ПРЕДПОСЫЛКИ ДЛЯ СОЗДАНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к изделию для чистки одноразового использования, удерживаемому посредством держателя и используемому в качестве швабры или удерживаемому рукой, а более конкретно - к изделию для чистки, предусмотренному со щеточной частью, обладающей большой эффективностью для улавливания пыли и высокой жесткостью.
Описание предшествующего уровня техники
В изделии для чистки типа обычной швабры для уборки помещений его щеточная часть, как правило, образована из скрученных нитей из хлопка или аналогичного материала. Однако изделие для чистки такого вида настолько дорого по себестоимости, что его трудно продавать как изделие одноразового использования (то есть одного использования). Кроме того, изделие для чистки такого вида может абсорбировать пыль посредством клейкого маслянистого вещества, например жидкого парафина, которое наносят на поверхности скрученных нитей; но скрученные нити сами по себе не обладают хорошей способностью улавливать пыль.
С другой стороны, изделия для чистки, описанные в японской нерассмотренной патентной публикации №154791/1997 и №38009/1997, предназначены для одноразового использования. Такие изделия для чистки могут быть прикреплены к держателю. Вышеупомянутое изделие образовано посредством ламинирования двух листов нетканого материала, оставляя их периферийные части не соединенными друг с другом, при этом вышеупомянутое изделие получено путем разрезания периферийной части нетканого материала для образования пылеулавливающей части, имеющей длинные узкие полосы.
Такие изделия для чистки, как описано в вышеупомянутых официальных изданиях, образованные из нетканого материала, являются недорогими и пригодными для одноразового использования. Кроме того, они могут просто улавливать тонкодисперсную пыль. Однако такие изделия сами по себе являются настолько тонкими, что обладают низкой способностью улавливать относительно крупнодисперсную пыль.
С другой стороны, изделия для чистки одноразового использования, в которых щеточная часть образована из волокон, также известны на предшествующем уровне техники. Однако, поскольку щеточная часть образована только из волокон, щеточная часть имеет пониженную жесткость. Следовательно, волокна спутываются или закручиваются в течение операции чистки. В результате этого часть изделия, функционирующая по существу как щеточная часть, сжимается, приводя к дефекту, который выражается в том, что эффект улавливания пыли волокнами не может проявляться в достаточной степени.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является получение изделия для чистки, которое имеет щеточную часть, обладающую высокой способностью улавливать пыль, с сохранением высокого профиля и низкой себестоимостью.
В соответствии с первым аспектом настоящего изобретения обеспечивается изделие для чистки, содержащее щеточную часть, включающую в себя множество полос и, по меньшей мере, один слой из пучка волокон.
Такое изделие для чистки может улавливать мелкодисперсную пыль своим слоем из пучка волокон, образующим щеточную часть, подавляя в то же самое время спутывание волокон полосами. Кроме того, полосы сами по себе могут обладать чистящим действием. Кроме того, с полосами щеточная часть настолько увеличивает свою жесткость, что имеет способность удержания высокого профиля, противодействуя воздействию внешнего усилия.
Например, указанное изделие для чистки может иметь такую конструкцию, чтобы, по меньшей мере, один лист имел множество полос, образованных в нем, а слой из пучка волокон был уложен на нем и частично соединен с материалом основы. Если они соединены таким образом, то может быть подавлена дезагрегация или спутывание волокон, образующих слой из пучка волокон, так что пылеулавливающая способность щеточной части также увеличивается на ее поверхности, смежной материалу основы.
Материалом основы может быть лист, образованный с полосами. Это может увеличить контакт с объектом, подвергаемым чистке, который может иметь различные формы поверхности, так что способность улавливать пыль может быть дополнительно улучшена.
Изделие для чистки, соответствующее настоящему изобретению, в его первом аспекте может иметь такую конструкцию, чтобы лист располагался на внешней поверхности изделия для чистки на его чистящей стороне. В этой конструкции, поскольку полосы, имеющие относительно высокую жесткость, расположены на внешней поверхности, то вряд ли имеет место явление спутывания и фиксации волокон слоя из пучка волокон в процессе выполнения операции чистки, так что изделие для чистки может оставаться в использовании в течение длительного времени.
В альтернативном варианте осуществления слой из пучка волокон может располагаться на внешней поверхности изделия для чистки на его стороне вместо вспомогательного листа. В этой конструкции слой из пучка волокон может приспосабливаться к мелким нерегулярностям очищаемого объекта, чтобы благодаря этому иметь более хороший контакт.
В этом случае предпочтительно, чтобы волокна слоя из пучка волокон были зафиксированы относительно друг друга на заданной длине от части, где слой из пучка волокон соединен с материалом основы. С волокнами слоя из пучка волокон, зафиксированными относительно друг друга на заданной длине от участка соединения, даже если слой из пучка волокон находится на внешней поверхности, то волокна слоя из пучка волокон могут предотвращаться от спутывания или скапливания в результате трения в процессе операции чистки.
Также возможно, чтобы другой слой из пучка волокон был предусмотрен так, чтобы один слой из пучка волокон, расположенный ближе к материалу основы, имел основную массу, которая больше основной массы другого слоя из пучка волокон, расположенного ближе к внешней поверхности изделия для чистки на его чистящей стороне. В этой конструкции материал основы может предотвращаться в процессе выполнения операции чистки от обнажения на чистящей стороне изделия для чистки. Помимо этого, изделие для чистки в процессе выполнения операции очистки может обеспечивать достаточное амортизирующее действие.
Предпочтительно, чтобы материал основы был предусмотрен своей внешней поверхностью напротив чистящей поверхности с удерживающим листом. В этой конструкции, например, между внешней поверхностью материала основы и удерживающим листом может быть образована зона удерживания, которая обеспечивает возможность введения руки пользователя или держателя.
Кроме того, слой из пучка волокон может быть соединен с материалом основы с двух сторон зоны удерживания, проходящей в направлении, вдоль которого обеспечена возможность введения руки или держателя. В этой конструкции объект, который чистят, не подвергается вредному воздействию твердого держателя, так что изделие для чистки обеспечивает мягкое контактное взаимодействие, когда используется для операции чистки.
В соответствии со вторым вариантом осуществления настоящего изобретения обеспечивается изделие для чистки, содержащее, по меньшей мере, два листа, по меньшей мере, один из которых имеет множество полос; и, по меньшей мере, два слоя из пучка волокон, причем два листа совмещены и соединены друг с другом на двух участках соединения, которые ограничивают зону удерживания между противостоящими поверхностями двух листов, а два слоя из пучка волокон расположены на чистящих поверхностях соответственно двух листов и соединены с ними на двух участках соединения.
Изделие для чистки, соответствующее второму аспекту настоящего изобретения, может иметь функцию чистки на передней и тыльной поверхностях. Следовательно, оно может быть использовано для выполнения операции чистки, не обращая внимания на его чистящую сторону. Кроме того, поскольку изделие для чистки может быть использовано для выполнения операции чистки сначала одной поверхностью, а затем другой поверхностью, обеспечивается длительный срок его использования.
В этой конструкции также возможно, чтобы полосы и слои из пучка волокон образовывали щеточную часть. Следовательно, изделие для чистки может улавливать мелкодисперсную пыль, подавляя в то же самое время спутывание волокон. Помимо этого, полосы сами по себе могут оказывать чистящее действие.
В этом случае возможно, чтобы некоторые волокна слоя из пучка волокон непрерывно не проходили между двумя участками соединения для образования волоконных щеточных частей, каждая из которых проходит от одного из двух участков соединения и имеет свободный конец. Эти волоконные щеточные части могут выполнять функцию стирания пыли, улучшая благодаря этому чистящую способность.
Например, два листа и слои из пучка волокон могут быть дополнительно соединены друг с другом на половине пути между двумя участками соединения для разделения зоны удерживания на две параллельные зоны, а направление прохождения волокон в слоях из пучка волокон может пересекать эти две зоны удерживания. В этой конструкции зоны удерживания предпочтительно открыты на их двух противоположных концах для введения держателя.
В вышеупомянутых отдельных конструкциях предпочтительно, чтобы слой из пучка волокон был частично соединен с соседними полосами на половине пути между соседними полосами. При такой конструкции слой из пучка волокон перемещается вместе с полосами, так что слой из пучка волокон может предотвращаться от перемещения независимо, что в результате приводит к спутыванию или скоплению волокон.
Кроме того, предпочтительно, чтобы лист для образования полос был образован из нетканого материала, содержащего термопластичные волокна, или из термопластичной полимерной пленки. Предпочтительно также, чтобы пучок волокон содержал термопластичные волокна, поддающиеся термосварке. В этом случае лист, имеющий полосы, и слой из пучка волокон могут быть просто и быстро соединены друг с другом посредством термосварки. Особенно в том случае, если термопластичные волокна используют для образования листа, то для получения высокой жесткости и упругости нетканый материал может быть изготовлен путем сварки волокон при сквозной циркуляции воздуха через полуфабрикат.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - вид в аксонометрии, показывающий изделие для чистки, соответствующее первому варианту осуществления настоящего изобретения.
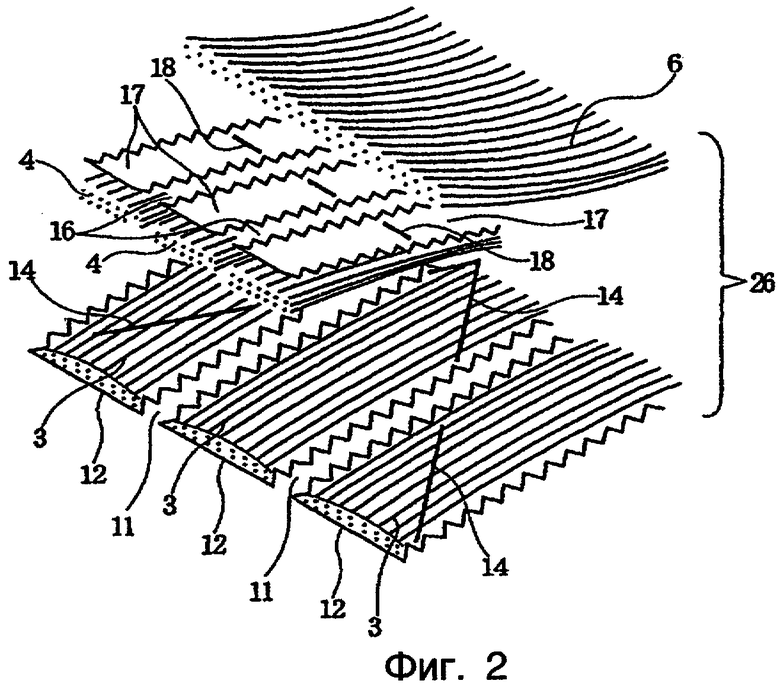
Фиг.2 - частично увеличенный вид в аксонометрии, показывающий щеточную часть изделия для чистки по фиг.1.
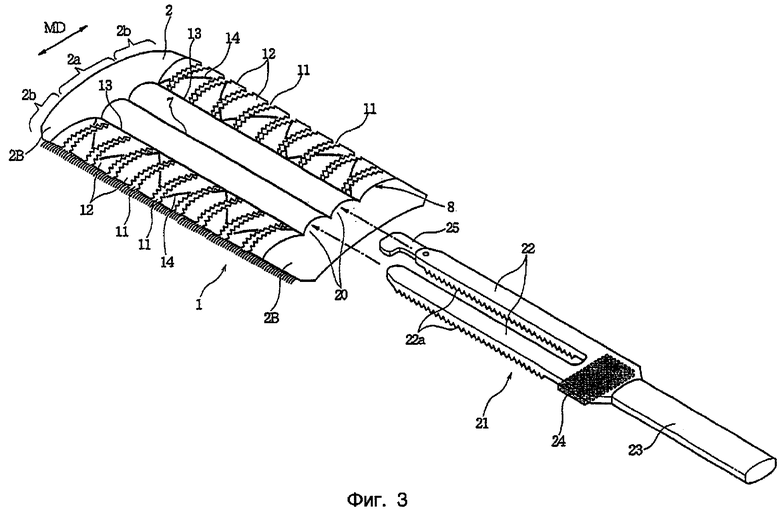
Фиг.3 - вид в аксонометрии, показывающий изделие для чистки по фиг.1, с тыльной стороны.
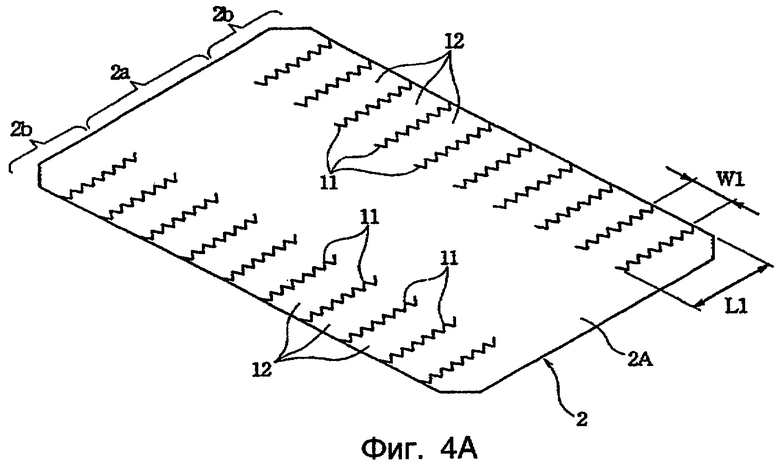
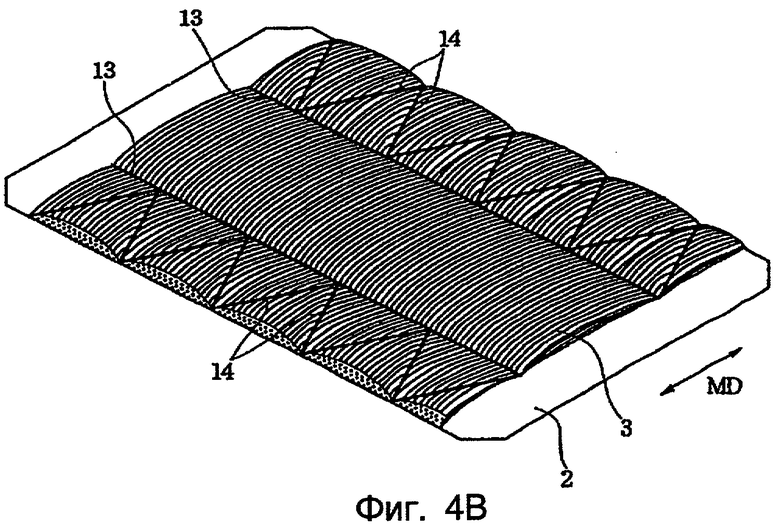
Фиг.4А и фиг.4В - виды в аксонометрии, показывающие лист основы изделия для чистки по фиг.1, слоистый материал основы и первый слой из пучка волокон соответственно.
Фиг.5 - вид в аксонометрии, показывающий слоистый материал второго слоя из пучка волокон и второй лист изделия для чистки по фиг.1.
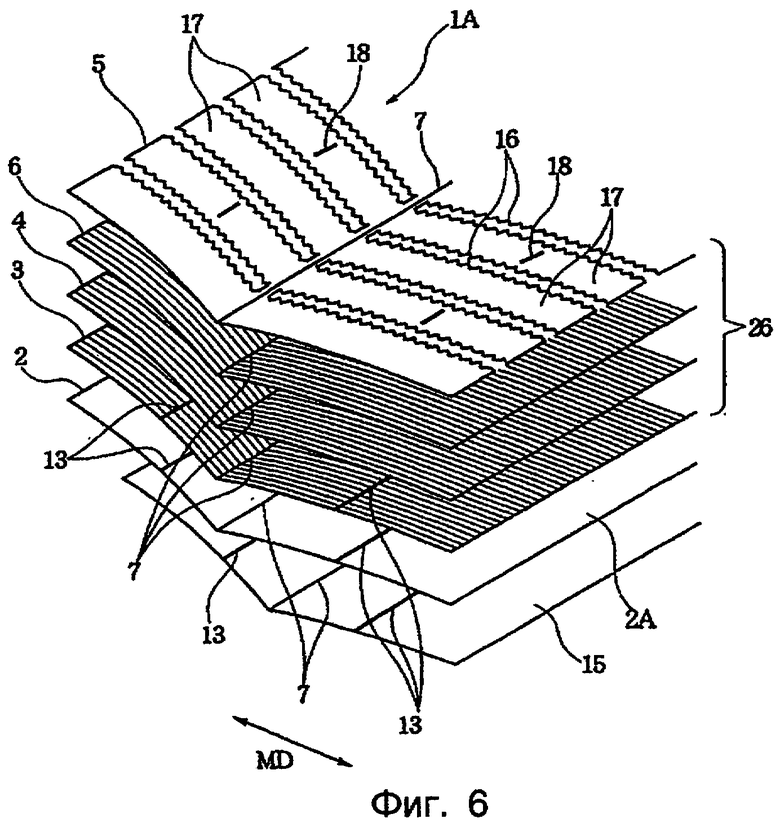
Фиг.6 - вид в аксонометрии, показывающий модификацию изделия для чистки первого варианта осуществления.
Фиг.7 - вид в аксонометрии, показывающий изделие для чистки, соответствующее второму варианту осуществления настоящего изобретения.
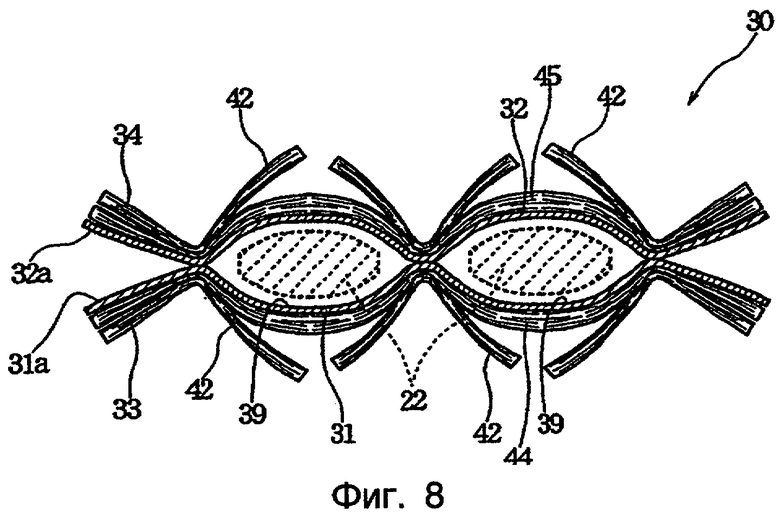
Фиг.8 - поперечное сечение изделия для чистки по фиг.7.
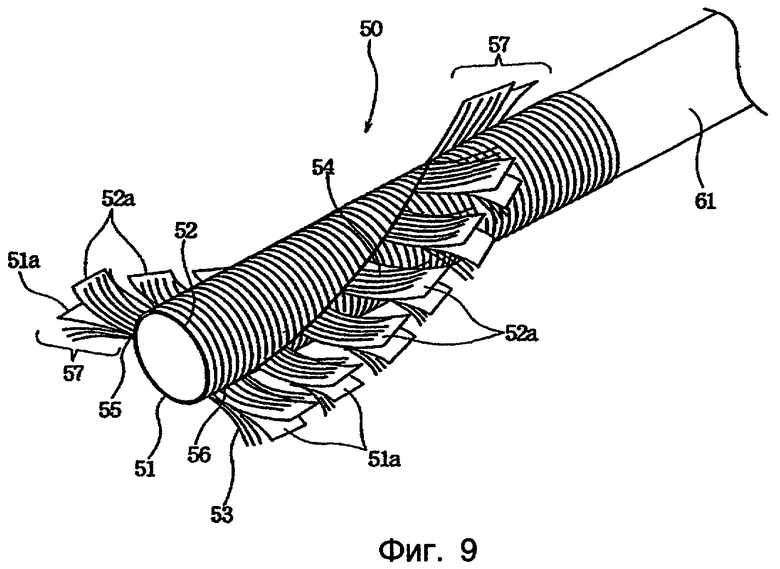
Фиг.9 - вид в аксонометрии, показывающий модификацию изделия для чистки второго варианта осуществления.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Термин "изделие для чистки", используемый в этой заявке, относится к устройствам, имеющим щеточную часть, которая предназначена для чистки или протирки (поверхностей).
Термин "чистящая поверхность/чистящая сторона", используемый в этой заявке, относится к поверхностям/сторонам, которые предназначены быть направленными к объекту, подвергаемому чистке или очистке.
Термин "полоса", используемый в этой заявке, относится к длинной узкой части листа.
Термин "пучок волокон", используемый в этой заявке, относится к пучку из нескольких волокон. Примерами волокон являются нити, плоские нити, расщепленные нити и так далее. Если это специально не указано, то эти волокна не соединены друг с другом посредством термосварки в пучке волокон.
Фиг.1 - вид в аксонометрии, иллюстрирующий изделие для чистки, соответствующее первому варианту осуществления настоящего изобретения, показанное со стороны чистящей поверхности; фиг.2 - частичный увеличенный вид в аксонометрии, на котором показана щеточная часть изделия для чистки, по фиг.1; фиг.3 - вид в аксонометрии, на котором показано изделие для чистки по фиг.1, вид сзади; фиг.4А, фиг.4В и фиг.5 - виды в аксонометрии, на которых показаны отдельные слои изделия для чистки, иллюстрируемого на фиг.1; а фиг.6 - вид в аксонометрии, показывающий другую структуру слоев изделия для чистки.
На фиг.1 и фиг.2 изделие 1 для чистки, соответствующее первому варианту осуществления, показано с обращенной вверх чистящей стороной. Изделие 1 для чистки содержит лист 2 основы и первый слой 3 из пучка волокон, второй слой 4 из пучка волокон, вспомогательный лист 5, имеющий полосы, образованные в нем, и третий слой 6 из пучка волокон, ламинируемый впоследствии в направлении вверх от чистящей поверхности листа 2 основы. Более короткие стороны изделия 1 для чистки проходят параллельно направлению подачи (или направлению МД движения полуфабриката в производственной установке), вдоль которого материалы для вышеупомянутых слоев непрерывно подают на производственную линию. Эти отдельные слои (то есть лист 2 основы, первый слой 3 из пучка волокон, второй слой 4 из пучка волокон, вспомогательный лист 5 и третий слой 6 из пучка волокон) соединяют вместе по линии 7 соединения всех слоев, проходящей перпендикулярно направлению МД,
В показанном варианте осуществления лист 2 основы и лист 5 образованы отдельно из нетканого материала, образованного только из термопластичных волокон (то есть волокон, поддающихся термосварке) или содержащего термопластичные волокна. Примеры термопластичных волокон включают в себя: волокна полиэтилена (РЕ), полипропилена (РР) или полиэтилентерефталата (PET) и бикомпонентные волокна полиэтилена/полиэтилентерефталата (РЕ/РЕТ) (например, бикомпонентные волокна структуры сердцевина/оболочка, имеющие сердцевину из полипропилена или полиэтилентерефталата и оболочку из полиэтилена (РЕ/РР)). Нетканый материал может быть нетканым материалом, полученным термосваркой, нетканым материалом фильерного способа производства или нетканым материалом, имеющим сетчатую структуру, фильерного способа производства. В альтернативном варианте осуществления лист 2 основы и лист 5 могут быть образованы из термопластичной полимерной пленки, например, полиэтиленовой пленки или полипропиленовой пленки. Возможно также, без всякого сомнения, чтобы лист 2 основы и лист 5 были образованы из ламинированного листа нетканого материала и полимерной пленки.
Для увеличения жесткости и упругости предпочтительно, чтобы лист 2 основы и лист 5 были образованы из нетканого материала, полученного сваркой волокон при сквозной циркуляции воздуха через полуфабрикат, причем сварные соединения термопластичных волокон получают с помощью нагретого воздуха. Особенно в тех случаях, когда лист 5 расположен для образования внешней поверхности изделия для чистки на чистящей стороне (смотри фиг.6), желательно, чтобы лист 5 был образован из нетканого материала, полученного сваркой волокон при сквозной циркуляции воздуха через полуфабрикат.
В иллюстрируемом варианте осуществления первый слой 3 из пучка волокон, второй слой 4 из пучка волокон и третий слой 6 из пучка волокон отдельно содержат пучок термопластичных нитей. Эти отдельные нити проходят непрерывно поперек каждого слоя из пучка волокон. Такой слой из пучка волокон может быть просто образован посредством роспуска жгута из нитей. Более конкретно, каждый слой из пучка волокон может быть образован поверх листа посредством следующих этапов: роспуска жгута нитей для получения заданной ширины и заданной толщины (или массы) при непрерывной подаче в направлении движения полуфабриката в производственной установке; соединение распущенного жгута на непрерывно подаваемом листовом материале и разрезание жгута вместе с листовым материалом с интервалом (соответствующим разрезу изделия для чистки в направлении движения полуфабриката в производственной установке). Нити могут быть получены из любых пригодных материалов, например полиэтилена, полипропилена, полиэтилентерефталата, нейлона, вискозы или их комбинации. Предпочтительно, чтобы нити были бикомпонентными волокнами структуры сердцевина/оболочка, имеющими сердцевину из полипропилена или полиэтилентерефталата и оболочку из полиэтилена.
Нити предпочтительно должны иметь толщину от 1 до 50 дтекс, а более предпочтительно толщину, находящуюся в диапазоне 2-10 дтекс. В этом случае отдельные слои пучка волокон могут содержать волокна разной толщины.
Однако волокна, образующие слой из пучка волокон, соответствующего настоящему изобретению, не должны быть ограничены нитями. Для слоя из пучка волокон могут быть также использованы плоские нити или расщепленные нити. Плоские нити получают расщеплением пленки на ленты и посредством растягивания лент в продольном направлении. Расщепленные нити получают расщеплением термопластичной пленки в направлении, перпендикулярном направлению ориентации полимера, так чтобы пленка фибриллировалась и соединялась в форме сетки.
Предпочтительно, чтобы волокна, образующие слой из пучка волокон, соответствующие настоящему изобретению, были извиты. С извитыми волокнами слой из пучка волокон становится настолько объемным, что образует структуру, способную просто захватывать пыль извитыми участками. Особенно предпочтительными являются извитые нити, распущенные из жгута.
В этой заявке будут описаны структуры отдельных слоев, образующих изделие 1 для чистки и процедура ламинирования слоев.
На фиг.4А показан лист 2 основы, который образован из нетканого материала фильерного способа производства, нетканого материала, полученного сваркой волокон при сквозной циркуляции воздуха через полуфабрикат, или из аналогичного нетканого материала. Лист 2 основы имеет среднюю область 2а и полосообразующие области 2b, лежащие одна против другой, причем средняя область 2а расположена между ними. С другой стороны, на фиг.3 показан лист 2 основы, повернутый своей тыльной стороной 2В вверх. Поверх тыльной стороны 2В уложен удерживающий лист 8, проходящий от центральной области 2а к полосообразующим областям 2b и 2b. В иллюстрируемом варианте осуществления удерживающий лист 8 образован подобно листу 2 основы из нетканого материала, например из нетканого материала фильерного способа производства, нетканого материала, полученного сваркой волокон при сквозной циркуляции воздуха через полуфабрикат, или из аналогичного нетканого материала. Однако удерживающий лист 8 может быть образован из полимерной пленки. Лист 2 основы и удерживающий лист 8 имеют одинаковые размеры в направлении движения полуфабриката в производственной установке, но их размеры неодинаковы в направлении, перпендикулярном направлению движения полуфабриката в производственной установке. Удерживающий лист 8 короче листа 2 основы в направлении, перпендикулярном направлению движения полуфабриката в производственной установке.
В листе 2 основы и удерживающем листе 8, причем удерживающий лист 8 уложен поверх внешней поверхности 2В листа 2 основы в полосообразующих областях 2b и 2b, прорезают линии 11 реза, имеющие зигзагообразную форму (или форму зубцов пилы) для образования множества полос 12, которые отделены друг от друга линиями 11 реза и являются удлиненными в направлении движения полуфабриката в производственной установке.
Поверх чистящей поверхности 2А листа 2 основы, имеющей полосы 12, как показано на фиг.4В, укладывают первый слой 3 из пучка волокон. В это время отдельные нити, образующие первый слой 3 из пучка волокон, проходят в направлении движения полуфабриката в производственной установке и первый слой 3 из пучка волокон имеет заданный объем поверх чистящей поверхности 2А листа 2 основы.
В таком ламинированном состоянии лист 2 основы, удерживающий лист 8, расположенный на внешней поверхности 2В, и первый слой 3 из пучка волокон, расположенный на чистящей поверхности 2А, соединяют вместе по линиям 13 и 13 соединения и линиям 14 и 14 соединения. В этом случае соединение осуществляют посредством термосварки, ультразвуковой сварки или аналогичным образом так, чтобы лист 2 основы, удерживающий лист 8 и первый слой 3 из пучка волокон были соединены термосваркой по линиям 13 и 14 соединения.
Парные линии 13, 13 соединения образуют вдоль линий раздела между средней областью 2а и полосообразующими областями 2b и 2b так, чтобы они проходили параллельно друг другу, будучи отстоящими в направлении движения полуфабриката в производственной установке. С другой стороны, линии 14, 14 соединения образованы в зигзагообразной форме (или в форме зубцов пилы) в полосообразующих областях 2b и 2b соответственно.
В результате, как показано на фиг.2 в увеличенном масштабе, отдельные нити, образующие первый слой 3 из пучка волокон, соединяются с нижележащими полосами 12 по линиям 14 соединения, проходящим наклонно в поперечном направлении поверх полос 12 на половине пути между их продольными концами. С линиями 14 соединения перемещение отдельных нитей может быть ограничено так хорошо, чтобы нити предотвращались от чрезмерного разделения или спутывания будучи способными в то же самое время перемещаться поверх полос 12 относительно свободно, чтобы в соответствии с этим обеспечивать превосходный эффект улавливания пыли.
На фиг.5 иллюстрируется состояние, в котором ламинируют второй слой 4 из пучка волокон и лист 5. Так же, как и лист 2 основы, лист 5 образован из нетканого материала фильерного способа производства или нетканого материала, полученного сваркой волокон при сквозной циркуляции воздуха через полуфабрикат, или из полимерной пленки. Лист 5 имеет размер и форму, которые аналогичны размеру и форме листа 2 основы за исключением размера и формы полос, образованных в нем.
Лист 5 имеет среднюю область 5а и полосообразующие области 5b и 5b, расположенные одна против другой, между которыми расположена средняя область 5а. Эти полосообразующие области 5b и 5b разрезают для образования множества линий 16 реза, проходящих в зигзагообразной форме (или в форме зубцов пилы) от более длинных боковых краев листа 5 к центральной части 5а в направлении движения полуфабриката в производственной установке. Таким образом образовано множество полос 17, которые разделены линиями реза 16 и удлинены в направлении движения полуфабриката в производственной установке.
Если полосы 12 листа 2 основы, показанные на фиг.4а, имеют длину L1 и ширину W1, и если полосы 17 листа 5, показанные на фиг.5, имеют длину L2 и ширину W2, то L2>L1 и W1>W2, так что полосы 17 уже и длиннее полос 12. В этом случае отдельные полосы 12 и 17 образованы так, чтобы они имели ширину, составляющую, по меньшей мере, 2 мм, предпочтительно - ширину 2-50 мм и длину - 10-100 мм.
Второй слой 4 из пучка волокон ламинируют на тыльной поверхности 5В листа 5. В процессе производства тыльная поверхность 5В листа 5 направлена вверх, а второй слой 4 из пучка волокон укладывают поверх тыльной поверхности 5В. В это время отдельные нити, образующие второй слой 4 из пучка волокон, проходят в направлении движения полуфабриката в производственной установке и второй слой 4 из пучка волокон имеет заданный объем поверх тыльной поверхности 5В листа 5.
В таком ламинированном состоянии полосы 17 и второй слой 4 из пучка волокон соединяют вместе на участках 18 соединения, которые расположены на половине пути между продольными концами полос 17. На этих участках 18 соединения полосы 17 и второй слой 4 из пучка волокон соединяют термосваркой или ультразвуковой сваркой. Как показано на фиг.5, участки 18 соединения, которые образованы в направлении движения полуфабриката в производственной установке, образованы поочередно через одну из полос 17. Другими словами, полосы 17 с участками 18 соединения и без участков 18 соединения чередуются друг с другом. Однако участки 18 соединения могут иметь все полосы 17.
Как показано на фиг.2 в частичном увеличенном изображении, второй слой 4 из пучка волокон соединен с лежащими сверху полосами 17 на участках 18 соединения, расположенных на половине пути между продольными концами полос 17. Следовательно, второй слой 4 из пучка волокон удерживается в его форме полосами 17, так что нити, образующие второй слой 4 из пучка волокон, предотвращаются от чрезмерного спутывания или закручивания.
На конечной стадии процесса производства изделия 1 для чистки поверх первой слоистой структуры, в которой лиминированы и соединены слой 2 основы, удерживающий лист 8 и первый слой 3 из пучка волокон, как показано на фиг.4В, укладывают вторую слоистую структуру, в которой ламинированы и соединены второй слой 4 из пучка волокон и лист 5, как показано на фиг.5. При таком изготовлении многослойной структуры первая и вторая слоистые структуры укладывают так, чтобы второй слой 4 из пучка волокон лежал поверх первого слоя 3 из пучка волокон.
Кроме того, поверх чистящей поверхности 5А листа 5 второй слоистой структуры укладывают третий слой 6 из пучка волокон, как показано на фиг.1. Отдельные нити, образующие третий слой 6 из пучка волокон, проходит в направлении движения полуфабриката в производственной установке и третий слой 6 из пучка волокон имеет по существу гомогенный объем поверх чистящей поверхности 5А листа 5. После этого удерживающий лист 8, лист 2 основы, первый слой 3 из пучка волокон, второй слой 4 из пучка волокон, лист 5 и третий слой 6 из пучка волокон соединяют вместе в интегральную структуру по линии 7 соединения всех слоев, которая проходит в направлении, перпендикулярном направлению движения полуфабриката в производственной установке, вдоль средней линии изделия 1 для чистки. Эта линия 7 соединения всех слоев является линией соединительного шва, полученного посредством термосварки, ультразвуковой сварки или аналогичной сварки, так что отдельные слои соединены сваркой по линии 7 соединения всех слоев в интегральную структуру.
Как показано на фиг.1 и фиг.2, полученное таким образом изделие 1 для чистки имеет щеточные части 26 на правой и левой сторонах на чистящей поверхности 2А листа 2 основы. Эти щеточные части 26 образованы посредством сборки полос 12 листа 2 основы, первого слоя 3 из пучка волокон, второго слоя 4 из пучка волокон, полос 17 листа 5 и третьего слоя 6 из пучка волокон.
Когда пол, мебель или аналогичные предметы протирают чистящей стороной изделия 1 для чистки, которая на фиг.1 показана сверху, мелкодисперсная пыль может быть уловлена третьим слоем 6 из пучка волокон, расположенным на верхней поверхности изделия 1 для чистки, и первым и вторым слоями 3 и 4 соответственно из пучка волокон, расположенными внутри щеточных частей 26. В этом случае полосы 12 и 17 выполняют функцию стирания пыли и пыль, стираемая полосами 12 и 17, также может улавливаться слоями 3, 4 и 6 из пучка волокон.
В этом варианте осуществления полосы 17 расположены между вторым слоем 4 из пучка волокон и третьим слоем 6 из пучка волокон. Следовательно, при повторных операциях чистки нити второго слоя 4 из пучка волокон и нити третьего слоя 6 из пучка волокон предотвращаются от чрезмерного спутывания, так что форма щеточных частей 26 может сохраняться в течение длительного периода времени.
Кроме того, нити первого слоя 3 из пучка волокон и нити второго слоя 4 из пучка волокон частично соединены с полосами 12 и полосами 17 соответственно, так что они предотвращаются от чрезмерного закручивания или спутывания. Следовательно, даже после длительного периода эксплуатации при выполнении операции чистки щеточные части 26 чуть-чуть сминаются, так что они превосходно сохраняют форму.
Как показано на фиг.3, на стороне внешней поверхности изделия 1 для чистки, полученного таким образом, лист 2 основы и удерживающий лист 8, которые сначала соединены по линиям 13 и 13 соединения, дополнительно соединяют по линии 17 соединения всех слоев, которая образована на половине расстояния между линиями 13 и 13 соединения. Следовательно, в области удерживания на внешней поверхности средней области 2а образуются две параллельные зоны 20 и 20 удерживания, каждая из которых ограничена между одной из линий 13 соединения и линией 7 соединения всех слоев.
Следовательно, изделие 1 для чистки может удерживаться со стороны внешней поверхности посредством держателя 21 вилкообразной конструкции, как показано на фиг.3. Этот держатель 21 содержит части 22 и 22 вилкообразной вставки и участок 23 захвата. Части 22 и 22 вставки вводят в зоны 20 и 20 удерживания. Таким образом, операция чистки может быть выполнена благодаря удерживанию участка 23 захвата.
Для предотвращения изделия 1 для чистки от простого выпадения из держателя 21 во время чистки может быть выбрано множество конструкций.
Во-первых, части 22 и 22 вставки могут быть образованы на их нижних поверхностях с множеством выступов 22а в форме мелких зубцов с острыми краями. С выступами 22а, направленными в сторону листа 2 основы, части 22 и 22 вставки вводят в зоны 20 и 20 удерживания. В таком вставленном состоянии зубчатые выступы 22а и лист 2 основы удерживаются с высоким коэффициентом трения, так что они могут предотвращать простое выпадение изделия 1 для чистки.
Эффективным также является крепление удерживающего крепежного средства 24 на основании концевого участка частей 22 и 22 вставки держателя 21. Такое удерживающее крепежное средство 24 образуют с мелкими крюкообразными или грибообразными выступами. При удерживании удерживающего крепежного средства 24 на тыльной поверхности 2В листа 2 основы предотвращается выпадение изделия 1 для чистки из держателя.
Кроме того, можно также предусмотреть поворотный соединительный элемент 25 на переднем концевом участке одной из частей 22 вилкообразной вставки. Такой соединительный элемент 25 поворачивают, когда части 22 и 22 введены в зоны 20 и 20 удерживания так, чтобы их передние концы проходили через зоны 20 и 20 удерживания и выходили из зон 20 и 20 удерживания, чтобы благодаря этому удерживать соединительный элемент 25 на переднем конце другой части 22 вставки посредством сцепления между впадиной и выпуклостью или аналогичным образом. Таким удерживанием может также предотвращаться выпадение изделия 1 для чистки из держателя 21.
На держателе 21 могут быть предусмотрены все или, по меньшей мере, одно из средств предотвращения выпадения изделия 1 для чистки (то есть все или, по меньшей мере, одни выступы 22а, одно удерживающее крепежное средство 24 и один соединительный элемент 25). В этом случае держатель 21, имеющий такие средства, может быть использован не только в изделии для чистки, соответствующем настоящему изобретению, но также в любом изделии для чистки.
Таким образом, описанное изделие 1 для чистки имеет симметричную форму, как показано на фиг.3. Следовательно, если изделие 1 для чистки использовано для чистки будучи присоединенным к держателю 21 при введении в направлении, указанном на фиг.3, и локально испачкано, то изделие 1 для чистки может быть удалено из держателя 21 и повернуто на 180° из положения, показанного на фиг.3, для повторного присоединения к держателю 21. Если изделие 1 для чистки используют для чистки путем изменения его направления, как было описано выше, то отдельные части изделия 1 для чистки могут быть равномерно использованы без какого-либо дисбаланса.
В этом случае, если вставляемые части 22 держателя 21 образованы из материала, который просто поддается деформации, то можно произвольно изогнуть форму изделия 1 для чистки, удерживаемого посредством держателя 21. С другой стороны, если участок 23 захвата сделать удлиненным, то можно выполнять операцию чистки с длинным участком 23 захвата.
В описанном изделии 1 для чистки первый слой 3 из пучка волокон соединен с листом 2 основы по линиям 13 и 13 соединения, как показано на фиг.4В, так что чистящие поверхности частей 22 и 22 вставки, вводимые в зоны 20 и 20 удерживания, покрыты в любое время не только листом основы 2, но также первым слоем 3 из пучка волокон. Следовательно, даже в том случае, если правая или левая щеточная часть непреднамеренно перевернулись в процессе операции чистки, то между протираемым объектом и вставляемыми частями 22 и 22 держателя 21 существует первый слой 3 из пучка волокон заданной достаточной толщины. В результате этого протираемый объект не подвергается вредному воздействию твердого держателя, так что изделие 1 для чистки при выполнении операции чистки обеспечивает ощущение мягкого контактного взаимодействия.
На фиг.6 приведен вид в аксонометрии, иллюстрирующий изделие 1А для чистки как модификацию первого варианта осуществления настоящего изобретения.
Изделие 1А для чистки, иллюстрируемое на фиг.6, получено путем изменения порядка ламинирования отдельных слоев изделия 1 для чистки, показанного на фиг.1-5.
В этом изделии 1А для чистки предусмотрен внешний лист 15 основы, который образован из нетканого материала, полученного сваркой волокон при сквозной циркуляции воздуха через полуфабрикат, а лист 2 основы, образованный из нетканого материала фильерного способа производства или аналогичного нетканого материала, укладывают поверх чистящей поверхности внешнего листа 15 основы. Кроме того, поверх чистящей поверхности 2А листа 2 основы последовательно укладывают первый слой 3 пучка волокон, второй слой 4 из пучка волокон, третий слой 6 из пучка волокон и лист 5 сверху. Лист 5 образован с полосами 17 и находится на внешней поверхности изделия 1А для чистки на его чистящей стороне. Лист 5 может быть образован из любого пригодного материала, например из нетканого материала или полимерной пленки, но предпочтительно изготовлен из нетканого материала, полученного сваркой волокон при сквозной циркуляции воздуха через полуфабрикат.
После этого внешний лист 15 основы, лист 2 основы и первый слой 3 из пучка волокон соединяют друг с другом по таким же линиям 13 и 13 соединения, как те, которые показаны на фиг.4В. Кроме того, все слои от внешнего листа 15 основы до листа 5, имеющего полосы 17, соединяют вместе по такой же линии 7 соединения всех слоев, как те, которые показаны на фиг.1 и фиг.2. Эта линия 7 соединения всех слоев проходит вдоль средней линии изделия 1А для чистки.
В этом случае, как и в структуре, показанной на фиг.5, третий слой 6 из пучка волокон и накрывающий лист 5 могут быть соединены по линиям 18 соединения, располагаемым на половине пути между продольными концами полос 17, так что аналогичные нити третьего слоя 6 из пучка волокон частично интегрируются с полосами 17. Кроме того, лист 2 основы может быть образован с множеством полос 12, как показано на фиг.4А, и полосы 12 и первый слой 3 из пучка волокон также могут быть соединены по зигзагообразным линиям 14 соединения, как показано на фиг.4В.
Безусловно, также возможно, чтобы удерживающий лист 8 был соединен с внешней поверхностью внешнего листа 15 основы, как показано на фиг.3, для образования зон 20 и 20 удерживания между внешним листом 15 основы и удерживающим листом 8.
В изделии 1А для чистки, иллюстрируемом на фиг.6, лист 5, имеющий полосы 17, предусмотрен для образования внешней поверхности на чистящей стороне так, чтобы она предпочтительно опиралась на протираемый объект, например пол, мебель или аналогичный объект. Следовательно, можно препятствовать чрезмерному спутыванию или скоплению отдельных нижележащих слоев 3, 4 и 6 из пучка волокон благодаря трению с протираемым объектом. Кроме того, в частности, если некоторые из нитей третьего слоя 6 из пучка волокон соединены по линиям 18 соединения с накрывающими полосами 17, то они слегка спутываются или скапливаются. Если внешний лист 5 образован из высокожесткого и мягкого нетканого материала, полученного сваркой волокон при сквозной циркуляции воздуха через полуфабрикат, то щеточные части 26, образованные из полос и слоев из пучка волокон, слегка деформируются благодаря трению с обтираемым объектом, так что они слегка теряют формы даже после эксплуатации в течение длительного времени.
Если лист 5, имеющий полосы 17, образует внешнюю поверхность изделия для чистки на его чистящей стороне, как показано на фиг.6, то более предпочтительно, чтобы отдельные полосы 17 были длиннее. Следовательно, предпочтительно, чтобы линии 16 реза для разделения полос 17 проходили к линии 7 соединения всех слоев или близко к линии 7 соединения всех слоев. В альтернативном варианте осуществления возможно, чтобы линии 16 реза пересекали всю площадь листа 5 в направлении движения полуфабриката в производственной установке так, чтобы полосы 17 были полностью отделены друг от друга перед соединением с другими слоями по линии 7 соединения всех слоев.
Как было описано выше, если полосы 17, образованные из нетканого материала, полученного сваркой волокон при сквозной циркуляции воздуха через полуфабрикат, размещены на внешней поверхности изделия для чистки на его чистящей стороне, как в варианте осуществления, иллюстрируемом на фиг.6, то щеточные части 26 могут надежно сохранять свои формы даже после эксплуатации в течение длительного времени. С другой стороны, если слой из пучка волокон расположен на внешней поверхности изделия для чистки на его чистящей стороне, как в варианте осуществления, иллюстрируемом на фиг.1-5, то нити слоя из пучка волокон сравнительно склонны спутываться или скапливаться в результате трения с обтираемым объектом в течение длительного периода времени эксплуатации.
Следовательно, в изделии 1 для чистки, иллюстрируемом на фиг.1-5, предпочтительно наносить фиксирующее вещество на третий слой 6 из пучка волокон, находящийся на внешней поверхности. Примеры фиксирующего вещества включают в себя маслянистое вещество, воск, и смолу, например термоплавкий клей. Таким образом, нанесенное фиксирующее вещество может препятствовать свободе перемещения нитей (то есть подавлять дезагрегацию нитей), так что нити могут предотвращаться от чрезмерного спутывания или скапливания в течение использования изделия для чистки.
Такое фиксирующее вещество может быть частично нанесено на третий слой 6 из пучка волокон. Например, фиксирующее вещество может быть распылено исключительно на чистящую поверхность третьего слоя 6 из пучка волокон, фиксируя благодаря этому нити, находящиеся исключительно на чистящей поверхности третьего слоя 6 из пучка волокон. В альтернативном варианте осуществления фиксирующее вещество может быть нанесено на третий слой 6 из пучка волокон поверх заданной длины от линии 7 соединения всех слоев так, чтобы нити, образующие третий слой 6 из пучка волокон, оставались свободными на стороне их свободных концов. В обоих случаях нитям, образующим третий слой 6 из пучка волокон, могут быть созданы препятствия чрезмерному их спутыванию без уменьшения эффекта улавливания пыли слоем 6 из пучка волокон. Предпочтительно, чтобы фиксирующее вещество было твердым при комнатной температуре.
В том случае, если для фиксации используют, например, воск, то отношение воска к слою 6 из пучка волокон составляет приблизительно от 0,5 до 25 масс.%. Если это отношение составляет менее 0,5 масс.%, то спутывание нитей может не быть эффективно предотвращено. С другой стороны, если это отношение составляет более 25 масс.%, то нити будут чрезмерно жестко зафиксированы. Таким образом, поскольку нити могут не быть достаточно поднятыми, эффект улавливания пыли уменьшается.
В том случае, если для фиксации используют термоплавкий клей, то этот термоплавкий клей предпочтительно должен иметь низкую вязкость. Если используют термоплавкий клей, имеющий высокую вязкость, то свойство улавливания пыли увеличивается, но нити склонны спутываться. Фиксирующее вещество может быть, безусловно, получено путем смешивания воска и термоплавкого клея, имеющего низкую вязкость.
В этом случае спутывание нитей может быть предотвращено не нанесением фиксирующего вещества на слой 6 из пучка волокон, а путем размягчения нитей слоя 6 из пучка волокон с помощью растворителя или нагрева. В этом случае можно также зафиксировать нити слоя 6 из пучка волокон только на стороне линии 7 соединения всех слоев для предотвращения спутывания, оставляя в то же самое время определенную степень свободы на стороне из передних концов, так что нити могут быть просто подняты.
Фиксация нитей в каждом слое из пучка волокон, безусловно, не должна ограничиваться изделием 1 для чистки. Например, в изделии 1А для чистки, показанном на фиг.6, нити в отдельных слоях 4 и 6 из пучка волокон могут быть зафиксированы друг с другом фиксирующим веществом или сваркой их, как было описано выше. В изделии для чистки, иллюстрируемом на фиг.1, третий слой 6 из пучка волокон соединен с другими слоями только по линии 7 соединения всех слоев. Однако также можно образовать другие линии соединения, отстоящие от линии 7 соединения всех слоев, чтобы в соответствии с этим соединить третий слой 6 из пучка волокон только с нижележащим листом 5 или со всеми другими слоями (то есть от листа 5 до листа 2 основы). Это также может препятствовать чрезмерному спутыванию или скапливанию нитей третьего слоя 6 из пучка волокон.
В изделии 1 для чистки, иллюстрируемом на фиг.1, и в изделии 1А для чистки, иллюстрируемом на фиг.6, предпочтительно, чтобы основная масса первого слоя 3 из пучка волокон, ближайшего к листу 2 основы, была больше основной массы накрывающих второго слоя 4 из пучка волокон и третьего слоя 6 из пучка волокон. В такой конструкции в том случае, даже если полосы или нити, образующие щеточные части 26, спутываются или скапливаются при повторных операциях чистки в течение длительного периода времени, то лист 2 основы не освобождается от щеточных частей 26. Таким образом, лист 2 основы может предотвращаться от прямого контактного взаимодействия с обтираемым объектом.
На фиг.7 представлен вид в аксонометрии, иллюстрирующий часть изделия 30 для чистки, соответствующего второму варианту осуществления настоящего изобретения, а на фиг.8 - поперечное сечение изделия 30 для чистки.
Изделие 30 для чистки содержит листы 31 и 32, образованные из нетканого материала или аналогичного материала, и слои 33 и 34 из пучка волокон. Лист 30 имеет множество полос 31а, образованных на двух его боковых частях и удлиненных в направлении движения полуфабриката в производственной установке. Лист 32, уложенный поверх листа 31, также имеет множество полос 32а, образованных на двух его боковых частях. Эти полосы 31а и 32а образованы посредством формирования множества линий реза в двух боковых частях отдельных листов 31 и 32.
Слой 33 из пучка волокон расположен на нижней поверхности (чистящей поверхности) листа 31; а слой 34 из пучка волокон расположен на верхней поверхности (чистящей поверхности) листа 32. Листы 31 и 32 и слои 33 и 34 из пучка волокон, ламинированные таким образом, интегрально соединены по средней линии 35 соединения и по боковым линиям 36 и 36 соединения. На внешних боковых частях за боковыми линиями 36 и 36 соединения образованы щеточные части 37 и 37 узлов полос 31а и 32а и слои 33 и 34 из пучка волокон.
Две боковые линии 36 и 36 соединения ограничивают между собой область 38 удерживания. В области 38 удерживания между листом 31 и листом 32 образованы две зоны 39 и 39 удерживания, разделенные средней линией 35 соединения. В эти зоны 39 и 39 удерживания могут быть введены части 22 и 22 вставки держателя 21, показанного на фиг.3. В альтернативном варианте осуществления между боковыми линиями 36 и 36 соединения без образования средней линии 35 соединения может быть образована одна зона удерживания. В этом случае держателю, вставляемому в широкую зону удерживания, может быть придана плоская форма.
Кроме того, в области 38 удерживания образованы линии 41 реза, каждая из которых проходит в направлении, перпендикулярном направлению движения полуфабриката в производственной установке. На половине пути между соседними линиями 35 и 36 соединения линии 41 реза чередуются на заданном расстоянии друг от друга. Листы 31 и 32 в слои 33 и 34 из пучка волокон прорезаны вместе по линиям 41 реза.
В результате этого на верхней и нижней поверхностях (то есть на двух чистящих поверхностях) изделия 30 для чистки, в области 38 удерживания, прорезаны нити, пересекающие линии 41 реза, для образования благодаря этому волоконных щеточных частей 42, проходящих от линий 35 и 36 соединения. С другой стороны, нити, не пересекающие линии 41 реза, остаются неразрезанными в области 38 удерживания для образования в соответствии с этим волоконных перемычек 43, проходящих между соседними линиями 35 и 36 соединения. Эти волоконные щеточные части 42 и волоконные перемычки 43 чередуются в направлении, перпендикулярном направлению движения полуфабриката в производственной установке.
В этом изделии 30 для чистки щеточные части 37 и 37 на его двух боковых частях являются узлами из слоев 33 и 34 из пучка волокон и полос 31а и 32а. Таким образом, щеточные части 37 имеют такие высокие общие жесткости, что полосы 31а и 32а могут стирать пыль, тогда как слои 33 и 34 из пучка волокон могут улавливать пыль.
С другой стороны, в области 38 удерживания волоконные щеточные части 42, образованные посредством разрезания слоев 33 и 34 из пучка волокон по линиям 41 реза, могут иметь функцию стирания пыли, волоконные перемычки 43 могут улавливать стертую пыль. Следовательно, изделие 30 для чистки может обладать чистящей функцией не только в щеточных частях 37 и 37, но также на верхней и нижней поверхностях в области 38 удерживания, так что оно может выполнять эффективную чистку в любых частях.
Как показано на фиг.8, можно также обеспечить другие слои 44 и 45, расположенные между листом 31 и слоем 33 из пучка волокон, имеющие волоконные щеточные части 42, и, соответственно, между листом 32 и слоем 34 из пучка волокон, имеющие волоконные щеточные части 42. Эти слои 44 и 45 не прорезаны по линиям 41 реза и могут быть образованы из пучка волокон, имеющего большую основную массу, или из нетканого материала, полученного сваркой волокон при сквозной циркуляции воздуха через полуфабрикат.
На фиг.9 приведен вид в аксонометрии, иллюстрирующий изделие 50 для чистки, соответствующее третьему варианту осуществления настоящего изобретения.
В этом изделии 50 для чистки две боковые части листа 51 прорезаны множеством линий реза для образования множества полос 51а, а две боковые части листа 52 прорезаны аналогичным образом для образования множества полос 52а. На нижней поверхности листа 51 расположен слой 53 из пучка волокон, а на верхней поверхности листа 52 расположен слой 54 из пучка волокон. Лист 51, лист 52, слой 53 из пучка волокон и слой 54 из пучка волокон интегрально термосварены по линиям 55 и 56 соединения, проходящим параллельно.
На двух боковых частях за линиями 55 и 56 соединения образованы щеточные части 57 в виде сборок из полос 51а, полос 52а, слоя 53 из пучка волокон и слоя 54 из пучка волокон.
Линия соединения 55 соединения и линия 56 соединения ограничивают зону удерживания, расположенную между листом 51 и листом 52. В эту зону удерживания вставлен держатель 61. В это время, если изделие 50 для чистки присоединено к держателю 61 будучи скрученным, то щеточные части 57 могут быть деформированы, чтобы проходить по спирали.
В этом изделии 50 для чистки щеточные части 57 направлены во всех направлениях вокруг держателя 61. Следовательно, изделие 50 для чистки может эффективно улавливать пыль при использовании его для чистки узкого зазора или т.п.
В этом случае вариант осуществления, иллюстрируемый на фиг.7, может быть реализован в виде конструкции, в которой слой из пучка волокон дополнительно зажат между полосами 31а листа 31 и полосами 32а листа 32. Аналогичным образом вариант осуществления, иллюстрируемый на фиг.9, может быть реализован в виде конструкции, в которой слой из пучка волокон дополнительно зажат между полосами 51а листа 51 и полосами 52а листа 52.
Кроме того, в вариантах осуществления, иллюстрируемых на фиг.7 и фиг.9, полосы и слои из пучка волокон могут быть частично соединены друг с другом на половине пути между продольными концами полос.
В вышеупомянутых отдельных вариантах осуществления, если слои из пучка волокон образованы из извитых волокон, то волокна сами могут просто улавливать пыль. Если волокна (например, нити, распущенные из жгута или расслоенной пряжи) соединены с листом будучи растянутыми в направлении движения полуфабриката в производственной установке и затем, кроме того, прорезаны вместе с листом, то волокна извиты так, чтобы части слоя из пучка волокон, образующие щеточные части, стали короче, чем полосы. В этой конструкции можно увеличить функцию улавливания пыли посредством полос, проходящих за свободные концы извитых волокон, так что функция очистки может эффективно выполняться узлом, образованным из волокон и полос.
Кроме того, эффект адсорбирования и улавливания пыли может быть увеличен путем нанесения на слои из пучка волокон и/или полосы вещества, адсорбирующего пыль. Таким веществом, адсорбирующим пыль, является, например, поверхностно-активное вещество, минеральное масло или воск. Также можно наносить акриловый клей или термоплавкий клей, который имеет ослабленную адгезию.
Слои из пучка волокон и/или полосы, помимо вещества, адсорбирующего пыль, могут дополнительно содержать такое вещество, как дезодорант, увлажнитель или вещество, препятствующее образованию грибков.
Если листам в отдельных вариантах осуществления, кроме того, придана способность упругого растяжения между линиями соединения, образованными в области удерживания, то листы могут прийти в тесный контакт с держателем, когда изделие для чистки присоединено к держателю, так что изделие для чистки вряд ли выпадет из держателя.
В отдельных вариантах осуществления нетканый материал, используемый для образования листов, имеющих полосы, не должен быть ограничен нетканым материалом фильерного способа производства или нетканым материалом, получаемым сваркой волокон при сквозной циркуляции воздуха через полуфабрикат, но может быть нетканым материалом, полученным термосваркой, точечной сваркой, аэродинамическим способом производства, термокомпрессионным сшиванием, образованием химических связей, прокалыванием и так далее. Кроме того, нетканый материал может быть заменен материалом, переработанным в полосы, например уретаном, пористым материалом, тканым материалом, сеткой или разделенной на полосы тканью.
Если листы, имеющие полосы, образованы из нетканого материала, то с точки зрения управляемости при комбинировании со слоями из пучка волокон и с точки зрения технологии обработки предпочтительно, чтобы нетканый материал имел основную массу 10-100 г/м2. Кроме того, предпочтительно, чтобы нетканый материал имел ширину 80-250 мм в направлении движения полуфабриката в производственной установке.
Как было описано выше, изделие для чистки, соответствующее настоящему изобретению, имеет щеточную часть, образованную из полос и слоя из пучка волокон, так что волокна слоя из пучка волокон могут предотвращаться от чрезмерного спутывания и скручивания, увеличивая благодаря этому сохранение формы щеточной части. Особенно в том случае, если полосы и слой из пучка волокон частично соединены друг с другом, то слой из пучка волокон, образующий щеточную часть, может увеличить жесткость и может предотвращаться от скручивания или сморщивания даже после использования в течение длительного периода времени.
Хотя были проиллюстрированы и описаны различные примеры вариантов осуществления, настоящее изобретение не ограничено описанными вариантами осуществления. Следовательно, предполагается, что объем настоящего изобретения должен быть ограничен только объемом прилагаемой формулы изобретения.


Изобретение относится к изделиям для чистки одноразового использования. Изделие для чистки содержит щеточную часть, включающую в себя поддающийся сварке лист, имеющий множество линий реза и множество полос, образованных между соседними линиями реза, а также слой пучка волокон, включающий в себя поддающиеся сварке волокна. Этот слой пучка волокон сварен с поддающимся сварке листом, чтобы обеспечить щеточную часть и зону удерживания, в которую нужно вставить держатель, причем эта щеточная часть состоит из указанных полос и волокон указанного слоя пучка волокон. Предусмотрен еще один вариант выполнения изделия для чистки. Изобретение обеспечивает высокую степень улавливания пыли. 2 н. и 9 з.п.ф-лы, 9 ил.
Приоритет по пунктам:
| EP 0923902 A2, 23.06.1999.US 4961242 A, 09.10.1990.US 5115535 A, 26.05.1992.GB 1508232 A, 19.04.1978.RU 94013336 A1, 27.12.1995. |

