Изобретение относится к контрольно-измерительной технике, в частности к области рентгеновского неразрушающего контроля толщины и эквивалентного атомного числа прокатных листовых изделий, полос, лент на основе медного сплава, например медно-никелевого, используемого в монетном производстве.
Известны способы определения параметров листового проката, реализующие известные устройства толщинометрии, заключающиеся в том, что рентгеновское излучение вдоль оси потока дважды детектируют, после чего этим потоком просвечивают нормально толщину листового проката, далее поток вновь детектируют и полученные электрические сигналы от детектирования прямого потока сравнивают, по сравненным величинам которых судят о рабочей толщине листового проката, при этом для определения эквивалентного значения атомного числа материала проката поток излучения, отраженный от листового проката, еще дважды детектируют, а затем электрические сигналы от двойного детектирования в прямом и отраженном потоках излучения так же сравнивают между собой и по ним судят об эквивалентном значении атомного числа материала проката [патент №2221220 (RU) БИ 2004 №1].
Недостатком известных способов является низкая точность определения эффективного атомного числа материала проката, так как интенсивность отраженного потока рентгеновского излучения велика только от границ раздела проката (верхняя и нижняя поверхности), а от внутреннего тела проката интенсивность мала, тем более если химический состав тела равномерен. Для сплавов из черного металла наше замечание не критично, однако для цветных, особенно монетных сплавов типа МН19 (медно-никелевый сплав) этот недостаток существенен и экономически дорог. Точность измерения рабочей толщины проката применительно к монетному сплаву так же неудовлетворительна, поскольку ошибка в измерении в 0,1% вызывает колоссальные бюджетные затраты.
Наиболее близким техническим решением к заявляемому представляется рентгеновский способ определения параметров листового проката из медного сплава, заключающийся в том, что сначала просвечивают потоком рентгеновского излучения поочередно образцы эталонной толщины dэт, затем просвечивают реальный листовой прокат с рабочей толщиной dраб, и прошедшее в первом случае сквозь образцы, во втором случае сквозь листовой прокат рентгеновское излучение детектируют в отдельности дважды последовательно вдоль потока, но с разной спектральной чувствительностью, при этом электрические сигналы I1 и I2, полученные от детектирования, делят в каждом случае друг на друга и строят градуировочную характеристику от величин отношения электрических сигналов I1/I2, полученных от детектирования эталонных образцов, в зависимости от значений dэт, а значения рабочей толщины dраб листового проката определяют по величинам отношения электрических сигналов I1/I2, полученных от детектирования листового проката, по градуировочной характеристике [патент №2234677 (RU), БИ, 2004, №23].
Эта технология ограничена функционально, что подтверждается измерением только толщины листового проката. Точность способа так же неудовлетворительна при исследовании цветного металла, так как в материалах технического решения не конкретизирован материал эталонных образцов, который собственно для употребляемых материалов в данном случае и определяет метрологию способа.
Суть изобретения состоит в том, что в способе сначала просвечивают потоком рентгеновского излучения поочередно образцы эталонной толщины dэт, затем просвечивают реальный листовой прокат с рабочей толщиной dраб, и прошедшее в первом случае сквозь образцы, во втором случае сквозь листовой прокат рентгеновское излучение детектируют в обоих случаях дважды последовательно вдоль потока, но с разной спектральной чувствительностью, при этом электрические сигналы I1 и I2, полученные в каждом случае от двойного детектирования, делят в каждом случае друг на друга и строят градуировочную характеристику от величин отношения электрических сигналов I1/I2, полученных от детектирования эталонных образцов, в зависимости от значений dэт, а значения рабочей толщины dраб листового проката определяют по величинам отношения электрических сигналов I1/I2, полученных от детектирования листового проката, по градуировочной характеристике, дополнительно просвечивают потоком рентгеновского излучения поочередно эталонные образцы фиксированных значений атомного числа Zэт, а прошедшее через каждый из эталонных образцов рентгеновское излучение детектируют дважды последовательно вдоль потока, но с разной спектральной чувствительностью, при этом электрические сигналы I3 и I4, полученные от двойного детектирования эталонных образцов с различными Zэт, делят друг на друга и строят вторую градуировочную характеристику от величин отношения электрических сигналов I3/I4 в зависимости от значений Zэт, затем выполненные выше новые действия полностью повторяют на реальном листовом прокате из монетного сплава с рабочим значением Zраб, а по величинам отношений электрических сигналов I3/I4, вновь полученным от двойного детектирования листового проката из монетного сплава, определяют эквивалентное значение Zраб по второй градуировочной характеристике, причем атомное число материала образцов эталонной толщины используют в процедурах способа постоянным, соответствующим материалу меди, а толщину эталонных образцов фиксированных значений атомного числа используют также постоянной, но равной номинальной толщине проката, с учетом предельно-допустимого отклонения, установленного в технических условиях на номинальную толщину этого проката.
Техническим результатом изобретения являются высокие метрологические показатели рентгеновского способа при определении толщины и эквивалентного значения атомного числа материала дорогостоящего проката, используемого для чеканки монет, орденов, медалей, юбилейных знаков и фурнитуры.
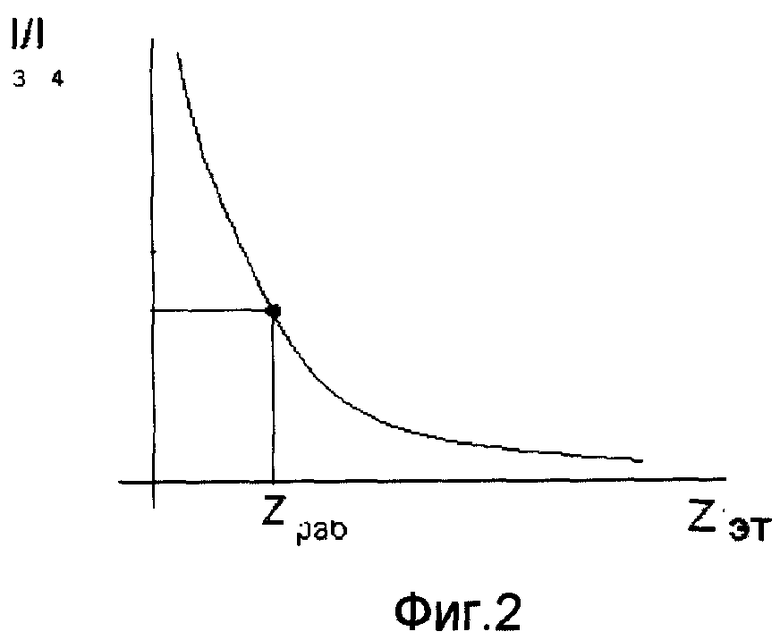
На фиг.1 приведена градуировочная характеристика величин отношения электрических сигналов от двойного детектирования медных эталонных образцов в зависимости от их толщины; на фиг 2 - градуировочная характеристика отношения электрических сигналов от двойного детектирования эталонных номинальной толщины образцов из материала с различным атомным числом.
В процессе контроля толщины листового проката и определения атомного числа его материала эталонных образцов и реального анодное напряжение источника рентгеновского излучения поддерживают постоянным.
Операции детектирования в способе осуществляют с разной спектральной чувствительностью, которая определяется выбором разных по величине атомных числе Z преобразующих элементов, например детекторов (камер), обеспечивающих детектирование, и чем больше разница в значениях атомных чисел, тем выше чувствительность способа. Так как скорость распространения рентгеновского излучения в среде близка к скорости распространения света, то операция детектирования считаются квазиодновременной, несмотря на то, что детектирование осуществляется последовательно в разбежку вдоль рентгеновского потока.
В качестве материала образцов эталонной толщины назначают медь, как доминирующий материал в монетном сплаве, например в сплаве МН19 содержится 81% меди и 19% никеля. Толщину образцов с эталонным значением атомного числа назначают постоянной, равной номинальной толщине реального листового проката, с учетом предельно-допустимого отклонения на толщину, установленного в технических условиях на данное конкретное изделие.
Техническую новизну способу придают расширенные функциональные возможности и высокая метрология определения параметров дорогостоящих сплавов на основе меди.
Функции способа
Последовательность действия способа заключается в том, что рентгеновский поток излучают сначала поочередно на образцы эталонной толщины d из медного материала, а затем на образцы эталонной величины атомного числа материала образцов одинаковой (постоянной) толщины. Просветивший образцы поток в обоих случаях дважды последовательно вдоль потока излучения детектируют с разной спектральной чувствительностью. Полученные в каждом случае от двойного детектирования электрические сигналы I1 и I2 для образцов эталонной толщины и I3 и I4 для образцов эталонного значения атомного числа их материала с разной спектральной чувствительностью. Сигналы в обоих случаях делят друг на друга и строят от полученных отношений I1/I2 и I3/I4 градуировочные характеристики в зависимости от dэт и Zэт {I1/I2=f(dэт) и I3/I4=f(Zзт)}.
Выполненные выше действия полностью повторяют на реальном (рабочем) контролируемом листовом прокате с текущими толщиной и атомным числом материала проката, за исключением того, что по вновь полученным значениям отношений I1/I2 и I3/I4 на рабочем изделии определяют по градуировочным характеристикам (фиг.1 и 2) значения dраб и Zраб контролируемого проката. Для стабилизации метрологических показателей способа величину анодного напряжения источника рентгеновского излучения при всех процедурах поддерживают постоянной.
Положительным результатом изобретения являются высокие метрологические показатели при определении толщины и атомного числа материалов медного сплава, что достигается строгим выполнением действий способа с эталонными образцами.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕНТГЕНОВСКИЙ СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ ЛИСТОВЫХ ИЗДЕЛИЙ | 2002 |
|
RU2234677C2 |
| РЕНТГЕНОВСКИЙ ИЗМЕРИТЕЛЬ ТОЛЩИНЫ | 2002 |
|
RU2215260C1 |
| РЕНТГЕНОВСКИЙ СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ИЗДЕЛИЯ | 2006 |
|
RU2312306C1 |
| РАДИАЦИОННЫЙ СПОСОБ КОНТРОЛЯ ТОЛЩИНЫ ПРОКАТА | 2004 |
|
RU2262663C1 |
| УСТРОЙСТВО ДЛЯ РЕНТГЕНОВСКОГО КОНТРОЛЯ ТОЛЩИНЫ ЛИСТОВЫХ ИЗДЕЛИЙ | 2004 |
|
RU2259538C1 |
| РЕНТГЕНОВСКИЙ ИЗМЕРИТЕЛЬ ПАРАМЕТРОВ ПРОКАТА ИЗ МЕТАЛЛИЧЕСКОГО СПЛАВА | 2004 |
|
RU2257543C1 |
| РЕНТГЕНОВСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОЛЩИНЫ ПРОКАТА | 2005 |
|
RU2281460C1 |
| СПОСОБ РЕНТГЕНОВСКОГО КОНТРОЛЯ ТОЛЩИНЫ СЛОЕВ ТРИПЛЕКСНОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2005 |
|
RU2285236C1 |
| РЕНТГЕНОВСКИЙ ИЗМЕРИТЕЛЬ | 2006 |
|
RU2308000C1 |
| РЕНТГЕНОВСКОЕ УСТРОЙСТВО КОНТРОЛЯ ТОЛЩИНЫ И ХИМИЧЕСКОГО СОСТАВА МАТЕРИАЛА ПРОКАТА | 2005 |
|
RU2297595C1 |
Использование: для определения параметров листового проката из монетного сплава. Сущность: заключается в том, что просвечивают потоком рентгеновского излучения медные образцы эталонной толщины и контролируемый листовой прокат из монетного сплава, детектируют с разной спектральной чувствительностью рентгеновское излучение дважды последовательно вдоль его потока для каждого из образцов и контролируемого листового проката, полученные в каждом случае при детектировании два электрических сигнала делят друг на друга и строят градуировочную кривую, по которой в дальнейшем определяют толщину контролируемого листового проката из монетного сплава. После этого просвечивают потоком рентгеновского излучения контролируемый листовой прокат из монетного сплава и эталонные образцы фиксированных значений атомного числа, равные по толщине номинальной толщине контролируемого листового проката, детектируют с разной спектральной чувствительностью рентгеновское излучение дважды последовательно вдоль его потока для каждого из образцов и контролируемого листового проката из монетного сплава, полученные в каждом случае при детектировании два электрических сигнала делят друг на друга и строят градуировочную кривую, по которой в дальнейшем определяют эквивалентное значение атомного числа контролируемого листового проката из монетного сплава. Технический результат: получение высоких метрологических показателей рентгеновского способа при определении толщины и эквивалентного значения атомного числа материала листового проката из монетного сплава. 2 ил.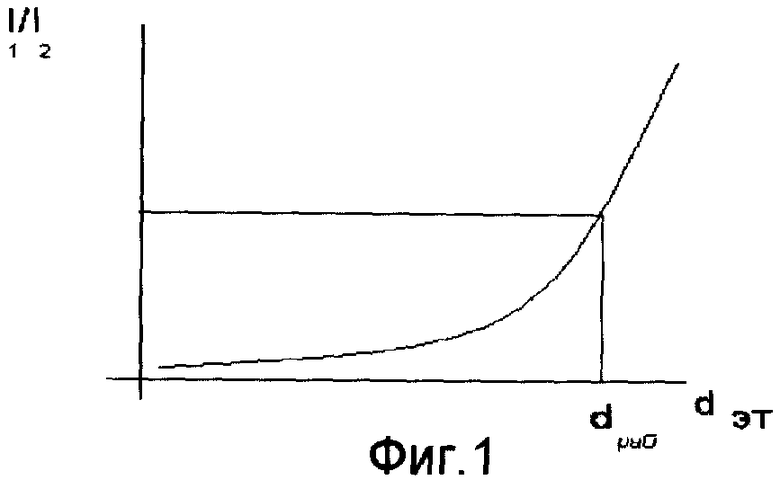
Рентгеновский способ определения параметров листового проката из монетного сплава, заключающийся в том, что сначала просвечивают потоком рентгеновского излучения поочередно образцы эталонной толщины dэт, затем просвечивают реальный листовой прокат с рабочей толщиной dраб и прошедшее в первом случае сквозь образцы, во втором случае сквозь листовой прокат рентгеновское излучение детектируют в обоих случаях дважды последовательно вдоль потока, но с разной спектральной чувствительностью, при этом электрические сигналы I1 и I2, полученные в каждом случае от двойного детектирования, делят в каждом случае друг на друга и строят градуировочную характеристику от величин отношения электрических сигналов I1/I2, полученных от детектирования эталонных образцов, в зависимости от значений dэт, а значения рабочей толщины dраб листового проката определяют по величинам отношения электрических сигналов I1/I2, полученных от детектирования листового проката, по градуировочной характеристике, отличающийся тем, что дополнительно просвечивают потоком рентгеновского излучения поочередно эталонные образцы фиксированных значений атомного числа Zэт, а прошедшее через каждый из эталонных образцов рентгеновское излучение детектируют дважды последовательно вдоль потока, но с разной спектральной чувствительностью, при этом электрические сигналы I3 и I4, полученные от двойного детектирования эталонных образцов с различными Zэт, делят друг на друга и строят вторую градуировочную характеристику от величин отношения электрических сигналов I3/I4 в зависимости от значений Zэт, затем выполненные выше действия полностью повторяют на реальном листовом прокате из монетного сплава с рабочим значением Zраб, а по величинам отношений электрических сигналов I3/I4, вновь полученным от двойного детектирования листового проката из монетного сплава, определяют эквивалентное значение Zраб по второй градуировочной характеристике, причем атомное число материала образцов эталонной толщины используют в процедурах способа постоянным, соответствующим материалу меди, а толщину эталонных образцов фиксированных значений атомного числа используют также постоянной, но равной номинальной толщине проката с учетом предельно-допустимого отклонения, установленного в технических условиях на номинальную толщину этого проката.
| РЕНТГЕНОВСКИЙ СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ ЛИСТОВЫХ ИЗДЕЛИЙ | 2002 |
|
RU2234677C2 |
| РЕНТГЕНОВСКИЙ ИЗМЕРИТЕЛЬ ПАРАМЕТРОВ ПРОКАТА | 2002 |
|
RU2221220C1 |
| US 5247560 A, 21.09.1993 | |||
| GB 1264729 A, 23.02.1970. | |||

