Изобретение относится к области волоконной оптики и может быть использовано при изготовлении одномодовых волоконных разветвителей, сохраняющих поляризацию излучения и изотропных разветвителей со стабильными коэффициентами деления оптической мощности при возбуждении излучением с произвольным состоянием поляризации, а также для стыковки пары канальных волноводов интегрально-оптических фазовых модуляторов на основе Y-делителя оптической мощности в волоконно-оптических гироскопах и других волоконных датчиках физических величин.
Известен способ изготовления одномодового волоконного световода [1] путем плоской шлифовки шириной 1-2 мм наружной поверхности цилиндрической заготовки световода диаметром 12 мм с двух диаметрально противоположных сторон и одинаковым расстоянием от плоскости шлифовки до центра световедущей жилы. Далее на шлифованных плоскостях выполняют пазы, помещают заготовку в кварцевую трубу и сплавляют с ней. Затем производят травление внутренних отверстий заготовки до диаметра 2,0-2,5 мм, осуществляют перетяжку заготовки до диаметра 9,7 мм, производят второе травление отверстий в заготовке до диаметра 3,0 мм и устанавливают в эти отверстия нагружающие стержни. После этого нагружающие стержни сплавляют с заготовкой, помещают полученный сплошной цилиндрический стержень во вторую кварцевую трубу с внутренним диаметром, таким же как у стержня, и вытягивают световод. Описанный способ обеспечивает получение анизотропного одномодового волоконного световода “Панда”, сохраняющего поляризацию излучения при достаточно высоких уровнях технологичности и процента выхода годных световодов.
К недостатку этого способа следует отнести высокий уровень потерь оптической мощности, передаваемой по световедущей жиле. Это обусловлено неидеальным состоянием стекла на границе световедущая жила - отражающая оболочка, выражающееся в неоднородностях геометрических размеров и состава стекла на границе по длине заготовки, которые накапливаются постепенно на отдельных этапах многостадийного процесса изготовления световода.
Другой недостаток, проявляющийся в полученном волоконном световоде, состоит в том, что затруднено использование световода для изготовления волоконных разветвителей без формирования специальным образом скомпенсированных отражающих оболочек в одномодовом анизотропном световоде.
Целью настоящего изобретения является уменьшение потерь оптической мощности излучения, распространяющегося по световедущим жилам, а также разведение световедущих жил в отдельные концы световодов, располагающиеся на входе отрезка двухжильного световода и на его выходе, при этом свободные концы световодов содержат каждый одну из двух световедущих жил двухжильного световода. Другой целью изобретения является получение двухжильного световода, сохраняющего линейное состояние поляризации оптического излучения.
Уменьшение потерь оптической мощности излучения, распространяющегося по световедущим жилам, достигается тем, что для изготовления двухжильного световода используются две исходные заготовки, в которых отражающие оболочки и световедущие жилы формируются методом внутреннего парогазового осаждения (MCVD-метод изготовления заготовок), который позволяет получать высококачественные заготовки для световодов, имеющих сверхнизкие потери оптической мощности излучения при распространения по световедущим жилам. Разведение световедущих жил в отдельные отрезки световодов достигается за счет нарезания поперечных канавок на отшлифованной поверхности заготовок. Канавки обеспечивают воздушный зазор между двумя полузаготовками двухжильного световода. В результате вытянутый световод из заготовки содержит чередующиеся участки, одни из которых представляют из себя собственно двухжильный световод, а другие участки представляют из себя два отдельных световода, находящихся в общей тонкой кварцевой оболочке и общем защитно-упрочняющем полимерном покрытии, причем эти два отдельных световода содержат одну из двух световедущих жил отрезка двухжильного световода.
Свойство сохранять линейное состояние поляризации излучения двухжильным световодом достигается за счет того, что для изготовления двухжильного световода используются исходные заготовки с большим линейным двулучепреломлением в световедущей жиле. Линейное двулучепреломление создается за счет регулярных механических напряжений, создаваемых в световедущей жиле специальными нагружающими зонами, располагающимися по обе стороны от световедущей жилы и состоящими из материала с коэффициентом линейного расширения большим, чем коэффициент линейного расширения остального материала световода. Из-за разницы в коэффициентах линейного расширения материалов в световедущей жиле возникают регулярные механические напряжения, и в результате за счет фотоупругого эффекта в световедущих жилах возникает линейное двулучепреломление. Возбуждая световедущие жилы по одной из двух осей двулучепреломления линейно-поляризованным оптическим излучением, оно сохраняет состояние поляризации при распространении по световедущим жилам.
Сущность изобретения поясняется чертежами. На фиг.1(а, в, с, d) показан общий вид заготовок для световодов, сохраняющих поляризацию излучения, которые могут использоваться для изготовления специального двухжильного световода. На фиг.2(а, в, с) схематически показана последовательность технологических операций для формирования заготовки с плоской сошлифовкой ее части и полукруглой формой поперечного сечения. На фиг.3 (а, в) схематически показаны технологические операции формирования заготовки для специального световода, имеющей круглую форму поперечного сечения. На фиг.4(а, в) показаны общий вид поперечного сечения специального световода на участке двухжильного световода и на участке, где двухжильный световод переходит в два отрезка световода.
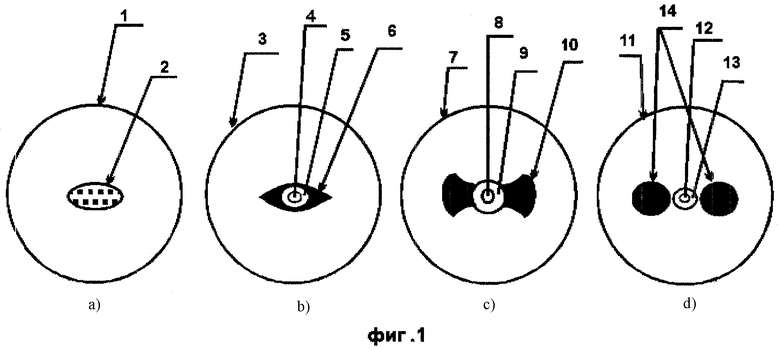
Изготовление специального двухжильного световода производится следующим образом. На фиг.1 приведен общий вид поперечного сечения заготовок для одномодового волоконного световода, сохраняющего поляризацию излучения, которые могут использоваться для изготовления специального двухжильного световода. Одним из способов наведения двулучепреломления в световедущей жиле является придание ей эллиптической формы. Заготовка 1 (фиг.1) содержит световедущую жилу 2 эллиптической формы. Оси двулучепреломления в ней совпадают с большой и малой осями эллипса, а величина двулучепреломления прямо пропорциональна отношению большой и малой оси эллипса, а также разности показателей преломления материала световедущей жилы и материала отражающей оболочки.
Двулучепреломление в световедущей жиле может быть создано с помощью регулярных механических напряжений, специально создаваемых в световедущей жиле, в этом случае двулучепреломление возникает за счет фотоупругого эффекта. Регулярные механические напряжения в световедущей жиле могут создаваться оболочкой эллиптической формы, состоящей из материала с температурным коэффициентом линейного расширения, превышающим температурный коэффициент линейного расширения остального материала световода. В этом случае заготовка 3 (фиг.1) содержит круглую световедущую жилу 4 и отражающую оболочку 5, а также оболочку 6 эллиптической формы, с помощью которой в световедущей жиле создаются регулярные механические напряжения. Механические напряжения в световедущей жиле могут создаваться и зонами веерообразной формы, состоящими из материала с большим температурным коэффициентом линейного расширения, чем у остального материала световода. В этом случае заготовка 7 содержит круглую световедущую жилу 8, отражающую оболочку 9 и зоны 10 веерообразной формы, создающие в жиле регулярные механические напряжения. Регулярные механические напряжения могут создаваться и специально сформированными зонами круговой формы. В этом случае заготовка 11 содержит круглые световедущую жилу 12, отражающую оболочку 13, а также зоны круговой формы 14.
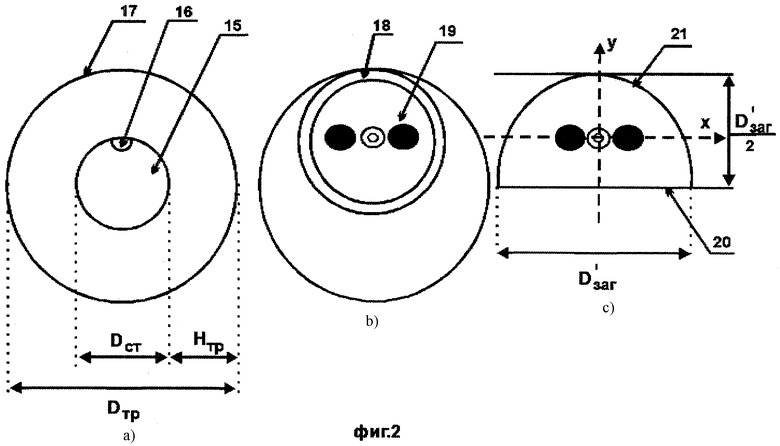
Ниже в качестве примера будет рассмотрена последовательность технологических операций по изготовлению специального двухжильного световода с использованием заготовки, в световедущей жиле которой регулярные механические напряжения создаются зонами круговой формы, и этот тип световода называется "PANDA". Вначале изготавливается специальная кварцевая труба со смещенным относительно своего геометрического центра внутренним отверстием. Для этого берется кварцевый стержень 15 (фиг.2) с диаметром Dст, по всей его длине прорезается паз 16 полукруглой формы шириной и глубиной 1-2 мм, после этого стержень помещается внутрь опорной кварцевой трубы 17 с диаметром внутреннего отверстия, равным или чуть больше диаметра стержня Dст. После этого на технологическом станке изготовления заготовок световодов (метод внутреннего парафазного осаждения - MCVD - метод изготовления заготовок) стержень сплавляется с опорной трубой таким образом, что внутри вновь образованного кварцевого стержня образуется сквозной воздушный канал, причем при проведении процесса сплавления стержня с трубой под действием сил поверхностного натяжения сквозной воздушный канал внутри вновь образованного стержня приобретает круговую форму. Для этого необходимо, чтобы глубина и ширина прорезаемого в стержне полукруглого паза была равна величине, лежащей в диапазоне 1-2 мм. В случае, если эта величина меньше 1 мм, то при попытке получения отверстия круговой формы в процессе сплавления стержня с трубой возможно полное исчезновения воздушного канала, а в случае, когда эта величина больше 2 мм, очень трудно добиться круговой формы сквозного внутреннего отверстия.
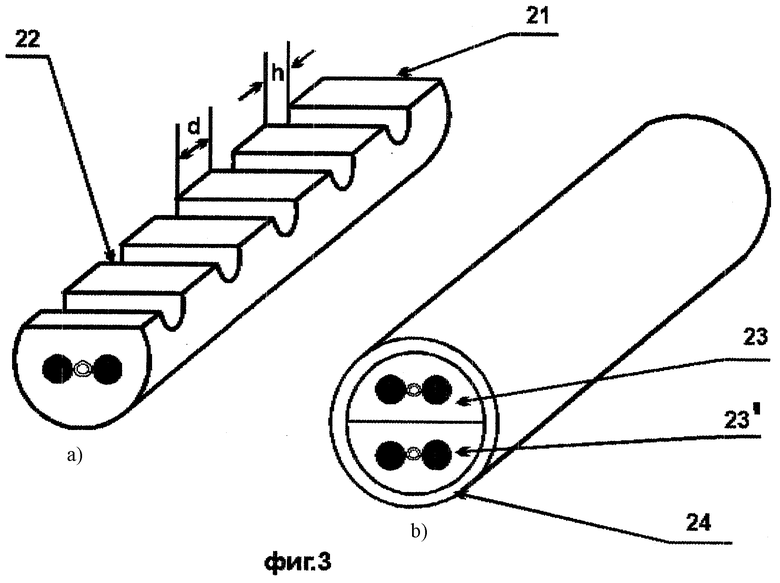
При сплавлении стержня с опорной кварцевой трубой с образованием внутреннего сквозного отверстия производят травление с использованием плавиковой кислоты HF его поверхности с целью получения внутреннего отверстия 18 с диаметром, равным диаметру исходной заготовки Dзаг 19, для одномодового волоконного световода, сохраняющего поляризацию излучения типа "PANDA". Толщина стенки опорной кварцевой трубы Нтр (фиг.2), используемой для сплавления с кварцевым стержнем, должна очевидно удовлетворять условию Нтр≥Dзаг/2. После травления отверстия в него вставляется заготовка для одномодового световода и производится сплавление кварцевой трубы со смещенным относительно центра внутренним отверстием с заготовкой для одномодового световода в сплошной стержень. После сплавления на том же тепломеханическом станке производится перетяжка вновь полученной заготовки до диаметра Dзаг ≤ 8 мм. Затем производится сошлифовка ровно половины заготовки по всей ее длине, при этом плоскость шлифовки 20 (фиг.2) должна быть параллельна оси Х (фиг.2). Оси Х и Y, обозначенные на фиг.2, совпадают с осями двулучепреломления, наведенного в световедущей жиле световода нагружающими стержнями (зонами) круговой формы, в результате получается заготовка 21. Далее прорезаются на плоской отшлифованной поверхности в поперечном направлении полукруглые или треугольной формы канавки 22 (фиг.3) глубиной и шириной h=0,6-1 мм на плоскошлифовальном станке алмазным кругом. Полукруглая или треугольная форма поперечных пазов необходима для того, чтобы паразитные механические напряжения, возникающие в местах перехода двухжильного световода в два самостоятельных световода в процессе вытяжки специального двухжильного световода, были минимальными. После нарезания пазов две идентичные заготовки 23, 23' складываются друг с другом своими плоскими поверхностями с обязательным совмещением друг с другом поперечных пазов (для этого необходимо, чтобы расстояние d между пазами также было строго постоянным) и помещаются внутрь опорной кварцевой трубы 24 с толщиной стенки 0,5-1,0 мм и внутренним диаметром отверстия, равным D’заг или чуть больше него, после чего производится сплавление вновь полученной заготовки для специального двухжильного световода на тепломеханическом станке с сохранением воздушных промежутков внутри заготовки, образованных поперечными пазами. Глубина паза меньше 0,6 мм может привести к исчезновению воздушного промежутка внутри заготовки при ее оплавлении, а глубина паза больше 1,0 мм приводит к увеличению паразитных механических напряжений в местах перехода двухжильного световода в два самостоятельных отрезка световода. Выбор глубины паза в диапазоне значений 0,6-1,0 мм, таким образом, обеспечивает надежное сохранение воздушных промежутков в заготовке при ее сплавлении, а также не увеличивает существенно паразитные механические напряжения в местах переходов двухжильного световода.
Перетяжка заготовки до диаметра D’заг≤8 мм и ширина поперечных пазов h=0,6-1,0 мм необходимы для того, чтобы участки одиночных световодов специального двухжильного световода были достаточно короткими. Предположим, что Нтр=Dзаг/2, где Dзаг - диаметр исходной заготовки для одномодового световода, сохраняющего поляризацию излучения. Обычно разветвители, сохраняющие поляризацию излучения, используются наиболее часто в волоконно-оптических гироскопах. Диаметр световодов, используемых в них, составляет Dв=80 мкм, при Н’тр=0,5 мм диаметр заготовки для двухжильного световода для D’заг=8 мм составит величину 9 мм. При таких параметрах заготовки длина участков двухжильного световода с одиночными световодами составит величину ((D’заг+1)2/D
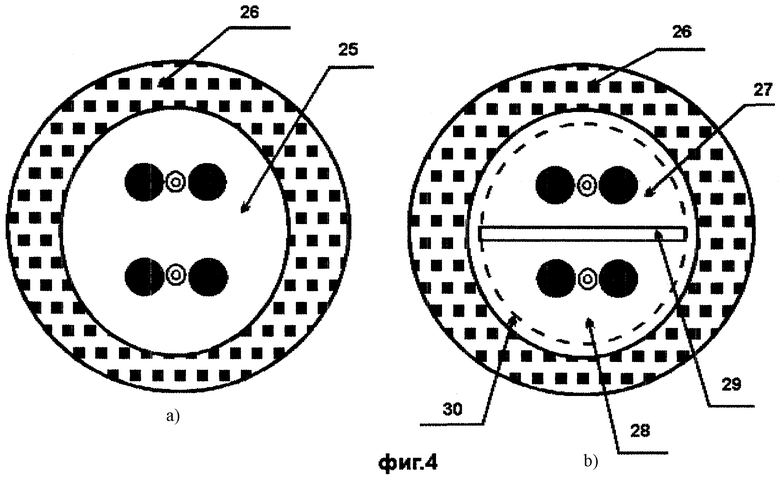
После вытяжки специального двухжильного световода поперечное сечение собственно двухжильного световода и поперечное сечение участков, на которых он переходит в два самостоятельных отрезка световодов, показаны на фиг.4. Двухжильный световод 25 с круглой формой поперечного сечения находится в защитно-упрочняющем покрытии 26. На другом участке световод содержит одиночные световоды 27, 28, содержащие каждый одну из двух световедущих жил двухжильного световода, воздушный промежуток между ними 29 и общую внешнюю тонкую кварцевую оболочку 30, образованную опорной кварцевой трубой с толщиной стенки Н=0,5-1 мм. При Н’тр=0.5 мм, D’заг+1=9 мм, Dв=80 мкм, толщина внешней кварцевой оболочки составит величину ~4,5 мкм. Для сварки этих одиночных световодов с другими отдельными световодами других оптических компонентов необходимо произвести стравливание с помощью плавиковой кислоты внешней защитной кварцевой оболочки. При скорости травления 0,1 мм /час время травления составит 2,7-5,4 мин при использовании опорной трубы с Н’тр=0,5-1,0 мм. Использование опорной кварцевой трубы значительно снижает величину паразитных механических напряжений в местах переходов специального двухжильного световода, что положительно сказывается как на сохранении механической прочности световода, так и на свойстве его сохранять состояние поляризации оптического излучения.
Описанный двухжильный световод может использоваться не только для изготовления волоконных разветвителей, сохраняющих поляризацию излучения, но и, например, для стыковки с парой канальных волноводов интегрально-оптического фазового модулятора на основе Y-делителя, используемого в волоконно-оптических гироскопах. Проблема стыковки здесь заключается в точном подборе расстояния между световедущими жилами двухжильного световода, которое может определяться диаметром исходного кварцевого стержня, используемого для получения опорной кварцевой трубы с внутренним отверстием, смещенным относительно ее геометрического центра.
Поперечное сечение заготовки для специального двухжильного световода практически идеальной круглой формы позволяет не только повысить стабильность длины волны отсечки по длине двухжильного световода за счет повышения стабильности его диаметра в процессе вытяжки, но и получать волоконные разветвители, в которых коэффициент деления оптической мощности не зависит от состояния поляризации входного излучения, так как форма поперечного сечения биконической перетяжки в области ее "шейки" также оказывается круглой, что обеспечивает одинаковые фазовые соотношения между основной модой и первой модой высшего порядка для обеих поляризаций излучения. Независимость коэффициента деления оптической мощности от состояния поляризаци излучения очень важно в случае использования волоконного разветвителя в оптической схеме волоконно-оптического гироскопа, так как для обеспечения высокой стабильности смещения нуля кольцевого интерферометра волоконно-оптического гироскопа, в нем используется источник, излучающий неполяризованное оптическое излучение. Разветвители, имеющие в области шейки поперечное сечение некруговой формы, обладают поляризующими свойствами, что ухудшает стабильность нуля кольцевого интерферометра волоконно-оптического гироскопа.
Источники информации
1. RU 2164698, кл. С 03 В 37/00, 2001. Курбатов A.M. Способ получения одномодового волоконного световода.
Изобретение относится к области волоконной оптики и может быть использовано при изготовлении одномодовых волоконных разветвителей, сохраняющих поляризацию излучения, изотропных разветвителей со стабильными коэффициентами деления оптической мощности при возбуждении излучением с произвольным состоянием поляризации излучения. Технической задачей изобретения является уменьшение потерь оптической мощности излучения, распространяющегося по световедущим жилам двухжильного световода, а также разведение световедущих жил в отдельные конусы световодов, располагающихся на входе отрезка двухжильного световода и на его выходе. Для изготовления двухжильного одномодового световода вначале выбирают стержень из кварцевого стекла, прорезают на боковой поверхности его паз полукруглой формы глубиной и шириной 1-2 мм. Стержень помещают внутрь опорной кварцевой трубы, сплавляют их. Затем производят травление сквозного отверстия, вставляют в него заготовку световода и сплавляют в сплошной стержень-заготовку. После этого получают второй стержень-заготовку, стержни-заготовки перетягивают до диаметра менее 8 мм и сошлифовывают до половины диаметра. По плоской поверхности стержней нарезают пазы, стержни совмещают плоскими поверхностями и помещают внутрь опорной трубы, затем сплавляют и вытягивают световод. 4 ил.
Способ изготовления двухжильного одномодового световода, сохраняющего поляризацию излучения, заключающийся в формировании в общей кварцевой оболочке двух световедущих жил, отличающийся тем, что вначале выбирают стержень из чистого кварцевого стекла диаметром Dст, прорезают вдоль всей его длины на боковой поверхности паз полукруглой формы глубиной и шириной 1ч2 мм, затем помещают этот стержень внутрь опорной кварцевой трубы с внутренним диаметром отверстия Dтр≥Dст и толщиной стенки Hтр≥Dзаг/2, где Dзаг - диаметр заготовки для одномодового волоконного световода, сохраняющего линейную поляризацию оптического излучения и сплавляют его с ней, после чего производят травление сквозного отверстия, образованного прорезанным в стержне пазом, до диаметра, равного диаметру Dзаг, после чего в растравленное отверстие вставляют заготовку для одномодового световода, сохраняющего линейную поляризацию оптического излучения и сплавляют в сплошной стержень-заготовку, после этого изготавливают второй стержень-заготовку, после чего эти стержни-заготовки перетягивают до диаметра D’заг≤8 мм и сошлифовывают до половины диаметра таким образом, чтобы плоскость шлифовки была параллельна одной из двух осей двулучепреломления в световедущих жилах стержней-заготовок, затем по плоской поверхности стержней-заготовок перпендикулярно световедущим жилам нарезают пазы полукруглой и треугольной формы шириной и глубиной h=(0,6ч1,0) мм, после чего стержни-заготовки совмещают друг с другом своими плоскими поверхностями и обеспечивают совмещение друг с другом нарезанных пазов в стержнях-заготовках, затем стержни-заготовки помещают внутрь опорной кварцевой трубы с внутренним диаметром D’тр≥D’заг, где D’заг - диаметр стержней-заготовок до шлифовки, и толщиной стенки Н’тр=0,5ч1 мм, сплавляют с сохранением воздушных отверстий, образованных поперечными пазами, после чего из полученной таким образом заготовки вытягивают световод, также с сохранением воздушных отверстий в световоде.
| СПОСОБ ПОЛУЧЕНИЯ ОДНОМОДОВОГО ВОЛОКОННОГО СВЕТОВОДА | 1998 |
|
RU2164698C2 |
