Настоящая заявка имеет приоритет заявки США Сер. №60/449749, поданной 25 февраля 2003 г. и включенной в настоящее описание полностью для всех полезных целей.
Настоящее изобретение касается машины для сгибания и нанесения накладок на потребительские изделия типа сигаретных пачек и более конкретно машины для сгибания накладок в расположенные бок о бок пары из бесконечного рулона предварительно отпечатанного материала, разрезания этих пар на отдельные согнутые накладки и транспортировки накладок по двойным путям для нанесения на сигаретные пачки, перемещающиеся по двойным путям.
Более конкретно, в случае сигаретных пачек имеется растущая потребность в пачках, включающих отпечатанные накладки, содержащие информацию о сигаретах и/или служащую носителем рекламы. В других случаях такие накладки могут иметь форму купона, обеспечивающего право на избрание для участия потребителя в призовых лотереях и т.п. В случае сигаретных пачек, которые обычно снабжены внешней оберткой из прозрачной пленки, отпечатанные накладки можно помещать между пачкой и внешней оберткой, благодаря чему накладку можно видеть снаружи, когда пачка и внешняя обертка еще не повреждены. Когда накладка размещена между пачкой и внешней оберткой, ее можно помещать непосредственно на пачку и впоследствии обертывать или накладку можно сначала поместить на гибкую внешнюю обертку перед обертыванием пачки таким материалом.
В настоящее время множество накладок предварительно сгибают и подают к сигаретным пачкам в виде стопок отдельных предварительно согнутых накладок. Недостатки этого подхода включают излишние расходы и трудность изготовления предварительно согнутых рулонов или стопок отдельного отпечатанного материала накладок. Кроме того, отдельными накладками трудно манипулировать в машинах для сигаретных пачек, которые работают на чрезвычайно высоких промышленных скоростях, так что накладки имеют тенденцию легко образовывать затор, при котором требуется интенсивное вмешательство оператора для их подачи к аппликаторам, которые подают и наносят накладки на сигаретные пачки.
Соответственно, одной задачей настоящего изобретения является поточная система фальцевания накладок, включающая непрерывный рулон несогнутых отпечатанных накладок, с поперечно режущей головкой, которая отрезает в поперечном направлении накладки от непрерывного рулона, и фальцовочное устройство для сгибания накладок и подачи их к аппликатору для размещения непосредственно на потребительских упаковках типа сигаретных пачек.
Другой задачей настоящего изобретения является поточная система фальцевания накладок, включающая кассетное фальцовочное устройство с широкими валками для сгибания пары накладок в расположение бок о бок, и продольно режущий узел, который разрезает пару согнутых накладок на отдельные накладки перед их подачей по двойным путям для нанесения на потребительские упаковки типа сигаретных пачек, перемещающиеся по двойным путям.
Согласно изобретению, поточная система фальцевания накладок содержит непрерывный рулон предварительно отпечатанных накладок и поперечно режущий узел, расположенный и выполненный для отрезания пары расположенных рядом накладок от рулона. Пару отпечатанных накладок в плоском несогнутом состоянии подают вперед (по ходу) к кассетному фальцовочному устройству, который принимает пару накладок и сгибает их как одну деталь по меньшей мере вдоль одной линии сгиба. Пару согнутых накладок затем разрезают на отдельные накладки и перемещают дальше по ходу по двойным расходящимся путям. Пара разнесенных ленточных транспортеров с выступами принимает накладки с выходного конца двойных расходящихся путей, и накладки удерживаются разнесенными на одинаковое расстояние выступами на лентах транспортеров. Выступы на каждом транспортере равно разнесены приблизительно на расстояние интервала между перемещающимися потребительскими упаковками, на которые наносят накладки. Аппликатор, смежный каждому ленточному транспортеру, переносит и наносит накладки непосредственно на потребительские упаковки.
В предпочтительном варианте выполнения настоящего изобретения оба аппликатора находятся смежно двойным потокам разнесенных потребительских упаковок, и каждый аппликатор наносит согнутые накладки непосредственно на упаковки каждого потока перед размещением гибкой внешней обертки вокруг упаковок. Клей может быть нанесен на каждую накладку или на каждую упаковку до размещения накладок на упаковках.
Настоящее изобретение также касается способа сгибания предварительно отпечатанных накладок и нанесения согнутых накладок на потребительские упаковки. Способ включает стадии обеспечения непрерывного рулона предварительно отпечатанных накладок и отрезания накладок от рулона. Отрезанные накладки последовательно перемещают вперед по ходу и впоследствии сгибают вдоль по меньшей мере одной линии сгиба. Затем согнутые накладки подают по двойным путям для нанесения на потребительские упаковки, также перемещающиеся по двойным путям, перед размещением гибкой внешней обертки вокруг упаковок.
Новые признаки и преимущества настоящего изобретения в дополнение к упомянутым будут понятны специалистам в данной области техники из последующего подробного описания в связи с сопровождающими чертежами, на которых подобными позициями обозначены подобные части и на которых:
фиг.1 - схематичный вид сбоку машины для сгибания и нанесения накладок на сигаретные пачки согласно настоящему изобретению;
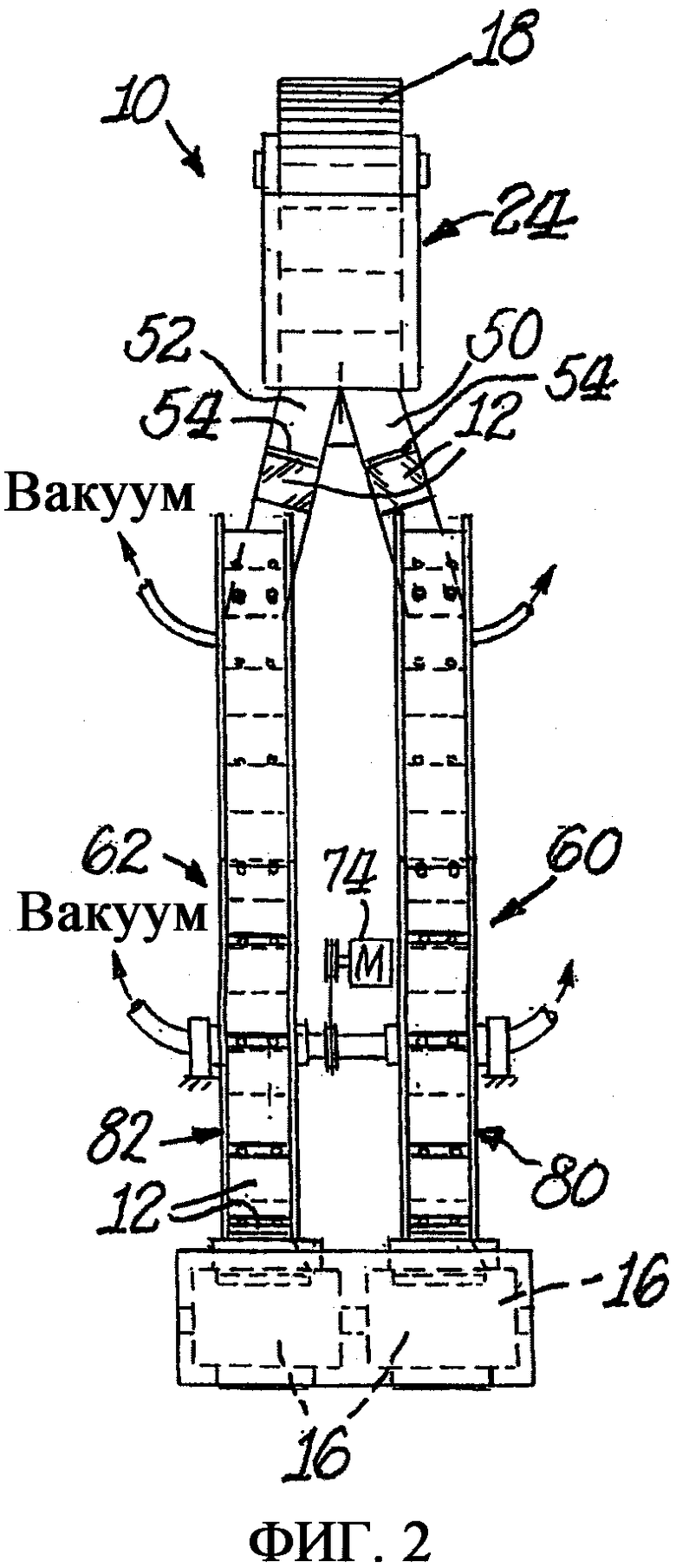
фиг.2 - вид с левого конца машины по изобретению, показанной на фиг.1;
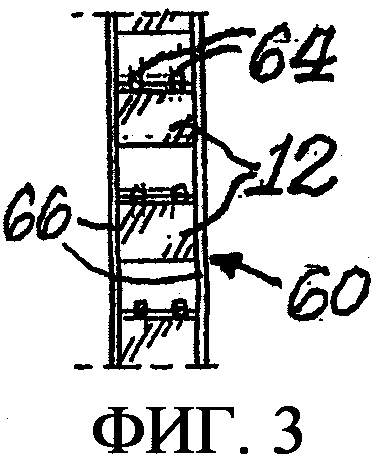
фиг.3 - вид с левого конца части машины, показанной на фиг.1, в частности, вид одного из ленточных транспортеров и с накладками против выступов;
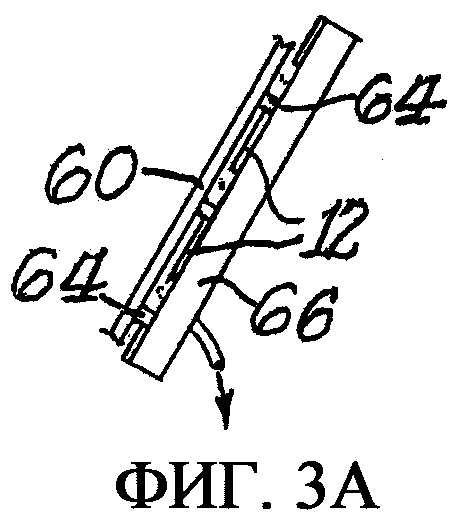
фиг.3A - увеличенный частичный вид сбоку накладок, подталкиваемых по ходу перемещения выступами ленточного транспортера;
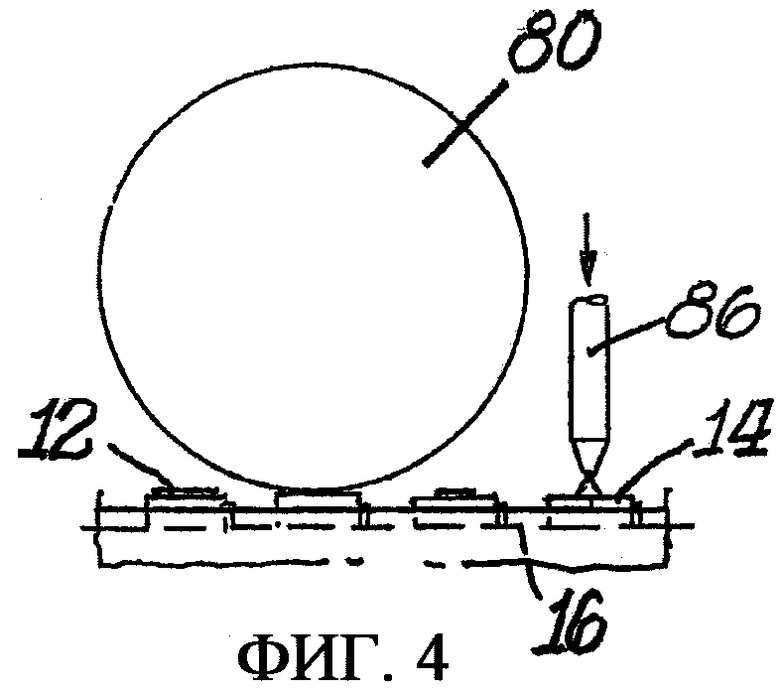
фиг.4 - частичный вид сбоку альтернативного выполнения аппликатора для нанесения согнутых накладок на сигаретные пачки согласно настоящему изобретению; и
фиг.5 - вид сбоку в сечении кассетного фальцовочного устройства машины по фиг.1 для изготовления согнутых накладок из бесконечной ленты подаваемого исходного продукта согласно настоящему изобретению.
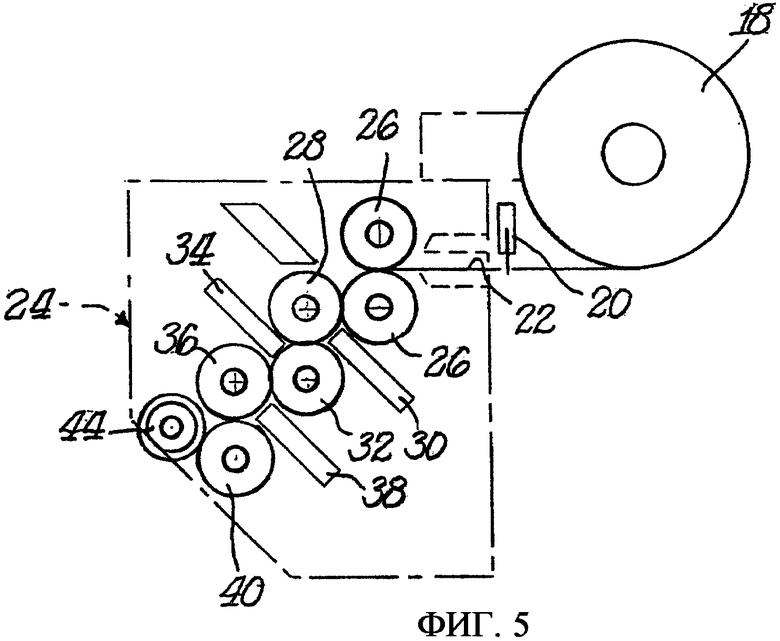
Обращаясь теперь к чертежам, отметим, на фиг.1 показаны компоненты машины 10 для сгибания и нанесения отпечатанных накладок 12 на потребительские упаковки типа сигаретных пачек 14, перемещаемых по паре параллельных горизонтальных лент 16 транспортеров. По существу, предварительно отпечатанные накладки 12 сгибают, транспортируют и в конечном счете наносят на сигаретные пачки, перемещаемые по лентам 16 транспортеров.
Механизм 10 включает непрерывный рулон 18 предварительно отпечатанных накладок. Рулон достаточно широк, чтобы на рулоне были напечатаны две накладки в расположении рядом друг с другом. Как подробно описано ниже, после операции сгибания пару согнутых накладок разрезают по длине для получения таким образом пары отдельных накладок.
Непосредственно вслед за непрерывным рулоном предварительно отпечатанных накладок обеспечен поперечно режущий узел 20, расположенный и выполненный для отрезания сегментов 22 накладок от непрерывного рулона. Как отмечено выше, каждый сегмент 22 накладок включает пару расположенных рядом предварительно отпечатанных накладок.
Кассетное фальцовочное устройство 24 расположено дальше по ходу за поперечно режущим узлом 20 для приема каждого согнутого сегмента 22 накладок и сгибания такого сегмента по меньшей мере по одной поперечной линии сгиба. Кассетное фальцовочное устройство 24, показанное на фиг.1, а также увеличенное на фиг.5, расположено и выполнено для сгибания каждого сегмента 22 по трем линиям сгиба. Ленту ускорителя (не показано) можно поместить между поперечно режущим узлом 20 и кассетным фальцовочным устройством 24 для подачи сегментов накладок в первый зазор между валками фальцовочного устройства.
Кассетные фальцовочные устройства обычно обеспечивают образование сгибов на бумажных изделиях, останавливая передний конец бумажного материала, в то время как его остальная часть продолжает перемещаться, таким образом заставляя его сгибаться вперед по ходу в зазоре между валками, образуя сгиб. Машины этого общего типа описаны в патентах США №№4125254 и 6224560, причем оба включены в данное описание путем ссылки для всех пригодных целей. По существу, кассетное фальцовочное устройство 24 включает пару валков 26 на входе фальцовочного устройства для приема отпечатанных сегментов 22 накладок и подачи этих сегментов через фальцовочное устройство. Непосредственно после прохождения через зазор входных валков 26 сегмент накладок подается между парой валков 26, 28, пока передняя граница сегмента 22 не ударится о стопор в первом лотке или желобе 30 для сгибания. Затем накладка сгибается вперед по ходу в зазор первой пары сгибающих валков 28, 32 и предварительно отпечатанному сегменту накладок придается первый продольный сгиб. Затем сегмент подается и последовательно сгибается во втором сгибающем лотке или желобе 34, а затем проходит через вторую пару сгибающих валков, содержащую валок 32 и валок 36, которые создают вторую продольную линию сгиба. Далее, частично согнутый сегмент накладок входит в третий лоток или желоб 38, сгибается вперед по ходу и проходит через третью пару сгибающих валков, содержащую валок 36 и валок 40.
Продольно режущее лезвие 44 расположено на выходном конце кассетного фальцовочного устройства 24 для продольного разрезания каждого согнутого сегмента 22 на пару отдельных накладок 12. Режущее лезвие вращается и опирается на валок 40, когда сегмент 22 накладок проходит в зазоре между валком 40 и режущим лезвием 44.
Система 48 транспортировки, расположенная по ходу непосредственно за продольно режущим лезвием 44, последовательно принимает отдельные согнутые накладки 12 после операции продольного резания. Как лучше показано на фиг.2, система 48 транспортировки содержит пару расходящихся лент 50, 52 транспортеров, которые перемещают отдельные накладки 12 по двойным отклоняющимся путям. Каждая лента 50, 52 может включать разнесенные на одинаковое расстояние приподнятые выступы 54 для удерживания накладок 12 в разнесенном положении на лентах, когда накладки перемещаются по ходу подачи. В качестве альтернативы можно использовать расходящиеся присасывающие ленты (не показано) для транспортировки накладок от кассетного фальцовочного устройства по ходу подачи. Для этой цели можно также использовать расходящиеся самостягивающиеся ленты.
Вслед за расходящимися лентами 50, 52 системы 48 транспортировки расположена пара разнесенных ленточных транспортеров 60, 62. Каждый ленточный транспортер выполнен с возможностью приема накладок с разгрузочного конца расходящихся путей системы 48 транспортировки. Как лучше показано на фиг.1-3, каждый ленточный транспортер 60, 62 включает множество разнесенных по длине на равные расстояния выступов 64, против которых располагаются накладки. Разнесенные направляющие 66, связанные с ленточным транспортером 60, 62, включают всасывающие отверстия, расположенные и выполненные с возможностью притягивать накладки 12 к направляющим во время перемещения от разгрузочного конца расходящихся лент 50, 52. Направление всасывания таково, что каждая накладка 12 притягивается к направляющим, расположенным достаточно близко к ребристым лентам, так, что выступы 64 зацепляют задний край каждой накладки 12, как лучше всего показано на фиг.3A. Накладки скользят по направляющим, толкаемые выступами на ленточном транспортере. Каждый ленточный транспортер приводится шкивом 68 и проходит несколько холостых шкивов 70, 72. Двигатель 74 соединен с приводом ленточных транспортеров 60, 62 посредством вращения каждого приводного шкива 68.
Пара разнесенных колес 80, 82 аппликатора обеспечивает перенесение накладок с ленточных транспортеров 60, 62 к разнесенным сигаретным пачкам 12, перемещающимся непосредственно под колесами аппликатора. Клеенаносящее устройство 84, расположенное смежно каждому ленточному транспортеру, наносит клей на каждую накладку 12 перед их нанесением на сигаретные пачки. В точке переноса накладок к колесам аппликатора выступы 64 на транспортерах немного втягиваются, обеспечивая беспрепятственный перенос и нанесение накладок на сигаретные пачки. Разнесенные на одинаковое расстояние присоски 85 на колесах аппликатора притягивают накладки 12 к колесам в разнесенном на одинаковое расстояние положении.
Интервал между выступами 62 каждого ленточного транспортера 60, 62 обычно соответствует интервалу между пачками 12 сигарет, перемещающимися непосредственно под колесами 80, 82 аппликатора. Интервал между присосками 85 такой же.
Фиг.4 изображает альтернативное устройство, в котором клей наносится устройством 86 на каждую сигаретную пачку перед нанесением на пачки накладок. В этом случае нет необходимости в клеенаносящем устройстве 84.
Настоящее изобретение можно использовать в комбинации с оберточной машиной Focke 750, включающей двойные пути для гибкого внешнего оберточного материала, предназначенного для обертывания сигаретных пачек, перемещающихся по двойным путям. Когда настоящее изобретение используют с оберточной машиной Focke 750, накладки наносятся аппликаторами на сигаретные пачки, а затем внешнюю обертку обертывают вокруг каждой пачки.
Для прикрепления согнутых накладок непосредственно к сигаретным пачкам может использоваться любой адгезив. В качестве примера можно назвать клей горячего расплава и адгезив, активируемый нагреванием.
Хотя описанное выше кассетное фальцовочное устройство обеспечивает производство четырехсторонних, с тремя линиями сгиба накладок, также возможны другие формы накладок с помощью изменения валков фальцовочного устройства. Например, удалив последний валок 38 и валок 40, можно получать трехсторонние накладки с двумя линиями сгиба.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ СИСТЕМА ФАЛЬЦЕВАНИЯ ВКЛАДЫШЕЙ | 2003 |
|
RU2321051C2 |
| СПОСОБ УПАКОВЫВАНИЯ И МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕСТКОЙ СИГАРЕТНОЙ ПАЧКИ С ОТКИДНЫМ ОТКРЫВАНИЕМ | 2012 |
|
RU2596036C2 |
| СПОСОБ УПАКОВЫВАНИЯ СИГАРЕТ В МЯГКИЕ ПАЧКИ, А ТАКЖЕ ПОЛУЧЕННАЯ ПАЧКА | 2001 |
|
RU2266244C2 |
| ЗАПЕЧАТАННЫЙ КОНТЕЙНЕР ДЛЯ НАПИТКОВ | 2001 |
|
RU2263614C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ФАЛЬЦОВАННОГО ЛИСТА | 2008 |
|
RU2433944C2 |
| СПОСОБ ОБРАБОТКИ РУЛОНА МАТЕРИАЛА И СИСТЕМА ОБРАБОТКИ РУЛОННОГО МАТЕРИАЛА | 1995 |
|
RU2100208C1 |
| СИГАРЕТОУПАКОВОЧНАЯ МАШИНА ДЛЯ ПРОИЗВОДСТВА ЖЕСТКИХ ПАЧЕК С ШАРНИРНОЙ КРЫШКОЙ | 2009 |
|
RU2477701C2 |
| УПАКОВОЧНАЯ МАШИНА И СПОСОБ УПАКОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО КОНТЕЙНЕРА ВЫДВИЖНОЙ УПАКОВКИ ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2647315C2 |
| ЖЕСТКАЯ УПАКОВКА С ШАРНИРНОЙ КРЫШКОЙ, СПОСОБ УПАКОВКИ И МАШИНА ДЛЯ ЕГО ВЫПОЛНЕНИЯ | 2011 |
|
RU2534983C2 |
| УПАКОВОЧНЫЙ СПОСОБ И УПАКОВОЧНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕСТКОЙ СИГАРЕТНОЙ ПАЧКИ | 2015 |
|
RU2684723C2 |
Изобретение касается машины для сгибания и нанесения накладок на изделия, ленточного транспортера, используемого в машине для сгибания, и способа сгибания накладок. Машина содержит подающий механизм для выдачи непрерывного участка от запаса накладок, поперечно режущий узел, продольно режущий узел, систему транспортировки для последовательного приема согнутых, отрезанных друг от друга накладок и перемещения накладок по расходящимся путям, ленточные транспортеры и аппликаторы. Каждый ленточный транспортер содержит бесконечный ленточный транспортер. Способ сгибания накладок и нанесения согнутых накладок на изделия предусматривает подачу накладок от непрерывного рулона накладок, отрезание накладок от непрерывного рулона, сгибание накладок по меньшей мере по одной линии сгиба, транспортирование накладок по двойным путям и нанесение согнутых накладок на изделия, перемещающиеся по двойным путям. Достигается усовершенствование поточной системы фальцевания накладок. 3 н. и 6 з.п. ф-лы, 6 ил.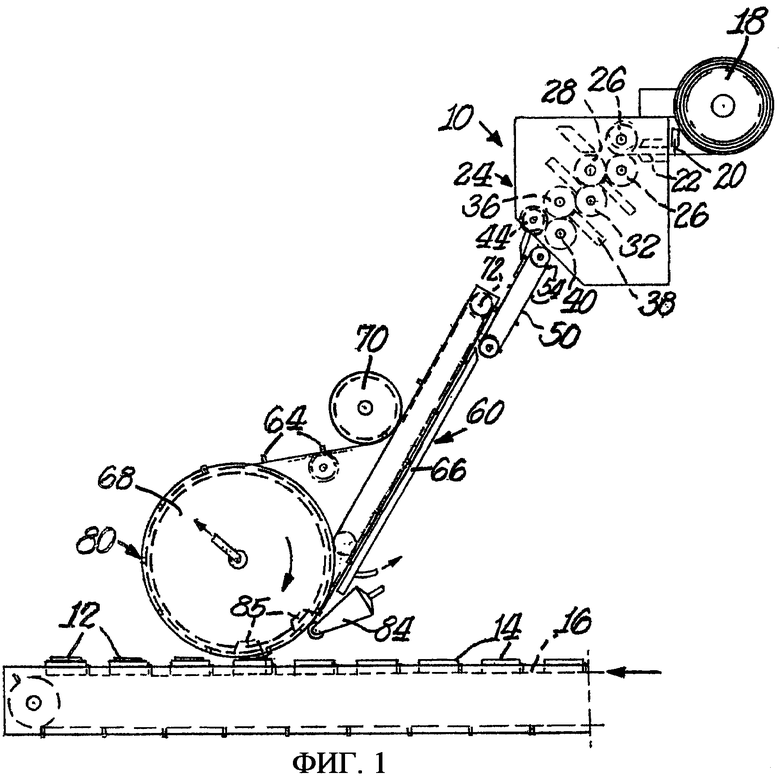
| Устройство для изготовления грунтоцементных свай под водой | 1985 |
|
SU1255684A2 |
| US 6230474, 15.05.2001 | |||
| Способ нанесения на поверхность металлических изделий покровов из твердых и трудно окисляющихся металлов или сплавов, доведенных до жидкого состояния | 1926 |
|
SU38989A1 |
| КАПСУЛА | 2001 |
|
RU2240768C2 |
| Устройство для маркировки плоских изделий | 1989 |
|
SU1706923A1 |

