Изобретение относится к очистке алюминия методом сегрегации. Более конкретно, оно относится к способам и устройствам для очистки методом сегрегации из неочищенного жидкого алюминия, называемого маточным раствором, которые позволяют получать алюминий очень высокой чистоты, а именно чистоты выше степени 3N5, т.е. содержащей более 99,5% алюминия.
Способы очистки алюминия методом сегрегации рассчитаны на получение алюминия, имеющего низкое содержание эвтектических элементов, таких как медь, железо, кремний, магний, галлий или цинк. Эти способы основаны на том, что при частичном затвердевании неочищенного жидкого алюминия (называемого маточной жидкостью) эвтектические элементы проявляют тенденцию к концентрации в маточном растворе, в результате чего образуются кристаллы, в которых содержание эвтектических элементов значительно ниже, чем в маточном растворе. Таким образом, основной принцип известных способов сегрегации состоит в том, чтобы способствовать частичной кристаллизации неочищенного маточного раствора и физически разделять фазы таким образом, чтобы выделить очищенный металл из маточного раствора, обогащенного эвтектическими элементами.
Разработаны несколько способов, основанных на этом принципе. Как правило, после загрузки жидкого маточного раствора в теплоизолированную огнеупорную емкость индуцируют образование в локально охлаждаемой верхней части маточного раствора мелких кристаллов, после чего осуществляют постепенное накопление кристаллов в нижней части емкости за счет силы тяжести, останавливают процесс очистки, когда закристаллизуется определенная часть маточного раствора, и отделяют очищенные кристаллы от остаточного маточного раствора.
Согласно американскому патенту US 3211547 кристаллы образуются на поверхности массы маточного раствора при его регулируемом охлаждении, отделяются и затем скапливаются на дне емкости под действием силы тяжести. Частичное уплотнение кристаллической массы производят в течение стадии кристаллизации через равные интервалы времени. Применение уплотнения массы кристаллов, накопленных на дне емкости в процессе кристаллизации, позволяет значительно улучшить обеспечиваемую способом степень очистки. В конце стадии кристаллизации прежде всего удаляют остаточный маточный раствор путем слива в жидком состоянии, предпочтительно через отверстие, расположенное на уровне верхней поверхности массы очищенных кристаллов алюминия на дне емкости, после чего извлекают накопленную массу кристаллов путем ее расплавления и вытекания ее в жидком состоянии через отверстие, расположенное вблизи дна емкости.
Согласно французскому патенту FR 1594154 (соответствующему американскому патенту US 3671229) кристаллы образуются на наружной поверхности глухой графитовой трубки непосредственно над ее частью, погруженной в маточный раствор. Для инициирования кристаллизации в этой трубке циркулирует охлаждающий газ. Погруженное в маточный раствор графитовое кольцо периодически проскабливает наружную поверхность трубки, отделяя образовавшиеся на ней кристаллы. Кристаллы собираются на дне тигля под действием силы тяжести и массу накопившихся кристаллов регулярно уплотняют с помощью указанного кольца. По мере того как происходит затвердевание, трубку постепенно поднимают. По завершении стадии кристаллизации отделяют очищенную твердую массу от массы остаточного маточного раствора, обогащенного эвтектическими элементами, например сифонируя остаточный маточный раствор, либо опрокидывая тигель. Согласно французскому патенту FR 1592663 (соответствующему американскому патенту US 4744823), можно еще больше повысить коэффициент очистки в способе, опрокидывая емкость для того, чтобы дать стечь остаточному маточному раствору, и оставляя емкость в опрокинутом состоянии для удаления остаточного внедренного раствора путем скалывания.
Согласно французскому патенту FR 2524489 (соответствующему американскому патенту US 4456480) и американскому патенту US 4221590 осуществляют повторное расплавление кристаллов, накопившихся на дне тигля на стадии кристаллизации, и уплотнения, что приводит к дополнительной очистке металла и позволяет достигать коэффициентов очистки более высоких, чем теоретические значения.
Согласно японскому патенту JP 58-167733 кристаллы очищенного алюминия образуются по периферии внутренней поверхности тигля в определенной зоне, расположенной ниже свободной поверхности маточного раствора, с использованием охлаждающего устройства, содержащего систему каналов из нержавеющей стали, в которой циркулирует охлажденный воздух. Часть маточного раствора, расположенную выше зоны охлаждения, подогревают, для того чтобы избежать затвердевания. Кристаллы, образующиеся в зоне принудительного охлаждения, отделяют с помощью графитового поршня, поперечное сечение которого почти равно поперечному сечению тигля и постоянно погружено в маточный раствор, при этом поршень периодически скоблит поверхность тигля и способствует накоплению кристаллов на его дне. Поршень также используют для уплотнения накопившихся на дне тигля кристаллов. Оборудованные в поршне проходы создают возможность для перемещения кристаллов по направлению к дну тигля и перетекания маточного раствора в процессе движения поршня. Массу затвердевшего металла частично повторно расплавляют с использованием нагрева. Когда масса накопленных кристаллов достигает зоны охлаждения, поршень извлекают, выводят сифонированием маточный раствор, а твердую массу извлекают из тигля и затем разрезают в зависимости от искомой чистоты.
Получаемые существующим промышленным способом твердые массы неоднородны в отношении чистоты. В частности, наблюдается градиент чистоты между верхом и низом твердых масс. Практикуется отпиливание верхней части полученной твердой массы, содержащей большее количество примесей, чем содержит нижняя часть твердой массы, и использование в случаях, требующих более высокой степени чистоты, только этой нижней части. Как правило, при операции отпиливания удаляется от 15 до 30% полученной твердой массы. Такое решение проблемы, однако, обладает тем недостатком, что удаляется значительная часть полученной твердой массы, что ведет к снижению производительности завода и появлению брака, осложняющего организацию хранения металла.
Заявителем было установлено, что получаемые промышленным способом твердые массы обычно характеризуются разницей в чистоте между сердцевиной и периферией: металл по периферии более чист, чем металл в сердцевине твердой массы. Как правило, более высокая производительность больших тиглей находится в обратной зависимости от чистоты получаемой продукции. Например, эффективные коэффициенты очистки К (для каждой твердой массы в целом), наблюдаемые в случае железа (KFe) и в случае кремния (KSi) на тиглях диаметром 800 мм, были ниже приблизительно на 50% по сравнению с эффективными коэффициентами, наблюдаемыми (при той же скорости подъема) на тиглях диаметром 600 мм. При такого рода неоднородности, имеющей преимущественно радиальный характер, высокочистый металл трудно получить с использованием простой операции отпиливания.
Кроме названных выше неоднородностей наблюдаются также значительные вариации между отдельными операциями в том, что касается времени, необходимого для получения определенной твердой массы. Эти вариации, обусловленные различными причинами (такими как износ материалов и разницей в теплопроводности) влияют на эффективную производительность промышленного предприятия и осложняют организацию работы и внутренних процедур.
Наконец установлено, что производительность и средняя степень эффективной очистки находятся в обратной зависимости по отношению друг к другу. Таким образом, когда повышают производительность, наблюдается уменьшение степени очистки и, наоборот, когда увеличивают степень очистки, наблюдается снижение производительности. Это обстоятельство в значительной степени ограничивает область варьирования производительности в промышленном масштабе и вместе с этим повышает себестоимость производства.
Учитывая эти обстоятельства, заявитель нашел решения, позволяющие устранить пределы, налагаемые компромиссом между степенью очистки и производительностью, и уменьшить неоднородности и градиенты чистоты в полученных промышленным способом твердых массах, используя при этом простые устройства и процессы, что позволяет понизить в целом инвестиционные, производственные и эксплуатационные расходы.
Главным объектом изобретения является способ очистки алюминия методом сегрегации, имеющий целью образование твердой массы очень высокой чистоты (а именно чистоты выше степени 3N5, т.е. содержащей более 99,5% алюминия) из массы неочищенного жидкого алюминия, называемой маточным раствором, включающий образование кристаллов путем частичной кристаллизации, периодическое уплотнение твердой массы и непрерывное повторное ее расплавление с использованием нагрева в процессе роста, и отличающийся тем, что он включает в себя периодическое измерение высоты Н твердой массы в процессе роста и корректирование мощности нагрева в зависимости от измеренной высоты Н для достижения скорости роста высоты твердой массы, уменьшающейся с течением времени.
Объектом изобретения также является устройство для очистки алюминия, способное формировать твердую массу алюминия очень высокой чистоты путем сегрегации, содержащее огнеупорный тигель, печь, оборудованную средствами для нагрева тигля, средства, обеспечивающие частичное повторное расплавление твердой массы путем нагрева в процессе роста и по меньшей мере одно средство для уплотнения, отличающееся тем, что оно включает в себя средства для измерения высоты Н названной выше твердой массы в процессе роста и средства для управления мощностью нагрева нагревательных средств в зависимости от измеренной высоты Н, уменьшающейся с течением времени.
Установлено, что неоднородности чистоты в конечной твердой массе и вариации между отдельными твердыми массами на практике оказались неожиданным образом связанными с мощностью нагрева, производимого в процессе сегрегации, и существующая до сегодняшнего дня практика, состоящая во вводе существенно постоянной мощности нагрева и не предусматривающая корректирующей обратной связи в процессе роста твердой массы, приводит к неоднородностям и вариациям чистоты значительно более существенным, чем те, которые наблюдаются при постепенном изменении мощности нагрева согласно изобретению. Обнаружено, что управление мощностью нагрева в процессе роста твердой массы позволяет не только уменьшить неоднородности и вариации чистоты, но также устранить ограничения компромисса между степенью очистки и производительностью.
Изобретение поясняется более подробно с помощью чертежей.
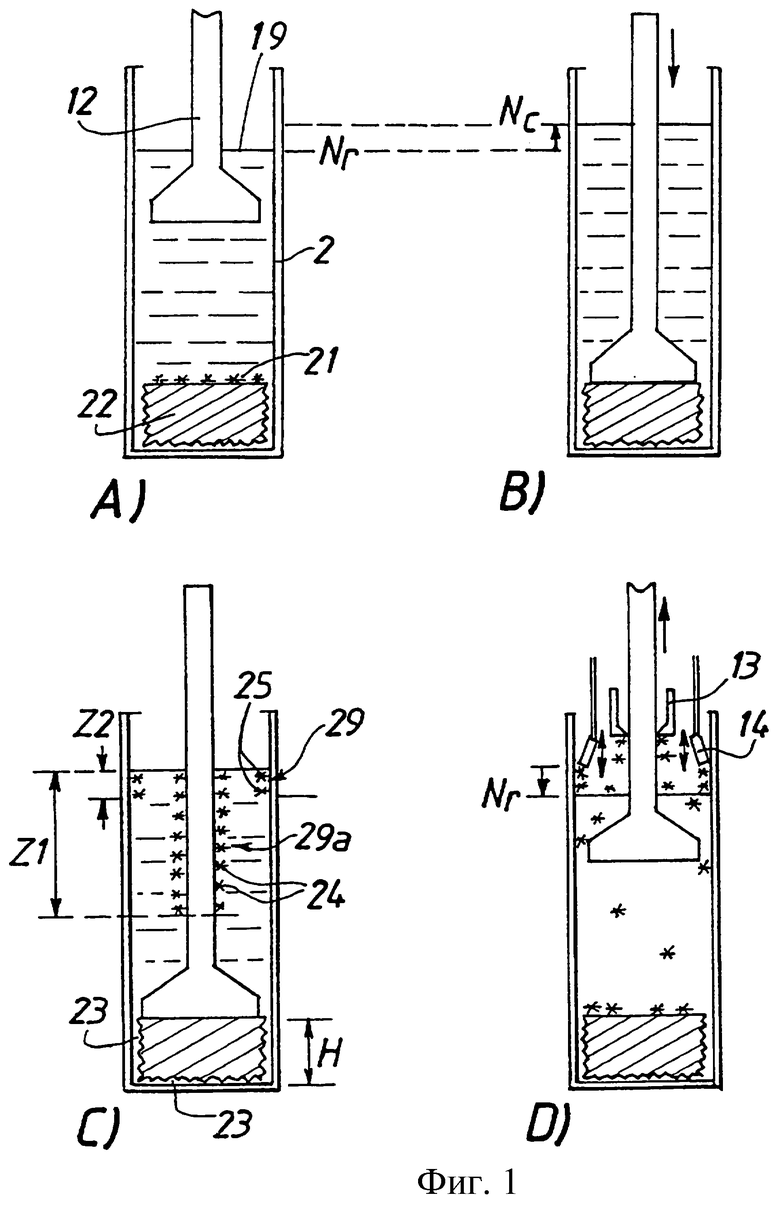
На фиг.1 схематически показан элементарный цикл очистки в соответствии с предпочтительным вариантом осуществления способа согласно изобретению;
фиг.2 изображает устройство для очистки методом сегрегации в соответствии с предпочтительным вариантом осуществления способа согласно изобретению;
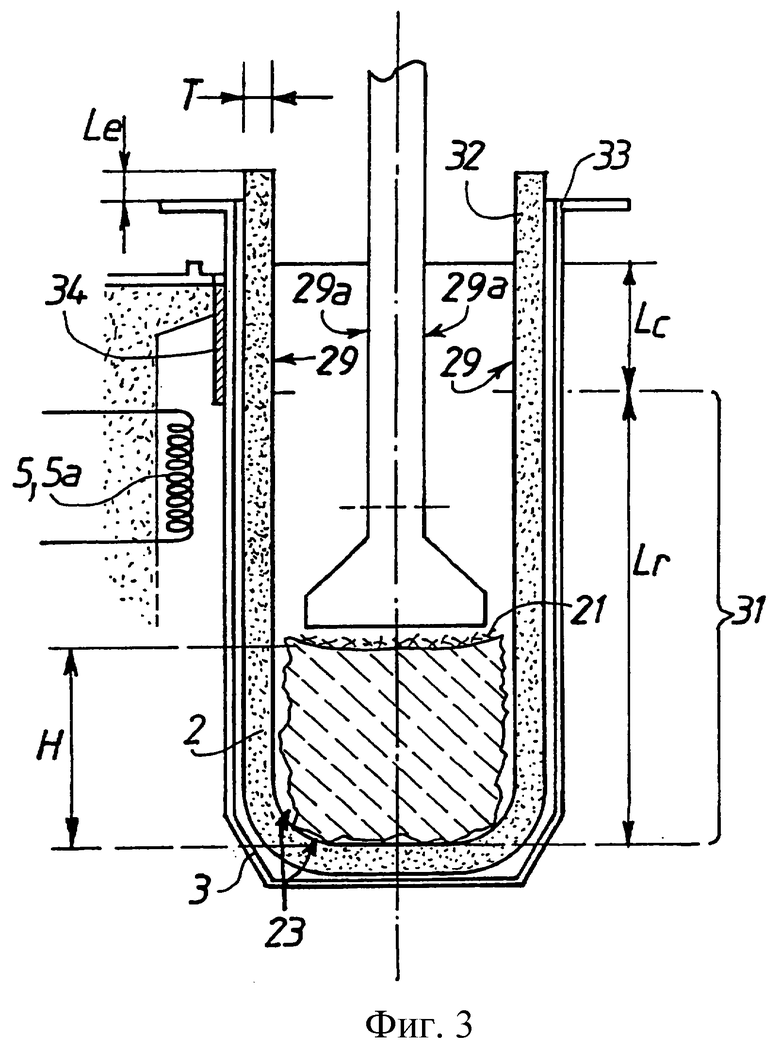
фиг.3 - зоны кристаллизации и повторного плавления тигля в момент, когда средство для уплотнения находится в нижнем положении, называемом положением кристаллизации;
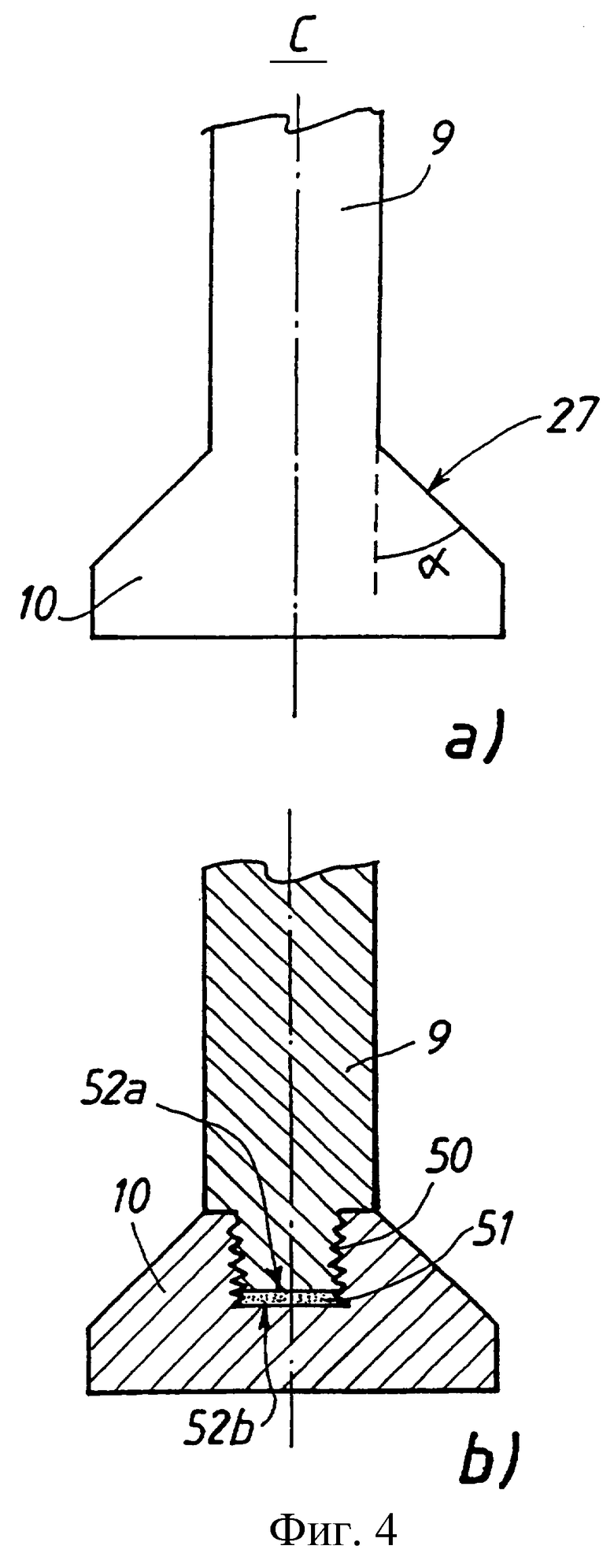
фиг.4 - предпочтительные варианты исполнения насадки средства для уплотнения согласно изобретению;
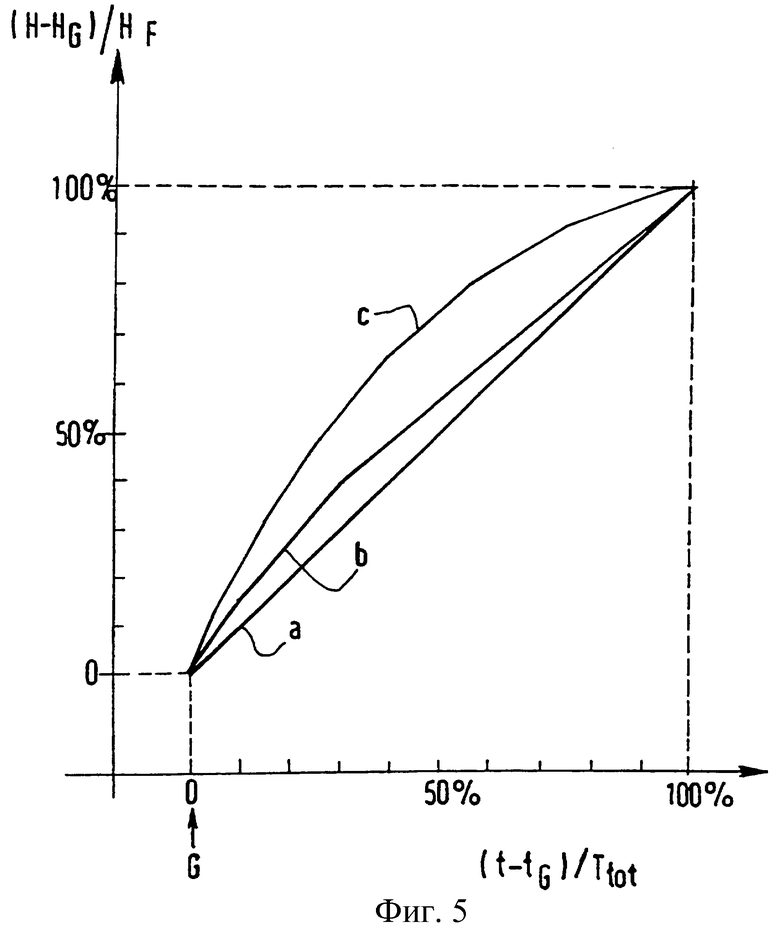
фиг.5 - кривые роста твердой массы, т.е. кривые зависимости высоты твердой массы от времени в соответствии с традиционной техникой (а) и в соответствии с изобретением (b, с);
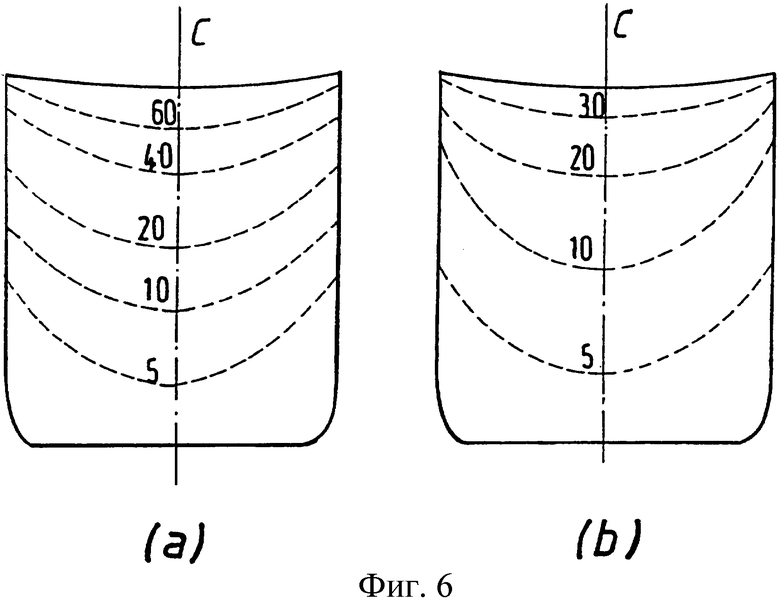
фиг.6 - профили с одинаковым содержанием кремния (содержание в миллионных долях, м.д.), обычно наблюдаемые на твердых массах, получаемых с помощью традиционной техники (а) и согласно изобретению (b). Эти твердые массы характеризуются круговой симметрией относительно оси С;
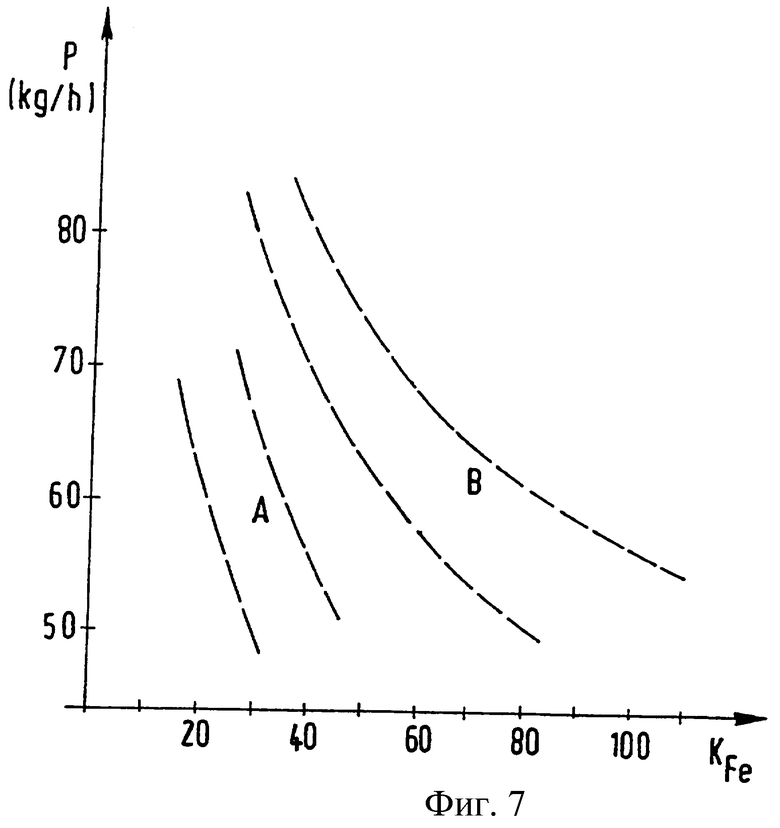
фиг.7 - типичные значения промышленной производительности Р (в кг/ч) и средней степени эффективной очистки К (безразмерная величина) в соответствии с традиционной техникой (А) и в соответствии с изобретением (В). Степень очистки соответствует отношению между средним содержанием одного или нескольких из данных элементов в исходном металле и средним содержанием тех же элементов в очищенном металле. Наиболее характерными элементами обычно являются основные примеси в первичном алюминии, получаемом с помощью электролиза, а именно железо и кремний.
Согласно изобретению способ очистки алюминия с использованием сегрегации, предназначенный для образования путем роста твердой массы очень высокой чистоты из массы жидкого алюминия, называемой маточным раствором, и включающим в себя образование кристаллов путем частичной кристаллизации, периодическое уплотнение твердой массы и накопленных кристаллов и повторное расплавление твердой массы путем нагрева в процессе роста, отличается тем, что он включает в себя периодическое измерение высоты Н твердой массы и корректирование мощности нагрева в зависимости от измеренной высоты Н для достижения скорости роста высоты твердой массы, уменьшающейся с течением времени.
В соответствии с предпочтительным вариантом осуществления изобретения, способ очистки алюминия с использованием сегрегации осуществляется в устройстве, содержащем огнеупорный тигель, приспособление для нагрева этого тигля, по меньшей мере одно средство для уплотнения, средства для вертикального перемещения упомянутого, по меньшей мере, одного средства для уплотнения и средство для отделения, и включает в себя операцию роста в тигле массы очищенного твердого алюминия на дне тигля из маточного раствора, причем эта операция включает в себя:
- образование кристаллов алюминия путем кристаллизации на, по меньшей мере, одной поверхности средства, называемой зоной кристаллизации, температура которой ниже температуры ликвидуса маточного раствора;
- отделение кристаллов с помощью средства для отделения кристаллов;
- миграция (или падение) кристаллов в направлении ко дну тигля под действием силы тяжести;
- накопление кристаллов на верхней поверхности твердой массы;
- периодическое уплотнение накопленных кристаллов и твердой массы с помощью средства или каждого из средств для уплотнения;
- частичное повторное расплавление твердой массы в процессе роста с помощью нагревательных средств;
причем способ отличается тем, что он включает в себя:
- измерение высоты Н твердой массы во время операции роста и
- корректирование мощности нагрева Р в зависимости от измеренной высоты Н.
Это корректирование выполняется преимущественно таким образом, чтобы получить определенную скорость роста высоты, которая при этом преимущественно убывает с течением времени.
Процесс обычно начинают с загрузки в огнеупорный тигель определенной начальной массы очищаемого маточного раствора, которую доводят до теплового равновесия с агрегатом в целом. Целесообразно предусмотреть перед загрузкой маточного раствора дополнительную стадию предварительного нагрева тигля и средства для уплотнения в нижнем положении тигля для того, чтобы избежать тепловых ударов у материалов и ускорить достижение теплового равновесия всего блока.
Извлекаемые из металла во время кристаллизации и частичного повторного расплавления примеси накапливаются в остаточном маточном растворе, который таким образом становится все более и более обогащенной этими примесями.
Наряду с этим, в конце операции роста согласно заявленному способу обычно предусматривается операция физического разделения остаточного маточного раствора и конечной твердой массы. Такую операцию разделения преимущественно производят тогда, когда высота твердой массы достигает предусмотренного значения Hf. Эту операцию можно произвести тогда, когда затвердеет определенная часть F исходной массы маточного раствора, где F преимущественно составляет величину от 50 до 80 и, более предпочтительно, от 60 до 75%.
Физическое разделение может быть осуществлено разными способами. Преимущественно оно выполняется опрокидыванием тигля с последующим продолжительным скапыванием загрязненного остаточного маточного раствора, окклюдированного между кристаллами. После такой операции очистки целесообразно извлечь тигель вместе с его обечайкой из печи и поместить на опрокидыватель, что позволяет слить загрязненный остаточный маточный раствор и удалить путем скапывания раствор, заключенный между кристаллами. В процессе этого скапывания можно также проскрести верхнюю часть твердой массы с помощью графитового винта с целью удаления зоны, в наибольшей степени пропитанной остаточной неочищенной жидкостью.
Способ может включать и дополнительную операцию отпиливания головки и/или основания необработанной твердой массы, извлеченной из тигля и охлажденной до температуры, позволяющей проводить с нею манипуляции (обычно до комнатной температуры). Как правило, операцию отпиливания осуществляют на необработанной твердой массе после скапывания, то есть после проведения операции скапывания загрязненной остаточной жидкости и охлаждения оставшегося твердого материала.
Высоту Н можно измерять с помощью приспособления для уплотнения, что значительно упрощает устройство и вследствие этого позволяет существенно уменьшить сложность механизмов устройства и снизить базовые инвестиционные и эксплуатационные расходы.
В соответствии с предпочтительным вариантом изобретения, кристаллы одновременно образуются на внутренней стенке тигля и на части одного или нескольких средств для уплотнения. Кристаллы преимущественно образуются в определенных зонах кристаллизации.
Обнаружено, что для образования кристаллов на одном или нескольких средств для уплотнения особенно целесообразно поступать таким образом, чтобы часть средства или каждого из средств для уплотнения попеременно погружалась и извлекалась, в результате чего происходит охлаждение определенной части средства или каждого из средств для уплотнения, называемой зоной кристаллизации, до температуры более низкой, чем температура ликвидуса маточного раствора во время выхода и образование кристаллов в указанной зоне во время погружения. Охлаждения можно простым образом достичь путем облучения и/или естественной или принудительной конвекции. Время погружения Ti и время выхода Те могут быть постоянными или меняющимися.
Установлено, что попеременные погружения и выходы средства для уплотнения, предназначенные для отделения кристаллов, приводят также к увеличению количества кристаллов, образующихся на средстве для уплотнения. Это увеличение тем больше, чем больше отношение времени выхода Те к времени погружения Ti. Точнее, это увеличение тем больше, чем больше отношение времени, проведенного в верхнем положении (положении охлаждения), Тr, к времени нахождения средств для уплотнения в нижнем положении (положении уплотнения и кристаллизации), Тc, в то время как абсолютное значение времени нахождения средств для уплотнения в нижнем положении значительно уменьшено. Таким образом, время выхода Те преимущественно больше времени погружения Ti. Говоря более точно, время нахождения средства для уплотнения в верхнем положении Тr преимущественно больше времени нахождения в нижнем положении Тc. Установлено, что масса кристаллов, образующаяся на стержне прямо пропорциональна Тr/Тс и обратно пропорциональна Тr+Тс.
В качестве примера обнаружено, что для одной печи вместительностью 2 т между элементарным циклом (А), в котором Ti=30 с и Те=8 с, и элементарным циклом (В), в котором Т1=15 и Те=23 с, при скорости подъема или опускания стержня между верхним и нижним положениями, равной в обоих случаях приблизительно 0,20 м/с, степень образования кристаллов в цикле В на 40 кг/ч выше, чем в цикле А, если придерживаться одной и той же проектной кривой роста твердой массы. Такое увеличение степени образования кристаллов для неизменной кривой роста сопровождается увеличением мощности нагрева, равной в среднем 4,5 кВт, и приводит к более высокой степени повторного расплавления образовавшихся кристаллов в элементарном цикле В по сравнению с циклом А. Эта разница приводит к повышению чистоты металла при постоянной производительности. Как правило, содержание железа и кремния в твердых массах, полученных в соответствии с условиями цикла В, были в среднем на 30% ниже, чем в твердых массах, полученных в соответствии с условиями цикла А (при постоянном конечном размере твердой массы и постоянстве общей длительности операции), что соответствует значительной разнице в степени очистки.
Последовательность, состоящая из выхода и погружения, образует элементарный цикл очистки. Каждый элементарный цикл может иметь как переменную, так и постоянную продолжительность. Продолжительность каждого цикла составляет преимущественно от 20 с до 5 мин. Слишком быстрый ритм приводит к образованию малого количества кристаллов в каждом элементарном цикле и делает более затруднительным нормальное отделение (обдирку) этих кристаллов. Слишком медленный ритм приводит к образованию слишком толстых и слишком твердых корок кристаллов в каждом элементарном цикле, что иногда вызывает блокировку обдирателей и приводит к понижению количества образующихся в единицу времени кристаллов.
Операция уплотнения преимущественно включает в себя приложение давления к твердой массе с помощью средства или каждого из средств для уплотнения и поддержания этого давления в течение периода времени Тc, которое в значительной степени близко к времени погружения Ti (и преимущественно составляет не менее 95% от Ti). Удержание в верхнем положении преимущественно продолжается в течение периода Тr, которое в значительной степени близко к времени выхода Те (и преимущественно составляет не менее 95% от Те).
Глубина погружения средства для уплотнения зависит от высоты Н твердой массы: она значительна в начале операции очистки и затем постепенно уменьшается по мере роста твердой массы. В операции уплотнения происходит сжатие твердой массы (22) и раздавливание кристаллов (21), накопившихся на верхней поверхности, в процессе чего выдавливается часть находящегося между кристаллами загрязненного раствора. Кроме того, при уплотнении, сопровождаемом раздавливанием твердой массы, новые твердые части входят в контакт с горячими стенками, облегчая частичное повторное расплавление. Операция уплотнения состоит преимущественно лишь из одного сжимающего движения средства или каждого из средств для уплотнения в течение времени Тc, вслед за этим производится измерение высоты Н(t) уплотненной твердой массы. На практике, когда высоту измеряют с помощью средства для уплотнения, ее можно измерить только начиная с момента, когда твердая масса достигает определенной минимальной высоты Нm, соответствующей наиболее низкой точке, которой может достичь средство для уплотнения - этот момент называют “зацеплением” (обозначаемым на фиг.5 буквой G). Принято измерять время t, начиная с зацепления.
Операция отделения кристаллов на тигле и на средстве или каждом из средств для уплотнения может быть проведена, когда средство или каждое из средств для уплотнения выведено из жидкого металла. Операция отделения кристаллов на средстве или каждом из средств для уплотнения может быть также проведена в процессе погружения средства или каждого из средств для уплотнения.
Миграция кристаллов по направлению к дну тигля преимущественно происходит главным образом в течение периода погружения Те одного или каждого из средств для уплотнения.
Операция повторного расплавления твердой массы в процессе роста является по существу непрерывным процессом. На практике повторное расплавление происходит только вокруг утрамбованной твердой массы (22) таким образом, что эффективная зона повторного расплавления (23) распространяется на дно тигля и его стенки до высоты Н. Повторное расплавление происходит практически на всей периферической поверхности твердой массы (22), включая верхнюю часть этой поверхности, расположенную на уровне зоны накопления кристаллов (21), как это показано на фиг.1-3. Корректирование мощности нагрева Р, которая зависит от измеренной высоты Н твердой массы (22), воздействует, по крайней мере, на мощность, прилагаемую ко всей твердой массе. Согласно изобретению степень повторного расплавления названной твердой массы меняется в процессе полной операции очистки и преимущественно следует определенному росту. Установлено, что средняя степень очистки может быть значительно повышена, когда средняя степень повторного расплавления нарастает по кривой таким образом, что отношение массы повторно расплавленных кристаллов Mr к массе образовавшихся кристаллов Mc (Mr/Mc) является для каждого элементарного цикла зависящей от времени t незатухающей функцией высоты уплотненной массы Н(t), т.е. твердой массы после операции уплотнения. Иными словами, искомая степень повторного расплавления является постоянной или возрастает с увеличением высоты H(t). Образовавшаяся вначале масса Мс равна сумме массы после повторного расплавления и повторно расплавленной массы. Повторное расплавление может быть также выражено как степень обогащения, которая равна отношению повторно расплавленной массы к массе, остающейся после частичного повторного расплавления.
Такая степень повторного расплавления приводит к искомой кривой роста твердой массы Ho(t), которая является нелинейной и выпуклой, т.е. имеет уменьшающийся или нулевой наклон (такая кривая показана на фиг.5). Иными словами, скорость возрастания высоты Н(t) уменьшается во времени. Кривую роста по изобретению успешно получают путем регулирования мощности нагревательных средств с использованием значения высоты твердой массы H(t), измеряемой в каждом элементарном цикле, которую сопоставляют с расчетным значением Ho(t) (соответствующим искомой типовой кривой возрастания уплотненной массы в течение времени). Как правило, когда значение H(t), измеренное в нескольких последовательных элементарных циклах, больше расчетного значения Ho(t), увеличивают мощность нагрева/ в противном случае ее уменьшают. При названном регулировании преимущественно принимают во внимание одновременно разницу между фактически измеряемой высотой H(t) (преимущественно среднее значение за несколько минут или несколько последовательных элементарных циклов (текущее среднее)) и расчетным значением Ho(t) и тенденцию этой разницы к возрастанию или уменьшению во времени, что имеет, в частности, целью избежать явлений, которые называют “раскачкой” регулирования. Было также найдено полезным корректировать мощность нагрева в зависимости от разницы между измеренной высотой Н и расчетным значением Но, т.е. управлять мощностью Р в зависимости от Н-Но, где Но является предусмотренным расчетным значением и функцией времени, прошедшего после зацепления.
Предпочтительно также, чтобы инкремент мощности ДР, приложенный в момент времени t, определялся формулой
ΔР=А×[H(t]-Но(t)]+В×{Δ[H(t)-Ho(t)]/Δt}
где А и В являются положительными эмпирическими коэффициентами, которые корректируют таким образом, чтобы обеспечить быстрое достижение расчетной высоты, но не допуская “раскачки” около этой расчетной высоты, несмотря на неизбежную тепловую инерцию устройства (обычно требуется несколько минут для того, чтобы какой-либо прирост мощности выразился в отклонении кривой роста кристаллов). Регулирование мощности нагрева с успехом обеспечивается информационной системой.
Было установлено, что при данной производительности, то есть фиксируя данную продолжительность полной сегрегации (и, следовательно, обеспечивая получение твердой массы определенного веса), способ проведения цикла и, в особенности, закономерность зависимости скорости, при которой выращивают твердую массу, от высоты (или твердой массы) уже уплотненной твердой массы обладает значительным влиянием на усредненную чистоту полученной конечной твердой массы. Иными словами, управление мощностью нагрева, имеющее целью увеличение высоты уплотненной твердой массы в соответствии с определенными закономерностями, неожиданным образом приводит к тому, что при данной производительности значительно улучшаются получаемые коэффициенты очистки.
Свободное пространство, оставляемое между одним или каждым из средств для уплотнения и внутренней стенкой тигля, преимущественно таково, что отделяемые кристаллы при их падении на дно тигля претерпевают эффект, носящий название “обогащение”. Этот эффект имеет место в том случае, когда кристаллы проходят вблизи стенки в зоне, где температура жидкого алюминия несколько выше температуры ликвидуса, что приводит к частичному повторному расплавлению поверхности кристаллов, содержащей большее количество примесей, чем центральная часть, что, в свою очередь, приводит к улучшению очистки.
Согласно одному из вариантов изобретения, размеры средства или каждого из средств для уплотнения и размеры тигля таковы, что, когда средство или каждое из средств для уплотнения находятся в нижнем положении (погруженном), свободная поверхность маточного раствора поднимается в такой степени, что он в значительной степени покрывает всю поверхность зоны кристаллизации на внутренней стенке тигля, а также таковы, что, когда средство или каждое из средств для уплотнения переводят в верхнее положение (выведено из жидкого металла), свободная поверхность маточного раствора опускается в такой степени, что верхняя часть образовавшейся в названной выше зоне кольцевой периферии кристаллов (25), по крайней мере, частично выходит из маточного раствора и что эти кристаллы могут быть отделены без проникновения в маточный раствор средств для отделения кристаллов (точнее их скребков). Этот вариант изобретения позволяет уменьшить износ скребков, что снижает частоту операций по уходу за средствами для отделения кристаллов, облегчает уход за устройством и уменьшает вероятность загрязнения маточного раствора, что приводит к более высокой и в большей степени управляемой степени очистки.
Как показано на фиг.1, в соответствии с предпочтительным вариантом осуществления изобретения, способ очистки сегрегацией по изобретению отличается тем, что он включает в себя:
- проведение элементарных циклов очистки, приводящее к образованию твердой массы очищенного алюминия (22), откладывающейся на дне тигля (2), причем каждый цикл включает в себя:
- поддержание в верхнем положении средства для уплотнения (12) в течение времени Тr, в то время как свободная поверхность (19) маточного раствора находится на уровне Nr (фиг.1А);
- опускание средства для уплотнения (12) и воздействие давлением на твердую массу (22) и кристаллы (21), накопившиеся на верхней поверхности средства для уплотнения, в то время как свободная поверхность маточного раствора (19) поднята до уровня Nc (фиг.1В);
- поддержание упомянутого давления и образование кристаллов (24, 25) одновременно на приспособлении для уплотнения и на поверхности тигля в названных выше зонах кристаллизации (29, 29а) в течение интервала времени Тc, преимущественно фиксированного (фиг.1С);
- измерение высоты Н твердой массы с помощью средства для уплотнения;
- повторный подъем средства для уплотнения до верхнего положения, называемого положением охлаждения, в то время как свободная поверхность маточного раствора (19) повторно опускается до уровня Nr;
- операция отделения кристаллов с помощью средств для уплотнения (13, 14), предпочтительно вне маточного раствора, в то время как отделенные таким образом кристаллы мигрируют затем по направлению к нижней части тигля под действием силы тяжести (фиг.1D);
- непрерывно протекающее частичное повторное расплавление твердой массы;
- корректирование мощности нагрева Р в зависимости от высоты Н;
- остановка элементарных циклов очистки, когда твердая масса достигает предусмотренной высоты Hf.
Названные выше зоны кристаллизации занимают длину Z1 тигля и длину Z2 стержня средства или каждого из средств для уплотнения.
Согласно изобретению устройство для очистки алюминия сегрегацией, способное образовывать путем нарастания массу твердого алюминия очень высокой чистоты из массы жидкого алюминия, называемой маточным раствором, включает в себя огнеупорный тигель, печь, оборудованную средствами для нагрева тигля, средства для образования кристаллов путем частичной кристаллизации на специальных поверхностях, называемых зонами кристаллизации, средства для отделения названных кристаллов, по меньшей мере одно средство для уплотнения кристаллов и твердой массы, средства для вертикального перемещения упомянутого средства или каждого из средств для уплотнения и приспособления, обеспечивающие повторное расплавление твердой массы путем нагрева в процессе роста, и отличается тем, что содержит средства для измерения высоты Н твердой массы и средства для управления мощностью нагрева нагревательных средств в зависимости от измеренной высоты Н. Управление осуществляется преимущественно таким образом, чтобы получить определенную скорость возрастания высоты, которая предпочтительно уменьшалась бы с течением времени. Средства повторного расплавления преимущественно обеспечивают в существенной степени непрерывное повторное расплавление периферической поверхности твердой массы.
Согласно одному из предпочтительных способов осуществления изобретения устройство (1) по изобретению содержит огнеупорный тигель (2), печь, оборудованную средствами для нагрева тигля (5, 5а, 6, 6а, 7, 7а), по меньшей мере одно средство для уплотнения (12) и средства для вертикального перемещения средства или каждого из средств для уплотнения, и отличается тем, что средство или каждое из средств для уплотнения (12) содержит стержень (9) и жестко связанную с ним уплотнительную насадку (10); средства для образования кристаллов (24, 25) частичной кристаллизацией одновременно на стержне (9) и на внутренней стенке тигля (26) в зонах (29, 29а), называемых зонами кристаллизации; средства (13, 14) для отделения кристаллов от стержня и внутренней стенки, при этом предусмотрено свободное пространство (28) между насадкой (10) и внутренней стенкой (26) тигля, достаточное для обеспечения прохода кристаллов, отделенных указанными средствами для отделения кристаллов, во время миграции кристаллов к нижней части тигля под действием силы тяжести; средства для измерения высоты Н твердой массы (22) в процессе роста; и средства для управления мощностью нагрева указанных нагревательных средств в зависимости от измеренной высоты Н, что позволяет добиваться скорости возрастания высоты Н с течением времени, которое предпочтительно определяется заранее.
Согласно одному из предпочтительных вариантов осуществления изобретения устройство содержит только одно средство для уплотнения.
Печь (4) преимущественно содержит изолирующую перегородку (40) и металлический корпус (41). Нагревательные средства (5, 5а, 6, 6а, 7, 7а) преимущественно распределяются вдоль тигля (2). Целесообразна организация индивидуального или группового регулирования нагревательных средств таким образом, чтобы иметь возможность определенным образом корректировать мощность нагрева по длине тигля. В частности, такое распределение нагревательных средств позволяет корректировать мощность нагрева, создаваемого непосредственно по всей совокупности частей твердой массы.
Устройство преимущественно содержит средства для измерения высоты Н массы (22), утрамбованной с помощью средства для уплотнения (12). Для этой цели устройство может содержать средство для измерения, в частности в процессе операции уплотнения, заглубления в маточный раствор средства для уплотнения, из чего определяют высоту уплотненной твердой массы. Устройство преимущественно снабжено средствами, позволяющими детектировать силу реакции твердой массы (22) с целью эффективного контроля за раздавливанием этой массы и прослеживанием динамики ее образования, которая выражается отношением высоты Н(t) к глубине тигля в течение времени t.
Является целесообразным, чтобы устройство содержало средство, позволяющее при каждой операции уплотнения сравнивать фактически уплотненную высоту с контрольной высотой, которая является искомой в данный момент операции Но(t), и управляющее мощностью нагрева Р в зависимости от разницы между H(t) и Ho(t). Устройство может содержать средство для управления мощностью нагрева, предпочтительно информационного типа, позволяющее увеличивать мощность, когда Н>Но, и уменьшать, когда Н<Но. Это управляющее средство воздействует на вышеуказанные нагревательные средства с целью получения искомой мощности нагрева.
Для названных выше средств для образования кристаллов на стержне используют охлаждение последнего (путем излучения и/или естественной или принудительной конвекции), когда стержень находится в верхнем положении (выход). Для вышеуказанных средств для образования кристаллов на внутренней стенке тигля используют понижение температуры этой стенки путем отвода тепла. Охлаждения стенки тигля в зоне кристаллизации (29) можно эффективно достичь, удлиняя стенку тигля выше нагреваемой зоны, даже за пределы печи (4), на длину, достаточную для обеспечения потерь тепла, в частности путем излучения и конвекции. Воздушная часть (32) тигля действует при этом в качестве средства для отвода тепла за счет реберного эффекта. Длина (Le) этой воздушной части (32), измеренная от верхней части (33) кольца (3), обычно находится в пределах от 2 до 15 см в случае устройства вместимостью 2 т при толщине перегородки Т порядка 5 см.
Частичная кристаллизация происходит и приводит к образованию кристаллов в зонах кристаллизации (29) и (29а), когда температура поверхности стенок тигля и стержня ниже температуры ликвидуса маточной жидкости. При этом общий тепловой поток в названных зонах направляется от жидкого металла к стенке тигля и к стержню.
Нижний предел зоны кристаллизации (29) на тигле соответствует участку на внутренней стенке, температура которого равна температуре ликвидуса. Зона, расположенная ниже зоны кристаллизации, соответствует зоне, называемой зоной повторного расплавления (31) (фиг.3). Узкую промежуточную зону между зоной кристаллизации и зоной повторного расплавления называют “нейтральной точкой”. В зоне повторного расплавления тепловой поток направлен от стенки тигля к металлу и температура стенки выше температуры ликвидуса металла. Отношение высоты зоны кристаллизации (Lc) к высоте зоны повторного расплавления (Lr) на тигле преимущественно ниже 0,3, предпочтительно ниже 0,25. На практике повторное расплавление происходит только вокруг уплотненной твердой массы (22), в результате чего эффективная зона повторного расплавления (23) размещается на дне тигля и на его стенке до высоты Н. Таким образом, практически вся периферическая поверхность твердой массы, включая верхнюю часть этой поверхности, оказывается повторно расплавленной.
Целесообразно также установка между тиглем и нагревательными средствами (5 и 5а) в верхней части печи теплового экрана (34), занимающего поверхность преимущественно несколько большую, чем зона кристаллизации (29). Этот экран позволяет фиксировать приблизительное положение нейтральной точки, отделяющей зону кристаллизации от зоны повторного рассплавления на внутренней стенке тигля, и устраняет сильный источник нестабильности этого положения при изменении мощности нагрева.
Поперечное сечение тигля преимущественно меньше поперечного сечения насадки. Свободное пространство (28) между периферией насадки средства для уплотнения и внутренней стенкой тигля преимущественно таково, что кристаллы могут накапливаться на дне тигля настолько быстро, что они отделяются от стержня и стенки тигля средствами для отделения кристаллов. Расстояние D между насадкой и внутренней поверхностью тигля предпочтительно таково, что отделяемые кристаллы при их падении на дно тигля претерпевают эффект, носящий название “обогащение”. Этот эффект имеет место в том случае, когда кристаллы проходят вблизи стенки в зоне, где температура жидкого алюминия несколько выше температуры ликвидуса, что приводит к частичному повторному расплавлению поверхности кристаллов, содержащей большее количество примесей, чем центральная часть, что, в свою очередь, приводит к улучшению очистки. Расстояние D, как правило, является практически постоянным и большим или равным 30 мм, предпочтительно составляет от 50 до 100 мм. Слишком большое расстояние приводит к малой поверхности уплотнения (15), что снижает эффективность операции уплотнения.
В этих условиях насадка имеет тенденцию сближать кристаллы стенки тигля и заставляет их проходить вблизи поверхности стенки, где температура маточного раствора практически несколько выше температуры ликвидуса. Целесообразно также, когда средство для уплотнения находится в верхнем положении, проводить операцию таким образом, чтобы нижняя часть насадки оставалась ниже нейтральной точки, что способствует проявлению эффекта обогащения.
Свободное пространство (28а) между стержнем (9) и внутренней стенкой (28) тигля таково, что средства для отделения кристаллов (13, 14) могут свободно передвигаться, и в то же время кристаллы (24, 25) имеют возможность быстро образовываться. Поперечное сечение стержня (9) имеет преимущественно круглую форму, а его диаметр составляет преимущественно от 20 до 35% от внутреннего диаметра тигля. Слишком малый диаметр дает механическое сопротивление, которое может оказаться недостаточным для уплотнения твердой массы, и приводит к низкой степени образования кристаллов, обусловленной ограничением выводимого теплового потока. Слишком большой диаметр приводит к погруженному объему, который слишком сильно ограничивает полезный объем тигля и, следовательно, его производительность.
Стержень (9) и насадка (10) выполнены преимущественно полностью или частично из графита, что позволяет значительно снизить риск загрязнения маточного раствора. Повышенная теплопроводность графита позволяет эффективно охлаждать стержень в зоне кристаллизации (29а) и быстро отводить выделяющуюся при кристаллизации тепловую энергию. Еще более предпочтительно, чтобы стержень (9) полностью или частично был выполнен из графита, обработанного против окисления на воздухе пропиткой соединением такого типа, как фосфат алюминия или цинка, фосфорная кислота или их смесь или борная кислота. Можно также частично пропитывать поверхностную зону стержня соединением такого типа, как SIC, препятствующим износу. Целесообразно также покрывать стержень (9) футеровкой или защитным покрытием из керамики, защищающим от окисления или истирания стержня, такого типа как покрытие из карбида кремния или из сиалона (термин, означающий “оксинитрид кремния и алюминия” или по-английски “Silicon Aluminium Oxynitride”). Эти меры позволяют избежать появления графитовых частиц, которые чаще всего рассыпаются в результате окисления, захватываются средствами для отделения кристаллов и оказываются таким образом в твердой массе. При использовании очищенного металла такие частицы могут оказывать вредное влияние, например локальное образование пузырьков газа или локальное отслаивание частиц графита.
Верхняя часть (27) насадки (10) предпочтительно имеет форму усеченного конуса, как это изображено на фиг.4а. Угол конусности, т.е. угол α между осью С стержня и поверхностью (27) конуса составляет предпочтительно величину от 40 до 50°. Слишком большой угол конусности, т.е. больший, чем угол откоса естественного осыпания кристаллов, может привести к накоплению кристаллов на поверхности усеченного конуса (27), что снижает общую эффективность устройства, так как эти кристаллы не участвуют в образовании твердой массы (22) и в дополнительной очистке с помощью повторного расплавления. Слишком малый угол конусности выражается в слишком длинной насадке, которая занимает заметную часть полезного объема тигля, и вследствие этого уменьшает количество алюминия, загружаемого в тигель и пригодного для проведения операции очистки. С другой стороны, удлинение насадки значительно уменьшает длину стержня, на которой могут образоваться легко отделяемые кристаллы, то есть кристаллы, которые могут быть легко отделены с помощью средств (13).
Целесообразно также обеспечить насадку (10) средства для уплотнения каналами (11) между нижней поверхностью, называемой поверхностью уплотнения (15), и верхней поверхностью (27) этой насадки, что улучшает истечение маточного раствора, в частности при операции уплотнения твердой массы (22).
Согласно одному из предпочтительных вариантов изобретения насадка (10) и стержень (9) представляют собой две отдельные, хотя и соединенные между собой детали и теплопроводность стыка между двумя деталями мала, т.е. по меньшей мере в 10 раз меньше теплопроводности стержня, в результате чего между стержнем и насадкой возникает по крайней мере частичный тепловой разрыв. Этот тепловой разрыв позволяет значительно ограничить охлаждение насадки через стержень, в частности когда последний находится в верхнем положении и близок к поверхности маточного раствора (как это имеет место в конце цикла очистки), что позволяет ограничить образование кристаллов на тех поверхностях насадки, которые являются трудно- или даже полностью недосягаемыми для средств для отделения кристаллов. Стержень и насадка выполнены преимущественно из одного и того же материала с целью избежать проблемы различного расширения, предпочтительно из графита. Как это показано на фиг.4b, предпочтительный способ осуществления этого варианта состоит в создании резьбового стыка между стержнем и насадкой и установки диска (51) из теплоизоляционного материала на значительную часть контактной поверхности между двумя деталями, предпочтительно, по крайней мере, между двумя плоскими участками (52а, 52b), с целью уменьшения теплового потока по меньшей мере на 20% по сравнению с вариантом, в котором насадка и стержень образуют одну деталь. Такой изолирующий материал преимущественно обладает теплопроводностью по меньшей мере в 10 и, предпочтительно, в, по меньшей мере, в 100 раз более низкой, чем теплопроводность стержня.
Согласно одному из вариантов изобретения размеры средства или каждого из средств для уплотнения и тигля таковы, что, когда средство или каждое из средств для уплотнения находится в нижнем положении, свободная поверхность маточного раствора поднимается в такой степени, что она в значительной мере покрывает всю зону кристаллизации (29) на внутренней стенке тигля, и таковы, что, когда средство или каждое из средств для уплотнения переводится в верхнее положение, свободная поверхность маточного раствора опускается настолько, что верхняя часть кольцевой периферии кристаллов (25), образовавшейся в вышеуказанной зоне, по крайней мере, частично поднимается над маточным раствором, благодаря чему кристаллы могут быть отделены без проникновения в маточный раствор средств для отделения кристаллов (точнее их скребков). Этот вариант изобретения позволяет уменьшить износ скребков, что снижает частоту операций по уходу за средством для отделения кристаллов, облегчает уход за устройством и уменьшает вероятность загрязнения маточного раствора, что приводит к более высокой и в большей степени управляемой степени очистки (в частности, когда изобретение используют для очистки уже рафинированного металла или для “ультраочистки” с целью достижения чистоты выше 99,999%).
Средства для отделения кристаллов (13) и (14) позволяют отделять кристаллы (24, 25) путем соскабливания со стержня. Устройство преимущественно содержит такие средства, чтобы операция отделения кристаллов производилась на стержне тогда, когда средство или каждое из средств для уплотнения находится в состоянии подъема, и на поверхности тигля тогда, когда средство или каждое из средств для уплотнения находится в верхнем положении (выход). Более предпочтительно, чтобы средства для отделения кристаллов (13) на стержне содержали средство для позиционирования соскабливателей или скребков (8) на стержне, когда последний начинает свой подъем, и для их отвода, как только стержень достигает верхнего положения (положения охлаждения). Согласно наиболее предпочтительному способу осуществления изобретения скребки удерживают на определенном уровне по отношению к ободу тигля, и операция отделения кристаллов осуществляется в процессе перемещения вверх средства или каждого из средств для уплотнения. На практике скребки могут быть прижаты к стержню только тогда, когда стержень совершает подъем. Согласно одному из вариантов этого способа осуществления изобретения скребки перекрывают только часть периферии стержня (приблизительно половину), то есть они имеют существенно полукруглую форму и операция отделения кристаллов производится по всей периферии стержня при вертикальном движении в комбинации с вращательным перемещением стержня.
Средства для отделения кристаллов могут быть оборудованы системой регулировки их положения по отношению к свободной поверхности маточного раствора таким образом, чтобы имелась возможность компенсировать понижение уровня свободной поверхности, по мере того как уплотненная твердая масса увеличивается, что приводит к уменьшению общего объема из-за разницы в плотности между маточным раствором и твердой массой.
Согласно одному из предпочтительных способов осуществления изобретения устройство (1) отличается тем, что тигель (2) обладает цилиндрической симметрией относительно оси С, называемой осью вращения; что названное устройство содержит средства (17), приводящие тигель во вращение относительно оси вращения С; и что соскабливание по всему периметру зоны кристаллизации (29) на тигле осуществляется комбинированным действием возвратно-поступательных вертикальных движений приспособления для отделения кристаллов (14) и вращения названного тигля. Такого рода конфигурация значительно уменьшает загромождение пространства средствами для отделения кристаллов (13, 14) и уменьшает сложность механических систем, независимо приводящих в действие указанные средства.
Согласно одному из предпочтительных вариантов этого способа осуществления изобретения тигель (2) заключен в стальной корпус (3), с бортиком (30), в то время как корпус (3) установлен на наклонных валках (18), имеющих форму усеченного конуса, через посредство пластины (16), поддерживающей блок тигель/корпус. Валки в форме усеченного конуса делают возможным не только облегченное вращение тигля, но и обеспечивают также автоцентрирование пластины (16) относительно оси устройства. Приведение во вращение тигля может быть с успехом осуществлено путем привода одного из валков в форме усеченного конуса.
Твердые массы согласно изобретению могут быть получены промышленным способом с помощью устройства по изобретению, в частности путем загрузки в огнеупорный тигель исходной массы предназначенного для очистки жидкого алюминия, называемого маточным раствором; образования кристаллов частичной кристаллизацией указанного маточного раствора в зонах кристаллизации на стержне (29а) и на стенке тигля (29); отделения кристаллов с помощью средств для отделения кристаллов (13) и (14); периодического уплотнения накопившихся кристаллов (21) и твердой массы (22) на дне тигля с помощью средства для уплотнения (12) таким образом, чтобы обеспечить непрерывный рост твердой компактной массы; непрерывного частичного повторного расплавления твердой массы с целью осуществления дополнительной очистки твердой массы; управления мощностью нагрева нагревательных средств (5 и 7а) в процессе роста твердой массы в зависимости от высоты Н с целью достижения скорости роста Н, которая преимущественно является определенной и уменьшающейся; и физического разделения маточной жидкости и конечной твердой массы, называемой конечной твердой массой.
Кристаллы образуются на стержне в основном тогда, когда он погружен в маточный раствор, в то время как на стенке тигля кристаллы образуются почти непрерывно.
В процессе элементарных циклов очистки насадка (10) преимущественно всегда погружена в маточный раствор с целью предотвращения образования кристаллов на верхней или нижней поверхности, которые (кристаллы) вносят вклад в уменьшение объема остаточной маточной жидкости и, следовательно, к увеличению содержания в ней остаточных примесей, но не участвуют в образовании массы уплотненных очищенных кристаллов.
Изобретение применимо также к ультраочистке алюминия, которая, исходя из алюминия с чистотой, равной по меньшей мере 99,91%, позволяет получать алюминий с минимальной чистотой 99,998%. Такой металл, в частности, предназначен для металлизации интегральных схем. При очистке такой степени возникает дополнительная трудность, состоящая в необходимости как можно более полно устранять радиоактивные примеси и, в частности, уран и торий. В общем случае очищаемым исходным металлом является металл, уже подвергнутый электролитическому рафинированию и имеющий уже очень пониженные содержания перитектических элементов, таких как Ti, V, Zr и Сr (в сумме менее 1 м.д.) и очень умеренные содержания обычных эвтектических примесей, таких как Fe, Si, Сu (каждая менее 5 м.д.). Этот металл, напротив, имеет содержание урана и тория, неприемлемое для металлизации интегральных схем, например более 0,1 м.д. тория и более 0,01 м.д. урана, в то время как требования производителей интегральных схем в настоящее время соответствуют содержаниям, ограниченным суммой U+Th менее 0,0007 м.д. Это ограничение на очень малые содержания радиоактивных примесей еще более ужесточается с уменьшением размера образующих схемы элементарных транзисторов и пожелание производителей в отношении суммы U+Th приближается к пределам ниже 0,0001 м.д., что вызывает необходимость более чем в 1000 раз понизить исходное содержание этих примесей в рафинированном металле. При использовании существующих способов столь ограниченное содержание радиоактивных примесей может быть достигнуто только путем применения каскадных очисток (например, двух последовательных сегрегаций), что значительно увеличивает производственные расходы и очень заметно снижает выход конечного очищенного металла в расчете на исходный электрорафинированный металл.
Испытания
Серия испытаний 1
Были проведены промышленные испытания устройств с различной производительностью. В этих устройствах использовалось единственное средство для уплотнения, не опускающееся до дна тигля. В этих условиях уплотнение начинает осуществляться только тогда, когда твердая масса достигает положения максимального заглубления средства для уплотнения; именно в этот момент происходит вышеуказанное “зацепление”. Эта характеристика представляет собой вариант, не ограничивающий устройство и способ согласно изобретению.
Были проведены испытания по трем типам кривых роста (или “кривых подъема”) твердых масс:
a) скорость подъема Vm, в существенной степени постоянная в течение всего времени (Ttot) роста (существующий способ);
b) скорость подъема, содержащая три площадки скорости подъема: за начальной площадкой, равной 1,5 Vm, в течение времени, равного 10% Ttot, следует площадка, равная 1,2 Vm, в течение 20% Ttot, и, наконец, площадка, равная 0,87 Vm, в течение 70% Ttot;
c) скорость подъема, содержащая восемь площадок скорости подъема: за начальной площадкой, равной 2,4 Vm, в течение 5% Ttot, следует площадка, равная 2,0 Vm, в течение 10% Ttot, далее площадка, равная 1,6 Vm, в течение 10% Ttot, далее площадка, равная 1,2 Vm, в течение 15% Ttot, далее площадка, равная 0,9 Vm, в течение 15% Ttot, далее площадка, равная 0,65 Vm, в течение 20% Ttot, далее площадка, равная 0,375 Vm, в течение 20% Ttot, и, наконец, площадка с нулевой скоростью подъема в течение 5% Ttot.
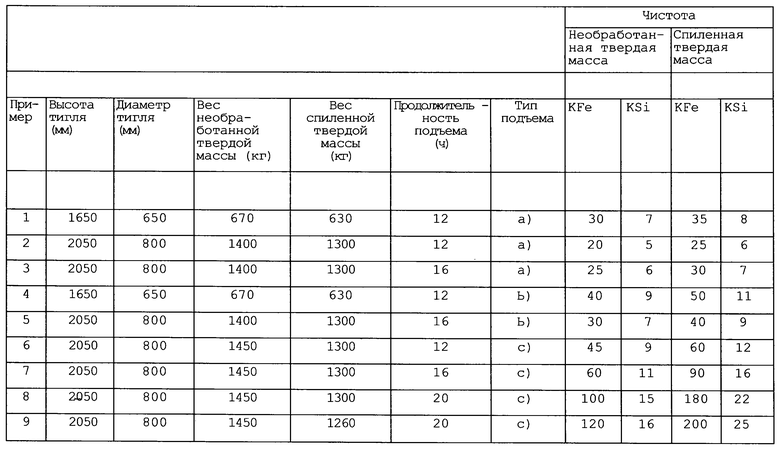
В таблице собраны основные размеры используемых печей, параметры роста блюмов и средние значения степени очистки, полученные из приблизительно 5-15 испытаний на кривую подъема и на тип печи. Все эти испытания были проведены с использованием цикла уплотнения, включающего время выхода стержня, равное 23 с, и время погружения (положение кристаллизации и уплотнения), равное 15 с. Эти испытания доказывают, что твердые массы, получаемые с практически постоянной скоростью подъема, имеют внутреннюю неоднородность и различия между отдельными блюмами значительно более велики, чем различия между отдельными блюмами по изобретению. Отмечается также то, что средняя чистота твердой массы тем меньше, чем больше диаметр тигля, что заявитель, в частности, объясняет тем, что периферическая часть твердой массы, характеризующаяся наиболее высокой степенью чистоты, обратно пропорциональна диаметру твердой массы и, следовательно, диаметру тигля.
Эти испытания также показывают, что образование кристаллов одновременно на стержне (как правило, приблизительно 40% в данных испытаниях) приспособления для уплотнения и на внутренней стенке тигля (приблизительно 40%) позволяет значительно повысить степень образования кристаллов частичной кристаллизацией, не требуя при этом мощностей охлаждения, обременительных с точки зрения производственных или инвестиционных расходов. Этот факт мог бы возможно быть объяснен быстрым накоплением кристаллов на дне тигля, связанным с пространством между насадкой и стенкой тигля, а также использованием стержня, служащего также для кристаллизации, в результате чего эта стадия перестает быть лимитирующей, и эффектом обогащения кристаллов во время их падения противотоком по отношению к поднимающемуся потоку горячего жидкого алюминия.
Заявитель попытался понять причину существенного улучшения средней чистоты твердых масс, достигаемой при использовании очень выпуклых кривых подъема кристаллов (то есть скорости подъема, сильно убывающей по мере возрастания уже уплотненной высоты). С этой целью от одной из твердых масс, изготовленных в соответствии с примером 3, и от одной из твердых масс, изготовленных в соответствии с примером 7, были взяты диаметральные отрезки (осевые “срезы” твердых масс). Среди образцов, отобранных по всей поверхности этих отрезков, были проанализированы с помощью сцинтиляционной спектроскопии на содержание кремния и железа. Этот анализ позволил произвести картографию содержания железа и кремния в металле в зависимости от положения образцов в каждом осевом отрезке твердой массы. На фиг.6 приведены полученные результаты по содержанию кремния в виде изоконцентрационных кривых. Эти кривые показывают, что в твердых массах, изготовленных в соответствии с примером 3 (фиг.6а), содержание кремния сильно возрастает с уплотненной высотой, начиная с дна тигля, и что такое возрастание содержания кремния с высотой значительно слабее для твердой массы, изготовленной в соответствии с примером 7(фиг.6b). Кроме того, в последнем случае отмечается лучшая очистка внешнего венца твердой массы по сравнению с первым случаем, особенно для “верхней” части твердой массы.
Было установлено, что для твердой массы, изготовленной в соответствии с примером 7, достаточно очень умеренного отпиливния “головки”, чтобы устранить наибольшую часть в наименьшей степени очищенной зоны твердой массы (в которой содержание превышает 25-30 м.д.). Отпиливание головки твердой массы порядка 5-8% позволяет достичь очень высокой средней чистоты остающегося после отпилки твердого металла. Напротив, для твердой массы, изготовленной в соответствии с примером 3, отмечают, что зона менее высокой чистоты значительно более обширна, и становится понятным, что отпилка, даже, возможно, значительно большая (которая в значительной степени снижает производительность, т.е. чистый конечный вес подвергшегося отпилке блюма для той же продолжительности операции), позволяет лишь незначительно повысить среднюю чистоту остающегося после отпилки металла.
Полученные результаты показывают, что для очень выпуклых кривых роста типа с) однородность состава получаемых твердых масс является значительно лучшей и этот состав является в среднем значительно более чистым.
Серия испытаний 2
С целью оценки влияния более высокой однородности внутреннего состава отдельных твердых масс, изготовленных в соответствии с выпуклыми кривыми роста типа с), заявитель произвел в рамках контроля производства анализы на 90 твердых массах, изготовленных из первичного металла, с практически постоянным составом (а именно с содержанием железа от 280 до 320 м.д. включительно и содержанием кремния от 180 до 220 м.д. включительно). Все 90 соответствующих операций сегрегации были проведены в больших тиглях вместимостью 2000 кг маточного раствора и с продолжительностью подъема твердых масс 18 ч после зацепления. Из этих 9 операций 45 были проведены по линейным кривым роста типа а) и 45 по выпуклым кривым роста типа с). После завершения уплотнения загрязненную жидкость удаляли и все твердые массы подвергали скапыванию в течение времени не менее 40 мин и, кроме того, производили соскабливание их обогащенной загрязненной остаточной жидкостью тестообразной головки с помощью графитового винта с целью удаления этой более загрязненной зоны на глубину приблизительно 8 см (точнее в пределах от 5 до 10 см). После соскабливания и скапывания с последующим охлаждением холодные твердые массы извлекали из тигля и взвешивали в необработанном состоянии. Их вес колебался от 1370 до 1460 кг при среднем весе 1405 кг (две популяции твердых масс, т.е. те, которые получали путем подъема типа а), и те, которые получали путем подъема типа с) не отличались одна от другой по весу). У всех твердых масс после этого отпиливали головку, соблюдая постоянство длины остающихся после отпилки твердых масс, соответствующей весу нетто остающегося после отпилки твердой массы, равной 1300±10 кг. 45 твердых масс типа а) и 45 твердых масс типа с) были отдельно переплавлены группами из 3 твердых масс (15 операций переплавки твердых масс типа а) и 15 операций переплавки твердых масс типа с)) в нагреваемой радиационными трубами печи вместимостью 4 т, с футеровкой из высокочистого алюминия. Предварительно было установлено, что эта печь очень мало загрязняла металл в процессе переплавок (захват железа менее 0,3 м.д. и захват кремния менее 1,0 м.д.). После каждой операции переплавки отбирали пробы переплавленного металла и анализировали их на содержание железа и кремния. Эти анализы показали, что:
- среднее содержание железа в переплавленном металле для 15 переплавок по 3 твердые массы составило 8,3 м.д. при разбросе значений от 3,4 до 14,7 м.д. (разница между крайними значениями 11,3 м.д.), а среднее содержание кремния в переплавленном металле составило 28 м.д. при разбросе значений от 15 до 51 м.д. (разница между крайними значениями 36 м.д.);
- среднее содержание железа в переплавленном металле для 15 переплавок по 3 твердой массы составило 3,0 м.д. при разбросе значений от 1,4 до 5,2 м.д. (разница между крайними значениями 3,8 м.д.), а среднее содержание кремния в переплавленном металле составило 12 м.д. при разбросе значений от 6,4 до 18 м.д. (разница между крайними значениями 11,6 м.д.).
Эти данные показывают, что очень выпуклые кривые подъема типа с) приводят не только к более высоким средним значениям чистоты подвергшегося сегрегации металла по сравнению с линейными кривыми подъема типа а), но они приводят также к значительно меньшему разбросу чистоты, то есть к ее меньшему непостоянству. Такое улучшение является важным, поскольку при промышленном производстве подвергшиеся сегрегации твердые массы не могут быть проанализированы перед их переплавкой; чтобы уменьшить расходы, твердые массы переплавляют как можно более крупными партиями. Большой разброс чистоты между отдельными твердыми массами приводит к повышенной опасности того, что может оказаться забракованной вся плавка из-за невыполнения требований к чистоте, если одна или несколько твердых масс далеко переходят границы содержания в них рассматриваемых примесей. Как правило, для уменьшения этой опасности при промышленном производстве ориентируются на среднее содержание примесей в твердых массах, которое имеет порядок максимально допустимого содержания минус двойной разброс значений между отдельными твердыми массами. При этом условии большой разброс приводит к увеличению себестоимости очистки, вынуждая значительно повышать среднюю чистоту.
Серия испытаний 3
Были также проведены испытания соответствующей изобретению ультраочистки алюминию с чистотой 99,99% до минимальной чистоты 99,9995% с использованием очень выпуклых кривых подъема типа с) и ультрачистого графитового тигля, позволяющего снизить опасность загрязнения металла примесями от огнеупоров, из которых выполнены обычные тигли. В графитовый тигель со средним внутренним диаметром 600 мм и высотой 2000 мм и защищенный изнутри облицовкой из высокочистой окиси алюминия, закрепленной с помощью геля окиси алюминия, предварительно отвержденного при 700°С, было загружено 1310 кг электрорафинированного алюминия, имеющего следующий состав: Fe=2 м.д., Si=3 м.д., Сu=2 м.д., Тh=0,12 м.д., U=0,02 м.д., Ti+V+Zr=0,5 м.д. После зацепления подъем кристаллов производили в течение 20 ч по кривой типа с) с расчетом на конечный вес уплотненной твердой массы (перед соскабливанием и скапыванием) 880 кг. По завершении операции загрязненный остаточный раствор сливали путем опрокидывания, головку твердой массы проскабливали графитовым винтом на глубину 100 мм и продолжали скапывание в опрокинутом состоянии в течение одного часа. После скапывания твердую массу оставляли охлаждаться и извлекали из тигля (его вес брутто составлял при этом 780 кг). После этого отпиливали одновременно основание необработанной твердой массы (удаляли 35 кг) и головку (удаление “кружка” весом 80 кг), после чего снимали периферический слой толщиной приблизительно 1 см с помощью обтачивания с целью удаления каких бы то ни было следов облицовки, которые могли бы загрязнить отвержденную массу. После этих операций вес нетто обточенного твердой массы с отпиленными головкой и основанием составлял 630 кг. Твердая масса была затем переплавлена в печи с тиглем из ультрачистого графита, после чего переплавленный металл был проанализирован с помощью масс-спектрометра с люминесцентным разрядом. Полученные с помощью этого анализа значения содержания примесей были следующие: Fe<0,2 м.д., Si=0,25 м.д., Сu=0,3 м.д., Ti+V+Cr+Zr<0,3 м.д. в сумме, U≤0,05 миллиардных долей и Th≤0,05 миллиардных долей (аналитический предел).
Эти испытания показывают, что содержание перитектических примесей в переплавленном металле оказывается более низким, чем в исходном электрорафинированном металле, в то время как обычно считается, что перитектические элементы концентрируются в отвержденной части металла. Анализ блока весом 35 кг, отпиленного от основания твердой массы, обнаружил большое содержание перитектических элементов. Заявитель приписывает полученный результат механизмам очистки, которые вопреки принятым представлениям способствуют концентрированию перитектических элементов в основании твердой массы, которое может быть удалено с помощью умеренной отпилки. Это явление наблюдали также в твердых массах металла 4N, полученных из первичного металла с чистотой от 99,6 до 99,93%.
Испытание также показало, что наблюдаемые коэффициенты очистки от радиоактивных примесей U+Th значительно улучшены (отношение исходного содержания подлежащего удалению металла к его конечному содержанию в подвергшемся отпилке и обтачиванию блюме в случае тория составляет более 2400), значительно превосходя коэффициенты равновесия твердое вещество/жидкость (в случае тория и урана порядка 100-200), при сохранении значительного выхода конечного очищенного металла в расчете на исходный металл (630 кг/1310 кг=48%).
Прирост, который дают выпуклые кривые подъема типа с) наблюдаемым коэффициентам очистки, подтвержден таким образом в случае ультраочистки предварительно рафинированного металла и позволяет значительно понизить себестоимость производства сверхчистого металла, предназначенного для применения в электронике. Испытание также показало, что в том случае, когда желательно снизить содержание некоторых перитектических элементов, целесообразно предусмотреть операцию отпиливания основания твердой массы, полученной заявленным способом.

Изобретение относится к области металлургии, а именно к способам и устройствам для очистки алюминия методом сегрегации из неочищенного жидкого алюминия, позволяющим получать алюминий высокой степени чистоты. Предложен способ, включающий образование кристаллов алюминия путем кристаллизации на по меньшей мере одной поверхности данного устройства, называемой зоной кристаллизации, отделение кристаллов с помощью средства для отделения кристаллов, миграцию кристаллов в направлении ко дну тигля под действием силы тяжести, накопление кристаллов на верхней части поверхности твердой массы, периодическое уплотнение кристаллов и твердой массы с помощью средства или каждого из средств для уплотнения, непрерывное частичное повторное расплавление твердой массы в процессе ее роста с помощью нагревательных средств, при этом измеряют высоту Н твердой массы во время ее роста и корректируют мощность нагрева Р в зависимости от измеренной высоты Н для достижения скорости роста высоты твердой массы, уменьшающейся с течением времени. Устройство содержит огнеупорный тигель, печь, оборудованную средствами для нагрева тигля, средства для образования кристаллов, средство для отделения кристаллов, по меньшей мере одно средство для уплотнения кристаллов и твердой массы, средства для вертикального перемещения средства или каждого из средств для уплотнения и средства, обеспечивающие непрерывное частичное повторное расплавление твердой массы в процессе ее роста с помощью нагревательных средств, при этом оно снабжено средством для измерения высоты Н твердой массы во время ее роста и средством управления мощностью нагрева Р в зависимости от измеренной высоты Н для достижения скорости роста высоты твердой массы, уменьшающейся с течением времени. Использование предложенного способа и устройства позволит повысить производительность процесса и получить алюминий высокой чистоты, а именно с содержанием алюминия более 99,95%. 2 н. и 35 з.п. ф-лы, 1 табл., 7 ил.
| JP 58167733 А, 04.10.1983 | |||
| Способ очистки алюминия методом фракционной кристаллизации | 1987 |
|
SU1732817A3 |
| Чугун | 1982 |
|
SU1090747A1 |
| СПОСОБ ОЧИСТКИ ВЕЩЕСТВ | 0 |
|
SU209753A1 |
| US 4734127 А, 29.03.1988 | |||
| US 4456480 A, 26.06.1984. | |||

