Область техники, к которой относится изобретение
Изобретение относится к промышленности строительных материалов и может быть использовано в производстве кирпича и некоторых других керамических изделий, а именно в технологическом процессе обжига. Изобретение применимо ко всем видам кирпича и керамических камней, имеющих форму прямоугольного параллелепипеда, а также приближенную к нему форму.
Уровень техники
Наиболее широко известны способы обжига кирпича в кольцевых и туннельных печах. Однако недостатком таких печей является неравномерность обжига кирпича, уложенного штабелем, громоздкость производства, тепловые потери, наличие специальных тележек для перемещения садки изделий. Последнее время получили распространение вертикальные печи непрерывного действия: шахтные и щелевые, с перемещающимся материалом и неподвижными технологическими зонами. Технологический процесс в печах вертикального типа направлен сверху вниз, что позволило использовать перемещение изделий под действием собственного веса и исключить специальные транспортные средства для перемещения изделий через печь. Кроме того, вертикальная конструкция печи позволила приблизить источники тепла к обжигаемым изделиям, что привело к повышению тепловой эффективности процесса и уменьшению времени обжига. Таким образом, вертикальные печи являются менее материалосмкими, а способ обжига в таких печах - скоростным, более производительным и экономичным.
Известен способ обжига керамических изделий (патент на изобретение 2110027, РФ, кл. F 27 B 1/00, F 27 B 9/14, опубл. 27.04.1998 г.), при котором изделия последовательно подаются в печь толкателем от пресса. Перемещают изделия по спиральной траектории, которую задает спиральный одновитковый рольганг, сверху вниз через зоны нагрева, обжига и охлаждения. Канал перемещения образован цилиндрическим зазором между коаксиально расположенными стенками печи (внутренней и внешней). Нагрев кирпича в зоне обжига производится посредством газовых горелок, расположенных во внешней стене печи.
Данный способ обеспечивает высокую производительность процесса, однако требует специального оборудования. Кроме того, садка кирпичей, представляющая собой изделия, уложенные друг на друга плашок на плашок (т.е. постель на постель), не обеспечивает равномерного доступа теплоносителя ко всей поверхности изделия, что ведет к неравномерности обжига изделия по его объему.
Известен способ термообработки керамических изделий в вертикальной печи (патент на изобретение 2098384, RU, кл. С 04 В 33/32, F 27 B1/00, опубл. 10.12.1997 г.), включающий подачу теплоносителя в садку в горизонтальном направлении несколькими сформированными послойно и направленными навстречу друг другу потоками, сходящимися в центре садки, движущимися на один шаг вверх и затем расходящимися от центра в противоположные стороны. Садка изделий в этом случае выполняется таким образом, что в ней имеют место чередования по высоте рядов кирпича, установленных на ложковую грань и на плашок. Схема садки кирпича, установленных на ложковую грань, не меняется и повторяется через ряд по высоте. В ней предусмотрены сквозные каналы для прохода теплоносителя. Садка рядов кирпича, уложенного на плашок, меняется. В первом варианте имеется один канал для прохода теплоносителя, и проходит он по центру ряда, деля ряд на две равные части. Во втором варианте образованы два боковых канала, которые расположены между садкой и противоположными стенками печи, к которым примыкают топки. Упомянутое выше послойное движение потоков теплоносителя по каналам, образованным определенной установкой изделий в рядах, повторяется многократно, как и чередование рядов в садке. Этим обеспечивается равномерное распределение теплоносителя и воздуха для охлаждения изделий по высоте штабеля. Загрузка кирпича-сырца производится вручную или автоматом-садчиком. Движение садки может быть непрерывным или периодическим через определенный промежуток времени. Вся садка кирпича удерживается и перемещается специальным устройством.
Достоинством вышеприведенного изобретения является повышение качества продукции за счет обеспечения равномерности обжига, однако садка изделий имеет довольно сложное строение и требует специального устройства для перемещения.
Наиболее близким к заявляемому изобретению является способ обжига изделий стеновой керамики в вертикальной печи (патент на изобретение 2031340, РФ, кл. F 27 В 1/00, опубл. 20.03.1995 г., бюлл. 8), представляющий собой технологический цикл, включающий загрузку изделий послойно загрузочным механизмом сверху печи, синхронное перемещение на один ряд вниз всей садки вдоль обжигового канала и послойную пакетную выгрузку готовых изделий снизу корпуса. Садка изделий выполнена в виде столбов сечением 250х250. При обжиге изделий в форсунках сжигается топливо, и по газораспределительным устройствам полученный теплоноситель выходит из зазоров и омывает садку.
Конструкция садки играет решающую роль как в процессе теплообмена между изделиями и газовым потоком, так и в распространении теплоты в теле кирпича. Неравномерность прогрева изделия, особенно в условиях скоростного обжига, приводит к появлению коробления и деформации изделия, а значит, снижению качества готовой продукции. Следовательно, садка должна оказывать минимальное сопротивление движению газов и воздуха, способствовать наиболее равномерному распределению огня по сечению печного канала, быть устойчивой и в то же время удобной для загрузки и выгрузки кирпича. Совершенной в теплотехническом отношении является садка, в которой изделия установлены так, что максимально возможная по площади поверхность изделия свободно и равномерно омывается теплоносителем.
В решении по патенту 2031340 каждый столб садки образован рядами кирпичей, установленными друг на друга с образованием сечения 250х250, т.е. по несколько изделий в каждом ряду столба. В таком варианте конструкции садки имеют место лабиринтообразные зазоры для прохождения теплоносителя, что затрудняет доступ теплоносителя к изделиям. В итоге снижается интенсивность обжига, увеличивается время, необходимое для достаточного прогрева изделий, и, кроме того, не обеспечивается равномерный прогрев изделий внутри садки.
Известна вертикальная печь для обжига керамических изделий (патент на изобретение 2023965, РФ, кл. F 27 В 1/00, опубл. 30.11.1994 г., бюлл. 22), содержащая вертикальные обжиговые каналы, образованные вертикальными стенами из жаропрочного материала, механизмы загрузки и выгрузки, расположенные на каркасе печи, соответственно над входным и под выходным участками обжиговых каналов. В стенных зазорах между соседними секциями печи размещены горелочпые устройства и каналы для подачи воздуха для горения и охлаждения изделий, а также каналы для отвода нагретого воздуха и дымовых газов. Герметизация входного участка обжигового канала и разделение зон обжига и охлаждения осуществляется поворотными подпружиненными заслонками. В качестве элементов механизма выгрузки готовых керамических изделий используются гидроцилиндры, поворотные фиксаторы и ленточный транспортер. Печь относится к вертикальным щелевым печам и обладает всеми преимуществами щелевых печей, приведенными выше. Кроме того, в печи реализован эффективный радиационно-конвективный режим обжига, при котором обогрев изделий осуществляется потоком дымовых газов и тепловым излучением микрофакелов и стен горелочных устройств.
Однако печь состоит из нескольких секций, содержащих по одному вертикальному обжиговому каналу и разделенных между собой стенами из жаропрочного материала, что говорит о ее большой материалоемкости. Конструкция садки в данной печи представляет собой столб изделий, порядно уложенных друг на друга, что предполагает наличие небольших зазоров между изделиями в садке, что, в свою очередь, сказывается на равномерности прогрева изделий, а значит, на качестве получаемой продукции.
В качестве прототипа заявляемого устройства принята вертикальная печь (патент на изобретение 2031340, РФ, кл. F 27 В 1/00, опубл. 20.03.1995 г., бюлл. 8), содержащая вертикальный корпус прямоугольного сечения с зонами подогрева, обжига и охлаждения, горизонтальные перегородки с окнами, устройства загрузки и разгрузки, газоподводящис и отводящие короба, садку изделий, которая размещена с зазором в окнах перегородок и представляет собой совокупность столбов сечением 250х250 мм. Для улучшения регулирования процесса обжига печь снабжена проточными баками с водой, расположенными в зоне подогрева и охлаждения и соединенными между собой, а газораспределительные устройства печи выполнены в виде отрезков прямоугольных труб, уложенных взаимно пересекающимися горизонтальными рядами, охватывающими садку изделий с разрывами в местах пересечения для выхода теплоносителя.
Вышеперечисленные конструктивные особенности печи позволяют до некоторой степени улучшить равномерность обжига, однако компоновка изделий в садке в виде столбов размером 250х250 ограничивает доступ теплоносителя к поверхности изделий внутри столба.
Сущность заявляемого изобретения
Заявляемым изобретением решается задача повышения качества изготавливаемых изделий путем обеспечения равномерности обжига, при одновременной интенсификации процесса обжига.
Поставленная задача решается тем, что в способе обжига кирпича в шахтной печи, включающем загрузку изделий сверху корпуса печи с установкой на садку, выполненную в виде равномерно распределенной в объеме печи совокупности столбов изделий, синхронное перемещение садки по обжиговому каналу, подачу теплоносителя в зазоры между столбами и выгрузку снизу печи готовых изделий, согласно заявляемому изобретению каждый столб садки формируют последовательной установкой одного изделия на другое с образованием плашковыми поверхностями изделий двух противоположных граней столба, размещают столбы изделий в обжиговом канале с образованием между упомянутыми гранями столбов зазоров, достаточных для свободного перемещения теплоносителя, а подачу теплоносителя осуществляют в зазорах, перпендикулярных граням, образованных плашковыми поверхностями изделий.
Технический результат, а именно равномерность обжига изделий, достигается за счет увеличения поверхности, свободной для равномерного доступа теплоносителя. Подобное увеличение стало возможным благодаря предлагаемой конструкции садки изделий. В заявляемом способе каждый кирпич устанавливают таким образом, что грани изделия, наибольшие по площади поверхности, т.е. плашки, оказываются свободно омываемыми теплоносителем. При этом в одном конкретном случае реализации заявляемого способа кирпичи устанавливают "тычком на тычок", а в другом - "ложком на ложок". Тычком является наименьшая грань кирпича, поэтому предпочтительной является реализация способа с установкой изделий "тычком на тычок". В любом случае реализации способа непременным условием является образование двух противоположных граней столба плашковыми поверхностями изделий, следовательно, плашковые грани изделия, которые имеют наибольшую площадь поверхности, в любом случае формирования столбов садки остаются свободными и открытыми для доступа теплоносителя.
Между столбами изделий выдерживают зазоры, причем зазоры между гранями рядом расположенных столбов, образованными плашковыми поверхностями изделий, составляют от 10 до 40 мм, а зазоры между гранями, перпендикулярными упомянутым, составляют от 20 до 80 мм. Зазоры служат для обеспечения свободного доступа теплоносителя к изделиям. Однако при величине зазоров между гранями, образованными плашковыми поверхностями кирпичей, больше 40 мм и величине больше 80 мм для зазоров между гранями, перпендикулярными упомянутым, не обеспечивается достаточного температурного напряжения, необходимого для обжига. При величине зазоров между плашковыми поверхностями кирпичей меньше 10 мм невозможно размещение в них зажимных элементов механизма фиксации для удержания столбов изделий при выгрузке. Величина зазоров между гранями, перпендикулярными плашковыми поверхностям изделий, менее 20 мм, не позволит разместить в них источники тепловой энергии обжига и газоотводящие устройства.
По завершению перемещения столбов изделий в обжиговом канале на величину, равную размеру изделия по высоте столба, осуществляют выгрузку изделий. Выгрузка производится порядно, причем предварительно осуществляют фиксацию каждого изделия в ряду, вышерасположенном по отношению к выгружаемому.
Поставленная цель достигается также тем, что шахтная печь для обжига кирпича, содержащая обжиговый канал, установленное над верхним проемом печи устройство загрузки, расположенное под нижним проемом печи устройство разгрузки, включающее механизм фиксации садки и механизм снижения и выгрузки изделий, источники тепловой энергии для обжига, размещенные в обжиговом канале и газоотводящие устройства, согласно заявляемому изобретению печь снабжена смонтированными в обжиговом канале вертикальными направляющими, скомпонованными в группы в виде совокупности разнесенных один относительно другого направляющих каналов, свободно охватывающих столбы из последовательно установленных одно на другое с образованием плашковыми поверхностями двух противоположных граней столба изделий, при этом приближенные к упомянутым граням столбов вертикальные направляющие рядом расположенных направляющих каналов разнесены одни относительно других с образованием зазоров между столбами изделий, достаточных для свободного перемещения потока теплоносителя, а источники тепловой энергии размещены в зазорах, перпендикулярных упомянутым.
Введение в состав устройства вертикальных направляющих, разбивающих рабочий объем печи на совокупность вертикальных направляющих каналов, позволяет организовать прохождение обжигаемых изделий последовательно друг за другом сверху вниз вдоль обжигового канала. При таком решении размеры каналов максимально приближены к габаритам транспортируемого столба изделий, однако не затрудняют перемещение изделий. Вертикальные направляющие могут быть выполнены в виде вертикальных прутков из жаропрочного сплава. Прутки объединены в группы, образующие направляющий канал, и закреплены между собой посредством горизонтальных скоб, охватывающих прутки то с одной, то с другой стороны канала с чередованием по высоте канала охватываемых сторон. Скобы имеют лишь точечную связь с направляющими, выполненную, например, сварочным способом, причем привариваемые прутки также чередуются. Отсутствие жесткой связи обеспечивает подвижность системы, исключает возможные при высокотемпературном режиме обжига перекосы и деформации. Вертикальные направляющие могут быть выполнены из тонких полос жаропрочного материала, однако в любом варианте исполнения толщина направляющих должна быть значительно меньше размеров обжигаемых изделий. Это необходимое условие для обеспечения свободной циркуляции теплоносителя между изделиями в садке.
Таким образом, перечисленная совокупность существенных признаков позволяет получить аналогичный способу технический результат, а именно обеспечить равномерность обжига изделий в печи. Получение одного и того же технического результата говорит об единстве изобретательского замысла, связывающего заявляемые способ и устройство.
Направляющие каналы для перемещения обжигаемых изделий разнесены между собой с образованием зазоров. Величина зазоров между сторонами направляющих каналов, соответствующими граням столбов садки, образованным плашковыми поверхностями изделий, составляют от 10 до 40 мм, а величина зазоров, перпендикулярных им, - от 20 до 80 мм. Величины зазоров соответствуют условиям реализации способа обжига и объяснены выше. Верхний предел интервалов обусловлен технологическими причинами, а именно тем, что при больших зазорах не будет создаваться достаточного температурного напряжения для обеспечения необходимого прогрева изделий. Нижние пределы обусловлены техническими причинами, а именно тем, что в зазорах размещают источники тепловой энергии, газоотводящие устройства и зажимные элементы фиксирующего механизма.
Шахтная печь содержит источники тепловой энергии для обжига, которые могут быть выполнены в виде балочных горелок диффузионного типа, размещенных в обжиговом канале и установленных таким образом, что расположение отверстий для выхода теплоносителя совпадает с расположением зазоров между гранями столбов садки, образованными плашковыми поверхностями изделий. Таким образом, потоки теплоносителя строго сориентированы и направлены в зазоры между гранями столбов садки, образованными плашковыми поверхностями изделий. Данное техническое решение позволяет повысить тепловую эффективность и экономичность процесса обжига благодаря максимальному приближению источников тепла к обжигаемым изделиям, повысить интенсивность процесса благодаря строгой ориентированности потоков теплоносителя. Для организации потоков теплоносителя печь дополнительно может быть снабжена клапанами, расположенными горизонтально в зазорах между направляющими каналами над источниками тепловой энергии.
Технология обжига с использованием газовых горелок требует наличия специальных каналов для отвода газовых продуктов сгорания. В печи предусмотрены газоотводящие устройства, выполненные в виде труб, причем трубы вынесены в рабочий объем обжигового канала печи и размещены в зазорах между направляющими каналами аналогично расположению газовых горелок. Опускание столба изделий осуществляется в пошаговом режиме за счет взаимодействия фиксирующего механизма, поворотного относительно горизонтальной оси стола и цепных транспортеров, образующих в совокупности механизм выгрузки изделий.
Механизм фиксации садки выполнен в виде совокупности индивидуальных зажимных элементов для каждого столба изделий, которые обеспечивают надежное удержание садки в обжиговом канале печи в процессе выгрузки нижнего ряда изделий.
Поворотный стол, установленный с возможностью возвратно-поступательного перемещения по вертикали, позволяет отделить нижний выгружаемый ряд изделий и перенести эти изделия на транспортирующее средство, исключив опасность повреждения поверхности готовых изделий. Поворотный стол снабжен прорезями, расположенными на стороне, противоположной оси поворота стола, и выполненными с возможностью прохождения в них цепных транспортеров. Таким образом, исключается применение дополнительных сталкивающих средств, выгружаемые изделия укладываются непосредственно на конвейер, а затем отводятся из зоны печи. При выполнении конвейера в виде цепного транспортера для каждой стопки изделий предусмотрено по две нитки.
Кроме приведенного выше технического результата, позволившего улучшить качество изготавливаемых изделий, заявляемое устройство характеризуется тепловой эффективностью, обусловленной равномерным распределением тепловой нагрузки по сечению и высоте печи, тепловой экономичностью и интенсификацией процесса обжига, за счет приближенности горелочных устройств к обжигаемым изделиям, и при этом небольшой материалоемкостыо, простотой и удобством профилактики и ремонта.
Перечень фигур чертежей
Изобретение иллюстрируется чертежами, на которых изображены:
на фиг.1 - шахтная печь, схематичное изображение;
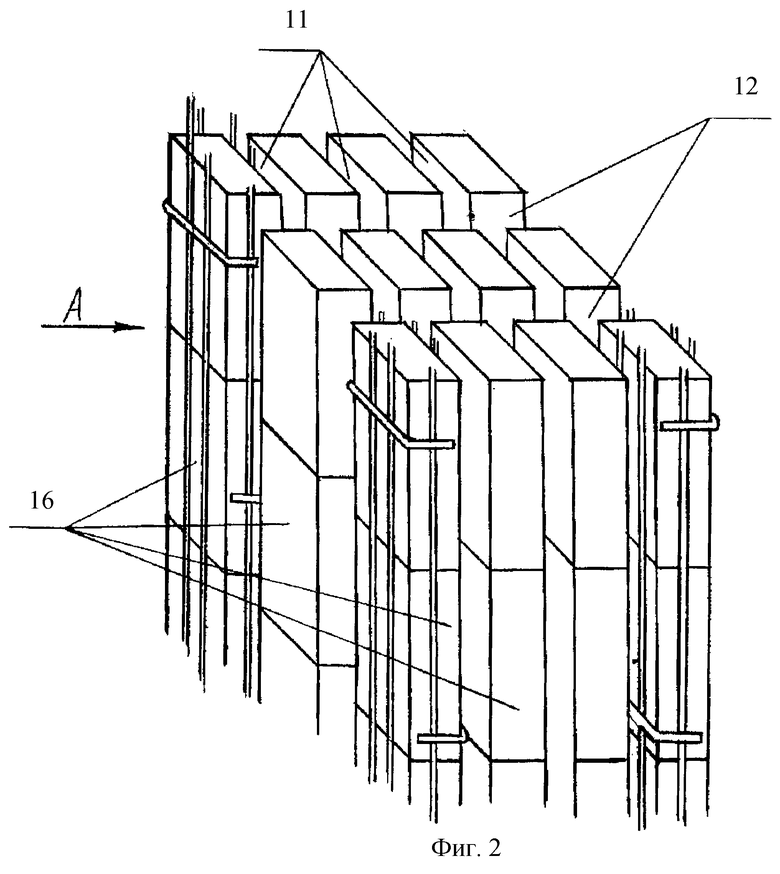
на фиг. 2 - схема садки изделий с установкой кирпича "тычком на тычок", фронтально-изометрическая проекция, на которой показаны зазоры между столбами изделий в садке и расположение направляющих для столба изделий;
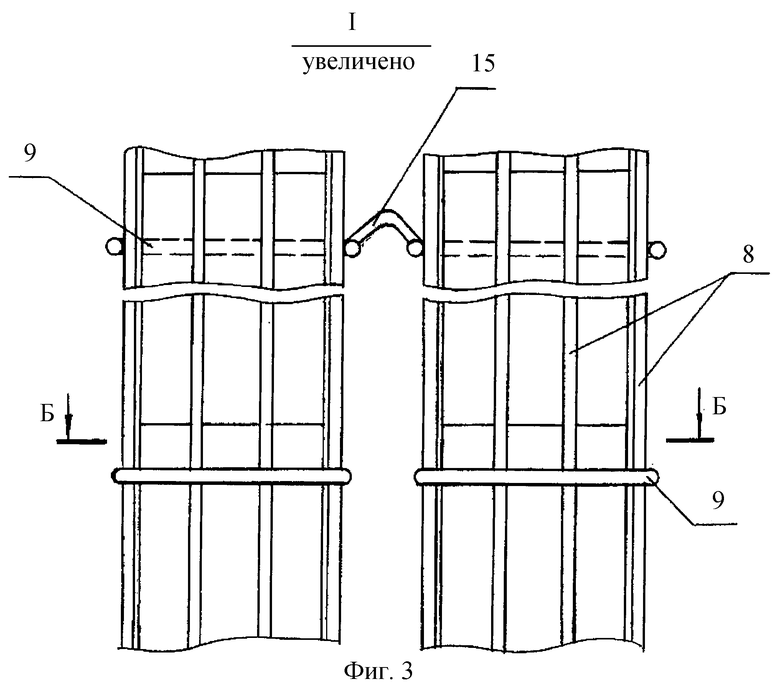
на фиг. 3 - выносной элемент I с фиг.1, показывающий взаимное расположение вертикальных направляющих и горизонтальных скоб, образующих каналы для прохождения изделий;
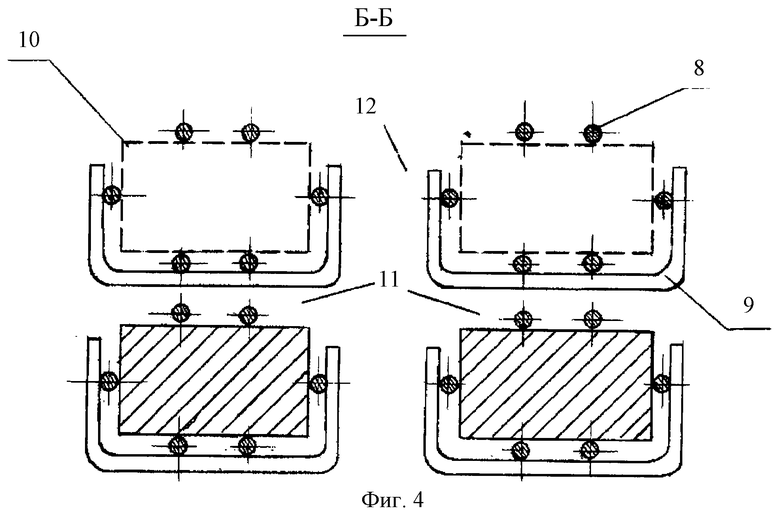
на фиг.4 - горизонтальный разрез Б-Б на фиг.3, на котором показаны зазоры между направляющими каналами;
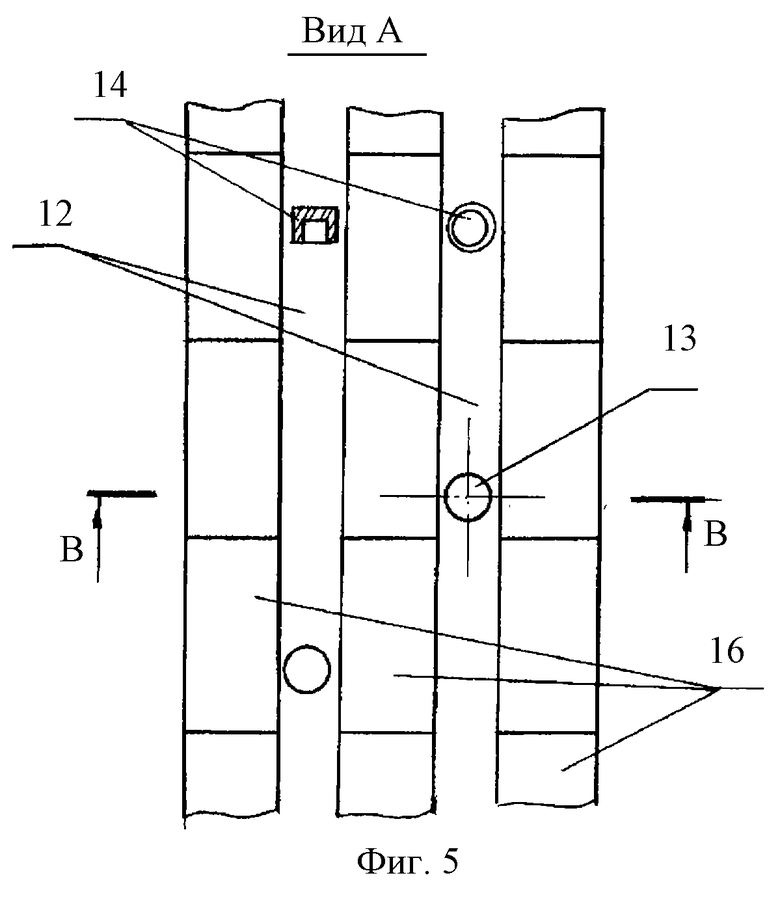
на фиг. 5 - приведен вид сбоку на садку со схематичным показом расположения газовых горелок и газоотводящих устройств;
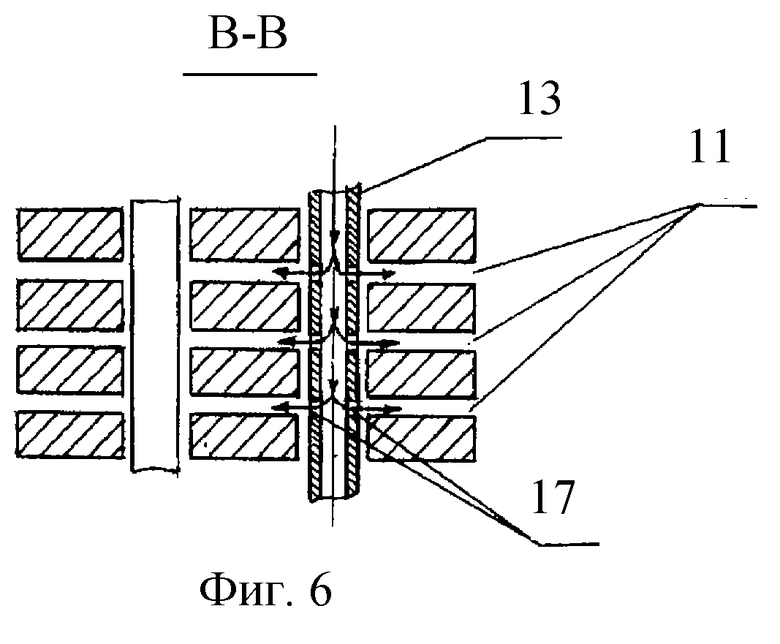
на фиг. 6 - разрез В-В на фиг.5, на котором показано распределение потоков теплоносителя;
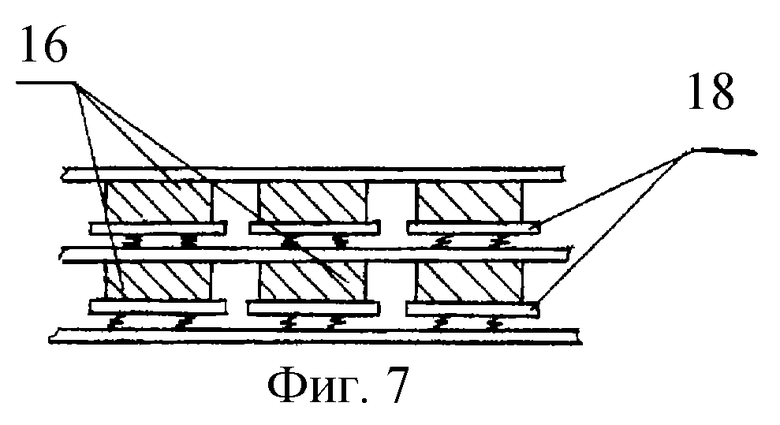
на фиг.7 - элементы механизма фиксации;
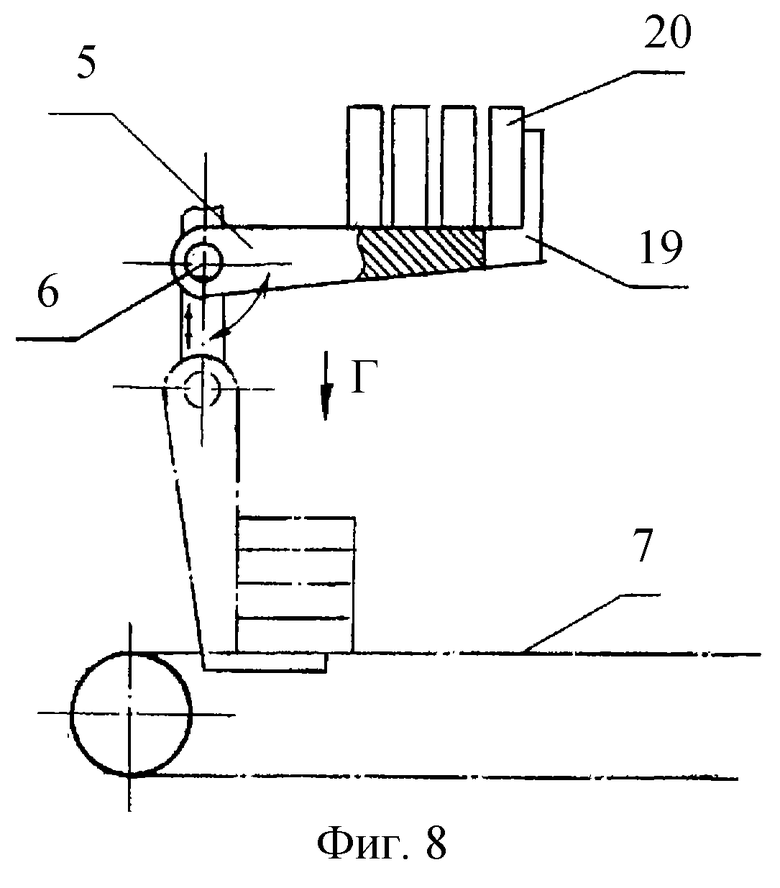
на фиг. 8 - механизм выгрузки и показаны крайние положения поворотного стола при работе с цепным транспортером;
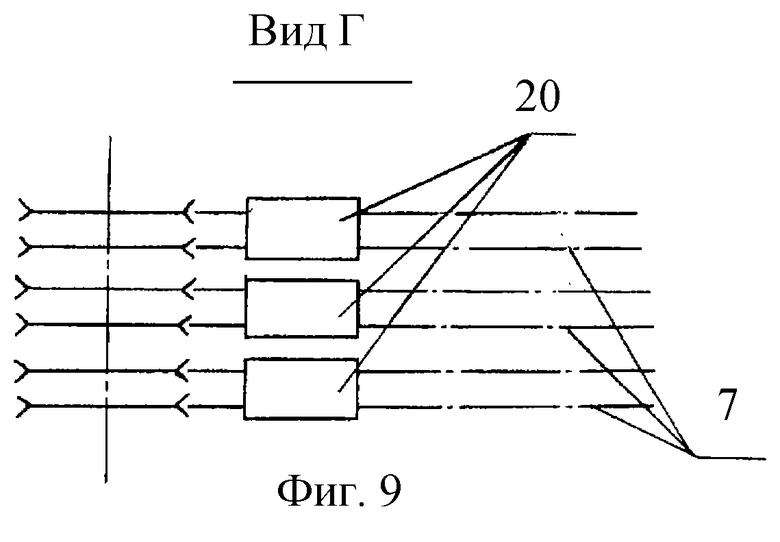
на фиг.9 - вид сверху па цепной транспортер с выгружаемыми изделиями;
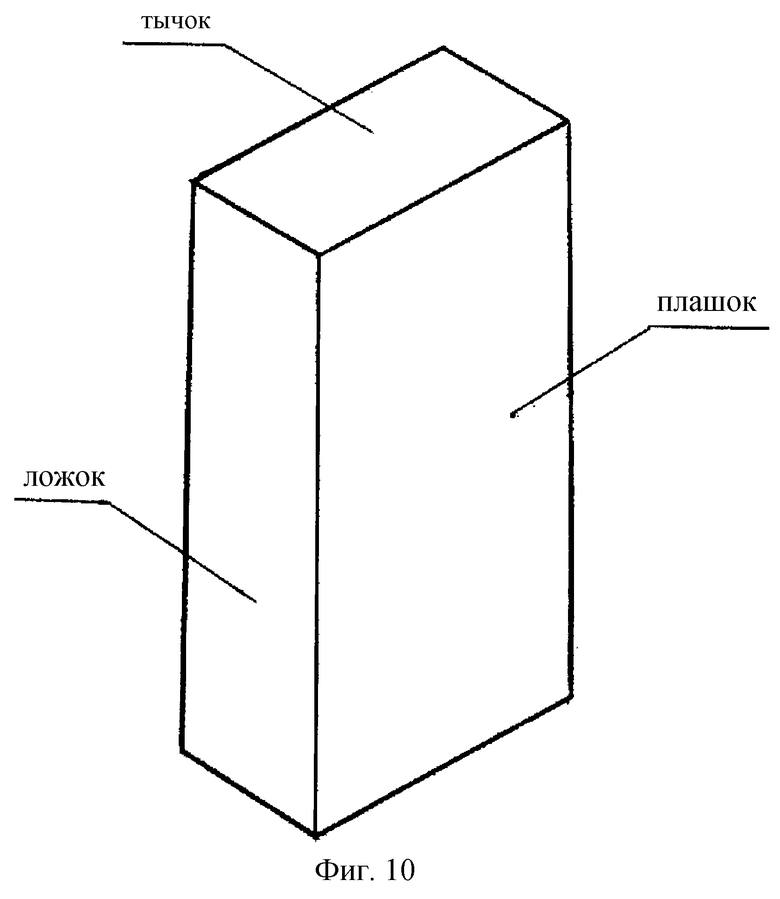
на фиг.10 - эскиз кирпича с указанием граней.
Сведения, подтверждающие возможность осуществления изобретения
Заявляемый способ обжига кирпича был реализован посредством заявляемого устройства.
Шахтная печь для обжига кирпича содержит (см. фиг.1) корпус 1, в котором расположен обжиговый канал 2. Над верхним проемом печи установлено механизм 3 загрузки. Под нижним проемом печи расположен механизм 4 фиксации и механизм снижения и выгрузки изделий, выполненный в виде поворотного вокруг горизонтальной оси 6 стола 5, установленного с возможностью возвратно-поступательного перемещения по вертикали и взаимодействующего с цепным транспортером 7. Печь снабжена вертикальными направляющими 8, смонтированными в обжиговом канале 2. Направляющие 8 выполнены в виде вертикальных прутков из жаропрочного сплава, скомпонованных в группы посредством горизонтальных скоб 9 и образующих совокупность однотипных вертикальных направляющих каналов 10 для прохождения столбов садки изделий. Горизонтальные скобы 9 охватывают прутки то с одной, то с другой стороны с чередованием по высоте канала охватываемых сторон (см. фиг.3).
Направляющие каналы 10 служат для организации прохождения изделий, поступающих на обжиг. Размеры направляющих каналов максимально приближены к размерам проходящих через них изделий. Направляющие каналы 10 образуют между собой зазоры 11 и 12 (см. фиг.4). Величина зазоров 12 составляет 75 мм и обусловлена расположением в них источников тепловой энергии обжига, выполненных в виде балочных горелок 13 диффузионного типа, труб 14 для отвода дымовых газов и нагретого воздуха, и клапанов 15, выполненных в виде профильных полос и установленных горизонтально между направляющими 8 (см. фиг. 5).
Садка изделий в печи представляет собой совокупность столбов 16 (см. фиг. 2). Каждый столб получен последовательной установкой одного изделия па другое на наименьшую грань, т.е. "тычком на тычок" (см. фиг. 10).
Горелки 13 имеют отверстия 17 для выхода теплоносителя (см. фиг.6). Горелки установлены между направляющими каналами, причем расположение отверстий 17 совпадает с расположением зазоров 11 между гранями столбов 16 садки, образованными плашковыми поверхностями изделий. Величина зазоров 11 составляет 35 мм. Величина обусловлена, с одной стороны, технологическими причинами и является достаточной для свободного прохождения теплопотоков, с другой стороны, в зазорах 11 расположены зажимные элементы 18 механизма 4 фиксации.
Механизм 4 фиксации выполнен в виде совокупности индивидуальных для каждого столба изделий упругих зажимов 18 (см. фиг.7), работающих от гидропривода, и служит для удержания столбов садки изделий при выгрузке.
Поворотный стол 5 снабжен (см. фиг.8) прорезями 19, расположенными на стороне, противоположной оси 6 поворота, и выполненными с возможностью прохождения в них цепных транспортеров 7.
Способ обжига изделий в вышеуказанной печи реализуется следующим образом.
Механизмом 3 загрузки подготовленные для обжига изделия (в нашем случае это кирпичи) устанавливаются на верхний ряд столбов 16 садки готовой к работе шахтной печи.
В газовых горелках 13 осуществляют сжигание газообразного топлива, и полученный теплоноситель через отверстия 17 направленным потоком подается в зазоры 11 между гранями столбов садки, образованными плашковыми поверхностями кирпичей (см. фиг.6). Благодаря тому что столбы разнесены в объеме печи с образованием зазоров 11 и 12, теплоноситель свободно омывает каждый столб 16 изделий, обеспечивая тем самым равномерный прогрев каждого кирпича. Теплоноситель максимально приближен к обжигаемым изделиям, что способствует интенсивности обжига и позволяет в кратчайший срок при минимальном расходе топлива обжечь изделия без дефектов с высокими техническими показателями. Клапаны 15, ограничивающие распространение потоков теплоносителя вертикально вверх и направляющие потоки теплоносителя в горизонтальном направлении между столбами 16 изделий, также способствуют равномерности обжига.
Полученные в результате горения дымовые отходы и нагретый воздух улавливаются трубами 14 и отводятся из зоны обжига.
По истечении технологически заданного времени обжига механизмом 4 фиксации осуществляется зажим кирпичей предпоследнего, относительно выгружаемого, ряда посредством индивидуальных зажимных элементов 18 и осуществляется удержание столбов 16 изделий. Поворотный стол 5, с расположенным на нем нижним рядом готовых изделий 20, опускается на величину, равную высоте изделия в столбе садки, отделяя тем самым выгружаемый ряд кирпичей. Затем осуществляется поворот стола 5 вокруг горизонтальной оси 6, при этом выгружаемые изделия 20 укладываются в стопки непосредственно на конвейер 7 (см. фиг.9), проходящий в прорези 19 стола 5, а затем отводятся из зоны действия стола, давая последнему возможность подняться в исходное положение. Производится загрузка следующей партии кирпича-сырца. Осуществляют расфиксацию столбов 16. Производят опускание садки кирпича на величину кирпича по высоте столба 16 садки. Затем осуществляется выгрузка, и цикл повторяется.
Изобретение относится к производству кирпича и изделий строительной керамики. Технический результат: повышение интенсивности процесса, обеспечение равномерности обжига и улучшение качества получаемых изделий. Садку кирпича формируют последовательной установкой одного изделия на другое с образованием двух противоположных граней столба плашковыми поверхностями изделий. Столбы изделий размещают с образованием между упомянутыми гранями столбов зазоров, достаточных для свободного перемещения теплоносителя. Обжиг кирпича производится в шахтной печи. В обжиговом канале печи смонтированы вертикальные направляющие, скомпонованные в группы в виде совокупности разнесенных один относительно другого направляющих каналов. Источники теплоносителя располагают в зазорах между направляющими каналами и подачу теплоносителя осуществляют в зазоры между плашковыми гранями изделий. 2 с. и 12 з.п. ф-лы, 10 ил.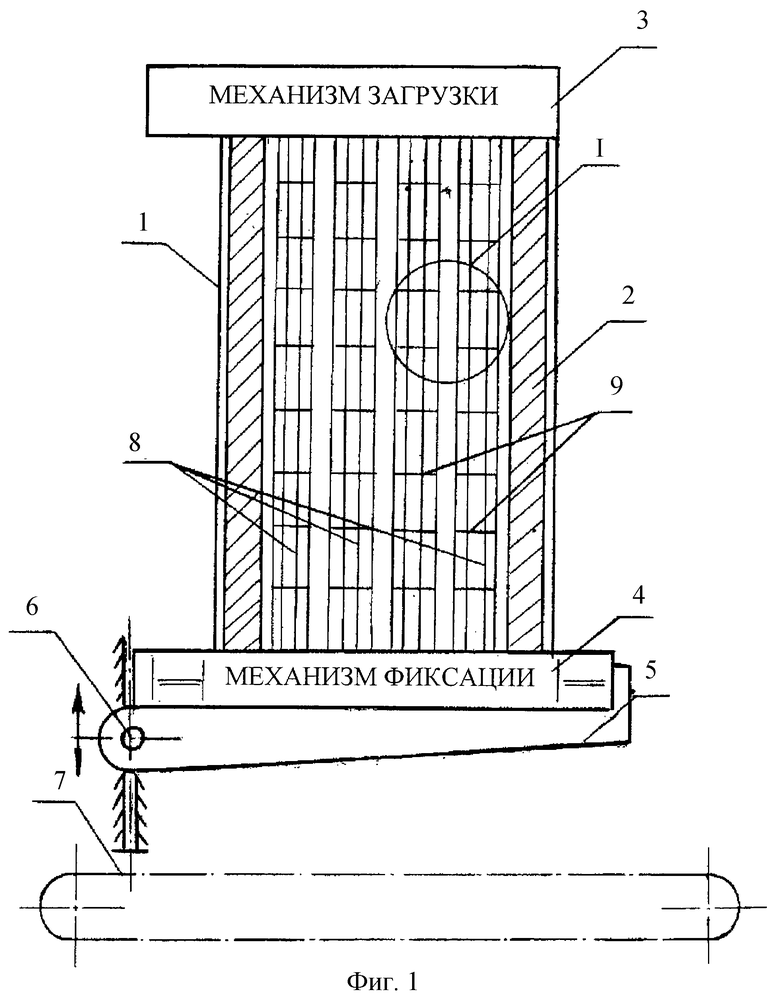
| ПЕЧЬ ДЛЯ ОБЖИГА ИЗДЕЛИЙ СТЕНОВОЙ КЕРАМИКИ | 1991 |
|
RU2031340C1 |
| Печь для обжига изделий стеновой керамики | 1983 |
|
SU1130718A1 |
| RU 94038593 A1, 10.09.1996 | |||
| Печь для обжига изделий стеновой керамики | 1990 |
|
SU1702133A1 |
| US 4717339 A, 05.01.1988 | |||
| US 3671165 A, 20.06.1972. | |||

