Изобретение относится к измерительной технике, в частности к рентгеновской толщинометрии, и может быть использовано при контроле толщины листовых металлических изделий в прокатном производстве, а также толщины лент, полос из различных материалов как в статике, так и динамике.
Известны рентгеновские способы измерения толщины листовых изделий, реализованные в устройствах, заключающиеся в том, что изделие просвечивают уже продетектированным рентгеновским потоком, который после прохождения изделия детектируют вновь, затем электрические сигналы от детектирования рентгеновского потока до изделия и после него анализируют и по величине изменения частного электрических сигналов судят о толщине листа [SU Патент N 718700, G 01 В 15/02, 28.02.80].
Точность контроля такими способами неудовлетворительная из-за наличия высокочастотной флуктуационной помехи, имеющей место даже при незначительном изменении толщины контролируемой стенки изделия, причем величина помехи может быть соизмерима с величиной полезного сигнала и, кроме того, эта флуктуация не устраняется и не компенсируется данными способами.
Наиболее близким техническим решением к заявляемому представляется рентгеновский способ измерения толщины листового изделия, реализованный в устройстве воспроизведения способа, заключающийся в том, что изделие просвечивают заранее продетектированным рентгеновским потоком, а после просвечивания изделия этот поток вновь детектируют, далее оба электрических сигнала от детектирования рентгеновского потока до изделия и после его суммируют, затем их вычитают и полученные результаты от суммирования и вычитания делят друг на друга, а по частному значению от деления судят о величине измеряемой толщины [RU Патент N 2179706, кл. G 01 В 15/02, БИ N5, 2002 - прототип].
В этом техническом решении флуктуационная составляющая исключена, колебание анодного тока рентгеновского излучения также компенсируется действиями способа (сложением, вычитанием и делением электрических сигналов детектирования), несмотря на то, что контролируемое изделие просвечивают уже продетектированным рентгеновским потоком. С другой стороны детектирование рентгеновского потока всегда вызывает его ослабление (фильтрацию), поэтому детектирование потока до изделия приводит к понижению потенциальной чувствительности способа, а при контроле изделия малой толщины происходит существенное поглощение мягкой составляющей спектра рентгеновского излучения, что также понижает чувствительность способа, кроме того, его точность также недостаточная за счет появления погрешности, связанной с изменением спектрального распределения регистрируемого потока рентгеновского излучения.
Суть изобретения состоит в том, что рентгеновский способ измерения толщины изделия, заключающийся в том, что изделие просвечивают потоком рентгеновского излучения, детектируют этот поток с противоположной стороны изделия и по изменению электрического сигнала продетектированного потока, прошедшего через изделие, судят о его толщине, отличается тем, что сначала просвечивают потоком рентгеновского излучения поочередно образцы эталонной толщины, а прошедшее через каждый из образцов рентгеновское излучение детектируют дважды последовательно вдоль потока, но с разной спектральной чувствительностью, а электрические сигналы I1 и I2, полученные от первого (первоначального) и второго (дополнительного) детектирования, усиливают, делят друг на друга и строят градуировочную характеристику от полученных значений отношения I1/I2 в зависимости от толщин dэт эталонных образцов (I1/I2)=fdэт, где dэт - толщина эталонного образца, I1 - электрический сигнал при первоначальном детектировании рентгеновского потока, I2 - электрический сигнал при дополнительном детектировании рентгеновского потока, затем вышевыполненные процедуры полностью повторяют на реальном (рабочем) контролируемом изделии с текущей толщиной dpaб за исключением того, что по вновь полученным значениям отношений I1/I2, на рабочем изделии определяют текущее значение толщины dраб контролируемого изделия по градуировочной характеристике, при этом анодное напряжение uA источника рентгеновского излучения при всех процедурах поддерживают постоянным.
Положительным результатом изобретения является высокая чувствительность как в области малых, так и больших толщин контролируемого изделия и точность контроля способом за счет исключения погрешности, связанной с изменением спектрального распределения детектируемого потока рентгеновского излучения в пределах телесного угла его пучка, что обусловлено односторонним относительно стороны изделия и последовательным вдоль потока излучения детектированием дважды этого потока с различной спектральной чувствительностью, что позволяет устранить операции суммирования и вычитания электрических сигналов детектирования, тем самым повысить кроме метрологии и надежность способа.
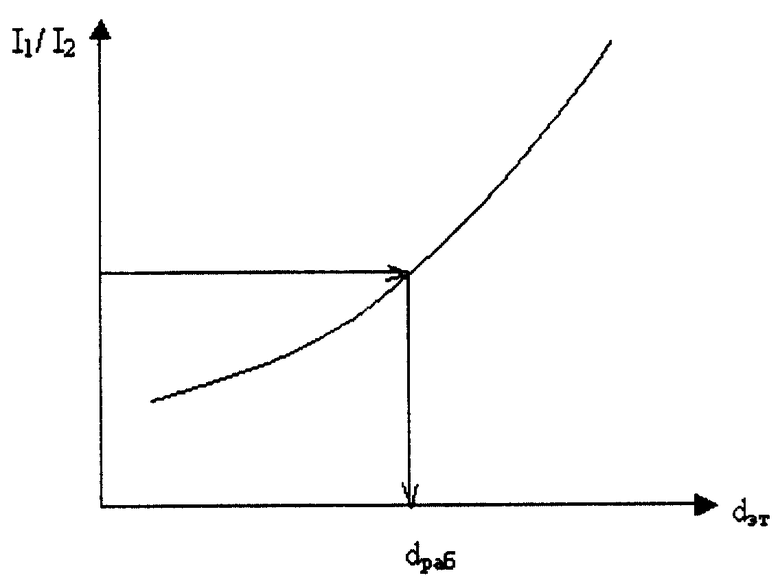
На чертеже показана градуировочная характеристика значений отношения выходных электрических сигналов I1/I2, полученных при первоначальном и дополнительном детектированиях рентгеновского потока, в функции толщины dэт эталонных образцов.
Операции детектирования осуществляются с разной спектральной чувствительностью, которая определяется выбором разных по величине атомных номеров Z преобразующих элементов, например детекторов, обеспечивающих детектирование, и чем больше разница в значениях атомных номеров, тем выше чувствительность способа. В процессе контроля толщины эталонных образцов и рабочего изделия анодное напряжение источника рентгеновского излучения поддерживают uА=const. Так как скорость распространения рентгеновского излучения близка к скорости распространения света, то операция детектирования считается квазиодновременной, несмотря на то, что детектирование осуществляется последовательно вдоль рентгеновского потока.
Технический результат - способу контроля толщины dpa6 изделия обеспечивают двойное последовательное детектирование рентгеновского потока со стороны изделия, противоположной стороне, с которой обеспечивают рентгеновское излучение, причем детектирование осуществляют с разной спектральной чувствительностью.
Работа способа состоит в том, что рентгеновский поток излучают сначала поочередно на образцы эталонной толщины и просветивший образец поток с разной спектральной чувствительностью детектируют дважды последовательно вдоль рентгеновского потока. Затем значения электрических сигналов I1 и I2, полученных при первоначальном и дополнительном детектированиях с разной спектральной чувствительностью, усиливают и делят их друг на друга, а далее строят градуировочную характеристику от значений отношений I1/I2, полученных при делении, в зависимости от значений толщин dэт эталонных образцов (I1/I2)=fdэт.
Выполненные выше действия (процедуры) полностью повторяют на реальном (рабочем) контролируемом изделии с текущей, толщиной dpaб за исключением того, что по вновь полученным значениям отношений I1/I2 на рабочем изделии определяют по градуировочной характеристике значение толщины dpaб контролируемого изделия. При этом анодное напряжение uА источника рентгеновского излучения при всех выполняемых процедурах способа поддерживают постоянным.
Положительным результатом изобретения являются высокие метрологические показатели контроля толщины изделия при устранении технологических операций вычитания и суммирования электрических сигналов, что достигается двойным последовательным детектированием рентгеновского потока, прошедшего через контролируемое изделие, с разной спектральной чувствительностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕНТГЕНОВСКИЙ СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ЛИСТОВОГО ПРОКАТА ИЗ МОНЕТНОГО СПЛАВА | 2005 |
|
RU2280239C1 |
| РЕНТГЕНОВСКИЙ СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ИЗДЕЛИЯ | 2006 |
|
RU2312306C1 |
| РАДИАЦИОННЫЙ СПОСОБ КОНТРОЛЯ ТОЛЩИНЫ ПРОКАТА | 2004 |
|
RU2262663C1 |
| УСТРОЙСТВО ДЛЯ РЕНТГЕНОВСКОГО КОНТРОЛЯ ТОЛЩИНЫ ЛИСТОВЫХ ИЗДЕЛИЙ | 2004 |
|
RU2259538C1 |
| СПОСОБ РЕНТГЕНОВСКОГО КОНТРОЛЯ ТОЛЩИНЫ СЛОЕВ ТРИПЛЕКСНОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2005 |
|
RU2285236C1 |
| СПОСОБ РЕНТГЕНОВСКОГО КОНТРОЛЯ ТОЛЩИНЫ СЛОЕВ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2005 |
|
RU2281459C1 |
| РЕНТГЕНОВСКИЙ ИЗМЕРИТЕЛЬ ТОЛЩИНЫ | 2002 |
|
RU2215260C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОВЕРКИ ПОДЛИННОСТИ ЗАПЕЧАТАННЫХ ОБЪЕКТОВ | 2001 |
|
RU2268494C2 |
| СПОСОБ МАЛОУГЛОВОЙ ИНТРОСКОПИИ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1997 |
|
RU2137114C1 |
| РЕНТГЕНОВСКИЙ ИЗМЕРИТЕЛЬ ПАРАМЕТРОВ ПРОКАТА | 2002 |
|
RU2221220C1 |
Изобретение относится к области неразрушающего контроля объектов с использованием рентгеновского излучения. Способ заключается в регистрации прошедшего через контролируемый объект рентгеновского излучения. Отличительной особенностью является последовательное двукратное детектирование прошедшего потока, определение отношения соответствующих электрических сигналов и определение толщины изделия по сравнению полученного отношения сигналов с градуировочной функцией. Техническим результатом изобретения является повышение чувствительности и точности измерения. 1 ил.
Рентгеновский способ измерения толщины листового изделия, заключающийся в том, что изделие просвечивают потоком рентгеновского излучения, детектируют этот поток с противоположной стороны изделия и по изменению электрического сигнала продетектированного потока, прошедшего через изделие, судят о его толщине, отличающийся тем, что сначала просвечивают потоком рентгеновского излучения поочередно образцы эталонной толщины, а прошедшее через каждый из образцов рентгеновское излучение детектируют дважды последовательно вдоль потока, но с разной спектральной чувствительностью, а электрические сигналы I1 и I2, полученные соответственно от первого (первоначального) и второго (дополнительного) детектирования, усиливают, делят друг на друга и строят градуировочную характеристику от полученных значений отношения (I1/I2) в зависимости от толщин dэт образцов эталонной толщины (I1/I2)=f(dэт), затем выше выполненные процедуры полностью повторяют на контролируемом изделии с текущей толщиной d изделия, по вновь полученным значениям отношений (I1/I2) на контролируемом изделии определяют текущее значение толщины d контролируемого изделия по градуировочной характеристике, при этом анодное напряжение UA источника рентгеновского излучения при всех процедурах способа поддерживают постоянным.
| РЕНТГЕНОВСКИЙ ИЗМЕРИТЕЛЬ ТОЛЩИНЫ | 2000 |
|
RU2179706C1 |

