Настоящее изобретение касается способа и машины для обертывания изделия.
Настоящее изобретение особенно полезно для применения в машинах для обертывания пачек сигарет, на которые нижеследующее описание ссылается исключительно в качестве примера.
Известные машины для обертывания пачек сигарет работают по существу прерывисто, а не непрерывно, поэтому максимальная рабочая скорость машины серьезно ограничивается максимальным ускорением, которому могут безопасно подвергаться пачки сигарет без их повреждения. Вышеупомянутые известные оберточные машины по конструкции аналогичны упаковочной машине, описанной в US-A-4144695.
Предложенные оберточные машины непрерывного действия отличаются применением оберточного колеса, содержащего ряд транспортирующих головок, каждая из которых взаимодействует с пачкой сигарет и соответствующим листом оберточного материала; и для каждой транспортирующей головки оберточное колесо содержит ряд активных и/или пассивных оберточных устройств для сгибания и закрепления листа оберточного материала с целью образования трубчатой обертки вокруг изделия.
Например, в GB-A-1135400 и GB-A-2235913 описываются непрерывно действующие оберточные машины вышеуказанного типа.
Однако известные оберточные машины вышеуказанного типа являются дорогостоящими и трудными в изготовлении из-за сложной конструкции оберточного колеса, имеющего большое количество движущихся частей.
Кроме того, в известных оберточных машинах вышеуказанного типа каждая транспортирующая головка допускает движение лишь в ограниченной степени из-за расположения оберточных устройств вокруг головки, и это ограничение весьма затрудняет непрерывное перемещение изделия и соответствующего листа оберточного материала к головке и непрерывную выгрузку из головки изделия, заключенного в трубчатую обертку.
Техническим результатом настоящего изобретения является создание способа и машины для обертывания изделия, обеспечивающих непрерывное обертывание изделия, лишенных вышеупомянутых недостатков и одновременно являющихся недорогими и легкими в применении.
Данная техническая задача решается за счет того, что согласно изобретению в способе обертывания в лист оберточного материала удлиненного по существу в форме параллелепипеда изделия, имеющего два основания на противоположных продольных концах, перемещают указанное изделие к транспортирующей головке, которая захватывает изделие за его основание, с помощью транспортера непрерывно перемещают указанную транспортирующую головку вдоль траектории выполнения обертывания и через пункт подачи для подачи указанного листа оберточного материала с целью совмещения указанной транспортирующей головки и указанного изделия с указанным листом оберточного материала, и вдоль.
Этот технический результат достигается тем, что в способе обертывания в лист оберточного материала, удлиненного по существу в форме параллелепипеда изделия, имеющего два основания на противоположных продольных концах, при котором перемещают изделие к транспортирующей головке, которая захватывает изделие за его основания, с помощью транспортера непрерывно перемещают транспортирующую головку вдоль траектории обертывания и через пункт подачи для подачи листа оберточного материала с целью совмещения транспортирующей головки и изделия с листом оберточного материала, и вдоль траектории обертывания передвигают транспортирующую головку относительно транспортера, так, чтобы лист оберточного материала взаимодействовал с несколькими неподвижными оберточными устройствами для образования листом оберточного материала вокруг изделия трубчатой обертки, по меньшей мере, частично охватывающей транспортирующую головку, согласно изобретению в качестве неподвижных пассивных оберточных устройств используют первое закрепленное неподвижное устройство, расположенное в закрепленном положении, изделие заставляют взаимодействовать с неподвижным устройством посредством сочетания первого движения транспортера вдоль траектории обертывания и второго движения транспортирующей головки относительно транспортера.
Можно использовать траекторию обертывания, содержащую первый и второй последовательные участки по направлению перемещения транспортирующей головки, лист оберточного материала сгибают в U-образную форму вокруг изделия и вокруг, по меньшей мере, части транспортирующей головки на первом участке траектории обертывания и дополнительно сгибают, а затем упрочняют по второму участку траектории обертывания для получения трубчатой обертки, неподвижные оберточные устройства устанавливают вдоль второго участка траектории обертывания.
Можно использовать первое неподвижное пассивное устройство, содержащее гибочную поверхность, посредством передвижения транспортирующей головки относительно транспортера, лист, согнутый в U-образную форму, постепенно приводят в соприкосновение с гибочной поверхностью для сгибания на 90° на изделие крылышка листа, выступающего поперек изделия.
Можно использовать неподвижное оберточное устройство, содержащее второе неподвижное оберточное устройство относительно транспортера, причем закрепленное изделие заставляют взаимодействовать со вторым неподвижным оберточным устройством посредством передвижения транспортирующей головки относительно транспортера.
В качестве второго неподвижного оберточного устройства можно использовать запечатывающее устройство, к которому прикрепляют изделие и лист оберточного материала вдоль заданного участка траектории обертывания.
Лист оберточного материала можно вначале согнуть в U-образную форму вокруг изделия и вокруг, по меньшей мере, части транспортирующей головки, имеющую первое и второе крылышки, выступающие поперек изделия, причем первое крылышко сгибают на 90° на изделие с помощью подвижного обертывающего устройства, и второе крылышко сгибают на изделие и частично на первое крылышко с помощью первого неподвижного оберточного устройства.
Можно воздействовать на первое крылышко электростатическим полем с помощью подвижного оберточного устройства для прикрепления, по меньшей мере, временно, к изделию.
Движение транспортирующей головки относительно транспортера может содержать первое качание транспортирующей головки вокруг первой оси и второе качание первой оси вокруг второй оси, составляющей одно целое с транспортером. Несколько изделий можно перемещать вдоль траектории обертывания для образования вокруг каждого изделия соответствующей трубчатой обертки, имеющей два открытых противоположных конца, далее изделия перемещают вдоль дополнительной траектории обертывания для закрывания и скрепления соответствующих открытых концов, при этом изделия перемещают с первым интервалом вдоль основной траектории обертывания и со вторым интервалом, меньшим чем первый, вдоль дополнительной траектории обертывания.
Первый и второй интервалы могут иметь соотношение 1,5.
Указанный технический результат достигается и тем, что машина для обертывания в лист оберточного материала удлиненного по существу в форме параллелепипеда изделия, имеющего два основания на противоположных продольных концах, содержит транспортирующую головку для захватывания изделия за основания, подающее устройство для перемещения изделия к транспортирующей головке, пункт подачи для подачи листа оберточного материала, транспортер для непрерывного перемещения транспортирующей головки вдоль траектории обертывания и через пункт подачи для совмещения транспортирующей головки и изделия с листом оберточного материала, несколько неподвижных оберточных устройств для образования листом оберточного материала вокруг изделия трубчатой обертки, по меньшей мере, частично охватывающей транспортирующую головку, и первое исполнительное средство, выполненное с возможностью передвижения транспортирующей головки относительно транспортера вдоль траектории обертывания для обеспечения взаимодействия листа оберточного материала с неподвижными оберточными устройствами. Согласно изобретению, неподвижные оберточные устройства содержат первое неподвижное оберточное устройство, расположенное в закрепленном положении.
Траектория обертывания может содержать первый и второй последовательные участки по направлению перемещения транспортирующей головки, и имеется первый оберточный участок, расположенный вдоль первого участка траектории и предназначенный для сгибания листа оберточного материала в U-образную форму вокруг изделия и вокруг, по меньшей мере, части транспортирующей головки, и второй оберточный участок, расположенный вдоль второго участка траектории для завершения образования трубчатой обертки вокруг изделия, при этом первое неподвижное оберточное устройство расположено на втором оберточном участке.
Первое неподвижное пассивное оберточное устройство может содержать гибочную поверхность для сгибания на 90° на изделие крылышка листа, выступающего поперек от изделия.
Неподвижные пассивные оберточные устройства могут содержать второе неподвижное оберточное устройство, закрепленное относительно транспортера.
Второе неподвижное оберточное устройство может содержать запечатывающее устройство для упрочения трубчатой обертки.
Машина может содержать гибочное устройство для сгибания листа оберточного материала в U-образную форму вокруг указанного изделия и вокруг, по меньшей мере, части транспортирующей головки, при этом лист оберточного материала, согнутый в U-образную форму, имеет первое и второе крылышки, выступающие поперек от изделия, и подвижное оберточное устройство для сгибания первого крылышка на 90° на изделие, причем первое неподвижное оберточное устройство, расположенное после подвижного оберточного устройства вдоль траектории обертывания для сгибания второго крылышка на изделие и частично на первое крылышко.
Подвижное оберточное устройство может содержать средство для создания электростатического поля.
Транспортер содержит снабженное приводом первое колесо, вращающееся вокруг неподвижной центральной первой оси.
Машина может содержать, по меньшей мере, первый рычаг, расположенный между транспортирующей головкой и первым колесом, при этом транспортирующая головка шарнирно соединена с первым концом первого рычага для качания относительно первого рычага вокруг второй оси, параллельной первой оси, и второй конец первого рычага шарнирно соединен с первым колесом для качания относительно первого колеса вокруг третьей оси, параллельной первой оси.
Подвижное оберточное устройство может содержать снабженное приводом второе колесо, вращающееся вокруг четвертой оси, параллельной первой оси.
Подвижное оберточное устройство может содержать оберточное приспособление, соединенное со свободным концом второго рычага, который на конце, противоположном свободному концу, шарнирно соединен со вторым колесом для качания вокруг пятой оси, параллельной четвертой оси.
Транспортирующая головка может содержать два противоположных захвата для сцепления с соответствующими основаниями, и второе исполнительное средство для передвижения каждого захвата в направлении, перпендикулярном основаниям, между раскрытым положением и сомкнутым положением, в котором захваты сцеплены с изделием.
Машина может содержать для каждого захвата чашеобразный корпус, выступающей от захвата в направлении к другому захвату, и соответствующий захват образует нижнюю поверхность, при этом чашеобразный корпус образован металлическими пластинами, приведенными в соприкосновение с боковой поверхностью изделия.
Каждый захват может содержать соответствующее удерживающее средство для удерживания листа оберточного материала в заданном неподвижном положении относительно захвата.
Удерживающее средство может содержать рычаг, поддерживающий концевую лапку, выполненную с возможностью передвижения с рычагом в рабочее положение и из него, в котором концевая лапка взаимодействует сбоку с соответствующим захватом для удерживания листа оберточного материала на захвате.
Транспортер может быть приспособлен для перемещения нескольких изделий вдоль траектории обертывания для образования вокруг каждого изделия соответствующей трубчатой обертки, имеющей два открытых противоположных конца, и имеется дополнительный транспортер перемещения изделий вдоль дополнительной траектории обертывания для закрывания и скрепления соответствующих открытых концов, при этом основной и дополнительный транспортеры приспособлены перемещать изделия соответственно с первым интервалом вдоль основной траектории обертывания и со вторым интервалом, меньшим чем первый, вдоль дополнительной траектории обертывания.
Неограничивающий вариант осуществления настоящего изобретения будет описан в качестве примера со ссылкой на сопровождающие чертежи, на которых:
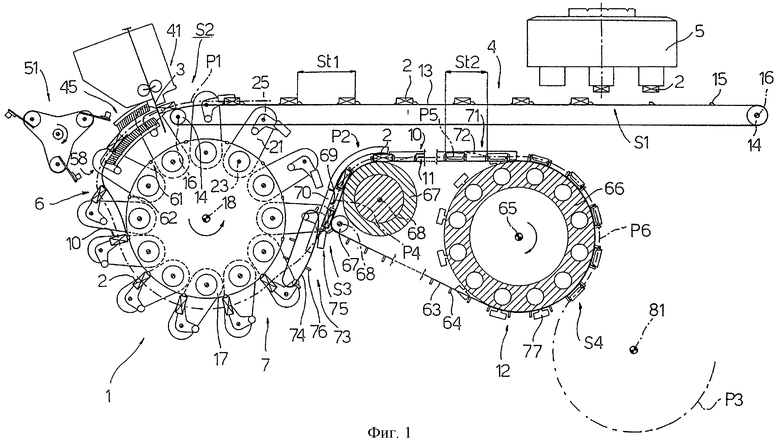
фиг.1 показывает схематический, с частичным разрезом вид сбоку предпочтительного варианта выполнения машины согласно настоящему изобретению;
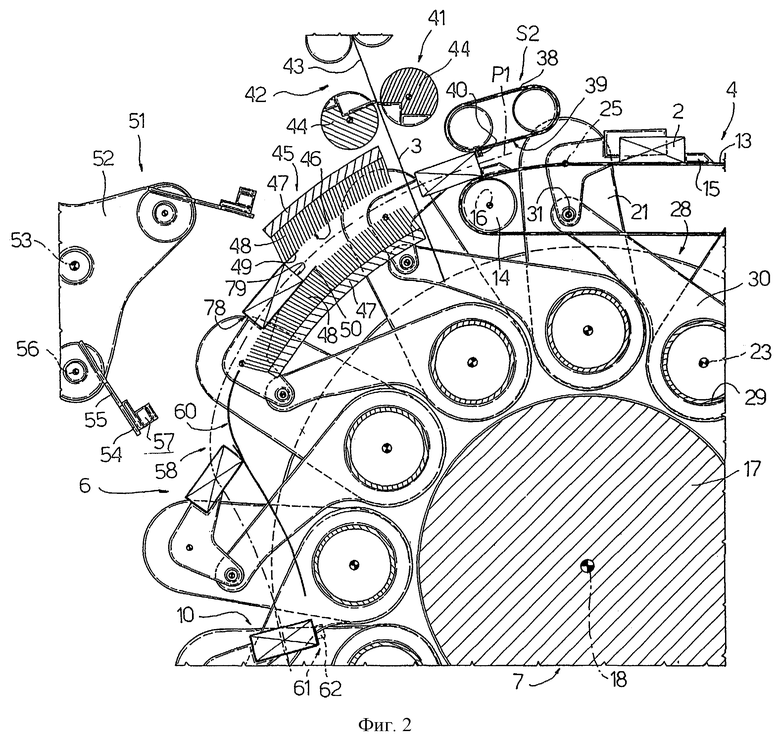
фиг.2 в увеличенном масштабе показывает часть машины на фиг.1;
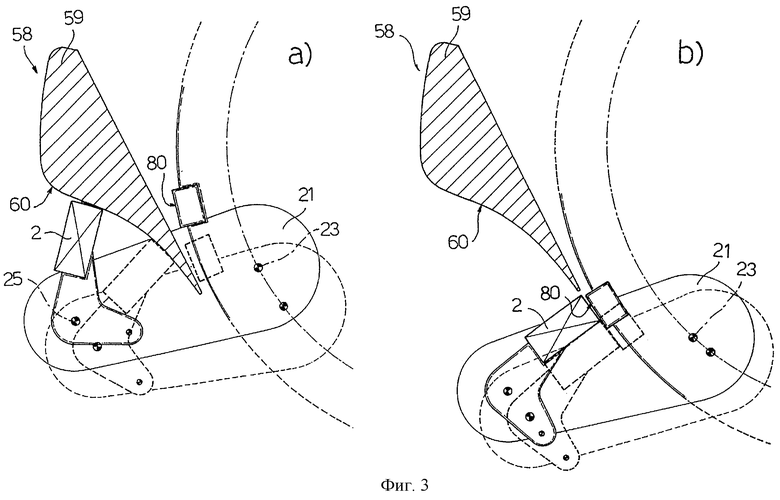
фиг.3 в увеличенном масштабе показывает схематический вид второй части машины на фиг.1 в разных рабочих положениях;
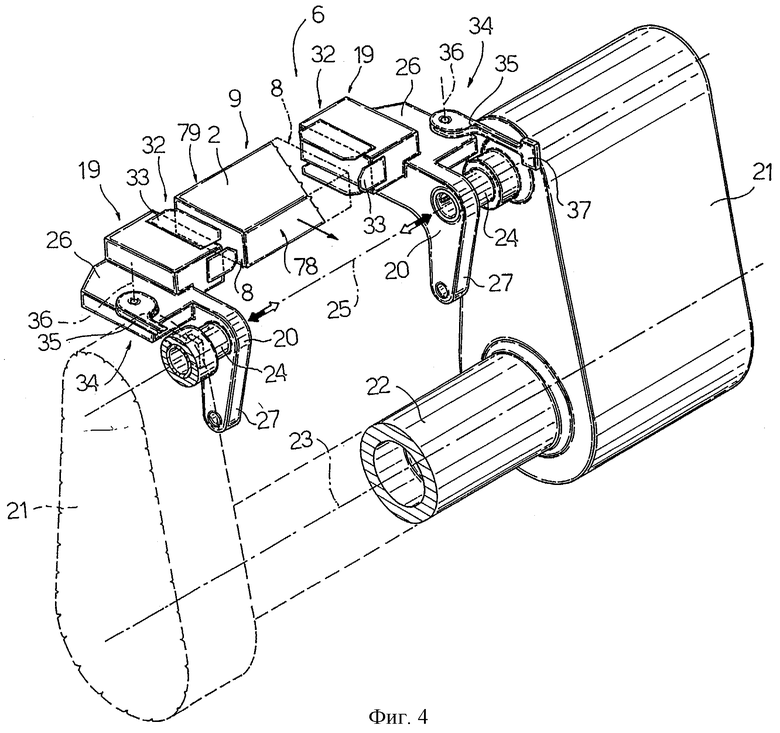
фиг.4 в увеличенном масштабе показывает перспективное изображение третьей части машины на фиг.1;
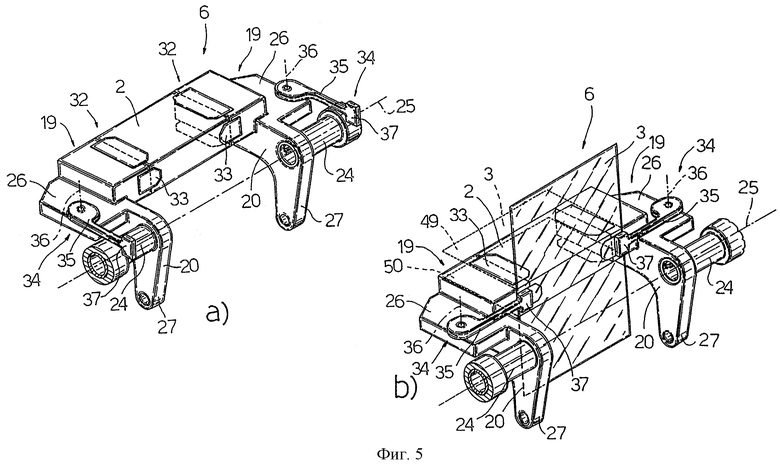
фиг.5 в увеличенном масштабе показывает перспективное изображение четвертой части машины на фиг.1 в двух разных рабочих положениях.
На фиг.1 показана непрерывно действующая оберточная машина 1 для обертывания пачек 2 сигарет в соответствующие листы 3 термосвариваемого оберточного материала.
С помощью известного подающего устройства 5 пачки 2 подаются к входному транспортеру 4 машины 1 на входном участке S1.
Транспортер 4 перемещает пачки 2 от входного участка 31 к передаточному участку S2 с интервалом St1, фактически равным приблизительно 180 мм; и на участке S2 каждая пачка 2 передается к соответствующей транспортирующей головке 6, установленной на оберточном транспортере 7 для последовательного перемещения пачек 2 вдоль траектории выполнения обертывания P1.
Интервал между пачками 2 и скорость их перемещения вдоль траектории Р1 по существу равны соответственно St1 и V1. Однако вследствие определенных движений, которые при использовании совершает головка 6 относительно транспортера 7 и которые подробно описываются ниже, интервал между пачками 2 и скорость их перемещения вдоль траектории Р1 временно изменяются около величин соответственно St1 и V1.
Как яснее показано на фиг.4, каждая пачка 2 является удлиненной и по существу имеет форму параллелепипеда с двумя основаниями 8 на противоположных продольных концах и боковой поверхностью 9, перпендикулярной к основаниям 8, и каждая транспортирующая головка 6 входит в сцепление с основаниями 8 соответствующей пачки 2.
Вдоль траектории Р1 каждая пачка 2 образует пару с соответствующим листом 3 оберточного материала, который впоследствии сгибают для образования вокруг пачки 2 трубчатой обертки 10, которая имеет два противоположных открытых конца 11 и, по крайней мере, частично охватывает соответствующую транспортирующую головку 6.
Траектория Р1 оканчивается на передаточном участке S3, где каждая пачка 2 передается на оберточный транспортер 12, который последовательно перемещает пачки 2, заключенные в соответствующие трубчатые обертки 10, вдоль траектории выполнения обертывания Р2 и с интервалом St2 меньше, чем интервал St1, и фактически равным 120 мм.
Вдоль траектории Р2 открытые концы 11 каждой трубчатой обертки 10 закрывают и скрепляют запечатыванием для полного завершения обертывания пачек 2 в соответствующие листы 3.
Траектория Р2 оканчивается на передаточном участке 34, где обернутые пачки передаются на известный выходной участок (не показан), на котором пачки 2 перемещаются вдоль траектории выполнения сушки Р3 и затем к известному выходному устройству (не показано) машины 1.
Следовательно, пачки 2 перемещаются вдоль транспортера 4 и по существу вдоль траектории Р1 с интервалом St1 и вдоль траектории Р2 с интервалом St2 меньше, чем St1. Для поддержания постоянного потока пачек 2 (т.е. количества пачек 2, обрабатываемых за единицу времени) вдоль машины 1 скорость перемещения V1 пачек 2 вдоль транспортера 4 и траектории Р1 должна быть больше, чем скорость перемещения V2 пачек 2 вдоль траектории Р2. В частности, для поддержания постоянного потока отношение между интервалами St1 и St2, которое фактически составляет 1,5, должно быть равно отношению между скоростями V1 и V2.
Входной транспортер 4 содержит ленту 13, обегающую два концевых шкива 14 и имеющую выступы 15, равномерно расположенные с интервалом St1 для сцепления с соответствующими пачками 2. Один из двух шкивов 14 является холостым и вращается на неподвижной оси 16, перпендикулярной к плоскости фиг.1 в то время как другой шкив 14 - приводной и непрерывно вращается вокруг другой неподвижной оси 16, также перпендикулярной к плоскости фиг.1.
Транспортер 7 содержит снабженное приводом колесо 17, которое установлено для непрерывного вращения вокруг неподвижной центральной оси 18, параллельной оси 16, и которое поддерживает ряд транспортирующих головок 6, равномерно распределенных вокруг оси 18.
Как яснее показано на фиг.4, каждая транспортирующая головка 6 содержит пару противоположных захватов 19, каждый из которых взаимодействует с соответствующим основанием 8 пачки 2 и установлен на соответствующем качающемся рычаге 20, соединенном с колесом 17 соответствующим рычагом 21, который вместе с рычагом 21 противоположного захвата 19 одним концом установлен на валу 22, поворотно соединенном с колесом 17, и качается относительно колеса 17 и вокруг соответствующей оси 23, параллельной оси 18, посредством известного копирного механизма управления (не показан).
Каждый качающийся рычаг 20 шарнирно соединен с соответствующим рычагом 21 на конце, противоположном концу, которым рычаг 21 установлен на валу 22, с помощью полого вала 24, свободно посаженного в рычаг 21 для вращения относительно рычага 21 вокруг соответствующей оси 25, параллельной оси 18, и для скольжения в осевом направлении относительно рычага 21 вдоль оси 25.
Каждый качающийся рычаг 20 содержит плечо 26, снабженное на конце соответствующим захватом 19, и плечо 27, которое, как показано на фиг.2, на конце соединено с механизмом управления 28, содержащим втулку 29, свободно насаженную на вал 22 рычага 21 головки 6, непосредственно предшествующей по направлению вращения колеса 17 (против часовой стрелки на фиг.1). Втулка 29 может также скользить в осевом направлении вдоль указанного вала под действием известного копирного механизма управления (не показан). Кроме того, механизм 28 содержит рычаг 30, который выполнен за одно целое с втулкой 29 и радиально проходит от нее и который шарнирно соединен в 31 со свободным концом плеча 27 качающегося рычага 20.
Следовательно, когда каждая втулка 29 скользит в осевом направлении вдоль соответствующего вала 22, соответствующий захват 19 передвигается к сомкнутому положению и от него (фиг.5а), в котором он соприкасается с соответствующим основанием 8 соответствующей пачки 2; и когда вал 22 и соответствующий рычаг 21 качаются вокруг соответствующей оси 23, соответствующий качающийся рычаг 20 качается вокруг соответствующей оси 25 благодаря постоянному расстоянию между соответствующим шарниром 31 и осью 23 рычага 21, непосредственно предшествующего по направлению вращения колеса 17.
Каждый захват 19 содержит чашеобразный корпус 32, который выступает от захвата 19 в направлении к противоположному захвату 19 и поверхность донышка которого определяется соответствующим захватом 19. Чашеобразный корпус 32 открыт в осевом и поперечном направлении и ограничен сравнительно тонкими металлическими пластинами 33, прикрепленными к боковой поверхности соответствующего захвата 19 для соприкосновения при использовании с боковой поверхностью 9 соответствующей пачки 2.
Как яснее показано на фиг.5, каждый захват 19 содержит соответствующий удерживающий элемент 34 для удерживания листа 3 оберточного материала в данном неподвижном положении относительно захвата 19. Удерживающий элемент 34 содержит рычаг 35, шарнирно соединенный с соответствующим качающимся рычагом 20 и качающийся вокруг оси 36, поперечной к соответствующей оси 25, под действием известного копирного механизма управления (не показан). Рычаг 35 несет концевую лапку 37, которая может передвигаться рычагом 35 из исходного положения (фиг.5а) в рабочее положение (фиг.5в), в котором концевая лапка 37 сбоку взаимодействует с соответствующим захватом 19 для удерживания листа 3 оберточного материала на захвате 19.
Как яснее показано на фиг.2, машина 1 содержит ленточный транспортер 38, который расположен на передаточном участке 32 параллельно и напротив транспортера 4 и вместе с ним ограничивает канал 39 для направления пачек 2 во время передачи с транспортера 4 к соответствующим транспортирующим головкам 6 на транспортере 7. Для лучшего выполнения указанной направляющей функции транспортер 38 содержит выступ 40 для сцепления с соответствующей пачкой 2 вместе с соответствующим выступом 15 транспортера 4.
Машина 1 содержит пункт подачи 41 для подачи листов 3 оберточного материала, который расположен вдоль начального участка траектории Р1 и, в свою очередь, содержит известное подающее устройство 42 для подачи листа 3 оберточного материала в направлении, перпендикулярном к траектории Р1 и через нее. Подающее устройство 42 принимает непрерывную полосу 43 термосвариваемого оберточного материала, которую сматывают с рулона (на показан) и разрезают парой резательных роликов 44 на части, образующие каждая лист 3 оберточного материала.
Машина 1 содержит пассивное оберточное устройство 45 (т.е. устройство, не имеющее никаких движущихся частей), установленное в неподвижном положении вдоль траектории Р1 непосредственно после пункта подачи 41 и выполненное в виде гибочного канала 46 для сгибания листа 3 оберточного материала в U-образную форму вокруг соответствующей пачки 2, перемещаемой соответствующей головкой 6 вдоль траектории P1. Канал 46 образован парой противолежащих стенок 47, расположенных по противоположным сторонам траектории Р1 и имеющих соответствующие гибочные щетки 48.
После сгибания в U-образную форму вокруг соответствующей пачки 2 каждый лист 3 оберточного материала имеет два крылышка 49 и 50, выступающих поперек и назад от пачки 2.
Машина 1 содержит активное оберточное устройство 51 (т.е. устройство, имеющее, по меньшей мере, одну движущуюся часть), расположенное вдоль траектории Р1 непосредственно после гибочного канала 46 для сгибания крылышка 49 на 90° на пачку 2.
Активное оберточное устройство 51 содержит колесо 52, приводимое в непрерывное вращение вокруг неподвижной оси 53, параллельной оси 18; и ряд оберточных приспособлений 54, каждое из которых обеспечивает сгибание крылышка 49 на 90° на пачку 2 и соединено со свободным концом соответствующего рычага 55. Каждый рычаг 55 шарнирно соединен с колесом 52 на конце, противоположном указанному свободному концу, и с данной эксцентричностью качается вокруг оси 56, параллельной оси 53, под действием известного копирного механизма управления (не показан).
Оберточное приспособление 54 содержит генерирующее устройство 57 для образования электростатического поля, которое действует на крылышко 49 и обеспечивает возможность его, по крайней мере, временного прикрепления к пачке 2.
Кроме того, машина 1 содержит пассивное оберточное устройство 58, установленное в неподвижном положении вдоль траектории Р1 после гибочного канала 46 для сгибания крылышка 50 листа 3 оберточного материала на 90° на соответствующую пачку 2 и отчасти на ранее загнутое крылышко 49 для образования соответствующей трубчатой обертки 10.
Оберточное устройство 58 содержит корпус 59, имеющий поверхность 60, которая образует гибочную поверхность, на которой пачка 2 по существу опрокидывается благодаря поворачиванию соответствующей головки 6 вокруг соответствующей оси 25 для сгибания крылышка 50 на 90°.
Нижняя стенка 47 гибочного канала 46 простирается за верхнюю стенку 47 и вплоть до начала поверхности 60, с которой она сопрягается для поддержания нижней части листа 3, согнутого в U-образную форму, в соприкосновении с соответствующей пачкой 2.
Машина 1 содержит ряд пассивных обертывающих устройств 61, каждое из которых в неподвижном положении поддерживается колесом 17, связано с соответствующей транспортирующей головкой 6 и определяется запечатывающим устройством 62 для скрепления трубчатой обертки 10 путем запечатывания внахлестку уложенных одна на другую частей крылышек 49 и 50, загнутых на соответствующую пачку 2.
Как показано на фиг.1, транспортер 2 для обертывания содержит транспортерную ленту 63, непрерывно движущуюся по траектории Р2 и имеющую выступы 64, расположенные с интервалом St2 для сцепления с пачками 2 и их перемещения вперед. Траектория Р2 содержит прямой начальный участок Р4; прямой участок Р5, расположенный далее по ходу движения и соединенный с участком Р4 изогнутым участком; и круговой концевой участок Р6, простирающийся вокруг неподвижной оси 65, параллельной оси 18.
Вдоль кругового участка Р6 лента 63 простирается вокруг колеса 66, приводимого в непрерывное вращение вокруг оси 65; и на противоположных концах участка Р4 лента 63 обегает пару холостых трансмиссионных роликов 67, вращающихся вокруг соответствующих осей 68, параллельных оси 65.
Транспортер 12 содержит канал 69, простирающийся вдоль участка Р4 и ограниченный с одной стороны неподвижной поверхностью 70, а с другой стороны - транспортерной лентой 63.
Машина 1 содержит гибочное устройство 71, расположенное вдоль прямого участка Р5 траектории Р2 для сгибания открытых концов 11 трубчатой обертки 10 на соответствующую пачку 2, когда пачка 2 перемещается вдоль участка Р5 траектории Р2. Гибочное устройство 71 содержит известный первый подвижный гибочный элемент (не показан) для выполнения первого сгиба открытых концов 11 и два известных неподвижных спиральных гибочных элемента 72 (на фиг.1 показан только один элемент), расположенных с каждой стороны траектории Р2 для взаимодействия с соответствующими открытыми концами 11 каждой трубчатой обертки 10.
Кроме того, машина содержит перекладчик 73, который расположен между транспортерами 7 и 12 на передаточном участке S3 и который, в свою очередь, содержит ленту 74, обегающую пару концевых шкивов (не показаны) для направления пачек 2 к входу 75 канала 69. Лента 74 содержит выступы 76, расположенные с интервалом St1 для сцепления с пачками 2 и подачи их вперед, когда они передаются с транспортера 7 на транспортер 12.
Колесо 66 содержит ряд пар запечатывающих головок (на фиг.1 показана только первая головка в каждой паре), которые равномерно распределены вокруг оси 65 и путем запечатывания обеспечивают скрепление концов 11 каждой трубчатой обертки 10, сложенных гибочным устройством 71. Головки 77 в каждой паре обращены друг к другу для одновременного соприкосновения с соответствующими противоположными концами 11 соответствующей трубчатой обертки 10.
Теперь будет описана работа оберточной машины 1 в связи с одной пачкой 2 и с момента времени, в который пачка 2 подается подающим устройством 5 на транспортер 4 на участке 31 и с интервалом St1.
Как показано на фиг.1, транспортер 4 захватывает пачку 2 за боковую поверхность 9, оставляя свободными основания 8, и непрерывно перемещает пачку 2 к участку S2, где пачка 2 передается к соответствующей головке 6, которая, поворачиваясь вокруг осей 18, 23 и 25, перемещает пачку 2 вдоль траектории P1.
Как яснее показано на фиг.2, на участке 32 соответствующий механизм управления 28 вначале располагает захваты 19 головки (6) так, чтобы они были обращены к основаниям 8 пачки 2 и отделены от них (фиг.4), и затем передвигает захваты 19 в указанное сомкнутое положение (фиг.5а), в котором соответствующий чашеобразный корпус 32 каждого захвата 19 входит в сцепление с соответствующим продольным концом пачки 2.
Вышеуказанный переход зажимов 19 в сомкнутое положение завершается, когда пачка 2 переместится вдоль направляющего канала 39, в конце которого пачка 2 покидает транспортер 4 и транспортируется лишь соответствующей головкой 6 вдоль траектории Р1 и через участок подачи 41. На участке 41 подающее устройство 42 уже располагает соответствующий лист 3 оберточного материала, все еще скрепленного с полосой 43, перпендикулярно траектории Р1, так что при подаче пачки 2 вдоль траектории Р1 часть 78 - передняя по направлению перемещения - боковой поверхности 9 пачки 2 соприкасается с соответствующей частью листа 3.
Когда пачка 2 соприкасается с листом 3, указанный известный копирный механизм управления (не показан) передвигает рычаги 35 соответствующей головки 6 в указанное рабочее положение (фиг.5b), в котором каждая соответствующая концевая лапка 37 взаимодействует с соответствующим захватом 19 для удерживания на нем листа 3 оберточного материала в данном неподвижном положении. Как только лист 3 оказывается прижатым лапками 37, его отделяют от полосы 43 с помощью резательных роликов 44.
В этот момент вследствие продолжающегося движения головки 6 вдоль траектории Р1 пачка 2 поступает в гибочный канал 46, в котором лист 3 сгибается в U-образную форму вокруг пачки 2, вокруг соответствующих пластин 33 и частично вокруг соответствующих захватов 19. Сгибание листа 3 в U-образную форму вокруг пластин 33 не создает никаких проблем благодаря сравнительно небольшой толщине пластин 33 и гибкости пачки 2 и листа 3.
В непоказанном альтернативном варианте осуществления изобретения гибочный канал 46 содержит генерирующее устройство для создания электростатического поля, которое действует на лист 3 и делает возможным его, по крайней мере, временное прикрепление к пачке 2.
В конце канала 46 лист 3 согнут в U-образную форму вокруг пакета 2 с крылышками 49 и 50, выступающими поперек и назад от пачки 2. По мере того как пачка 2 продолжает перемещаться вдоль траектории Р1, верхнее крылышко 49 сгибается на 90° на пачку 2 и, в частности, на поверхность 79 - заднюю по направлению перемещения - боковой поверхности 9 пачки 2 под действием соответствующего оберточного приспособления 54, которое постепенно приводится в соприкосновение с крылышком 49 благодаря сочетанию вращения колеса 52 вокруг оси 53 и качанию соответствующего рычага 55 вокруг оси 56.
В ходе вышеуказанной операции сгибания крылышко 49 подвергается действию электростатического поля, создаваемого генерирующим устройством 57, установленным на приспособлении 54 для, по крайней мере, временного прикрепления загнутого крылышка к пачке 2.
Как показано на фиг.2 и 3, после сгибания крылышка 49 пачка 2 по существу опрокидывается на гибочной поверхности 60, при этом нижнее крылышко 50 листа 3 оберточного материала сгибается на 90° на поверхность 79 пачки 2 и частично на ранее загнутое крылышко 49 с образованием трубчатой обертки 10.
Пачка 2 опрокидывается на поверхности 60 благодаря поворачиванию соответствующей головки 6 вокруг соответствующей оси 25; это поворачивание осуществляется посредством указанного известного копирного механизма управления (не показан), качающего соответствующий рычаг 21 вокруг соответствующей оси 23, и обеспечивает движение пачки 2 из по существу тангенциального в по существу радиальное положение относительно оси 18.
Как яснее показано на фиг.3, покидая поверхность 60, поверхность 79, на которую внахлестку уложены крылышки 49 и 50, по существу без перерыва входит в соприкосновение с рабочей поверхностью 80 соответствующего запечатывающего устройства 62, поддерживаемого на колесе 17 и связанного с соответствующей транспортирующей головкой 6. А именно, при вхождении в соприкосновение с соответствующей пачкой 2 поверхность 80 располагается таким образом, что по существу без промежутка образует продолжение поверхности 60, предотвращая тем самым отпружинивание листа 3 и, в частности, недавно загнутого крылышка 50 к своей первоначальной форме.
Поверхность 79 остается в соприкосновении с запечатывающим устройством 62 на участке траектории Р1, который проходит больше, чем на 90°, вокруг оси 18 от выходного конца гибочной поверхности 60 вплоть до передаточного участка S3 и который является достаточным для запечатывания уложенных одна на другую частей крылышек 49 и 50 и, таким образом, скрепления трубчатой обертки 10.
Перед достижением участка S3 трубчатая обертка 10 высвобождается удерживающим элементом 34, лапки 37 которого возвращаются в исходное положение; и на передаточном участке S3 пачка 2 возвращается в по существу тангенциальное положение относительно оси 18 вследствие поворота соответствующей головки 6 вокруг соответствующей оси 25, осуществляемого посредством указанного известного копирного механизма управления (не показан), качающего соответствующий рычаг 21 вокруг соответствующей оси 23.
На участке S3 пачка 2 находится в соединении одновременно с транспортирующей головкой 6 и с лентой 74 перекладчика 73, который способствует направлению пачки 2 в канал 69, где пачка 2 захватывается лентой 63 и соответствующими выступами 64.
При вхождении в канал 69 пачка 2 захватывается лентой 63 и, в частности, выступами 64 ленты 63 и высвобождается транспортирующей головкой 6, для захвата 19 которой механизмом управления 28 передвигаются в раскрытое положение, в котором соответствующие чашеобразные корпуса 32 разделены на таком расстоянии, чтобы не препятствовать пачке 2 или соответствующей трубчатой обертке 10.
Так как пачки 2 перемещаются транспортером 7 вдоль траектории Р1 со скоростью V1 и с интервалом St1 и транспортером 12 вдоль траектории Р2 со скоростью V2 и с интервалом St2, которые соответственно медленнее и меньше, чем скорость V1 и интервал St1, то пачки 2 испытывают изменение в скорости на участке S3 и, в частности, замедляются во время передачи с головки 6 транспортера 7 на транспортер 12. В одном варианте осуществления изобретения вышеуказанное изменение в скорости происходит постепенно благодаря противовращению головки 6 вокруг соответствующей оси 23 для временного понижения скорости пачки 6 относительно скорости V1, обычно придаваемой вращением колеса 17.
Непрерывное движение ленты 63 обеспечивает перемещение пачки 2 вдоль траектории Р2 и, в частности, через канал 69 к прямому участку Р5, вдоль которого два противоположных открытых конца 11 трубчатой обертки 10 взаимодействуют с неподвижными спиральными гибочными элементами 72 гибочного устройства 71 и складываются на основания 8 пачки 2.
В конце прямого участка Р5 два основания 8 пачки 2, на которые загнуты концы 11 трубчатой обертки 10, одновременно захватываются соответствующими запечатывающими головками 77 в соответствующей паре головок 77 на колесе 66 для скрепления концов 11 посредством запечатывания.
Основания 8 остаются в соприкосновении с соответствующими запечатывающими головками 77 вдоль участка траектории Р2, который проходит более чем на 90° вокруг оси 65 от выходного конца гибочного устройства 71 вплоть до передаточного участка S4 и который является достаточным для запечатывания концов 11 и, таким образом, для завершения обертывания пачки 2 в лист 3.
Траектория Р2 оканчивается на передаточном участке S4, где обернутая пачка 2 известным образом передается на указанный известный выходной участок (не показан), на котором пачка 2 перемещается для сушки вдоль круговой траектории Р3, простирающейся вокруг оси 81, параллельной оси 65, и затем к указанному выходу (не показан) машины 1.
В альтернативном варианте осуществления изобретения (не показан) машина 1 содержит участок, расположенный вдоль транспортера 4 и имеющий устройство для нанесения этикетки и/или купона на каждую пачку 2.
В другом варианте осуществления изобретения (не показан) гибочная поверхность 60 снабжена соответствующим генерирующим устройством для создания электростатического поля, которое действует не крылышко 50 и делает возможным, по крайней мере, временное прикрепление загнутого крылышка 50 к пачке 2.
Следовательно, машина 1 является сравнительно простой и недорогой в изготовлении благодаря наличию трех оберточных устройств, два из которых являются пассивными, с которыми взаимодействуют все пачки 2; и оберточного колеса 17, содержащего небольшое количество движущихся частей (транспортирующих головок 6) и лишь поддерживающего пассивные оберточные устройства (запечатывающие устройства 62).
Кроме того, машина 1 содержит две главные секции, определяемые оберточными транспортерами соответственно 7 и 12, на каждом из которых пачки 2 транспортируются с соответствующей скоростью и при соответствующем интервале между ними. Конкретнее, транспортер 7 перемещает пачки 2 вдоль траектории Р1 со скоростью V1 и с интервалом St1, в то время как транспортер 12 перемещает пачки 2 вдоль траектории Р2 со скоростью V2 и с интервалом St2.
Вышеуказанные особенности позволяют каждой секции работать с интервалом и/или при скорости, лучше всего подходящими для конкретной операции, выполняемой секцией, и, следовательно, обеспечивают уменьшение стоимости и размера при данной производительности машины 1. А именно, вдоль траектории Р1 более широкий интервал обеспечивает лучшую компоновку головок 6 вокруг оси 18, а более высокая скорость перемещения головок 6 обеспечивает быстрое удаление листа 3, согнутого в U-образную форму, с участка 42 и, таким образом, исключает возможность препятствования крылышкам 49 и 50 листа 3 со стороны следующего листа 3. С другой стороны, вдоль траектории Р2 более узкий промежуток и более медленная скорость перемещения дают возможность использовать колесо 66 со сравнительно небольшим диаметром с целью уменьшения габаритных размеров машины 1.
Изобретение касается способа и машины 1 для обертывания удлиненного изделия 2 по существу в форме параллелепипеда, имеющего два основания на противоположных продольных концах. Изделие захватывается за его основания транспортирующей головкой 6, которая непрерывно перемещается транспортером 7 вдоль траектории обертывания Р1, вдоль первого участка которой лист 3 оберточного материала сгибают в U-образную форму вокруг изделия 2, а вдоль второго участка которой лист 3 оберточного материала дополнительно сгибают и упрочняют для образования трубчатой обертки 10. Транспортирующую головку 6 передвигают относительно транспортера 7 для того, чтобы на втором участке траектории обертывания Р1 лист 3 оберточного материала взаимодействовал, по меньшей мере, с одним неподвижным пассивным устройством 58, 61, воздействующим на лист 3 для образования трубчатой обертки 10. Изобретение обеспечивает непрерывное обертывание изделия при более простой конструкции. 2 с. и 24 з.п. ф-лы, 5 ил.
| МНОГОСТУПЕНЧАТЫЙ КОМПРЕССОР ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2002 |
|
RU2235913C2 |

