(54) СПОСЮВ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Раствор для обработки керамических форм и стержней | 1980 |
|
SU933177A1 |
| Способ изготовления керамическихлиТЕйНыХ фОРМ и СТЕРжНЕй | 1979 |
|
SU833365A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ И СТЕРЖНЕЙ ПО ПОСТОЯННЫМ МОДЕЛЯМ | 1999 |
|
RU2157292C1 |
| Способ изготовления керамических форм и стержней по постоянным моделям | 2021 |
|
RU2760029C1 |
| Способ изготовления керамических форм и стержней по постоянным моделям | 2020 |
|
RU2748251C1 |
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ ФОРМ И СТЕРЖНЕЙ | 1999 |
|
RU2152841C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ ПО ХОЛОДНОЙ ОСНАСТКЕ | 1995 |
|
RU2086341C1 |
| Смесь для изготовления литейныхфОРМ и СТЕРжНЕй пО пОСТОяННыММОдЕляМ | 1979 |
|
SU810356A1 |
| Способ изготовления литейной керамической формы с использованием жидконаливных самотвердеющих смесей для литья по выплавляемым моделям | 2021 |
|
RU2756075C1 |
| СПОСОБ ПОЛУЧЕНИЯ НОСИТЕЛЯ ДЛЯ КАТАЛИЗАТОРОВ | 1997 |
|
RU2151000C1 |
Изобретение относится к литейному производству, в частности к изготовлению керамических стержней -из ог ливаемых керамических масс. Известен способ изготовления кера мических стержней из огеливаемых керамическйх масс, при котором затвердевшие в оснастке стержни нагревают в течение 5-60 мин, в интервале температур 50-200°С, после чего их поджигают для удаления легколетучих продуктов гидррлизованного этилсиликатаС13. Недоста тком указанного способа является исключение возможности удро нения стержней путем пропитки водным растворами солей, кислот или оснований, поскольку эти водные растворы не проникают внутрь стержня. Кроме того, нагрев стержней перед выжиганием легколетучйх продуктов приводит к повышенному трещинообразованию стержней. Наиболее близким к изобретению nq технической сущности и. достигаемому эффекту является способ изготовления керамических стержней, включающий формовку стержней в оснастке, выжигание легколетучих продуктов, пр питку стержня водными растворами кислот, оснований или солей i про- калкуСЗ. Недостатком указанного способа является исключение возможности пропитки йелких стержней, поскольку в процессе выгорания легколетучих продуктов связуйщего они не могут нагреть 9я до 300°С и выие, т.е. до тех температур, при которых в полной мере осуществляется процесс пропитки стержней водными растворами. Целью изобретения является повышение прочности стержней после прОкалки за счет интенсификации пропитки стержней водными растворами кислот, солей,или оснований. , Поставленная цель достигается тем, что согласно способу изготовления стержней, преимущественно до 0,125дм из огеливаемых керамических смесей, включающему заливку смеси в технологическую оснастку, отверждение смеси, выжигание легк летучих продуктов, пропитку водными растворами кислот, солей или оснований, высокотемпера- . турную прокалку, перед пропиткой упомянутыми растворами производят подсушку стержней при 280-400°С. При такой подсушке удаляются невыгоревшие продукты связующего, в кеpa -икe укрупняются поры, и водные растворы свободно заполняют их во всем объеме.
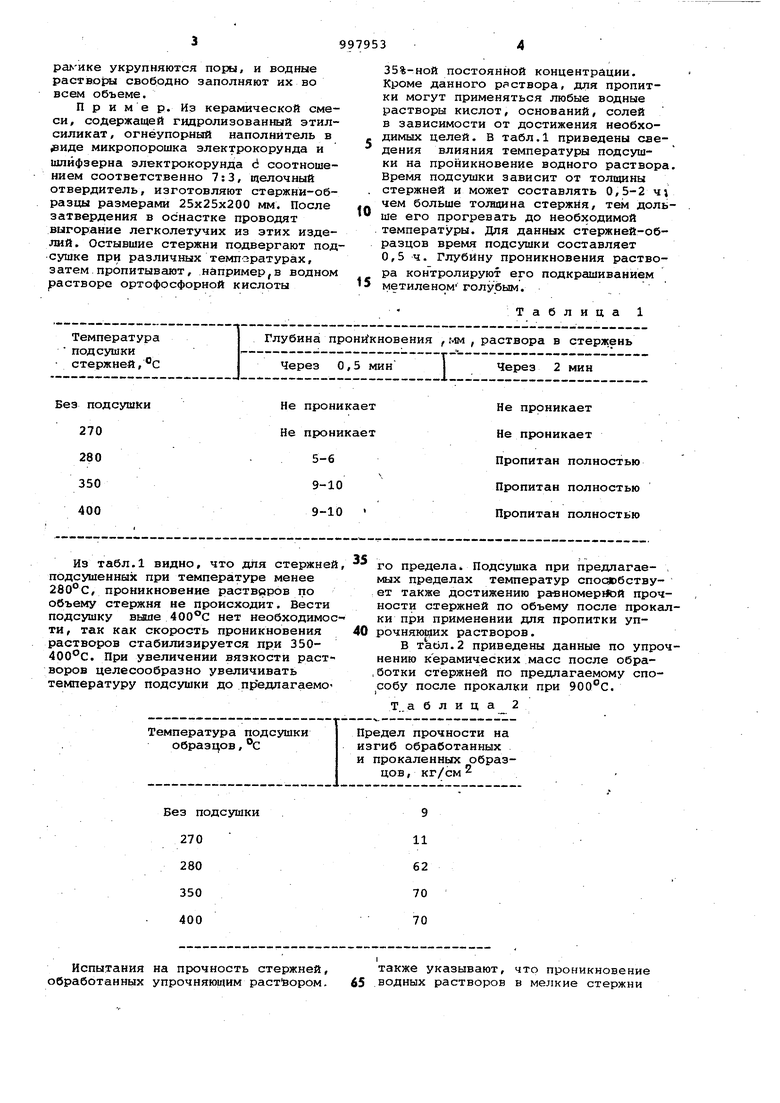
П р и м е р. Из керамической смеси, содержащей гидролизованный этилсиликат, огнеупорный наполнитель в эиде микропорошка электрокорунда и шлйфзерна электрокорунда d соотношением соответственно 7:3, щелочный отвердитель, изготовляют стержни-образцы размерами 25x25x200 мм. После затвердения в оснастке проводят выгорание легколетучих из этих изделий. Остывшие стержни подвергают подсушке при различных температурах, затем.пропитывают, например,в водном растворе ортофосфорной кислоты
ез подсушки
Не проникает 270 Не проникает
5-6 280 350
9-10
9-10 400
Из табл.1 видно, что для стержней, подсушенных при температуре менее 280°С, проникновение раствяров по объему стержня не происходит. Вести подсушку виде нет необходимости , так как скорость проникновения растворов стабилизируется при 350400°С. При увеличении вязкости раст воров целесообразно увеличивать температуру подсушки до предпагаемо
Температура подсушки образцов,С
Без подсушки 270 280 350 400
Испытания на прочность стержней, обработанных упрочняющим растЬором. 65
35%-ной постоянной концентрации. Кроме данного раствора, для пропитки могут применяться любые водные растворы кислот, оснований, солей в зависимости от достижения необходимых целей. В табл.1 приведены сведения влияния температуры подсушки на проникновение водного раствора. Время подсушки зависит от толщины стержней и может составлять 0,5-2 ч; чем больше толщина стержня, тем дольше его прогревать до необходимой температуры. Для данных стержней-образцов время подсушки составляет 0,5 ч. Глубину проникновения раствора контролируют его подкрашиванием метиленсзм голубым.
Т а б л и ц а 1
Не проникает Не проникает Пропитан полностью Пропитан полностью Пропитан полностью
го пределаi Подсушка при предлагае- , мых пределах температур споосбствует также достижению равномерной прочности стержней по объему после прокалки при применении для пропитки уп0 рочняюиих растворов.
В .2 приведены данные по упрочнению керамических масс после обра, ботки стержней по предлагаемому способу после прокалки при .
Таблица2
Предел прочности на изгиб обработанных и прокаленных образцов, кг/см
9
11 62
70 70
также указывают, что проникновение водных растворов в мелкие стержни
происходит после сушки стержней при и более.
Для пропитки мелких стержней из огеливаемых керамических масс обычно применяются растворы с органическими раствори-телями (спирт, ajtsToH и др.),, имеющийи низкое поверхjiQpTkoe натяжение по сравнению с и поэтому хорошо проникающими в млкропоры керашики и- без подсуш ки стержней.
Предлагаемый способ позволяет проводить качественную пропитку мелких стержней из огеливаемых ке .рамических масс более дешевыми водталя растворами взамен применяемы jpaстворов с органическими растворяг телями. Способ рекомендуется для мелких стержней весом до 0,2 кг. : Ожидаемой экономический эффект сгт использования способа в условиях предприятия по сравнению с известным составит около 100 руб на 1 т годного литья.
Формула изобретения
Способ изготовления стержней, преимущественно до 0,125 дм, |из оге,ливаемых керамических смесей на этилсиликатном связукщш, включающий залнвку смеси в технологическую оснастку, .отверждение смеси, вцфигание легколетучих продуктов, прюпитку водными растворами кислот, ей или оснований, прокгшку, о т л чающийся тем, что, повышения прочности стержней после прокалки за счет интенсифнкацни пропитки стержней водными 1 аствбрами, перед пропиткой.упомянутыми растворами, производят подсушку стержней при температуре 280-400С.
Источники информации, принятые во внимание при экспертизе
