Изобретение относится к области металлургии, а именно к упрочнению керамических стержней, используемых при точном литье лопаток двигателей ГТД.
На всех этапах технологического процесса - при заливке модельной массы в формы, при сушке облицовки и выплавке модели, при прокалке формы и заливке ее расплавленным металлом - стержень должен быть достаточно стабильным по свойствам.
При существующих технологиях получения керамических стержней некоторые стержни, особенно тонкостенные, не обладают достаточной прочностью и ломаются при запрессовке модельной массы в пресс-форму. Количество брака по слому стержней при запрессовке моделей может доходить до 80%.
При заливке керамических форм металлом также наблюдается повышенный брак по слому стержня, который может достигать 30-40%.
Известен способ упрочнения керамических стержней, включающий их выдержку в течение 3-5 минут в растворе связующего, содержащем смолу эпоксидную, отвердитель и ацетон, а также сушку (“Литье по выплавляемым моделям” под общей редакцией В.А.Озерова, Москва, Машиностроение, 1994 г., стр. 266, прототип).
Однако известный способ не позволяет получать керамические стержни, обладающие высокой прочностью как при запрессовке модельной массы в пресс-формы, так и при заливке расплава в керамические формы.
Следует отметить, что при изготовлении моделей лопаток ГТД и отливки этих лопаток в печах необходимо получить достаточную прочность стержней при запрессовке модельной массы в пресс-формы, а также при заливке металла в керамические формы.
При существующей технологии получения керамических стержней некоторые стержни, особенно тонкостенные, не обладают достаточной прочностью и ломаются при запрессовке модельной массы в пресс-форму, поэтому количество брака по слому может достигать 80%.
При заливке керамических форм со стержнями горячим расплавом также наблюдается повышенный брак по слому стержня, который может достигать 30-40%.
В конечном итоге повышенный брак по слому стержней при запрессовке модельной массы и при заливке расплава в керамические формы приводит к большому проценту брака отлитых лопаток. Причиной этого брака является недостаточная прочность на изгиб (σ
Технической задачей предлагаемого способа упрочнения керамических стержней является повышение прочности как при запрессовке модельной массы в пресс-формы, так и при заливке расплава в керамические формы.
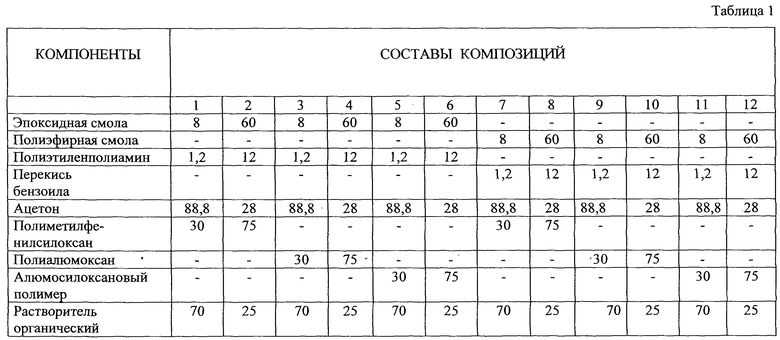
Поставленная задача решается тем, что в известном способе упрочнения керамических стержней, включающем их выдержку в растворе связующего, содержащего смолу органическую, отвердитель и ацетон, и последующую сушку, в котором в качестве раствора связующего используют следующий состав (мас.%);
Органическая смола 8-60
Отвердитель 1,2-12
Ацетон Остальное,
а после сушки осуществляют вторичную выдержку в растворе связующего следующего состава (мас.%):
Кремнийорганический полимер или
алюминийорганический полимер 30-75
Растворитель органический Остальное,
после чего проводят вторую сушку.
Технический результат может быть достигнут при следующих оптимальных режимах.
1. Выдержку в растворе связующего производят в течение 5-60 минут.
2. Сушку производят при температуре 5-35°С в течение 10-120 минут.
3. Вторичную выдержку в растворе связующего осуществляют в течение 10-120 минут.
4. Вторую сушку проводят в течение 15-100 минут при температуре 17-290°С.
Поставленная задача может решаться также тем, что:
1) в качестве органической смолы используют эпоксидную смолу или полиэфирную смолу;
2) в качестве отвердителя используют полиамин или перекись;
3) в качестве полиамина используют полиэтиленполиамин;
4) в качестве перекиси используют перекись бензоила;
5) в качестве кремнийорганического полимера используют полиметилфенилсилоксан, имеющий структурную формулу
{(С6Н5SiO1,5)1[(СН3)2Sio]0,04}n,
6) в качестве кремнийорганического полимера используют полиэлементоорганосилоксан;
7) в качестве полиэлементоорганосилоксана используют алюмосилоксановый полимер;
8) в качестве алюминийорганического полимера используют полиалюмоксан, имеющий следующую структурную формулу:
СH(СН3)2(СO2)2АlO;
9) в качестве растворителя органического используют растворитель, имеющий следующий состав, мас.%:
Спирт этиловый 25
Ацетон 25
Ксилол 25
Толуол 25
Большое влияние на физико-механические свойства керамических стержней оказывают параметры пропитки и сушки, такие как время выдержки в растворе связующего, время сушки, температура сушки.
Пределы взятых параметров были выбраны из следующих соображений.
Пределы по времени выдержки в первом связующем растворе взяты от 5 до 60 минут. Время выдержки менее 5 минут брать нецелесообразно из-за того, что выдержка менее 5 минут не позволяет полностью пропитать стержень. Максимальное время выдержки взято 60 минут, исходя из того, что более длительное время не приводит к увеличению пропитывающего состава в стержне, а приводит к бесполезному увеличению времени цикла выдержки. Время сушки при заданной температуре выбрано исходя из того, что для получения максимальной степени отверждения органической смолы необходима сушка в течение 10-120 минут. Меньшее время не дает достаточной прочности стержней из-за малой степени отверждения. При сушке более 120 минут прочность образцов не возрастает, поскольку процесс отверждения проходит полностью в первые 2 часа. Основным фактором, влияющим на прочность пропитанных стержней, является количество содержания органической смолы в растворе связующего. Содержание органической смолы менее 8 мас.% практически не дает прироста прочности. Содержание органической смолы в связующем растворе более 60 мас.% дает очень вязкое связующее, которое не может пропитать стержни по всему сечению.
Пример осуществления способа.
Была изготовлена партия керамических форм с опытными стержнями в количестве 50 штук, которые были упрочнены пропиткой по предлагаемому способу. Керамические формы были залиты жаропрочным сплавом ЖС6-У по принятой в производстве технологии.
Результаты приведены в таблицах.
В табл.1 приведены составы композиций для упрочняющей пропитки стержней, которые были изготовлены смешением указанных компонентов.
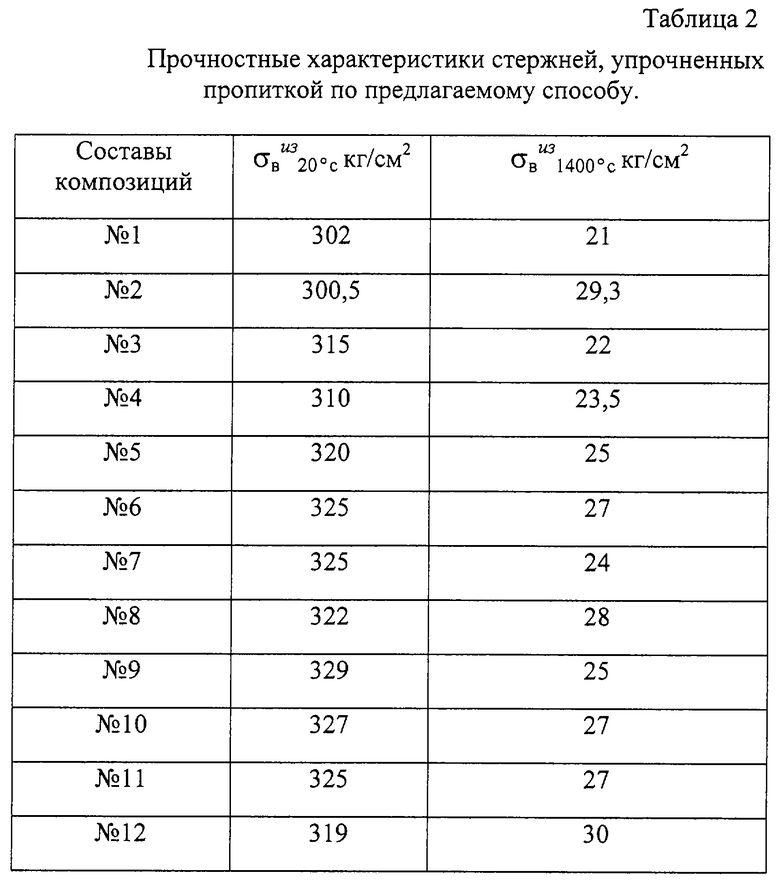
В табл.2 приведены прочностные характеристики стержней, упрочненных пропиткой по предлагаемому способу.
В качестве органической смолы была взята эпоксидная смола ЭД-10, ЭД-16, в качестве полиэтиленполиамина - ПЭПА, в качестве полиметилфенилсилоксана - КО-075 (ТУ 6-02-567-71).
Проведенный контроль опытной партии деталей показал следующее.
1. Упрочняющая пропитка позволила увеличить выход годного литья при запрессовке моделей до 80%.
2. Поломка стержня при заливке сократилась на 20-25%.
3. Отклонений по геометрическим размерам не наблюдалось.
4. Опытные стержни удалялись по принятой технологии и никаких отклонений в процессе удаления не наблюдалось.
Таким образом, можно сделать вывод о том, что применение предлагаемого способа упрочнения керамических стержней позволяет повысить прочность (σ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления керамических форм по выплавляемым моделям для получения точных отливок из химически активных и жаропрочных сплавов | 2021 |
|
RU2757519C1 |
| Способ изготовления литейной керамической формы с использованием жидконаливных самотвердеющих смесей для литья по выплавляемым моделям | 2021 |
|
RU2756075C1 |
| Способ изготовления керамических стержней в литье по выплавляемым моделям с использованием самотвердеющих смесей (варианты) | 2021 |
|
RU2760139C1 |
| Способ изготовления безобжиговых керамических стержней в литье по выплавляемым моделям с использованием самотвердеющих смесей (варианты) | 2021 |
|
RU2760460C1 |
| ОГНЕСТОЙКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2013 |
|
RU2545284C2 |
| Способ изготовления литейных форм с использованием жидконаливных самотвердеющих смесей при производстве отливок из жаропрочных сплавов по выплавляемым моделям (варианты) | 2021 |
|
RU2755624C1 |
| ТЕРМОСТОЙКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2573468C2 |
| СПОСОБ УПРОЧНЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2354490C1 |
| ТЕРМОСТОЙКИЙ ВСПЕНЕННЫЙ ПОЛИМЕРНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, СПОСОБ ИЗГОТОВЛЕНИЯ ОСНОВЫ ДЛЯ НЕГО И СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА | 2013 |
|
RU2545287C1 |
| Суспензия для изготовления оболочковых форм по выплавляемым моделям | 1982 |
|
SU1079338A1 |
Изобретение относится к литейному производству и может быть использовано при литье лопаток ГТД. Керамические стержни выдерживают в растворе связующего, имеющего следующий состав, мас.%: органическая смола 8-60, отвердитель 1,2-12, ацетон - остальное. Затем стержни сушат при температуре 5-35°С в течение 10-120 минут. После сушки выдерживают стержни в растворе связующего следующего состава, мас.%: кремнийорганический полимер или алюминийорганический полимер 30-75, растворитель органический - остальное. Проводят вторую сушку в течение 15-100 минут при 17-290°С. Обеспечивается повышение прочности стержней как при запрессовке модельной массы, так и при заливке расплава в керамические формы. 13 з.п. ф-лы, 2 табл.
Органическая смола 8-60
Отвердитель 1,2-12
Ацетон Остальное
а после сушки осуществляют вторичную выдержку в растворе связующего следующего состава, мас.%:
Кремнийорганический полимер или
алюминийорганический полимер 30-75
Растворитель органический Остальное
после чего проводят вторую сушку.
{(С6Н5SiO1,5)1[(СН3)2SiO]0,04}n.
СН(СН3)2(СO2)2АlO.
Спирт этиловый 25
Ацетон 25
Ксилол 25
Толуол 25
| Литье по выплавляемым моделям./Под общей редакцией В.А | |||
| ОЗЕРОВА.- М.: Машиностроение, 1994, с.266 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ И ФОРМ НА ГИПСОВОМ СВЯЗУЮЩЕМ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ ЦВЕТНЫХ И ЧЕРНЫХ СПЛАВОВ | 2002 |
|
RU2214314C1 |
| Способ изготовления стержней | 1981 |
|
SU997953A1 |
| US 4135030 А, 16.01.1979 | |||
| ЕР 0648560 А, 19.04.1995. | |||

