Изобретение относится к трубопроводному транспорту и может быть использовано при строительстве трубопроводов в нефтегазодобывающей промышленности и в жилищно-коммунальном хозяйстве.
Применение труб из высокопрочного чугуна с шаровидным графитом не находит широкого применения при строительстве трубопроводов высокого давления из-за отсутствия соединения, позволяющего надежно их соединять.
Известна конструкция трубы из высокопрочного чугуна с шаровидным графитом, где внутренняя поверхность гладкого конца трубы имеет конусные сопрягаемые поверхности, на одну из сопрягаемых поверхностей нанесен герметизирующий состав (Свидетельство РФ на полезную модель №17964 от 22.01.2001 г.).
Недостатком данной конструкции трубы из высокопрочного чугуна с шаровидным графитом является то, что она не позволяет надежно соединять трубы при строительстве трубопроводов на высокое давление, где имеет место наличие больших осевых нагрузок в процессе эксплуатации трубопровода и особенно плохо работает конусное раструбное соединение при гидравлических ударах.
Известна конструкция комбинированной трубы из высокопрочного чугуна с шаровидным графитом, где на торцы трубы насажены стальные обсадные муфты, которые закреплены с трубой сварными швами (Свидетельство РФ на полезную модель №25565 от 01.04.2002 г. - прототип).
Данная конструкция трубы из высокопрочного чугуна с шаровидным графитом имеет следующие недостатки: во-первых, надо сделать 4 кольцевых сварных шва для закрепления обсадных муфт, причем из них два внутренних кольцевых сварных шва, которые тяжело выполнить на трубах малого диаметра; во-вторых, отсутствует защита стальных обсадных муфт и внутренних кольцевых сварных швов от внутренней коррозии. То есть данная конструкция трубы из высокопрочного чугуна с шаровидным графитом трудоемка в изготовлении и нет защиты стальных обсадных муфт и внутренних кольцевых сварных швов от коррозии в процессе эксплуатации трубопровода, смонтированного из этих труб.
Задачей изобретения является снижение затрат и повышение надежности защиты от внутренней коррозии.
Поставленная цель достигается тем, что концевые стальные патрубки закреплены на наружной поверхности трубы фрикционно-замковым соединением, а изнутри концы трубы и патрубков плакированы вкладышем из коррозионностойкой стали, которые в местах контакта с трубой заизолированы герметиком из диэлектрического материала. Наружные концы вкладышей из коррозионностойкой стали выполнены наравне или выступающими за торцы трубы. В одном из вариантов концы вкладышей выполнены с фланцем, которые контактируют с торцами трубы.
Закрепление концевых стальных патрубков на наружной поверхности трубы фрикционно-замковым соединением позволяет снизить затраты, так как отпадает необходимость выполнения 4 кольцевых сварных швов. Плакирование изнутри концов трубы и стальных патрубков вкладышем из коррозионностойкой стали позволяет надежно защитить трубу от внутренней коррозии в процессе их эксплуатации. А наличие герметика из диэлектрического материала предохраняет трубу от контактной коррозии.
Анализ известных аналогичных решений в конструкциях трубы из высокопрочного чугуна с шаровидным графитом позволяет сделать вывод об отсутствии в них признаков, сходных с отличающимися признаками в заявленной конструкции трубы из чугуна с шаровидным графитом с концевыми стальными патрубками, то есть о соответствии критерию “существенные отличия”.
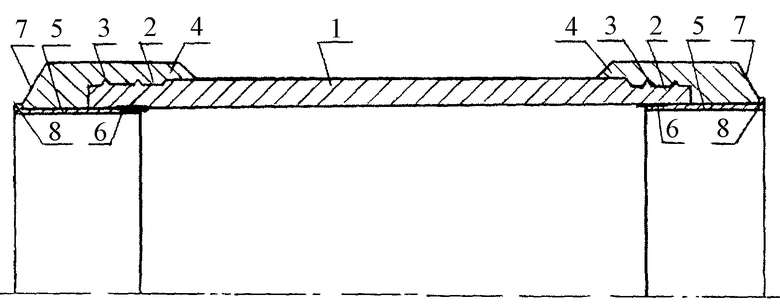
На чертеже изображен продольный разрез конструкции предлагаемой трубы из высокопрочного чугуна с шаровидным графитом с концевыми стальными патрубками.
Труба 1 из высокопрочного чугуна с шаровидным графитом имеет на концах наружные кольцевые проточки 2 и кольцевые выступы 3, через которые труба соединена с внутренней поверхностью стальных патрубков 4 фрикционно-замковым соединением, а изнутри концы трубы 1 и стальные патрубки 4 плакированы вкладышами 5 из коррозионностойкой стали, наружные концы которых выполнены наравне или выступающими за торцы трубы. Вкладыши 5 из коррозионностойкой стали в местах контакта с трубой 1 заизолированы герметиком из диэлектрического материала 6, на торцах стальных патрубков 4 выполнены фаски 7 под сварку. На фиг.2 показан вариант конструкции трубы 1, где наружные концы вкладышей 5 из коррозионностойкой стали выполнены с фланцами 8, которые контактируют с торцами трубы 1.
Трубу 1 из высокопрочного чугуна с шаровидным графитом с концевыми стальными патрубками 4 изготавливают следующим образом.
На наружной поверхности концов трубы 1 делают кольцевые проточки 2 и кольцевые выступы 3, надевают на концы трубы стальные патрубки, которые закрепляют редуцированием гидропрессом, снабженным фильером. При этом кольцевые выступы 3 трубы 1 врезаются в стальные патрубки 4 и одновременно металл стальных патрубков 4 заполняет кольцевые впадины 2 трубы 1. Результатом является то, что сопрягаемые поверхности трубы 1 и стальных патрубков 4 соединяются между собой фрикционно-замковым соединением. Внутреннюю поверхность концов трубы 1 и стальных патрубков 4 плакируют вкладышами 5 из коррозионностойкой стали путем дорнирования при помощи гидропресса, снабженного дорном. Предварительно наружную поверхность внутренних концов вкладышей 5 из коррозионностойкой стали изолируют герметиком из диэлектрического материала 6, который после плакирования служит электроизолирующим слоем между внутренними концами вкладышей 5 из коррозионностойкой стали и внутренней поверхностью концов трубы 1, то есть тем самым обеспечивается защита от контактной коррозии трубы 1 из высокопрочного чугуна с шаровидным графитом и концевых стальных патрубков 4. Вкладыши 5 из коррозионностойкой стали выполняют наравне или выступающими за торцы трубы 1. Могут быть также выполнены вкладыши 5 из коррозионностойкой стали с фланцами 8, которые контактируют с торцами трубы 1. На торцах стальных патрубков 4 делают фаски 7 под сварку. Закрепление вкладышей 5 из коррозионностойкой стали путем дорнирования создает между сопрягаемыми поверхностями стальных труб 1, патрубков 4 и вкладышей 5 из коррозионностойкой стали фрикционное соединение, которое в процессе эксплуатации труб 1 воспринимает часть осевых нагрузок.
Пример конкретного выполнения.
На наружной поверхности концов трубы из высокопрочного чугуна с шаровидным графитом, например, марки ВЧ 45-5 с наружным диаметром 219 мм с толщиной стенки 12 мм на длине 120 мм от торцов трубы делают кольцевые проточки диаметром 216 мм и шириной от 20 до 30 мм с оставлением между ними кольцевых выступов в форме треугольника или трапеции диаметром 219 мм и шириной до 3 мм. Из трубы сталь 10 ГОСТ 8732-78 диаметром 245 мм и с толщиной стенки 18 мм делают патрубки длиной 200 мм, которые изнутри на длине 120 мм протачивают до диаметра 219 мм, а с непроточенной стороны делают фаску под сварку под углом 27-3°. Патрубки с проточенными концами надевают на концы трубы и соединяют их между собой путем редуцирования при помощи гидропресса, снабженного фильерой, имеющей в калибрующей части внутренний диаметр 242,5 мм, при этом кольцевые выступы трубы врезаются в металл патрубков, а металл муфты заполняет кольцевые проточки трубы, то есть получается фрикционно-замковое соединение между концами трубы и патрубков.
Затем на наружную поверхность внутренних концов цилиндрических вкладышей, изготовленных из сталей марки Х18Н10Т, устанавливают прямоугольные кольца, изготовленные из резиновой смеси силиконового каучука, которые обеспечивают применение труб до температуры 250-300°С. Высота колец 15 мм, а толщина 1 мм. Цилиндрические вкладыши имеют длину 160 мм и наружный диаметр 195 мм с толщиной стенки 2 мм. Устанавливают цилиндрические вкладыши вовнутрь концов трубы с концевым стальными патрубками. При этом наружные концы патрубков делают наравне или выступающими до 1 мм за торцы трубы. Закрепляют вкладыши путем дорнирования при помощи гидропресса, снабженного дорном, имеющим наружный диаметр 193 мм, в результате чего между сопрягаемыми поверхностями цилиндрических вкладышей и трубы с концевыми стальными патрубками получается фрикционное соединение. Резиновые кольца обеспечивают защиту от контактной коррозии.
Такую трубу из высокопрочного чугуна с шаровидным графитом с концевыми стальными патрубками можно применять в различных отраслях промышленности при строительстве подземных, наземных и подводных трубопроводов, и в особенности такие трубы могут быть востребованы жилищно-коммунальным хозяйством для систем горячего водоснабжения и отопления и в нефтегазодобывающей промышленности для транспортирования нефтегазопромысловых сред с содержанием сероводорода до 6%.
Используемая литература
1. Свидетельство РФ на полезную модель №17964, кл. F 16 L 15/00. Труба из высокопрочного чугуна с шаровидным графитом (Бахтаров Г.Л., Бородин Ю.В., Минченков А.В.). Заявка №2001101326/20 от 22.01.2001 г., опубликовано 10.05.2001 г. Бюл. №13.
2. Свидетельство РФ на полезную модель №25565, кл. F 16 L 9/08. Комбинированная труба (Лопатин О.П., Бородин Ю.В. и др.). Заявка №2002107804/20 от 01.04.2002 г., опубликовано 10.10.2002 г. Бюл. №28.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2014 |
|
RU2570298C2 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ ТРУБ ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2002 |
|
RU2216673C2 |
| ФАСОННАЯ ДЕТАЛЬ ТРУБОПРОВОДА (ВАРИАНТЫ) | 1993 |
|
RU2087788C1 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2003 |
|
RU2245478C2 |
| СПОСОБ ПЛАКИРОВАНИЯ КОНЦОВ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ ОБЕЧАЙКАМИ ИЗ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2013 |
|
RU2543645C2 |
| СВАРНОЕ СОЕДИНЕНИЕ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ТРУБОЙ | 2013 |
|
RU2519534C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2009 |
|
RU2403490C1 |
| СОСТАВНАЯ ТРУБА ДЛЯ ТРУБОПРОВОДОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2282091C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ТРУБ | 2001 |
|
RU2191947C1 |
| МЕТАЛЛИЧЕСКАЯ ТРУБА С ВНУТРЕННИМ ПОКРЫТИЕМ | 2001 |
|
RU2221962C2 |
Изобретение относится к строительству трубопроводов высокого давления из высокопрочного чугуна с шаровидным графитом сваркой. На наружной поверхности концов труб из высокопрочного чугуна с шаровидным графитом закреплены концевые стальные патрубки фрикционно-замковым соединением. Изнутри концы трубы и патрубков плакированы вкладышем из коррозионностойкого металла. Вкладыши из коррозионностойкой стали в местах контакта с трубой заизолированы герметиком из диэлектрического материала. Изобретение повышает надежность трубы. 3 з.п. ф-лы, 1 ил.
| Змеевиковый бур | 1931 |
|
SU25565A1 |
