Настоящее изобретение относится к изделию для чистки и к способу его изготовления. Более конкретно, настоящее изобретение относится к изделию для чистки, которое прекрасно применимо для сбора пыли и весьма пригодно для одноразовых изделий, а также к способу изготовления этого изделия.
Описание уровня техники
В качестве изделия для чистки используются листы, изготовленные из волокон. Наряду с этим в широкой продаже имеются одноразовые изделия, изготовленные из нетканой ткани и использующиеся укрепленными на устройстве для чистки, например швабре, т.к. их использование удобно и просто.
В Японском патенте Laid-Open-H-149873 описывается способ изготовления одноразового изделия для чистки, имеющего зоны в виде щеток. В этом изделии для чистки основной лист и жгуты из волокон, которые ориентированы в одном направлении (волокнистый слой), сложены слоями, причем основной лист и волокнистый слой скреплены с помощью множества соединительных линий, проходящих по всей длине основного листа в направлении, перпендикулярном направлению, описанному выше, и, кроме того, между смежными соединительными линиями только волокнистый слой надрезается сплошным и линейным разрезом по всей длине основного листа, образуя из волокнистого слоя зоны в виде щеток. Такое изделие для чистки, в котором имеются зоны в виде щеток, прекрасно годится для сбора пыли и может собирать пыль самого разного типа от очень мелкой до сравнительно крупных частиц. Более того, поскольку используются жгуты, стоимость изготовления такого изделия для чистки может быть очень мала.
Однако, когда зоны в виде щеток образуются путем надреза волокнистого слоя, трудно разрезать только волокнистый слой, оставляя основной лист нетронутым. Если этот надрез происходит без следования точным размерам, разрезается и основной лист вместе с волокнистым слоем, а изделие для чистки составляется из кусков. В результате способ изготовления становится небезопасным, а кроме этого, общая прочность изделия для чистки в этом случае недостаточна.
Краткое изложение существа изобретения
Задачей настоящего изобретения является создание изделия для чистки, прекрасно приспособленного для сбора пыли, которое может быть изготовлено с помощью известных средств и за небольшую цену.
Указанная выше задача настоящего изобретения может быть решена в изделии для чистки, включающем в себя основной лист и размещенный на его одной или обеих сторонах слой, имеющий ориентированные в одном направлении гофрированные волокна и соединенный с основным листом по множеству соединительных линий, пересекающих указанное одно направление, при этом отдельные соединительные линии имеют V-образную форму, а в изделии путем одновременного частичного разрезания основного листа и слоя образованы разрезы, проходящие параллельно соединительным линиями и между ними, причем слой имеет неразрезанные части, расположенные между двумя соединительными линиями.
При этом разрезанные волокна между указанными двумя соединительными линиями приподняты с поверхности основного листа и формируют зоны в виде щеток, а длина каждого разреза больше промежутка между разрезами.
Кроме того, вершины V-образных соединительных линий выровнены относительно центральной оси изделия, а длина каждого разреза больше промежутка между разрезами.
Дополнительно, каждая из соединительных линий непрерывна, а основной лист и слой содержат термопластичную смолу, а соединительные линии образованы посредством сварки основного листа и слоя.
Причем расстояние между ближайшими соединительными линиями составляет 5-50 мм, а расстояние между соединительными линиями и разрезами в указанном одном направлении равно по меньшей мере 3 мм.
Кроме того, слой содержит волокна с различными номерами и маслянистый агент.
При этом маслянистый агент абсорбирует пыль, а слой изготовлен из жгута, содержащего множество волокон, непрерывно проходящих в указанном одном направлении.
Далее изделие для чистки по настоящему изобретению можно изготовить способом, включающим следующие этапы:
подачу основного листа и по меньшей мере одного слоя, содержащего ориентированные в одном направлении гофрированные волокна, и расположение этого слоя на по меньшей мере одной стороне основного листа;
соединение основного листа и слоя вместе по множеству пересекающих указанное одно направление соединительных линий для получения листового материала, при этом основной лист и слой содержат термопластичную смолу, а соединительные линии образуют путем сварки основного листа и слоя с помощью нагретого гофрирующего ролика, причем отдельные соединительные линии принимают V-образную форму;
одновременное частичное разрезание основного листа и слоя с образованием разреза, проходящего параллельно соединительным линиям и между ними, и
отделение листового материала для получения изделия для чистки.
При этом за этапом разрезания следует поднятие разрезанных волокон между двумя соединительными линиями с основного листа и формирование зон в виде щеток, а этап разрезания проводят с помощью резака.
Кроме того, этап разрезания проводят с помощью резака и проводят с помощью оплавляющего разрезания с использованием нагрева или ультразвуковых волн.
Причем этап разрезания проводят с помощью оплавляющего разрезания с использованием нагрева или ультразвуковых волн, а слой изготавливают из жгута, содержащего множество волокон, непрерывно проходящих в направлении подачи.
Дополнительно, слой изготавливают из жгута, содержащего множество волокон, непрерывно проходящих в направлении подачи.
Краткое описание чертежей
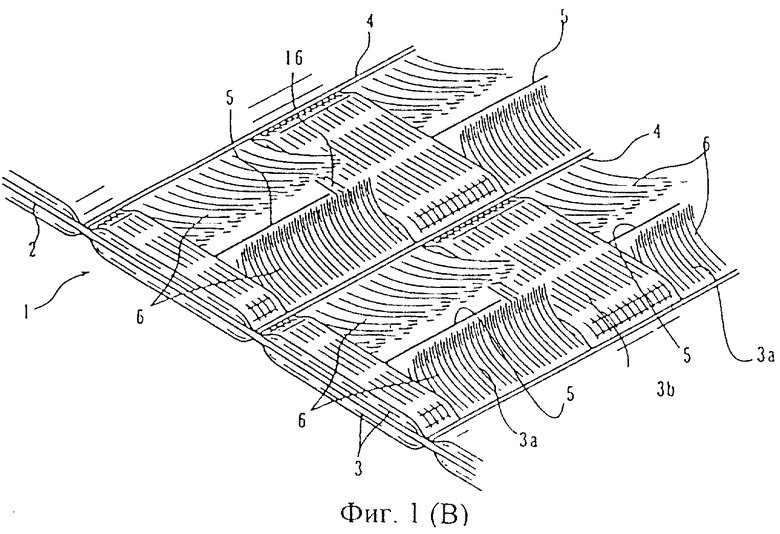
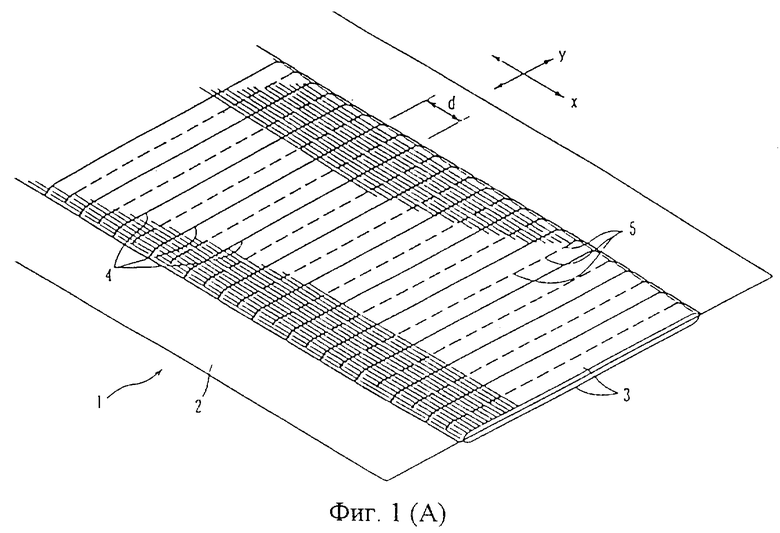
Фиг.1(А) представляет собой вид в перспективе примера изделия для чистки в соответствии с настоящим изобретением, а фиг.1(В) представляет собой увеличенный вид части изделия для чистки, показанного на фиг.1(А).
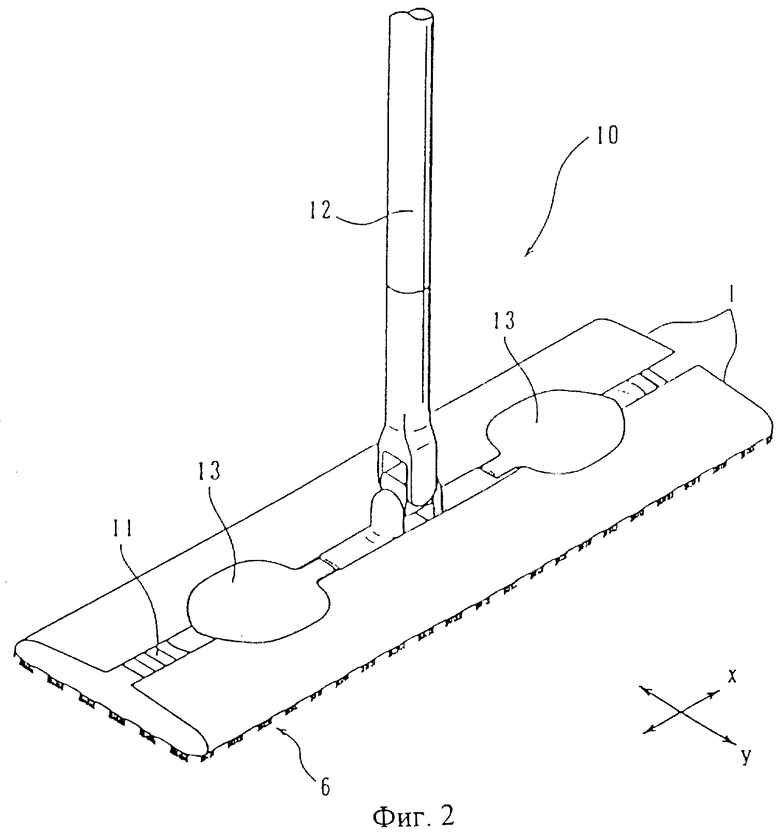
Фиг.2 представляет собой вид в перспективе, иллюстрирующий пример изделия для чистки в соответствии с данным изобретением, который крепится на приспособление для чистки.
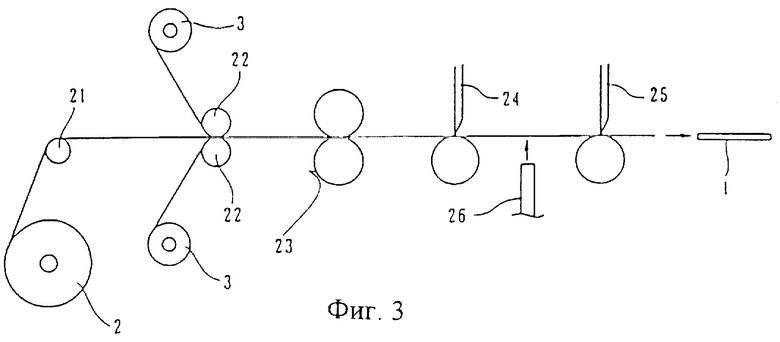
Фиг.3 иллюстрирует пример этапов изготовления изделия для чистки в соответствии с данным изобретением.
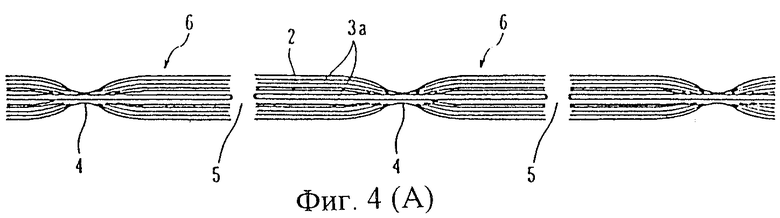
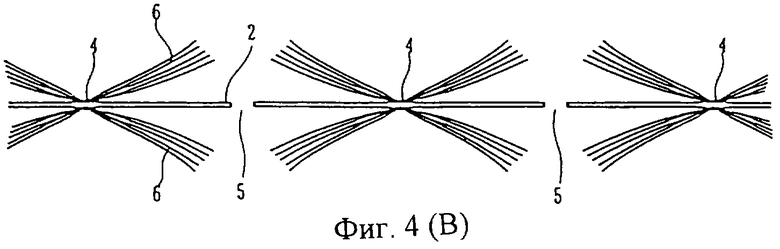
Фиг.4(А) - увеличенное фрагментарное поперечное сечение, на котором показаны зоны в виде щеток изделия для чистки по настоящему изобретению, а фиг.4(в) представляет собой увеличенное фрагментарное поперечное сечение, на котором показаны зоны в виде щеток изделия для чистки по данному изобретению, находящееся в распушенном состоянии.
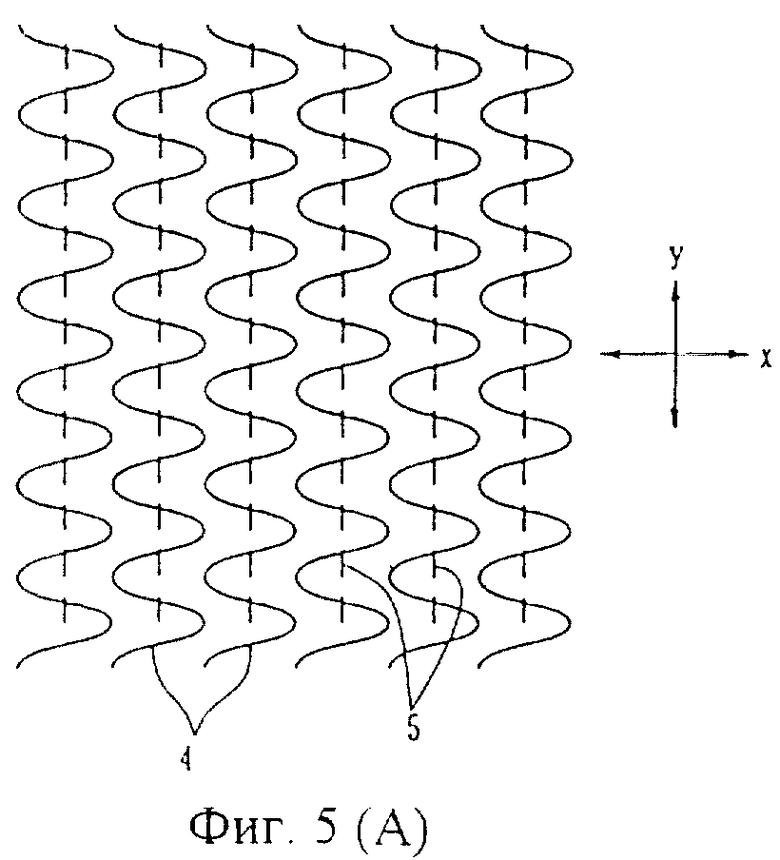
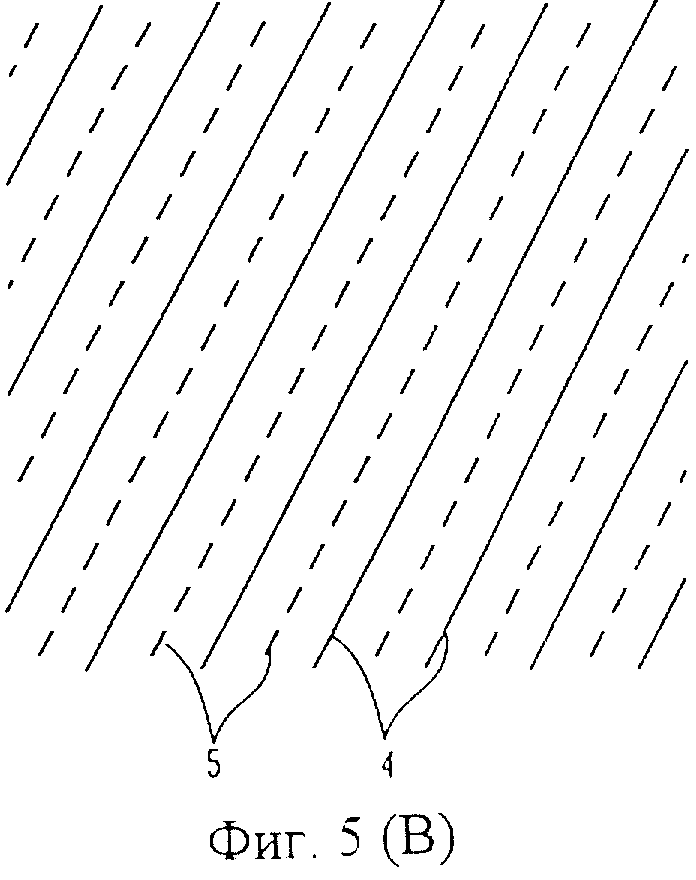
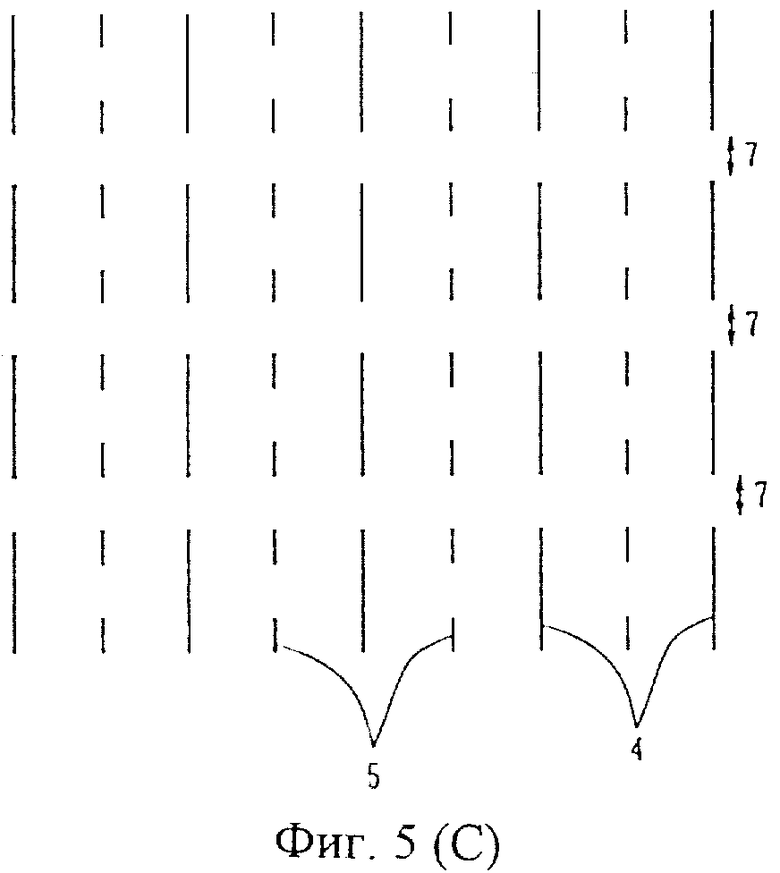
Фиг.5(А), 5(В) и 5(С) представляют собой вид сверху, показывающий другие модификации соединительных линий и зон разреза в изделии для чистки по данному изобретению.
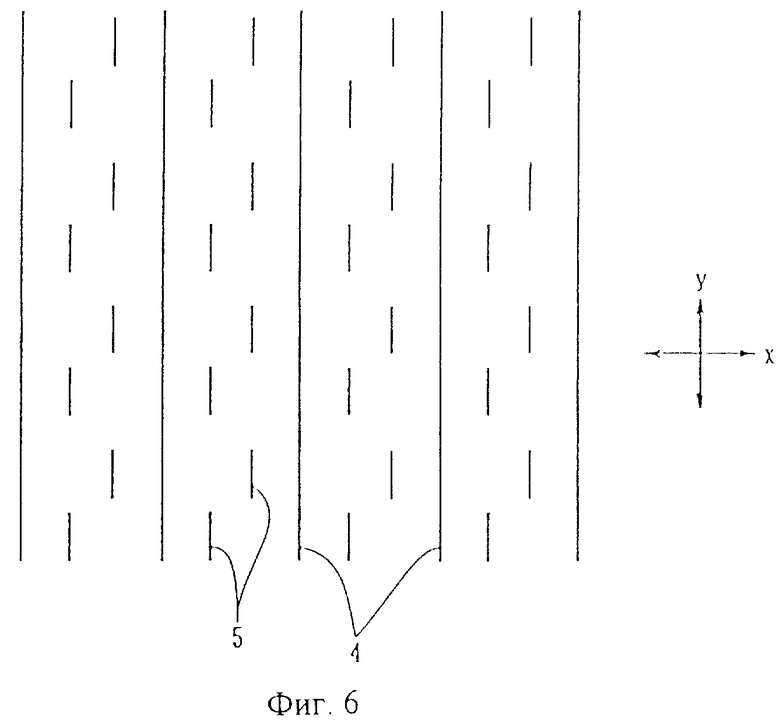
Фиг(6) представляет собой вид сверху, на котором показаны дальнейшие модификации соединительных линий и зон разреза в изделии для чистки по данному изобретению.
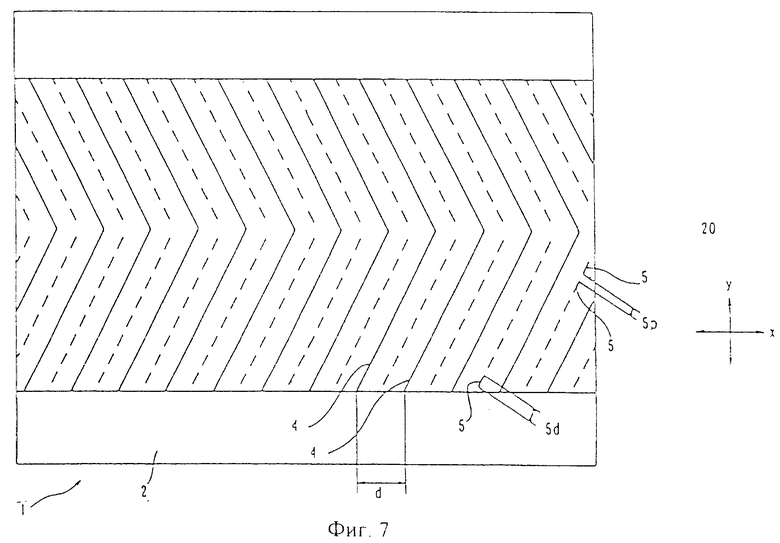
Фиг 7 представляет собой вид сверху, на котором показан другой пример изделия для чистки по данному изобретению.
Предпочтительные варианты настоящего изобретения
Настоящее изобретение далее объясняется с привлечением чертежей.
Фиг.1(А) представляет собой изображение в перспективе изделия для чистки по данному изобретению, а фиг.1(В) представляет собой увеличенное изображение части изделия для чистки, показанного на фиг.1(А).
В изделии 1 для чистки на фиг.1(А) имеются слои 3, каждый из которых содержит волокна или расщепленные нити, ориентированные в одном направлении, сложенные слоями (стопкой) на обеих поверхностях и на задней поверхности основного листа 2. Волокна или расщепленные нити, составляющие эти слои 3, ориентированы одинаково в одном направлении "х". Соединительные линии 4 проходят непрерывно в направлении "у", перпендикулярном направлению "х", причем в направлении "х" между ними соблюдается заданное расстояние "d". Основной лист 2 и слои 3 соединяются между собой в единое целое с помощью соединительных линий 4. Затем основной лист 2 и слои 3 разрезаются вместе в большом количестве зон 5 разреза, расположенных в перемежающемся порядке в направлении "у", создавая прерывистые линии разреза, проходящие в направлении "у", как показано на фиг.1(А). Эти линии разреза расположены большим количеством рядов и каждый ряд находится между двумя ближайшими соединительными линиями 4 и 4. В тех местах, где слои 3 разрезаются, образуются зоны в виде щеток 6, как показано на фиг.1(В).
Как сказано выше, поскольку изделие 1 для чистки по данному изобретению имеет зоны в виде щеток 6, оно обеспечивает прекрасный чистящий эффект, при котором возможно удаление различного рода пыли от очень мелкой до сравнительно крупных частиц.
Как показано на фиг.1(В), в изделии 1 для чистки слой 3b, состоящий из неразрезанных волокон или расщепленных нитей, остается между смежными слоями 3а и 3а, каждый из которых имеет разрезанные волокна или расщепленные нити, что формирует зоны в виде щеток 6. Здесь и далее по тексту слой 3b будет называться неразрезанной частью. Прочность изделия 1 для чистки поддерживается наличием неразрезанных частей.
В пограничной зоне между зоной в виде щетки 6 и неразрезанной частью показана поперечная часть 16 слоя 3. Кроме того, желательно создать входной промежуток между неразрезанной частью и основным листом 2.
При такой конструкции, когда очищается какая-либо поверхность, этот промежуток действует как карман для собирания пыли. Более конкретно, при чистке очищаемой поверхности пыль улавливается поперечной частью 16 и поступает в промежуток между неразрезанной частью и основным листом 2. В частности, в этом промежутке могут быть уловлены даже сравнительно крупные частицы пыли, которые трудно улавливаются обычными устройствами для чистки. Уловленная пыль удерживается между волокнами или расщепленными нитями, образуя неразрезанную часть и, следовательно, эта пыль вряд ли будет разлетаться вокруг при проведении процесса чистки. Далее, поскольку грязь и пыль попадают в указанный промежуток, грязь прилипает к внутренней части слоя 3b (место вблизи основного листа 2). Это значит, что при улавливании пыли становятся грязными не только волокна или расщепленные нити, обращенные к поверхности изделия 1 для чистки, но также волокна или расщепленные нити внутри слоя 3b. Следовательно, в процессе чистки от пыли принимают участие множество волокон или расщепленных нитей, из которых состоит слой 3b, так что объем собираемой пыли всем изделием 1 для чистки может быть увеличен. Кроме того, грязь можно эффективно соскребать поперечной частью 16.
Следовательно, поскольку изделие для чистки по данному изобретению может улавливать и удерживать пыль не только с помощью зоны в виде щетки 6, но также с помощью неразрезанных частей, при его использовании можно добиться превосходного чистящего эффекта.
Как указывалось ранее, поскольку зоны в виде щеток 6 не сформированы над всей поверхностью изделия 1 для чистки, но образованы только в тех местах, где расположены зоны 5 разреза, зону, образующую зону в виде щеток 6, можно эффективно регулировать должным образом в соответствии с количеством и расположением соединительных линий 4 и зон 5 разреза. Это означает, что зона, в которой образуются зоны в виде щеток 6, можно регулировать по желанию. Между прочим, в случае, когда основной лист 2 и слои 3 разрезаются вместе, изделие 1 для чистки не распадается на куски, так как разрезание проводится в направлении "у" прерывисто, то есть частично. Для того чтобы повысить собираемость пыли, предпочтительно, чтобы размеры зоны 5 разреза в направлении "у" были больше, чем расстояние между самими зонами 5 разреза в направлении "у" (расстояние, на котором нет зон разреза). Это увеличивает зону формирования зон в виде щеток 6.
Для основного листа 2 можно использовать любой материал, если только выбранный материал имеет достаточную прочность при использовании по назначению, например нетканая ткань, изготовленная склеиванием в процессе прядения, смоляная пленка, ткань, содержащая синтетическое волокно, или им подобное.
Слой 3, содержащий волокна или расщепленные нити, формируется из огромного количества волокон или расщепленных нитей путем их ориентирования в одном направлении и объединения в пучки. Слой 3 можно сформировать только из волокон или из расщепленных нитей или он может быть выполнен из волокон и расщепленных нитей вместе.
Волокна можно сформировать в материал под общим названием жгут, например, для использования в слое 3. Жгут означает пучок, содержащий некоторое количество направленных в одну сторону волокон. Эти волокна изготавливаются, например, из полиэтилена, полипропилена, нейлона, полиэстера и района. Среди этих материалов предпочтительными являются композитные волокна, содержащие полиэстер в качестве основного компонента и полиэтилен в качестве покрытия (оболочки).
Расщепленные нити изготавливаются из листового материала, например из нетканой ткани или пленки, путем выкраивания прямоугольной формы с крайне малой шириной. В данном случае такой листовой материал можно вырезать (или расщеплять) непрерывным или прерывистым способом: в первом случае каждая расщепленная нить изготавливается в виде отдельного волокна (полоски); в последнем случае каждая расщепленная нить изготавливается в виде сетчатого или разветвленного волокна. Таким образом, полученные материалы прямоугольной формы, т.е. расщепленные нити, затем собираются в пучки и применяются в слое 3. Могут быть использованы хорошо известные нетканая ткань или пленка. Этот материал прямоугольной формы предпочтительно должен иметь толщину и ширину, которые позволяли бы собирать пыль.
Продольный размер волокна или расщепленной нити можно регулировать так, чтобы этот размер был больше расстояния между соединительными линиями 4 и смежными с ними линиями и остальными соединительными линиями. Более того, эти волокна могут при необходимости гофрироваться.
Основной лист 2 и слой 3 предпочтительно должны содержать термопластичную смолу. В этом случае слой 3 и основной лист 2 могут быть скреплены посредством сварки, например сварки с помощью нагретого гофрирующего ролика или ультразвуковой сваркой. При этом методе термопластичная смола, входящая в состав основного листа 2, и слой 3 свариваются вместе и образуют соединительную линию (шов) 4. В другом случае соединительная линия 4 может быть получена склеиванием.
Длина щетины зон в виде щетки 6 определяется в зависимости от расстояния между соединительной линий 4 и зоной 5 разреза, предпочтительно это длина должна равняться 3 мм или более. Если длина щетины зон в виде щеток 6 превышает нижний предел, указанный выше, увеличивается способность захвата пыли типа волос.
Для облегчения абсорбции пыли предпочтительно ввести в изделие 1 для чистки по данному изобретению маслянистый агент. Этот маслянистый агент включает в себя минеральные масла, такие как парафин, синтетические масла, такие как полиолефин и силиконовое масло. Помимо маслянистого агента, указанного выше, изделие 1 для чистки по настоящему изобретению может также содержать, например, дезодоранты, увлажняющие агенты, дезинфицирующие и чистящие химические вещества, такие как поверхностно-активные вещества.
На фиг.2 показан пример использования изделия для чистки по данному изобретению.
Как показано на фиг.2, изделие 1 для чистки может использоваться будучи прикрепленным к чистящей швабре 10. В чистящей швабре 10 стойка 12 прикреплена к чистящей пластине 11. Изделие 1 для чистки по данному изобретению прикладывается к швабре таким образом, чтобы зоны в виде щеток 6 располагались на нижней поверхности чистящей пластины 11 лицом к очищаемому предмету, например к полу, и обе поверхности изделия 1 для чистки обернуты вокруг верхней поверхности чистящей пластины 11 и удерживаются на чистящей пластине 11 с помощью удерживающих зажимов 13, 13. Когда изделие 1 для чистки по данному изобретению используется в таком состоянии из-за того, что обе стороны изделия 1 для чистки, обернутые вокруг верхней поверхности чистящей пластины 11, не обращены к очищаемому предмету, нет необходимости создавать зоны в виде щеток 6 на обеих сторонах. Далее, если чистка производится с помощью чистящей швабры 10, к которой прикрепляется изделие 1 для чистки, подметание может производится либо в направлении "х", либо в направлении "у".
На фиг.3 показан пример стадий изготовления изделия для чистки по данному изобретению, показанного на фиг.1 (А) и 1(В).
Как показано на фиг.3, основной лист 2, свернутый в рулон, сначала разворачивается подающим валиком 21 и подается. На середине подающей линии располагаются слои 3, состоящие из волокон или расщепленных нитей, ориентированных в одном направлении, каждый из которых находится в рулоне, а слоям 3, подающимся из рулонов, придают определенную ширину с помощью расширяющих валиков 22 и они укладываются стопой (слоями) с двух сторон основного листа 2 так, чтобы основной лист 2 разместился между слоями 3. Затем соединительные линии 4, соединяющие основной лист 2 и слои 3, формируются с помощью соединительной машины 23, позволяющей получить листовой материал, состоящий из основного листа 2 и слоев 3, объединенных вместе.
Соединительная машина 23 снабжена нагретым гофрирующим роликом. Основной лист 2 и слои 3 сдавливаются под нагревом этим роликом, и соединительные линии (швы) 4 формируются путем сварки термопластичной смолы, находящейся в них. Соединительные линии 4 формируются в большом количестве, причем каждая находится на расстоянии "d" друг от друга в направлении "х". Как показано на фиг.1(А) вместо нагретого гофрирующего ролика можно использовать ультразвуковые волны. Вместо сварки можно использовать склеивание. Однако способ сварки под нагревом известен и является предпочтительным.
Зоны 5 разреза формируются с помощью резака 24 так, чтобы основной лист 2 и слои 3, соединенные вместе, то есть листовой материал, разрезался прерывисто в направлении "у" (что значит частично) будучи расположенным на определенном расстоянии в направлении "х", как показано на фиг.1(А), так чтобы пройти насквозь весь листовой материал. Резак 24 снабжен большим количеством зубьев, расположенных с интервалами. В другом примере зона 5 разреза может быть сформирована резанием путем оплавления листового материала с помощью нагрева или ультразвуковых волн вместо резака 24.
После того как зона 5 разреза сформирована, определенная длина листового материала отделяется с помощью второго резака 25, чтобы получить изделие 1 для чистки.
Фиг.4(А) представляет собой увеличенное фрагментарное поперечное сечение, на котором показана часть основного листа 2 и слоев 3, объединенных в единое целое с помощью соединительной машины 23 и частично разрезанных с помощью резака 24 на стадии, изображенной на фиг.3.
Зона в виде щетки 6 формируется из слоя 3а, состоящего из волокон или расщепленных нитей, разрезанных в зоне 5 разреза и соединенных в местах прохождения соединительных линией 4 с частью основного листа 2, как показано на фиг.4(А). При этом волокна или расщепленные нити, из которых составлен слой 3b (не показано), остаются неразрезанными.
Кроме того, как показано на фиг.4(В), волокна или расщепленные нити, формирующие зоны в виде щетки 6, можно распушить. На стадии распушения можно использовать способ обдувания воздухом из воздушного сопла 26 листового материала перед стадией отделения изделия 1 для чистки, как показано на фиг.3. Зоны в виде щеток 6 могут быть распушены с помощью воздуха. В случае, когда эти зоны в виде щеток 6 формируются на обеих поверхностях изделия 1 для чистки, воздух подается как сверху, так и снизу. В другом варианте можно применить механические усилия к обеим поверхностям листового материала для создания распушенности после стадии разрезания резаком 24, показанной на фиг.3. На фиг.4(В) показаны зоны в виде щеток 6 в распушенном состоянии. Распушенные зоны в виде щеток 6 могут увеличить собираемость пыли. При этом даже, если изделие 1 для чистки используется для протирания, когда зоны в виде щеток 6 находятся в нераспушенном состоянии, как показано на фиг.4(А), в ходе использования зоны в виде щеток 6 начинают распушаться. Поэтому нет необходимости для предварительного распушения зон в виде щеток 6. Однако в случае размещения изделия 1 для чистки по данному изобретению в качестве готового изделия на рынке сбыта эффект сбора пыли можно достичь сразу же после начала использования, а внешний вид устройства делается очень привлекательным, если зоны в виде щеток 6 распушаются перед употреблением.
Как указывалось ранее, в соответствии с настоящим изобретением прекрасный чистящий эффект сбора пыли может быть достигнут просто и удобно. А именно: поскольку зоны разреза (разрезы), необходимые для создания слоя, содержащего волокна и им подобное, в зоне в виде щеток могут быть сформированы путем разрезания основного листа вместе со слоем, не требуется тонкой регулировки на стадии разрезания, что упрощает процесс изготовления изделия для чистки. Далее, так как зоны разреза формируются только частично, высокая прочность может сохраняться по всему изделию для чистки. Кроме того, когда формируются слои 3 из жгутов, стоимость изготовления изделия для чистки невелика.
Фиг.5(А), 5(В) и 5(С) представляют собой виды сверху, на которых показаны другие модификации соединительных линий и зон разреза в изделии для чистки по данному изобретению.
На каждой из фиг.5(А), 5(В) и 5(С) волокна или расщепленные нити направлены в направлении "х". В фиг.5 (А) соединительные линии 4 не линейные, а волнистые. Зоны 5 надреза формируются прерывисто, пересекая волнистые соединительные линии 4.
Далее, на фиг.5(В) соединительные линии 4 располагаются наклонно относительно направления, в котором ориентированы волокна или расщепленные нити (направление "х"). Наклонное расположение соединительных линий 4 дает возможность сформировать эти соединительные линии 4 проще. Изделие для чистки с волнистыми соединительными линиями 4, показанными на фиг.5(А), или наклонными соединительными линиями, показанными на фиг.5(В), легко могут собирать пыль во всех направлениях.
Далее, соединительные линии 4 необязательно должны быть непрерывными, но могут быть прерывистыми, как показано на фиг.5(С). В этом случае предпочтительно, чтобы зоны 5 разреза всегда формировались в зонах между смежными соединительными линиями 4 в направлении "х" так, чтобы волокна или расщепленные нити не отделялись бы от основной части изделия для чистки. Это означает, что желательно, чтобы зоны 5 разреза не формировались в зонах 7, в которых не находятся соединительные линии 4, как показано на фиг.5(С). Далее соединительные линии могут быть выполнены в виде зиг-зага.
Фиг.6 представляет собой вид сверху, в котором показана еще одна модификация соединительных линий и зон надреза (разрезов) изделия для чистки по настоящему изобретению.
Как показано на фиг.6, две линии разреза, разнесенные друг от друга в направлении "х", располагаются между соединительными линиями 4 и смежными, причем зоны 5 разреза, формирующие две линии разреза, располагаются, не перекрывая друг друга в направлении "у".
Далее, зоны надреза (разрезы, прорези) могут иметь разные формы, пока волокна или расщепленные нити не отделены от основной части изделия резанием между соединительными линиями. Например, зоны 5 разреза могут быть сформированы прерывисто так, чтобы сформировать перфорированную или пунктирную линию или короткие зоны разреза могут быть сформированы в беспорядке. Далее, прочность изделия для чистки может устанавливаться регулированием места формирования этих разрезаемых частей. Количество линий разреза, образованных между соединительными линиями, находящихся вблизи друг от друга, можно выбирать.
Далее, когда слой 3 формируется из жгутов, слой можно приготовить накладывая один на другой (стопой) два или три слоя волокон разного диаметра (денье - весовой номер нити). Далее слой, состоящий из волокон определенного весового номера, и слой из расщепленных нитей разных весовых номеров можно сложить стопой один на другой для формирования слоя. В этих случаях возможен эффективный сбор пыли различных размеров с помощью зон в виде щеток.
Фиг.7 представляет собой вид сверху, на котором показан другой пример изделия для чистки по данному изобретению. На фиг.7 изделие для чистки имеет симметричное расположение соединительных линий и зон 5 разреза, показанных на фиг.5(В) относительно линии 20 симметрии, проходящей через центр изделия 1 для чистки в направлении "у". Когда изделие 1 для чистки по данному изобретению применяется будучи закрепленным на чистящей швабре 10, оно обеспечивает прекрасный сбор пыли даже, если подметание проводится в направлении "х", "у" или в любом другом направлении.
В настоящем изобретении шаг соединительных линий, а именно заранее заданное расстояние "d" между соединительными линиями 4, близко расположенными друг к другу в направлении "х", должно быть равно 5-50 мм. Если оно менее 5 мм, длина зоны в виде щеток 6 будет настолько мала, что сбор пыли будет затруднен. Если оно более 50 мм, зону в виде щетки 6 будет трудно распушить и при этом изделие для чистки имеет непривлекательный вид. Более предпочтительной величиной расстояния "d" является 20 мм. Предпочтительная длина 5d разреза части 5 примерно 4 мм. Предпочтительный интервал 5р между разрезами 5 равен 1 мм.
В настоящем изобретении далее в качестве волокон могут использоваться композитные волокна (1), содержащие терефталат полиэтилена в качестве основного компонента и полиэтилен в качестве покрывающего компонента (покрытия), (2) терефталат полиэтилена в качестве основного компонента и в качестве покрытия, (3) терефталат полиэтилена в качестве основного компонента и полипропилен в качестве покрытия, (4) полипропилен в качестве основного компонента и покрытия, (4) полипропилен в качестве основного компонента и полиэтилен в качестве покрытия. Размер денье (весовой номер волокна) этого композитного волокна предпочтительно 1-50 d/f (весовой номер элементарного волокна в денье), наиболее предпочтителен 2-10 d/f.
Желательно, чтобы основной лист 2 представлял бы соединенную в процессе прядения нетканую ткань, изготовленную из композитных волокон, содержащих терефталат полиэтилена в качестве основного компонента и полиэтилен в качестве покрывающего компонента для упрочнения.
Как указывалось выше, изделие для чистки по настоящему изобретению может собирать пыль и волосы зонами в виде щеток. Далее возможен захват и удержание внутри слоя сравнительно больших частиц в местах, где остались неразрезанные волокна или расщепленные нити. Следовательно, сравнительно большие частицы вряд ли выпадут из изделия для чистки и вряд ли будет поврежден пол, так как сравнительно большие частицы, удерживаемые внутри слоя, не появятся на поверхности изделия для чистки во время протирки пола.
Кроме того, даже в случае, если изделие для чистки используется для протирки неровных поверхностей, зоны в виде щеток изделия для чистки могут эффективно собирать пыль.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗДЕЛИЕ ДЛЯ ЧИСТКИ | 2001 |
|
RU2276963C2 |
| ТРЯПКА ДЛЯ УБОРКИ | 2010 |
|
RU2480136C1 |
| ЧЕТЫРЕХПОЛОСНАЯ МНОГОСЛОЙНАЯ ТКАНЬ, СОЕДИНЯЕМАЯ ШВОМ | 2006 |
|
RU2391454C2 |
| ТРЕХМЕРНЫЕ ПРОСТРАНСТВЕННО-СТРУКТУРИРОВАННЫЕ МАТЕРИАЛЫ ДЛЯ ИСПОЛЬЗОВАНИЯ В КАЧЕСТВЕ ЧИСТЯЩИХ ЛИСТОВЫХ МАТЕРИАЛОВ | 1998 |
|
RU2176143C2 |
| ИЗДЕЛИЕ ДЛЯ ЧИСТКИ (ВАРИАНТЫ) | 2002 |
|
RU2283614C2 |
| ОБТИРОЧНЫЙ ЛИСТ ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2233610C2 |
| ВПИТЫВАЮЩИЙ ЭЛЕМЕНТ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2018 |
|
RU2765080C2 |
| Устройство для резки волокна | 1987 |
|
SU1451110A1 |
| СПОСОБ ФОРМИРОВАНИЯ РАСТЯГИВАЮЩЕЙСЯ СТРУКТУРЫ ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ И РАСТЯГИВАЮЩАЯСЯ СТРУКТУРА ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2015 |
|
RU2676441C2 |
| СПОСОБ СОЗДАНИЯ КОМПОЗИТНОГО УГЛОВОГО СОЕДИНИТЕЛЬНОГО ЭЛЕМЕНТА НА БАЗЕ ЦЕЛЬНОТКАНОЙ 3D ПРЕФОРМЫ С ПЕРЕМЕНОЙ СТРУКТУРЫ АРМИРОВАНИЯ | 2023 |
|
RU2818055C1 |
Изделие для чистки может быть использовано для сбора пыли и преимущественно как одноразовое и позволяет повысить эффективность сбора пыли при подметании в любом направлении при снижении себестоимости изготовления изделия с помощью известных средств. Изделие содержит основной лист и размещенный на его одной или обеих сторонах слой, имеющий ориентированные в одном направлении гофрированные волокна и соединенный с основным листом по множеству соединительных линий, пересекающих указанное одно направление. Отдельные соединительные линии имеют V-образную форму. В изделии путем одновременного частичного разрезания основного листа и слоя образованы разрезы, проходящие параллельно соединительным линиями и между ними. Слой имеет неразрезанные части, расположенные между двумя соединительными линиями. Способ изготовления изделия для чистки предусматривает подачу основного листа и по меньшей мере одного слоя, содержащего ориентированные в одном направлении гофрированные волокна, и расположение этого слоя на по меньшей мере одной стороне основного листа, соединение основного листа и слоя вместе по множеству пересекающих указанное одно направление соединительных линий для получения листового материала. Основной лист и слой содержит термопластичную смолу, а соединительные линии образуют путем сварки основного листа и слоя с помощью нагретого гофрирующего ролика. Отдельные соединительные линии принимают V-образную форму. Согласно способу осуществляют одновременное частичное разрезание основного листа и слоя с образованием разреза, проходящего параллельно соединительным линиям и между ними, и отделение листового материала для получения изделия для чистки. 2 н. и 19 з.п. ф-лы, 11 ил.
отделение листового материала для получения изделия для чистки.
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Состав для покрытия | 1978 |
|
SU774229A1 |
| US 3711886 А, 23.01.1973 | |||
| БАЛКА ДЛЯ КРЫЛЬЕВ МЕТАЛЛИЧЕСКИХ АЭРОПЛАНОВ | 1927 |
|
SU6518A1 |

