Изобретение относится к области производства керамических изделий, в основном кирпича, и может быть использовано в других отраслях промышленности для термообработки твердых штучных изделий, в том числе находящихся в специальных однотипных контейнерах.
Известна вертикальная печь непрерывного действия для обжига керамических изделий, содержащая загрузочный и разгрузочный механизмы, обжиговые каналы, горелочные устройства, каналы для отвода дымовых газов.
Печь имеет обжиговый канала в виде муфеля, обогреваемого снаружи потоком дымовых газов, движущимся от горелок по спиралевидному муфельному каналу, образованному горизонтальными и наклонными перегородками между футерованным корпусом печи и муфелем.
Выполнение обжигового канала печи в виде муфеля приводит к существенному повышению массы и габаритов печи и снижает интенсивность теплопередачи от дымовых газов к обжигаемым изделиям вследствие значительного термического сопротивления стенки муфеля. Это снижает тепловой КПД печи для обжига и приводит к перерасходу топлива.
Наиболее близкой по технической сущности к заявленной печи является печь, содержащая вертикальные обжиговые каналы с направляющими, по которым перемещается садка обжигаемых изделий, причем направляющие выполнены в виде вертикальных перегородок с окнами в них для дымовых газов, и горизонтальные перегородки, размещенные с шагом, превышающим в два ряда их толщину. Горелочные устройства размещены в предтопках, в которых производится сжигание топлива. Предтопки сообщаются горизонтальными каналами с обжиговым каналом, причем предтопки расположены со смещением относительно друг друга (в шахматном порядке) по высоте печи. Особенностью печи является особая конфигурация садки, обеспечивающая зазоры между изделиями, газопроницаемость садки в горизонтальном направлении и малую газопроницаемость в вертикальном направлении. Только при такой конфигурации садки обеспечивается работоспособность печи, так как в ней реализуется преимущественно конвективный режим обжига керамических изделий.
Достоинством прототипа является использование тепла дымовых газов, выходящих из зоны обжига печи для предварительного подогрева керамических изделий, поступающих на обжиг.
К недостаткам прототипа относятся:
значительная материалоемкость печи, обусловленная усложненной конструкцией обжиговых каналов и предтопков, наличием вертикальных и горизонтальных перегородок обжиговых каналов, вынесенных за пределы обжиговых каналов предтопков, и реализацией конвективного режима обжига керамических изделий;
невысокая топливная экономичность печи, обусловленная неиспользованием теплоты нагретого в печи воздуха;
снижение тепловой эффективности печи при увеличении зазоров между садкой и направляющими перегородками обжиговых каналов из-за вертикальных перетечек дымовых газов;
возможность заклинивания садки вследствие малых зазоров между садкой и направляющими перегородками обжиговых каналов и, как следствие, снижение срока службы печи при ремонте направляющих перегородок.
Указанные недостатки повышают материалоемкость прототипа, снижают его тепловую экономичность и срок службы.
Целью изобретения является уменьшение материалоемкости, повышение тепловой экономичности и срока службы печи.
Указанная цель достигается тем, что в вертикальной печи для обжига керамических изделий, содержащей загрузочный и разгрузочный механизмы, горелочные устройства, вертикальные обжиговые каналы, каналы для подвода воздуха на горение и охлаждение керамических изделий, в стенках обжиговых каналов в зонах обжига выполнены горизонтальные сквозные горелочные туннели, а горелочные устройства выполнены с соплами для распределения топлива, соосными с горелочными туннелями, и размещены в зазорах между стенами соседних обжиговых каналов, соединенных с каналами для отвода нагретого воздуха из зон охлаждения керамических изделий и каналами для отвода нагретого воздуха из печи.
При этом в печи в зоне обжига будет реализован более эффективный радиационно-конвективный режим обжига керамических изделий с обогревом изделий не только потоком дымовых газов, но и тепловым излучением микрофакелов и стен горелочных туннелей. При этом более полно используется тепловая энергия топлива и по сравнению с конвективным режимом обжига снижается удельный расход топлива на обжиг изделий.
Исключение вертикальных и горизонтальных направляющих для потока дымовых газов в зоне обжига и сжигание топлива в пределах стен обжиговых каналов позволяет по сравнению с прототипом резко снизить материалоемкость печи для обжига, а также повысить ее срок службы, так как отпадет необходимость в ремонте направляющих перегородок.
Подключение горелочных туннелей к потоку горячего воздуха, рекуперирующего теплоту охлаждаемых (в зоне охлаждения печи) керамических изделий, и работа горелок на подогретом воздухе также способствуют повышению топливной экономичности предложенной конструкции печи.
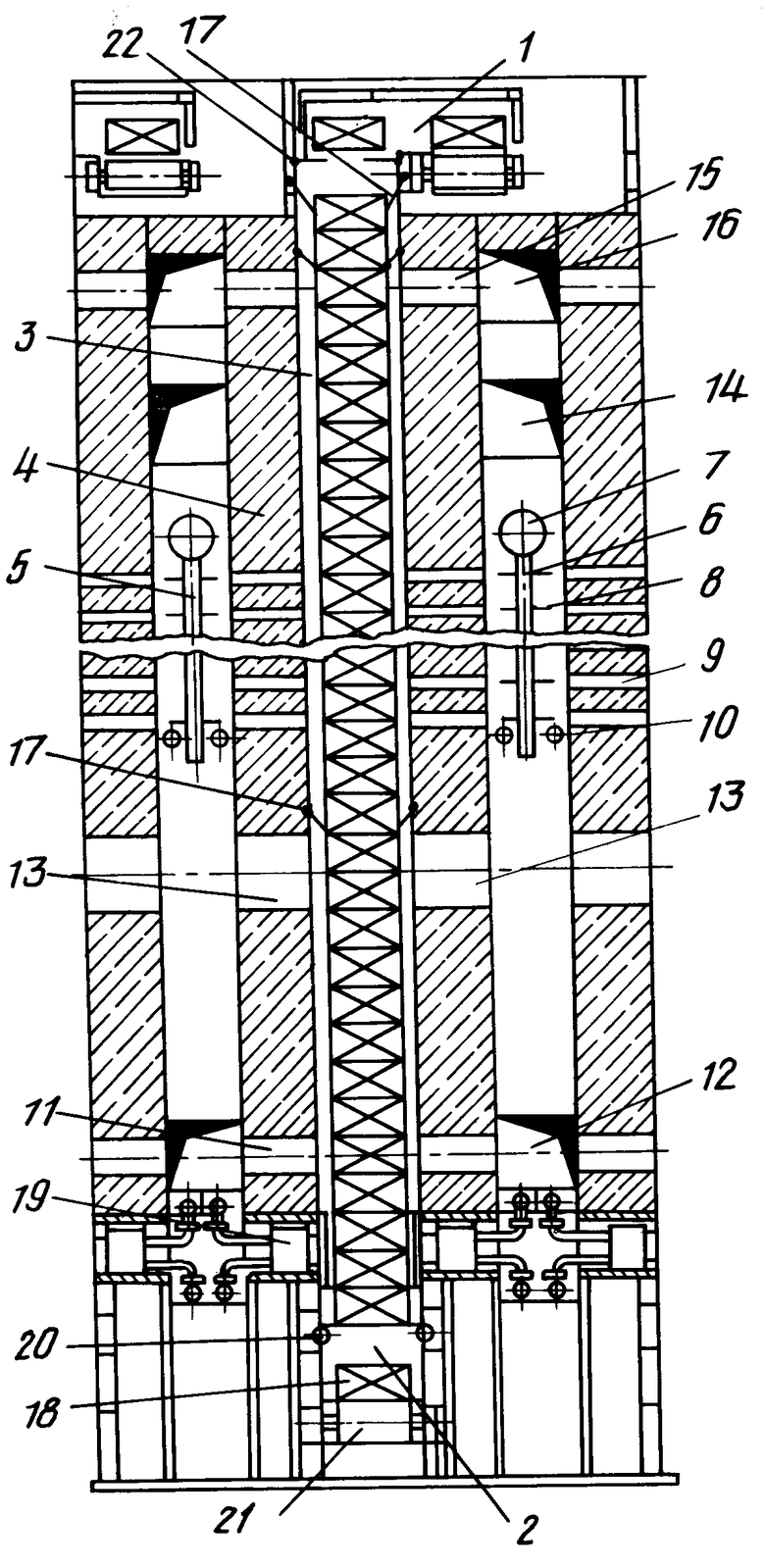
На чертеже изображена одна из средних секций предлагаемой печи, поперечный разрез.
Печь для обжига содержит механизмы загрузки 1 и выгрузки 2 обжигаемых керамических изделий. Механизмы размещены по каркасе печи соответственно над входным и под выходным участками вертикальных обжиговых каналов 3, образованных вертикальными стенами 4 из жаропрочного материала. Снаружи вертикальных стен 4 обжиговых каналов в зазоре между соседними секциями печи размещены горелочные устройства 5 (на чертеже показаны горелочные устройства с двухсторонним распределением топлива).
Горелочные устройства состоят из вертикальных коллекторов 6, подключенных к топливным коллекторам 7, закрепленных на каркасе печи.
На вертикальных коллекторах 6 расположены сопла 8, соосные горелочным туннелям 9 в стенах 4 обжиговых каналов. Розжиг горелок производится запальниками 10.
В вертикальных стенах обжиговых каналов выполнены каналы 11, подключенные к коллекторам 12, размещенным в нижней части печи между стенами 4 соседних секций печи. По коллекторам 12 и каналам 11 осуществляется подача воздуха для охлаждения обожженных керамических изделий.
Выше по уровню в стенах 4 под горелочными устройствами 5 выполнены каналы 13 для отвода нагретого воздуха из обжигового канала 3, из зоны охлаждения обожженных керамических изделий.
Над горелочными устройствами 5 в зазоре между стенами 4 соседних обжиговых каналов расположены сборные коллекторы 14 для отвода избыточного нагретого воздуха из печи.
В верхней части стен 4 (под механизмом загрузки расположены каналы 15 для отвода дымовых газов из обжигового канала 3 в дымоходы 16, расположенные в зазоре между стенами соседних обжиговых каналов (секций печи).
Герметизация входного участка обжигового канала 3 под механизмом загрузки 1, а также разобщение зон обжига и охлаждения и фиксация садки керамических изделий осуществляются поворотными подпружиненными заслонками 17.
В качестве элементов механизма выгрузки 2 готовых керамических изделий 18 могут быть использованы гидроцилиндры 19, поворотные фиксаторы 20 и пластинчатый (ленточный) транспортер 21.
Печь для обжига керамических изделий работает следующим образом.
Вначале в обжиговые каналы с помощью специального погрузочного устройства (не показано на чертеже) производится загрузка заранее подготовленных оставшихся от предыдущего пуска обожженных керамических изделий или пустых контейнеров. Загрузка производится до верха обжигового канала так, как показано на чертеже.
Затем включаются в работу механизмы загрузки 1 и выгрузки 2 керамических изделий, производится их регулировка синхронизации и наладка, выставляется скорость перемещения керамических изделий в обжиговом канале. При наладке механизмов 1 и 2 возможна перестановка керамических изделий с конвейера готовой продукции на подающий конвейер механизма загрузки 1.
После отладки механизмов загрузки 1 и выгрузки 2 производится продувка коллекторов 12 и 14, дымоходов 16, устанавливаются необходимые расход воздуха и разрежение в обжиговых каналах и после заполнения подводящих линий перед печью производится включение запальников 10. Затем поочередно производится включение горелочных устройств 5 в работу. После включения горелок на подающий конвейер в механизмы загрузки 1 из сушилки подаются необожженные керамические изделия 22. Каждое из них подается в верхнюю часть обжигового канала 3, проходит сверху вниз через герметизирующие заслонки 17 и поступает в зону предварительного нагрева, располагающуюся по высоте стен 4 от каналов 15 для отвода дымовых газов до верхних горелочных туннелей 9. В зоне предварительного нагрева при противоточном движении дымовых газов и керамических изделий происходит их окончательная досушка, идут процессы дегидратации, выгорания органических веществ, разложения карбонатов, модификационных изменений кварца и т.д.
При дальнейшем перемещении сверху вниз в обжиговых каналах керамические изделия поступают в зону обжига, расположенную на уровне горелочных туннелей 9. Обжиг изделий происходит под воздействием теплового излучения горелочных туннелей и прилегающих к ним участков стен 4 обжиговых каналов, а также за счет конвективного нагрева струями дымовых газов, выходящих из туннелей 9.
За счет многофакельного радиационно-конвективного режима передачи теплоты обжиг изделий осуществляется не только равномерно, но и с более высокой тепловой эффективностью, так как по сравнению с прототипом (имеющим выносные предтопки с развитой поверхностью) меньше теплоты теряется через ограждения печи.
Ниже зоны обжига (от нижнего ряда горелочных туннелей до каналов 13 для отвода охлаждающего воздуха) по ходу обжигаемых керамических изделий расположена зона выдержки, в которой происходит выравнивание температурного поля в керамических изделиях, прошедших обжиг. Зона выдержки отделена от ниже расположенной зоны охлаждения заслонками 17.
В зоне охлаждения, расположенной по высоте обжигового канала от каналов 13 до каналов 11 охлаждающего воздуха, происходит противоточное движение керамических изделий и потока воздуха. При этом обеспечивается мягкий режим охлаждения керамических изделий и более глубокая рекуперация их теплоты.
Пройдя зону охлаждения, готовые керамические изделия, прочность которых имеет наивысшую величину, поступают в зону выгрузки, в зазор между опорными плитами гидроцилиндров 19. Нижний горизонтальный ряд готовых керамических изделий опирается на поворотные фиксаторы 20, на них же передается нагрузка от всех вышерасположенных изделий, если раздвинуты опорные плиты гидроцилиндров.
Выгрузка готовых керамических изделий производится следующим образом. Сдвигаются опорные плиты гидроцилиндра 19 и принимают на себя нагрузку вышерасположенных керамических изделий. Поворотные фиксаторы 20 плавно поворачиваются в нижнее положение и перегружают на транспортер 21 нижний ряд готовых изделий 18. Транспортер 21 перемещает готовые изделия наружу из печи на общий конвейер готовой продукции. Затем фиксаторы 20 возвращаются в исходное положение, показанное на чертеже, уменьшается давление в гидроцилиндрах 19 и происходит плавное перемещение (под действием собственного веса) керамических изделий вниз на высоту, равную высоте одного изделия.
При перемещении вниз керамических изделий происходит подъем в горизонтальное положение верхних поворотных заслонок 17 и включение в работу механизма загрузки 1. При этом фиксаторы механизма загрузки плавно поворачиваются и изделия 22, подготовленные к обжигу, перегружаются на верх колонны изделий, находящихся в обжиговом канале. Затем поворотные фиксаторы возвращаются в исходное горизонтальное положение и на них с транспортера механизма загрузки надвигаются изделия, подготовленные к обжигу. После возврата толкателя в исходное положение (показано на чертеже транспортер включается и подает новую порцию изделий, подготовленных к обжигу.
Таким образом, при работе механизмов загрузки 1 и выгрузки 2 обжигаемых керамических изделий обеспечивается квазинепрерывное перемещение изделий по вертикальным обжиговым каналам 3 под действием собственного веса без применения дополнительных транспортирующих механизмов.
При работе печи воздух на охлаждение керамических изделий подается по подводящим коллекторам 12, а из них через каналы 11 поступает с двух сторон в обжиговые каналы 3 в зоны охлаждения изделий. Движение воздуха относительно керамических изделий противоточное, при этом обеспечивается мягкий (без больших перепадов температур) режим охлаждения изделий и более глубокая (по сравнению с прямотоком) рекуперация теплоты керамических изделий, прошедших обжиг. Нагретый воздух из обжиговых каналов удаляется через каналы 13, поступает в зазоры (коллекторы) между стенами 4 соседних обжиговых каналов (к которым подключены горелочные туннели 9) и подается вверх в сборные коллекторы 14. Основной поток отводится из печи для обжига и может использоваться в сушилках.
Часть потока нагретого воздуха, проходя в зазоре между стенами 4 обжиговых каналов, инжектируется струями топлива (газа), истекающими из сопел 8, подается на горение и сгорает в туннелях 9. Причем подача нагретого воздуха на горение снижает расход топлива. Туннели и прилегающие к ним участки стен 4 разогреваются до высоких температур и теплота переизлучается находящимся в зоне обжига керамическим изделиям. Кроме того, они нагреваются струями дымовых газов, выходящих из горелочных туннелей. Дымовые газы из зоны обжига поступают затем вверх по обжиговому каналу в зону предварительного нагрева, из которой охлажденные дымовые газы через каналы 15 и дымоходы 16 удаляются из печи для обжига и поступают, например, в сушилку отформованных керамических изделий. Причем эффективность конвективной теплопередачи в этой зоне не ниже, чем в прототипе, за счет турбулизации потока дымовых газов, омывающего рельефную поверхность садки. При этом интенсификация происходит и за счет наложения на этот процесс первичной турбулизации потока дымовых газов, созданной микрофакелами горелочных устройств в зоне обжига печи.
Таким образом, предложенная конструкция печи для обжига за счет реализации микрофакельного радиационно-конвективного режима обжига керамических изделий, осуществляемого посредством выполнения горизонтальных горелочных туннелей в стенах обжиговых каналов и расположения топливных сопел соосно горелочным туннелям, подключения туннелей к коллекторам горячего воздуха, расположенным между каналами для отвода горячего воздуха из зоны охлаждения печи, позволяет снизить материалоемкость печи, повысить ее топливную экономичность и срок службы. Причем материалоемкость печи по сравнению с прототипом снижается за счет исключения направляющих перегородок обжиговых каналов и предтопков, топливная экономичность повышается за счет более эффективного использования теплоты при снижении теплопотерь через ограждения и за счет работы горелок на подогретом в печи воздухе.
Срок службы предложенной печи по сравнению с прототипом выше, так как исключается необходимость остановки печи для ремонта направляющих перегородок.
Все это позволяет при использовании предложенной печи для обжига снизить не менее чем на 30% материалоемкость печи, повысить на 15-25% тепловой КПД печи и на 50% межремонтный период.
| название | год | авторы | номер документа |
|---|---|---|---|
| Огневой нагреватель | 1987 |
|
SU1520301A1 |
| СПОСОБ ОБЖИГА КИРПИЧА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2200922C2 |
| ТУННЕЛЬНАЯ ПЕЧЬ | 1993 |
|
RU2091688C1 |
| Трубчатая печь | 1984 |
|
SU1214725A1 |
| Туннельная печь | 1983 |
|
SU1314215A1 |
| Трубчатая печь | 1984 |
|
SU1214724A1 |
| Излучающая горелка | 1989 |
|
SU1776917A1 |
| Туннельная печь | 1986 |
|
SU1423895A1 |
| ПЕЧЬ ДЛЯ СУШКИ И ОБЖИГА ИЗДЕЛИЙ | 1992 |
|
RU2041437C1 |
| СПОСОБ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2045725C1 |
Сущность изобретения: в стенах обжиговых каналов в зонах обжига выполнены горизонтальные сквозные горелочные туннели, в которых происходит сжигание гозообразного (или жидкого) топлива, подаваемого через сопла распределителей топлива, соосные с горелочными туннелями. Горелочные устройства размещены в зазорах между стенами соседних обжиговых каналов, соединенных с каналами для отвода нагретого воздуха из зон охлаждения керамических изделий и с каналами для отвода нагретого воздуха из печи. 1 ил.
ВЕРТИКАЛЬНАЯ ПЕЧЬ ДЛЯ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, содержащая загрузочный и разгрузочный механизмы, горелочные устройства, вертикальные обжиговые каналы, каналы для подвода воздуха на горение и на охлаждение керамических изделий, каналы для отвода дымовых газов и нагретого воздуха, отличающаяся тем, что в стенах обжиговых каналов в зонах обжига выполнены горизонтальные сквозные горелочные туннели, а горелочные устройства выполнены с соплами для распределения топлива, соосными с горелочными туннелями, и размещены в зазорах между стенами соседних обжиговых каналов, соединенных с каналами для отвода нагретого воздуха из зон охлаждения керамических изделий и каналами для отвода нагретого воздуха из печи.
| Печь для обжига изделий стеновой керамики | 1983 |
|
SU1130718A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
