Изобретение относится к трубопрокатному производству, а именно к способу производства передельных и товарных труб среднего и большого диаметров из центробежно-литых полых заготовок трудно деформируемых марок стали и сплавов, и может быть использовано при производстве их на трубопрокатных установках с пилигримовыми станами из сталей и сплавов следующих марок 08Х18Н10Т, 12Х18Н12Т, 10Х23Н18, 08Х17Н15МЗТ, 08Х20Н15С2, 10Х17Н13М2Т, 09Х14Н13Б2СР, 17Х18Н9, 08Х22Н6Т, 08Х10Н16Т2, 08Х10Н20Т2, ХН32Т, ХН78Т, 06ХН28МДТ, ХН60ВТ, ХНЗОМДБ, 15Х5М и др.
В трубопрокатном производстве известен способ производства бесшовных горячекатаных труб среднего и большого диаметров на трубопрокатных установках с пилигримовыми станами из центробежно-литых полых заготовок нержавеющих марок стали 08Х18Н12Т, 08Х18Н10Т, 08Х10Н20Т2, 08Х10Н16Т2 (ТУ14-3-561-77 “Заготовки трубные центробежно-литые полые из стали марок 08Х18Н12Т, 08Х18Н10Т, 08Х10Н20Т2 и 08Х10Н16Т2”) диаметром 530-650 мм с отношением D/S=4,85-6,0 с плавным нагревом по зонам в методических печах до температуры 1160-1190° С в течение 8-10 часов с кантовкой через 20-25 минут для стали марок 08Х10Н20Т2 и 08Х10Н16Т2 (скорость нагрева 1,95-2,45° С в минуту) и до температуры 1260-1280° С в течение 6,0-8,0 часов (скорость нагрева 2,65-3,5° С в минуту) для сталей марок 08Х18Н10Т и 08Х18Н12Т (ТУ 14-3-1564-88 “Трубы бесшовные горячедеформированные из стали марок 08Х10Н20Т2 и 08Х10Н16Т2 для выдвижных систем”, ТИ 158-Тр.ТБ 1-6-94 “Изготовление труб из стали марок 08Х10Н20Т2 и 08Х10Н16Т2 по ТУ 14-3-1564-88”, ТУ 14-3-743-78 “Трубы бесшовные горячекатаные из стали марки 08Х18Н12Т”, ТИ 158-Тр.ТБ 1-63-98 “Изготовление бесшовных горячекатаных труб из стали марки 08Х18Н12Т для химического машиностроения и для рубашек гидроцилиндров форголлеров пильгерстана”, ТУ 14-3-765-78 “Трубы бесшовные горячекатаные из нержавеющей стали”, ТИ 158-Тр.ТБ1-69-98 “Изготовление бесшовных горячедеформированных труб из стали марки 08Х18Н12Т для баллонов”).
Недостатком данного способа является то, что трубы после прокатки имеют большое количество дефектов по наружной и внутренней поверхности в виде плен и рыхлости и предназначены для последующей механической обработки (обточки и расточки) со съемом металла по 10-12 мм на сторону или 20-25 мм по стенке, т.е. горячекатаные трубы размером 402× 45 мм обтачивают и растачивают на размер 377× 20 мм, т.е. в стружку уходит более 50% металла. Так как горячекатаные трубы катаются с толстыми стенками, т.е. с маленькими вытяжками (μ =2,0-3,5), то в микроструктуре металла труб имеют место крупные зерна, а следовательно, металл труб имеет низкие механические свойства и не выдерживает испытания на межкристаллитную коррозию, а п.2.8 ТУ 14-3 765-78 гласит, что макроструктура металла труб должна быть плотной, без следов усадочной рыхлости, расслоений, трещин, пустот, а результаты первичных испытаний для микро- и макроконтроля являются окончательными.
Наиболее близким техническим решением является способ производства труб из трудно деформируемых марок стали и сплавов с содержанием хрома и никеля до 30% каждого (патент РФ №2175888 от 23.09.1999 г.), включающий нагрев (выдержку) заготовок (слитков ЭШП) диаметром 380-500 мм при температуре 500-550° С в течение 70-95 минут в зависимости от диаметра, после чего их нагревают до температуры 1120-1140° С со скоростью нагрева 1,4-1,5° С в минуту, а прошивку заготовок в гильзы ведут размер в размер по диаметру со скоростью вращения валков 25-40 об/мин на оправке диаметром, обеспечивающим редуцирование на пилигримовом стане не менее 25 мм.
Однако известный способ имеет следующие недостатки. Способ относится к производству труб из трудно деформируемых марок стали на трубопрокатных установках с пилигримовыми станами из слитков ЭШП с содержанием хрома и никеля до 30% каждого и не распространяется на прокатку труб других марок стали и сплавов из центробежнолитой заготовки, а следовательно, имеет только общие технологические операции в части нагрева слитков и прокатки гильз в трубы на пилигримовом стане.
Температурный интервал нагрева 1120-1140° С для данных марок стали выбран с учетом повышения температуры гильзы во время прошивки в прошивном стане за счет деформации на 80-90° С, а при нагреве выше 1140° С в процессе прошивки можно получить дефекты на гильзах в виде внутренних плен, внутренней рыхлости и концевых рванин из-за перегрева металла. Температурный интервал выдержки 500-550° С для полых центробежно-литых заготовок из трудно деформируемых марок стали и сплавов велик и может привести к образованию термических трещин, а скорость нагрева 1,4-1,5° С в минуту приведет к увеличению времени нагрева, а следовательно, к дополнительному расходу энергоресурсов (газа) и повышению стоимости труб.
Целью предложенного способа является получение качественных труб из центробежно-литых заготовок трудно деформируемых марок стали и сплавов, снижение расходного коэффициента металла за счет уменьшения припуска под механическую обработку горячекатаных и передельных труб под холодный перекат, расширение сортамента труб из трудно деформируемых марок стали и сплавов за счет исключения операции прошивки слитков ЭШП и кованых заготовок.
Поставленная цель достигается тем, что в известном способе производства передельных и товарных труб из центробежно-литых полых заготовок трудно деформируемых марок стали и сплавов, включающем нагрев с разной скоростью в методических печах полых заготовок диаметром 300-650 мм до температуры пластичности, кантовку вдоль печи и прокатку их на пилигримовых станах, заготовки с отношением 4,0≤ D/S≤ 7,5 выдерживают без кантовки в хвостовой части печи (на колосниках) при температуре 400-480° С в течение 50-60 минут в зависимости от отношения D/S, а затем нагревают до температуры 800-850° С со скоростью 1,6-1,8° С в минуту, а потом до температуры 1150-1200° С со скоростью 2,5-2,7° С в минуту с кантовкой через 15-20 минут на угол 90° ≤ α ≤ 180° , прокатку на пилигримовом стане ведут с вытяжкой μ ≤ 5,0, а общую продолжительность нагрева центробежно-литых заготовок в методических печах определяют из выражения
6,0<tH<9,0,
где tн - продолжительность нагрева от 6,0 до 9,0 часов, которая находится в обратной зависимости от отношения D/S.
Медленный нагрев (выдержка) при температуре 400-480° С в течение 50-60 минут в зависимости от отношения D/S, способствует снижению температурных напряжений при нагреве высоколегированных марок стали и сплавов, затем скорость нагрева можно увеличивать от 1,6 до 1,8° С в минуту и нагревать заготовки до температуры 800-850° С, после этого скорость нагрева увеличивают в 1,5-1,6 раза, т.е. греют со скоростью 2,5-2,7° С в минуту в зависимости от марки стали и геометрических размеров заготовок, отношения D/S. Для равномерности нагрева заготовок по длине и сечению процесс нагрева на первом и втором этапах необходимо производить с кантовкой на угол 90° ≤ α ≤ 180° через 15-20 минут. Так как после выдачи из печи заготовки транспортируются к пилигримовому стану краном, а время транспортировки от выдачи из печи до начала процесса прокатки составляет от 1,5 до 2,0 минут, то температуру заготовок на выдаче из печи в зависимости от марки стали или сплава следует держать в пределах 1150-1200°С. Более высокие температуры соответствуют заготовкам с меньшим содержанием легирующих элементов, т.е. для заготовок, имеющих больший интервал пластичности. Нижний интервал времени (продолжительности) нагрева соответствует заготовкам с меньшим содержанием легирующих элементов и большим отношением D/S. За счет увеличения продолжительности нагрева без перехода верхней критической точки качество заготовок не ухудшится, но такая операция приведет к дополнительному расходу энергоносителей (расходу газа). Таким образом, рациональной продолжительностью нагрева в зависимости от геометрических размеров заготовок (отношения D/S), степени легирования (трудности деформирования) и продолжительности прокатки на пилигримовом стане является интервал времени от 6,0 до 9,0 часов. Нагретые центробежно-литые заготовки в зависимости от деформационных и пластических характеристик прокатываются на пилигримовых станах с вытяжкой μ <5,0, т.е. из заготовки размером 530× 90 (D× S) мм можно прокатать качественную трубу диаметром 377 мм с толщиной стенки 22 и более мм, а при прокатке труб с более тонкими стенками на трубах будут иметь место поперечные рванины и трещины. Сопоставительный анализ заявляемого решения с прототипом показывает, что заготовки с отношением 4,0≤ D/S≤ 7,5 выдерживают без кантовки в хвостовой части печи (на колосниках) при температуре 400-480° С в течение 50-60 минут в зависимости от отношения D/S, затем нагревают до температуры 800-850° С со скоростью 1,6-1,8° С в минуту, а потом до температуры 1150-1200° С со скоростью 2,5-2,7° С в минуту с кантовкой через 15-20 минут на угол 90° ≤ α ≤ 180° , прокатку на пилигримовом стане ведут с вытяжкой μ ≤ 5,0, а общую продолжительность нагрева центробежно-литых заготовок в методических печах определяют из выражения
6,0≤ tH≤9,0,
где tн - продолжительность нагрева, которая находится в обратной зависимости от отношения D/S. Таким образом, заявляемый способ соответствует критерию “новизна”.
Сравнение заявляемого решения (способа) не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии критерию “существенные отличия”.
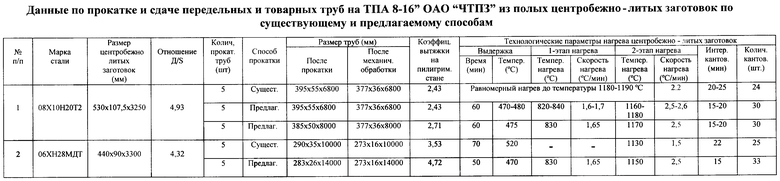
Способ опробован и внедрен на трубопрокатной установке 8-16” с пилигримовыми станами ОАО “ЧТПЗ”. В таблице приведены сравнительные данные по трубам размером 395× 55× 6800 и 385× 50× 8000 мм, прокатанным по существующему и предлагаемому способам, из центробежно-литых заготовок размером 530× 107,5× 3250 мм стали марки 08Х10Н20Т2, поставки Никопольского трубного завода (Украина) по ТУ 14-3-1564-88, для выдвижных систем и труб размером 290× 35× 10000 и 283× 26× 14000 мм из центробежно-литой заготовки размером 440× 90× 3300 мм, поставки Череповецкого литейно-механического завода (Россия), по ГОСТ 9940 для дальнейшего переката (передела) на станах ХПТ по ГОСТ 9941.
В производство было задано 15 центробежно-литых заготовок из стали марки 08Х10Н20Т2 для изготовления механически обработанных (обточенных и расточенных) труб размером 377× 36 мм для выдвижных систем и 10 заготовок из стали марки 06ХН28МДТ для изготовления механически обработанных труб размером 273× 16 мм по ГОСТ 9940 для последующего переката на станах ХПТ в трубы по ГОСТ 9941. Из 15 заготовок стали марки 08Х10Н20Т2 пять заготовок прокатаны на пилигримовом стане по существующей технологии (ТИ 158-Тр.ТБ1-6-94 “Изготовление труб из стали марок 08Х10Н20Т2 и 08Х10Н16Т2”) в трубы размером 395× 55× 6800 мм с равномерным нагревом по зонам методической печи до температуры 1180-1190° С со скоростью 2,2° С в минуту, с кантовкой вдоль печи через 20-25 минут и общей продолжительностью нагрева в течение 8,0 часов. Угол кантовки заготовок составил 250-260° . Пять заготовок были прокатаны по предлагаемой технологии (способу) в трубы размером 395× 55× 6800 мм с вытяжкой на пилигримовом стане μ =2,43, выдержкой на колосниках в течение 60 минут при температуре 470-480° С с последующим нагревом до температуры 820-840° С со скоростью 1,6-1,7° С в минуту, затем нагреты до температуры 1160-1180° С со скоростью 2,5-2,6° С в минуту, с кантовкой вдоль печи через 15-20 минут на угол 170-180° и общим временем нагрева 8,56 часа, а пять заготовок прокатаны в трубы размером 385× 50× 8000 мм с вытяжкой на пилигримовом стане μ =2,71 и выполнением всех технологических операций нагрева по предлагаемому способу.
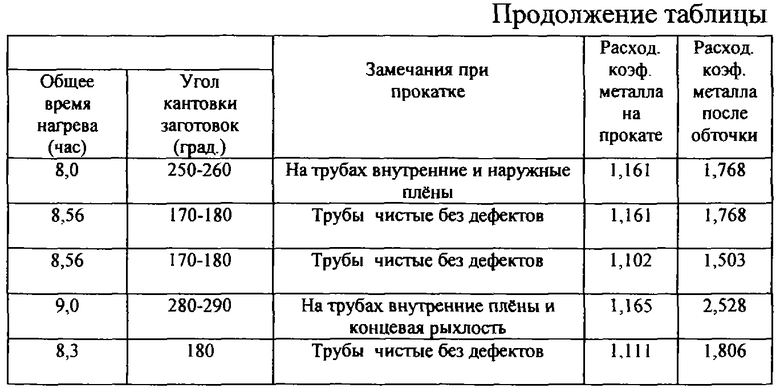
На трубах, прокатанных по существующей технологии, на наружной и внутренней поверхностях имелись плены глубиной до 6-7 мм, которые были удалены при механической обработке. Трубы, прокатанные по предлагаемой технологии, были чистые, т.е. дефекты в виде плен отсутствовали. Расходный коэффициент металла на механически обработанных трубах, прокатанных по существующей технологии, составил 1,768, а на трубах, прокатанных по предлагаемой технологии, - 1,503. Снижение расходного коэффициента получено за счет уменьшения припуска под механическую обработку и за счет снижения количества дефектов прокатного происхождения в виде наружных и внутренних плен. Пять заготовок стали марки 06ХН28МДТ были прокатаны на пилигримовом стане в трубы размером 290× 3 5× 10000 мм по существующей технологии нагрева и прокатки труб из слитков ЭШП (патент РФ №2175899) с коэффициентом вытяжки на пилигримовом стане μ =3,53, временем выдержки заготовок на колосниках печи в течение 70 минут при температуре 520° С, а затем равномерно нагреты до температуры 1130° С в течение 7 часов 50 минут со средней скоростью 1,5° С в минуту, с интервалом кантовки вдоль печи через 22 минуты, углом кантовки 280-290° и общей продолжительностью нагрева в течение 9,0 часов, а 5 заготовок нагреты и прокатаны по предлагаемому способу (технологии) в трубы размером 283× 26× 14000 мм с коэффициентом вытяжки на пилигримовом стане μ =4,72, выдержкой на колосниках печи при температуре 470°С в течение 50 минут, нагревом до 830° С со скоростью 1,65° С в минуту, а затем с нагревом до 1150° С со скоростью 2,5° С в минуту и кантовкой вдоль печи через 15 минут. Общее время нагрева заготовок составило 8,3 часа. За время нагрева проведено 33 кантовки на угол 170-190° (средний угол кантовки заготовок составил 180° ).
На трубах, прокатанных по существующей технологии, были внутренние плены и концевая рыхлость, а трубы, прокатанные по предлагаемому способу, были чистые (без дефектов). Трубы обточены и расточены на размер 273× 16 мм. Расходный коэффициент металла по трубам, прокатанным по предлагаемому способу, составил 1,806, а по существующей технологии - 2,528.
Таким образом, из таблицы видно, что лучшие результаты по расходному коэффициенту металла при производстве товарных труб (обточенных и расточенных) получены при прокатке их по предлагаемому способу за счет снижения количества и размеров дефектов по наружным и внутренним пленам и концевой рыхлости, т.е. по трубам из стали марки 08Х10Н20Т2 получили снижение расхода металла на 265 кг, а по трубам из стали 06ХН28МДТ на 722 кг на тонну труб.
Использование предлагаемого способа производства передельных и товарных труб из центробежно-литых полых заготовок трудно деформируемых марок стали и сплавов позволит значительно снизить или полностью исключить дефекты прокатного происхождения на наружной и внутренней поверхностях в виде плен и концевой рыхлости за счет ведения оптимального процесса нагрева, кантовки заготовок в печи и прокатки труб на пилигримовых станах и, как следствие, освоить производство новых видов труб из дорогостоящих марок стали и сплавов и, следовательно, снизить их стоимость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ЦЕНТРОБЕЖНО-ЛИТЫХ ПОЛЫХ ЗАГОТОВОК И СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРОК 08Х10Н20Т2 И 08Х10Н16T2 ДЛЯ ВЫДВИЖНЫХ СИСТЕМ (ПЕРИСКОПОВ ПОДВОДНЫХ ЛОДОК) С ОБЕСПЕЧЕНИЕМ УДАРНОЙ ВЯЗКОСТИ KCU БОЛЕЕ 100 ДЖ/СМ | 2004 |
|
RU2257271C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ КОРРОЗИОННО-СТОЙКИХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2006 |
|
RU2315673C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2006 |
|
RU2311979C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВ ПЕРЕПЛАВА СТАЛИ МАРОК 08Х10Н20Т2 И 08Х10Н16Т2 ДЛЯ ВЫДВИЖНЫХ СИСТЕМ | 2006 |
|
RU2346764C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕДЕФОРМИРОВАННЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ КОРРОЗИОННО-СТОЙКИХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТПА С ПИЛИГРИМОВЫМИ СТАНАМИ | 2003 |
|
RU2247612C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ РАЗМЕРОМ 88,9х6,45х9000-10700 мм ИЗ КОРРОЗИОННО-СТОЙКОГО СПЛАВА МАРКИ ХН30МДБ | 2016 |
|
RU2615924C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2006 |
|
RU2311980C1 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ ИЗ ЛЕГИРОВАННЫХ И МАЛОЛЕГИРОВАННЫХ МАРОК СТАЛИ, ПРОКАТКИ ИЗ НИХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2006 |
|
RU2346765C2 |
| СПОСОБ ПОДГОТОВКИ ЦЕНТРОБЕЖНОЛИТЫХ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ К ПРОКАТКЕ ТРУБ | 2002 |
|
RU2242303C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2005 |
|
RU2306991C2 |
Использование: Изобретение относится к трубопрокатному производству, именно к способу производства передельных и товарных труб среднего и большого диаметра из центробежно-литых полых заготовок трудно деформируемых марок стали и сплавов, и может быть использовано при производстве их на трубопрокатных установках с пилигримовыми станами. Сущность: способ производства передельных и товарных труб из центробежно-литых полых заготовок труднодеформируемых марок стали и сплавов включает нагрев с разной скоростью в методических печах полых заготовок диаметром 300-650 мм до температуры пластичности, кантовку вдоль печи и прокатку их на пилигримовых станах, при этом заготовки с отношением 4,0≤ D/S≤ 7,5 выдерживают без кантовки в хвостовой части печи на колосниках при температуре 400-480° С в течение 50-60 минут в зависимости от отношения D/S, затем нагревают до температуры 800-850° С со скоростью 1,6-1,8° С в минуту, а потом до температуры 1150-1200° С со скоростью 2,5-2,7° С в минуту с кантовкой через 15-20 минут на угол 90° ≤ α ≤ 180° , а прокатку на пилигримовом стане ведут с вытяжкой μ ≤ 5,0, а общую продолжительность нагрева центробежно-литых заготовок в методических печах определяют из выражения 6,0≤ tн≤ 9,0, где tн - продолжительность нагрева от 6,0 до 9,0 часов, которая находится в зависимости от отношения D/S. Изобретение обеспечивает получение качественных труб из центробежно-литых полых заготовок трудно деформируемых марок стали и сплавов, снижение расходного коэффициента металла, расширение сортамента труб из трудно деформируемых марок стали и сплавов. 1 з.п. ф-лы, 1 табл.
6,0≤ tн≤ 9,0,
где tн - продолжительность нагрева от 6,0 до 9,0 ч, которая находится в зависимости от отношения D/S.
| СПОСОБ ПРОИЗВОДСТВА ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ | 1999 |
|
RU2175899C2 |
| СПОСОБ ПРОИЗВОДСТВА КОТЕЛЬНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ СЛИТКОВ ЭШП | 1998 |
|
RU2180874C2 |
| SU 1199318 A, 23.12.1985 | |||
| US 4798071 A, 17.01.1989 | |||
| DE 3428437 A1, 28.02.1985. | |||

