковых участков 23а, 23с, 24а, 24с обеспечивает расширение, которому подвергается шина во время этапа растягивания, который необходим для эффективного осуществления вулканизации. Реально, во время этого этапа боковые участки стремятся принять ориентацию в плоскости, радиальной по отношению к шине вместе с вершинными участками 23b, 24b, простирающимися между боковыми участками. Взаимное наложение боковых участков вблизи к оси вращения шины в значительной степени укрепляет конструкцию шины поблизости к протекторам, где обычно бывает необходима большая прочность конструкции.
Внимание также привлекается к оригинальному характеру конструкции нерастяжимой кольцеобразной конструкции 4, расположенной на протекторах. Конкретно, благодаря присутствию нерастяжимых по окружности кольцеобразных вставок 32 в комбинации с обычными бортовыми дорнами 31, тенденция борта вращаться под воздействием скользящих толчков эффективно предотвращается. В известном уровне техники это явление приводило к соскальзыванию соответствующей защитной перемычки шины, расположенной в ободе, особенно когда шина подвергалась скользящим толчкам в условиях частичного выкачивания воздуха. Путем установки кольцеобразных вставок 32 этот недостаток устраняется, и шина может быть использована даже в условиях практически полного выкачивания воздуха без нежелательного смещения борта из его гнезда.
Поведения борта шины в соответствии с настоящим изобретением во время движения при соскальзывании схематично представлено на фиг.19, где показана половина поперечного сечения шины 1, связанной со стандартным установочным ободом 54, который на каждом из бортов шины имеет гнездо борта, аксиально ограниченное фланцем 58, образующим внешнюю боковую кромку обода и защитную перемычку 57. Для ясности на фиг.19, где изображена шина 1, штриховка сечения специально не нанесена. Как можно ясно увидеть на вышеуказанной фигуре, присутствие нерастяжимой кольцеобразной вставки 32 предотвращает вращение борта шины под воздействием скользящего толчка N, направленного параллельно оси шины, поворачивающейся на своей опоре относительно защитной перемычки 57, установленной в ободе 54. При этой ситуации скользящий толчок N, действующий вдоль слоя 3 каркаса, вплоть до сближения с ободом 31 борта, вызывает подъем радиального компонента N1, который имеет тенденцию перемещать борт из гнезда 55 борта и противодействовать за счет окружной нерастяжимости кольцеобразной конструкции 4, а также аксиального компонента N2, имеющего тенденцию проталкивать борт относительно окружного фланца 56, обеспечивая поддержку устойчивого позиционирования вышеуказанного.
Таким образом, шина, имеющая борта, выполненная в соответствии с настоящим изобретением, может выдержать так называемый "тест кривой J'' без удаления борта из его гнезда вплоть до давления накачивания 0,5 бар, в то время как в известном уровне техники шины, которые не могут противодействовать смещениям бортов из их гнезд при давлениях ниже 0,8-1,0 бар, считаются приемлемыми.
Необходимо также отметить, что кольцеобразные вставки 32 предоставляют дополнительную защиту конструкции шины на бортах.


Сущность изобретения: по меньшей мере один слой каркаса выполнен с помощью нанесения элемента в виде полосы, включающего продольные нитеобразные элементы, входящие в слой эластомерного материала, на тороидальную опору. Нанесение элемента в виде полосы имеет место в чередующихся наносимых секциях, каждая из которых включает два радиально расположенных боковых участка и вершинный участок, расположенный радиально с внешней стороны. Боковые участки каждой наносимой секции по меньшей мере частично перекрываются боковыми участками, принадлежащими соседней наносимой секции. Со слоем каркаса связаны кольцеобразные конструкции, включающие нерастяжимую по окружности кольцеобразную вставку, расположенную аксиально с внешней стороны по отношению к анкерному элементу. Конструкция в виде ленты, тесьма протектора и боковые стенки объединены с образуемой таким образом конструкцией каркаса для образования шины, которая затем подвергается вулканизации. В результате повышается прочность шин. 3 с. и 29 з.п.ф-лы, 19 ил.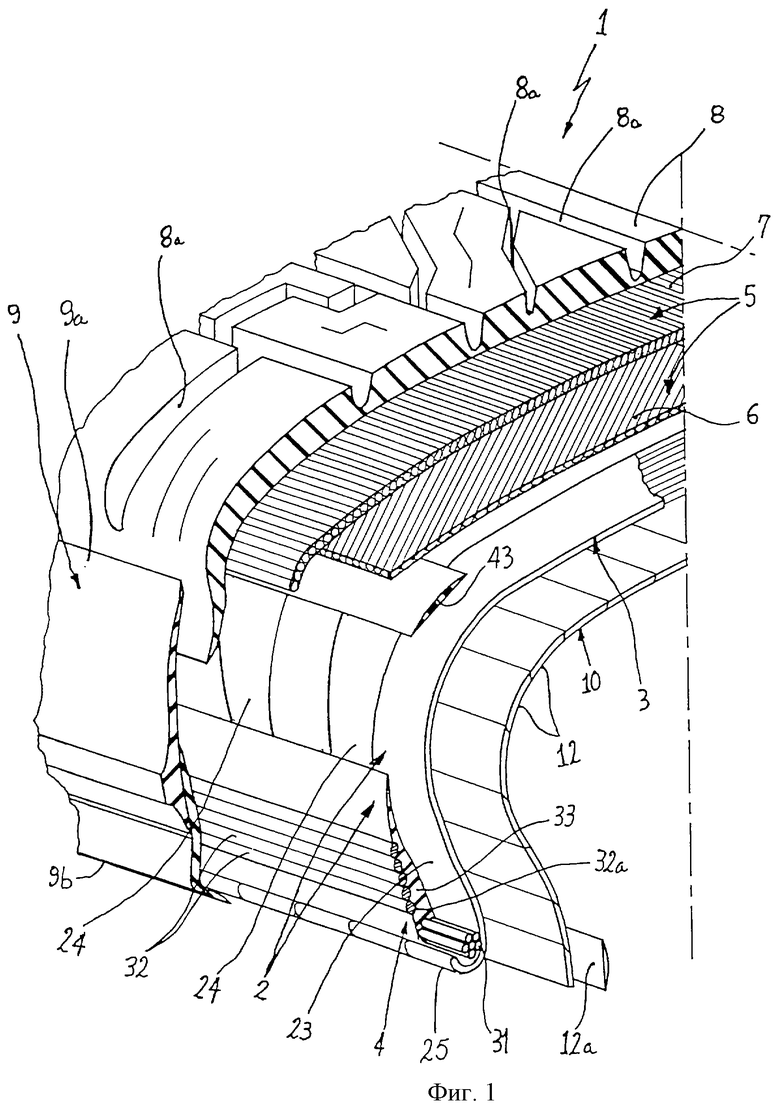
| US 5453148 А, 26.09.1995 | |||
| Датчик числа витков к намоточному станку с программным управлением | 1975 |
|
SU664231A1 |
| Контроллер, преимущественно для управления коробками передач транспортных машин | 1977 |
|
SU664232A2 |
| DE 4203568 А, 27.08.1992 | |||
| Пневматическая шина | 1989 |
|
SU1652105A1 |

