Область использования изобретения
Настоящая заявка относится к способам тиснения поверхности материала, поддающейся тиснению, потоком воздуха или другого газа и к устройствам для их осуществления, к тисненым флокированным материалам, изготавливаемым таким образом, а более конкретно – к способам и устройствам для стабилизации вращения цилиндрических шаблонов для тиснения, используемых для тиснения поверхности материала, поддающегося тиснению, потоком воздуха или другого газа.
Предпосылки к созданию изобретения
При изготовлении флокированных материалов (материалов с резаным ворсом) обычным процессом является осаждение слоя флока (короткого волокна для флокирования) на подложку, покрытую связующим, и тиснение поверхности флокированного материала во время этого процесса в соответствии с выбранным рисунком. Обычно процесс тиснения может быть выполнен одним из нескольких способов с использованием специального оборудования для этих целей. Среди этих способов тиснения имеется способ аэродинамического тиснения. При использовании способа аэродинамического тиснения подложку покрывают связующим. Пока связующее еще влажное, на него наносят слой коротких волокон, образующих флокированный слой. Подложку, покрытую связующим со слоем коротких волокон, затем проводят под шаблоном в то время, пока связующее еще не затвердело. Шаблон, под которым проводят сформированный таким образом материал, обычно имеет вид продолговатого цилиндра, содержащего отверстия, расположенные в соответствии с желаемым рисунком, который надлежит сформировать на флокированной поверхности. Этот шаблон для тиснения обычно вращают с той же окружной скоростью, с какой проводят флокированный слой под ним. Воздух, подаваемый внутрь этого цилиндрического шаблона, направляют вниз сквозь отверстия шаблона, и он образует рисунок на верхней поверхности флокированного слоя. Путем выбора конкретного расположения отверстий в шаблоне и путем выборочной подачи потока воздуха сквозь эти отверстия струи воздуха направляют вниз из шаблона на поверхность флокированного материала. Так как связующее все еще не затвердело во флокированном материале, то потоком воздуха изменяют угол расположения или существенно наклоняют к подложке короткие волокна, преобразуя флокированный слой на выбранных участках и таким образом создавая рисунок по мере вращения шаблона и перемещения флокированного материала.
Имеется ряд известных устройств для выполнения аэродинамического тиснения флокированных материалов. Многие такие устройства в общем работают удовлетворительно и выполняют тиснение рисунков на поверхности материала, поддающейся тиснению, не содержащих существенного количества мелких деталей. Однако типичные известные устройства обладают рядом недостатков, которые ограничивают возможность их применения для воспроизведения рисунков с мелкими деталями и приводят к получению тисненых ворсовых материалов, включавших тисненые участки, имевшие нежелательные дефектные образования и визуально непривлекательные поверхностные особенности. Например, на обычном оборудовании для аэродинамического тиснения обычно невозможно вырабатывать аэродинамически тисненые ворсовые материалы с тиснеными рисунками, содержащими детали, характеристические размеры которых очень маленькие, из-за чего на таком оборудовании невозможно получать тисненый материал с тонкодетализированной поверхностной структурой. Кроме того, на типичном известном оборудовании для аэродинамического тиснения невозможно направлять воздух к поддающейся тиснению поверхности материала под требуемым контролируемым углом (например, по существу перпендикулярно поверхности материала), и поэтому они имеют тенденцию к вырабатыванию тисненых рисунков, имеющих смазанные, или неотчетливые, области перехода между участками поверхности, подвергшимися тиснению, и участками, не подвергшимися тиснению, что приводит к возникновению связанного с этим недостатка четкости и определенности всего внешнего вида тисненого материала.
Помимо этого, типичные известные устройства для аэродинамического тиснения также обладают тенденцией вырабатывать тисненые материалы, включающие тисненые участки, распределенные по ширине материала, неравномерные по внешнему виду по ширине материала. Кроме того, типичные известные устройства для аэродинамического тиснения также обладают тенденцией направлять воздух к поверхности материала под наклоном к поверхности материала, что приводит к получению тисненой поверхности, на которой ворс имеет общее пологое направление всего слоя относительно подложки, таким образом создавая деформированный непривлекательный внешний вид тисненой поверхности, причем этот внешний вид не точно отражает рисунок, выполненный в шаблоне, используемом для тиснения.
Помимо этого, в типичных известных устройствах для тиснения используют шаблоны для тиснения, которые часто, из-за производственных дефектов и допусков и/или повреждений во время использования, вращаются “неправильно” (т.е. расстояние между наружной поверхностью шаблона и осью вращения цилиндра непостоянно по окружности шаблона), а скорее включают существенную степень “расхождения”. “Расхождение” во время вращения многих типичных известных шаблонов для тиснения вызывается отклонением от круглости формы поперечного сечения шаблона для тиснения (в плоскости, перпендикулярной его продольной оси) и/или смещением оси вращения шаблона относительно продольной оси шаблона. Такое “расхождение” в известных шаблонах для тиснения во время вращения вызывает отклонения минимальной величины зазора между поверхностью, поддающейся тиснению, материала, подвергаемого тиснению, и частью наружной поверхности шаблона вблизи поверхности, поддающейся тиснению, сквозь которую направляют воздух во время тиснения. Такие отклонения имеют тенденцию создавать нежелательные колебания уровня определенности рисунка тиснения на поверхности материала и могут также вызывать появление нежелательных дефектных образований в тисненом рисунке из-за контакта поддающейся тиснению поверхности материала с наружной поверхностью цилиндра во время вращения, таким образом вызывая падение ворсовых волокон материала в таких местах. “Расхождение” во многих известных шаблонах для тиснения также ограничивает величину зазора между наружной поверхностью цилиндра для тиснения и поддающейся тиснению поверхностью материала, который можно выпускать, если исключить дефектные образования, получающиеся из-за контакта материала с наружной поверхностью шаблона для тиснения во время работы устройства.
Некоторые отличительные особенности и варианты исполнения настоящего изобретения направлены на усовершенствование аэродинамических устройств для тиснения и способов и на получение усовершенствованных тисненых материалов, вырабатываемых с использованием этих способов и устройств. В настоящем описании представлен ряд аэродинамических устройств для тиснения, в которых используют усовершенствованные воздушные пики для направления воздуха сквозь рисунчатый шаблон устройства и/или в которые включают стабилизаторы шаблона для снижения “расхождения” шаблонов и увеличения равномерности величины зазора, отделяющего часть наружной поверхности шаблона для тиснения рядом с материалом от поверхности материала, поддающейся тиснению, во время вращения. Описанные здесь усовершенствованные воздушные пики и устройства для тиснения могут быть выполнены во многих вариантах для исключения многих упомянутых выше недостатков известных аэродинамических устройств для тиснения, и при их применении можно вырабатывать тисненые материалы с рисунками с необыкновенно высоким уровнем содержания мелких деталей, с четкими переходами между нетиснеными и тиснеными участками, с небольшим количеством нежелательных дефектных образований, возникающих из-за неравномерности величины зазора, отделяющего часть шаблона рядом с материалом от материала во время вращения, и равномерность рисунка по ширине тисненого материала.
Краткое описание изобретения
Настоящее изобретение включает, в некоторых вариантах исполнения, усовершенствованные аэродинамические устройства для тиснения, усовершенствованные воздушные пики (трубки для вдувания воздуха) и усовершенствованные способы аэродинамического тиснения материалов, посредством которых можно вырабатывать рисунки с необыкновенно высоким уровнем содержания мелких деталей, с четкими переходами между нетиснеными и тиснеными участками, с высокой степенью равномерности по ширине тисненого материала и небольшим количеством нежелательных дефектных образований, возникающих из-за неравномерности величины зазора, отделяющего часть шаблона, расположенную рядом с материалом, от материала, во время вращения, в сравнении с обычными аэродинамическими устройствами для тиснения, воздушными пиками и способами тиснения. В ряде вариантов исполнения аэродинамических устройств для тиснения, описанных здесь, используют воздушные пики для направления потока воздуха на подвергаемую тиснению поверхность материала, которые содержат, по меньшей мере, одно сопло, имеющее характеристический размер отверстия, который существенно меньше аналогичного размера обычных сопел воздушных пик. Описанные аэродинамические устройства для тиснения могут также включать воздушные пики, включающие сопла, расположенные очень близко к поверхности, поддающейся тиснению, материала, подвергаемого тиснению, существенно ближе, чем обычно в воздушных пиках, применяемых в обычных аэродинамических устройствах для тиснения и в некоторых предпочтительных вариантах исполнения, причем сопла могут быть расположены в непосредственном контакте с внутренней поверхностью шаблона для тиснения. Воздушные пики, как раскрыто здесь, могут также включать одно или более сопел, обладающих характеристическим размером отверстия, который значительно меньше характеристической длины сопел. Определенные воздушные пики, описанные здесь, могут также включать одно или более сопел, выполненных в форме продолговатых щелей, ориентированных относительно воздушных пик так, чтобы они были расположены по существу по всей ширине материала, подвергаемого тиснению посредством воздушной пики. В заявке также раскрыты воздушные пики, предназначенные для использования их в процессе тиснения материалов, которые могут включать компонент, образующий сопло, который можно отделять от основного корпуса воздушной пики и посредством которого можно располагать сопло (сопла) воздушной пики достаточно близко к материалу, когда воздушная пика находится в рабочем состоянии, и который также может выполнять функцию переориентации потока воздуха в воздушной пике так, что воздух выходит из сопла (сопел) так, что существенная часть воздушного потока направляется по существу перпендикулярно поверхности материала, подвергаемого тиснению. Другие воздушные пики, раскрытые здесь, включают один или более дефлекторов, или элементов для переориентации потока воздуха, которые служат для отклонения потока воздуха внутри воздушной пики так, чтобы поток воздуха проходил через сопло (сопла) и направлялся на поверхность материала, подвергаемую тиснению, под углом, который значительно больше, относительно продольной оси воздушной пики, угла воздушного потока, выходящего из сопла по существу эквивалентной воздушной пики, отличающегося только тем, что он не содержит элемент для переориентации потока воздуха или дефлектор. Некоторые воздушные пики, описанные здесь, могут включать сочетания нескольких или всех упомянутых выше отличительных особенностей.
Устройство, описанное здесь, может также включать, в некоторых вариантах исполнения, компоненты для стабилизации шаблона, которые выполняют так, чтобы посредством их прикладывать силу к вращаемому шаблону для тиснения, для увеличения равномерности величины зазора, отделяющего поверхность материала, подвергаемую тиснению, от части наружной поверхности шаблона, находящейся непосредственно рядом с поверхностью материала, подвергаемого тиснению, во время вращения шаблона.
Одной отличительной особенностью изобретения является то, что создано устройство для аэродинамического тиснения поверхности материала, подвергаемого тиснению. В одном варианте исполнения устройство содержит цилиндрический шаблон, имеющий внутреннюю поверхность и поверхность, обращенную к обрабатываемому материалу. Устройство также содержит, по меньшей мере, один стабилизатор шаблона, который выполнен и расположен так, чтобы посредством его прикладывать силу к шаблону во время работы устройства. Сила, прикладываемая к шаблону, достаточна для уменьшения колебаний величины зазора, отделяющего поверхность материала, подвергаемую тиснению, от части поверхности шаблона, обращенной к обрабатываемому материалу, находящейся непосредственно рядом с материалом, во время вращения шаблона.
Другой отличительной особенностью изобретения является то, что создано устройство для аэродинамического тиснения поверхности материала, подвергаемого тиснению. Устройство содержит цилиндрический шаблон, имеющий внутреннюю поверхность и поверхность, обращенную к обрабатываемому материалу. Устройство также содержит воздушную пику, включающую, по меньшей мере, одно сопло, расположенное на нем. Сопло выполнено и расположено так, чтобы направлять поток воздуха сквозь, по меньшей мере, одно отверстие в шаблоне на поверхность материала, подвергаемую тиснению. Сопло расположено в устройстве так, чтобы, по меньшей мере, часть его находилась в контакте с внутренней поверхностью шаблона при работе устройства.
Еще одной отличительной особенностью изобретения является то, что создана воздушная пика для направления потока воздуха сквозь вращаемый шаблон на поверхность материала, подвергаемого тиснению, для аэродинамического тиснения материала. Воздушная пика содержит трубу, содержащую, по меньшей мере, один проем в ней и, по меньшей мере, одно отверстие, образующее, по меньшей мере, одно сопло. Сопло выполнено и расположено так, чтобы направлять поток воздуха сквозь шаблон на поверхность материала, подвергаемую тиснению, при работе воздушной пики. Воздушная пика дополнительно включает, по меньшей мере, один стабилизатор шаблона, соединенный с трубой и выступающий из нее. Стабилизатор выполнен и установлен так, чтобы он контактировал с внутренней поверхностью шаблона во время работы устройства, и так, чтобы прикладывать силу к внутренней поверхности, достаточную для уменьшения величины зазора, отделяющего поверхность материала, подвергаемую тиснению, от части поверхности шаблона, обращенной к обрабатываемому материалу, находящейся непосредственно рядом с материалом, во время вращения шаблона. Стабилизатор дополнительно выполнен и установлен так, чтобы, по меньшей мере, часть стабилизатора шаблона выступала, когда стабилизатор не находится в контакте с внутренней поверхностью шаблона, к месту, отделенному от продольной центральной оси трубки первым расстоянием, где первое расстояние превышает второе расстояние, которое отделяет сопло от продольной центральной оси трубки.
Еще одной отличительной особенностью изобретения является то, что в устройстве для аэродинамического тиснения материала, подвергающегося тиснению путем направления потока воздуха сквозь, по меньшей мере, одно отверстие во вращаемом цилиндрическом шаблоне на поверхность материала, подвергаемую тиснению, предусмотрены средства для уменьшения колебаний величины зазора, отделяющего поверхность материала, подвергаемую тиснению, от части поверхности шаблона, обращенной к обрабатываемому материалу, находящейся непосредственно рядом с материалом, во время вращения шаблона.
Еще одной отличительной особенностью изобретения является то, что создано устройство для аэродинамического тиснения материала, подвергающегося тиснению. Устройство содержит цилиндрический шаблон с множеством отверстий в нем. Устройство также содержит средства для вращения шаблона относительно оси вращения, параллельной или совпадающей с продольной осью шаблона, и средства для поддерживания материала, имеющего подвергаемую тиснению поверхность, для перемещения в направлении, образующем угол, не равный нулю, относительно продольной оси шаблона. Устройство дополнительно содержит средства для направления потока воздуха изнутри цилиндрического шаблона сквозь отверстия и по направлению к поверхности материала, поддающейся тиснению. Устройство включает, по меньшей мере, один стабилизатор шаблона, выполненный и установленный так, чтобы его можно было сопрягать с внутренней поверхностью цилиндрического шаблона, для уменьшения колебаний величины зазора, отделяющего средства для поддерживания материала от части наружной поверхности шаблона, находящейся непосредственно рядом с материалом, при вращении шаблона.
Еще одной отличительной особенностью изобретения является то, что создан способ стабилизации вращения цилиндрического шаблона устройства для аэродинамического тиснения поверхности материала, подвергаемого тиснению. В одном варианте исполнения способ содержит следующие этапы: расположение части поверхности шаблона, обращенной к обрабатываемому материалу, непосредственно рядом с поверхностью материала, поддающейся тиснению, и на первом расстоянии от поверхности материала, поддающейся тиснению. Способ дополнительно включает расположение, по меньшей мере, части, по меньшей мере, одного стабилизатора шаблона, по меньшей мере, частично расположенного внутри цилиндрического шаблона, так, чтобы часть была в непосредственном контакте с поверхностью шаблона. Способ дополнительно содержит процесс вращения шаблона.
Еще одной отличительной особенностью изобретения является создание способа стабилизации вращения цилиндрического шаблона устройства для аэродинамического тиснения поверхности материала, подвергающегося тиснению. Способ включает процесс приложения силы к шаблону, достаточной для уменьшения колебаний величины зазора, отделяющего поверхность материала, подвергаемого тиснению, от части поверхности шаблона, обращенной к обрабатываемому материалу, находящейся непосредственно рядом с материалом, при вращении шаблона. Способ дополнительно содержит процесс вращения шаблона.
Другие преимущества, новые отличительные особенности и задачи и виды применения раскрытых устройств, изделий, механизмов и/или способов станут более понятными при ознакомлении со следующим подробным описанием со ссылками на прилагаемые чертежи, выполненные схематично и без намерения соблюдать масштаб. Каждый идентичный, близкий к идентичности или достаточно сходный компонент, который показан на различных фигурах, обозначен одним и тем же номером позиции. С целью достижения большей ясности не все компоненты обозначены на каждой фигуре, и не каждый компонент каждого варианта исполнения показан там, где его изображение не является необходимым, для того, чтобы обеспечить возможность специалисту в данной области техники понять изобретение.
Краткое описание чертежей
На фиг.1а изображен схематически вид в перспективе нетисненого ворсового материала;
на фиг.1b изображено схематически поперечное сечение ворсового материала, представленного на фиг.1а;
на фиг.2а представлен схематически вид в перспективе тисненого ворсового материала, изготовленного в соответствии с одним вариантом исполнения настоящего изобретения;
на фиг.2b представлено схематически поперечное сечение ворсового материала, представленного на фиг.2а;
на фиг.2с представлено схематически поперечное сечение ворсового материала, сходного с материалом, представленным на фиг.2b, за исключением того, что этот материал изготовлен согласно известному способу;
на фиг.3 представлена схема технологического процесса тиснения ворсового материала в соответствии с одним вариантом исполнения настоящего изобретения;
на фиг.4а схематически изображен вид в перспективе аэродинамического устройства для тиснения для изготовления тисненого рисунка на ворсовом материале (вид справа) в соответствии с одним вариантом исполнения настоящего изобретения;
на фиг.4b схематически изображен вид в перспективе аэродинамического устройства для тиснения для изготовления тисненого рисунка на ворсовом материале (вид слева) в соответствии с одним вариантом исполнения настоящего изобретения;
на фиг.4с схематически изображен вид в перспективе аэродинамического устройства для тиснения для изготовления тисненого рисунка на ворсовом материале (вид снизу) в соответствии с одним вариантом исполнения настоящего изобретения;
на фиг.4d схематически изображен вид цилиндра для тиснения для изготовления тисненого рисунка на ворсовом материале в соответствии с одним вариантом исполнения настоящего изобретения;
на фиг.5а представлено схематически поперечное сечение определенных компонентов аэродинамического устройства для тиснения, представленного на фиг.4а-4с, включая воздушную пику, установленную в нем;
на фиг.5b представлено схематически поперечное сечение определенных компонентов аэродинамического устройства для тиснения, представленного на фиг.4а-4с, включая воздушную пику, установленную в нем, представляющую вариант исполнения, в котором сопло воздушной пики находится в непосредственном контакте с внутренней поверхностью шаблона для тиснения;
на фиг.5с представлено схематически поперечное сечение определенных компонентов аэродинамического устройства для тиснения, представленного на фиг.4а-4с, включая воздушную пику, установленную в нем, на котором проиллюстрирована конструкция, представляющая стабилизатор шаблона, посредством которого поддерживают зазор, не равный нулю, отделяющий сопло воздушной пики от внутренней поверхности шаблона для тиснения;
на фиг.5d представлено схематически поперечное сечение определенных компонентов аэродинамического устройства для тиснения, представленного на фиг.4а-4с, включая нестабилизированный шаблон для тиснения в первом положении вращения, при котором часть наружной поверхности шаблона, находящаяся рядом с поверхностью материала, поддающейся тиснению, и поверхность материала, подвергаемая тиснению, находятся в контакте;
на фиг.5е представлено схематически аэродинамическое устройство для тиснения, представленное на фиг.5d, с вращаемым шаблоном в положении вращения, где часть наружной поверхности шаблона, находящаяся рядом с поверхностью материала, поддающейся тиснению, отделена от поверхности материала, поддающейся тиснению, максимальным зазором;
на фиг.5f схематически изображены компоненты аэродинамического устройства для тиснения, представленного на фиг.5d и 5е, где вращаемый шаблон расположен так, чтобы он находился в контакте со стабилизатором шаблона;
на фиг.6а представлена схематически воздушная пика для распределения воздуха, предназначенная для использования в процессе аэродинамического тиснения согласно одному из вариантов исполнения изобретения (вид снизу);
на фиг.6b схематически представлена воздушная пика для распределения воздуха, представленная на фиг.6а (вид сбоку);
на фиг.6с изображено поперечное сечение воздушной пики для распределения воздуха, представленной на фиг.6а;
на фиг.6d изображено поперечное сечение первого альтернативного варианта исполнения воздушной пики для распределения воздуха, представленной на фиг.6а;
на фиг.6е изображено сечение первого альтернативного варианта исполнения воздушной пики для распределения воздуха, представленной на фиг.6а;
на фиг.6f изображено поперечное сечение второго альтернативного варианта исполнения воздушной пики для распределения воздуха, представленной на фиг.6а;
на фиг.6g изображено сечение второго альтернативного варианта исполнения воздушной пики для распределения воздуха, представленной на фиг.6а;
на фиг.7а схематически представлена воздушная пика для распределения воздуха, предназначенная для использования в процессе аэродинамического тиснения согласно другому варианту исполнения изобретения (вид снизу);
на фиг.7b схематически представлена воздушная пика для распределения воздуха, представленная на фиг.7а (вид сбоку);
на фиг.7с изображено поперечное сечение воздушной пики для распределения воздуха, представленной на фиг.7а;
на фиг.7d изображено сечение воздушной пики для распределения воздуха, представленной на фиг.7а;
на фиг.7е изображено поперечное сечение воздушной пики для распределения воздуха, представленной на фиг.7а;
на фиг.8а схематически представлена воздушная пика для распределения воздуха, предназначенная для использования в процессе аэродинамического тиснения согласно еще одному варианту исполнения изобретения (вид снизу);
на фиг.8b изображена схематически воздушная пика для распределения воздуха, представленная на фиг.8а (вид сбоку);
на фиг.8с изображено поперечное сечение воздушной пики для распределения воздуха, представленной на фиг.8а;
на фиг.8d представлено сечение образующего сопло компонента воздушной пики для распределения воздуха, представленной на фиг.8а;
на фиг.8е изображено поперечное сечение воздушной пики для распределения воздуха, представленной на фиг.8а;
на фиг.8f представлено поперечное сечение альтернативного варианта исполнения воздушной пики для распределения воздуха, представленной на фиг.8а;
на фиг.8g изображено сечение образующего сопло компонента воздушной пики для распределения воздуха, представленной на фиг.8е;
на фиг.9а схематически представлен элемент для переориентации потока воздуха воздушной пики, представленной на фиг.9а;
на фиг.9b изображено поперечное сечение элемента для переориентации потока воздуха, представленного на фиг.9а;
на фиг.10а схематически изображен вид в перспективе аэродинамического устройства для тиснения для изготовления тисненого рисунка на ворсовом материале (вид справа), включающего стабилизатор шаблона, выполненный в соответствии с одним вариантом исполнения изобретения;
на фиг.10b схематически представлен вид в перспективе аэродинамического устройства для тиснения (вид слева), представленного на фиг.10а.
Подробное описание изобретения
В настоящей заявке описан ряд усовершенствованных устройств для аэродинамического тиснения и принципов действия устройств для аэродинамического тиснения, которые включают варианты исполнения, пригодные для усовершенствования действия таких устройств, в результате применения которых могут быть получены материалы с рисунками с необыкновенно высоким уровнем содержания мелких деталей и равномерностью тисненого рисунка, и с небольшим количеством дефектных образований в тисненом рисунке. Как более подробно описано ниже, важным фактором в работе аэродинамических устройств для тиснения является выполнение и расположение воздушной пики, посредством которой распределяют воздух, пропускаемый сквозь рисунчатый шаблон на поверхность материала в устройстве. В настоящей заявке описан, со ссылками на некоторые варианты исполнения, ряд усовершенствованных исполнений воздушной пики и усовершенствованных устройств для установки воздушной пики относительно шаблона и материала.
Настоящее изобретение в основном направлено на создание способов и устройств для аэродинамического тиснения материалов, поддающихся тиснению. Следует иметь в виду, что, хотя изобретение описано со ссылками на варианты исполнения, приведенные ниже, в сочетании с материалами, поддающимися тиснению, включающими флокированные, ворсовые материалы, настоящее изобретение не ограничено этим, и термин “материал, поддающийся тиснению,” в том смысле, в котором он используется в данной заявке, охватывает любые материалы, имеющие, по меньшей мере, одну поддающуюся тиснению поверхность. Термин “поддающаяся тиснению поверхность” означает поверхность, которая может быть постоянно или временно, видимым образом изменена потоком воздуха, ударяющим по ней. Кроме того, хотя настоящее изобретение описано как изобретение, в котором используют воздух для тиснения поверхности, поддающейся тиснению, следует понимать, что вместо воздуха можно использовать и другие газы, что должно быть понятно специалистам в данной области.
Хотя в некоторых вариантах исполнения аэродинамические устройства для тиснения, раскрытые здесь, могут включать воздушную пику, посредством которой направляют поток воздуха на поддающуюся тиснению поверхность поддающегося тиснению материала, в предпочтительных вариантах исполнения поток воздуха, выходящего из воздуховода (воздушной пики), пропускают сквозь шаблон перед соударением с поверхностью материала. Под термином “шаблон” здесь понимают газонепроницаемую поверхность, содержащую множество отверстий, выполненных в поверхности в виде рисунка. Воздух, направляемый из воздушной пики на поверхность шаблона в таких устройствах, наталкивается на сплошные газонепроницаемые участки, но проходит относительно свободно сквозь отверстия в шаблоне, таким образом создавая тисненый рисунок на поверхности материала, задаваемый рисунком отверстий в шаблоне. Шаблоны, предназначенные для использования в контексте изобретения, могут содержать плоские или цилиндрические поверхности, причем поверхности могут быть стационарными или подвижными относительно поверхности материала, поддающейся тиснению, во время действия устройства для тиснения. В предпочтительных устройствах для тиснения используют вращаемые полые цилиндрические шаблоны, расположенные в поперечном направлении по существу по всей ширине поверхности материала, поддающейся тиснению, и содержащие воздушную пику, расположенную в нем.
Под термином “воздушная пика” (воздуховод) здесь понимают в широком смысле трубу, коллектор или другой объект, посредством которого можно направлять поток воздуха на поверхность шаблона и/или материала, подвергаемого тиснению. В предпочтительных вариантах исполнения, подробно описанных ниже, воздушная пика содержит продолговатую трубу, расположенную в поперечном направлении по существу по всей ширине материала, который подвергают тиснению на устройстве, которая содержит, по меньшей мере, одно сопло для направления потока воздуха. Под термином “сопло” здесь понимают наименьшее отверстие в воздушной пике, через которое проходит поток воздуха. Под термином “отверстие” здесь понимают, в сочетании с термином “сопло” или “сопла”, плоское или контурное межповерхностное пространство, посредством которого обеспечивают переход между областью воздушной пики, в которой поток воздуха ограничен, по меньшей мере, с двух смежных и противоположных сторон, определяющих наименьший размер в поперечном сечении воздушного потока, поверхностями, расположенными по существу параллельно, или имеющими компонент, в координатном направлении параллельный, но имеющий общую ориентацию, которая совмещена относительно направления массового расхода воздушного потока, и областью, которая может быть внешней по отношению к воздушной пике, в которой поток воздуха не ограничен, по меньшей мере, одной из таких двух смежных и противоположных сторон.
Как более подробно показано ниже, некоторые воздушные пики, описанные здесь, могут включать множество дискретных сопел, например множество сопел, содержащих отдельные отверстия в воздушной пике, каждое из которых направляет поток воздуха к поверхности материала, поддающегося тиснению. В таких вариантах исполнения каждое из таких отверстий содержит “сопло”. В вариантах исполнения, где не все сопла имеют один и тот же размер или где воздушная пика включает сопло, имеющее характеристический размер, неодинаковый вдоль длины воздушной пики, слова “наименьшее отверстие в воздушной пике, через которое проходит поток воздуха”, которые определяют “сопло”, относятся к наименьшему отверстию в воздушной пике, через которое может проходить любая часть или компонент потока воздуха. Другими словами, в вариантах исполнения, включающих сопло или сопла, неодинаковые по размеру, как об этом сказано выше, наименьшее отверстие, через которое проходит любая заданная молекула или атом воздушного потока перед тем, как выйти из воздушной пики, содержит “сопло”.
В предпочтительных вариантах исполнения сопло или сопла в воздушной пике выполнены и расположены так, чтобы направлять поток воздуха сквозь, по меньшей мере, одно отверстие в шаблоне на поверхность материала, поддающегося тиснению. Под словами “выполнены и расположены так, чтобы направлять поток воздуха сквозь, по меньшей мере, одно отверстие в шаблоне на поверхность материала, поддающуюся тиснению,” здесь понимают сопло (сопла), которым приданы размеры и которые расположены в аэродинамическом устройстве для тиснения так, что, по меньшей мере, часть потока воздуха, выходящего из сопла (сопел), направляют сквозь отверстие шаблона на поверхность материала, поддающуюся тиснению.
Обычные известные воздушные пики (воздуховоды), использующиеся для получения тисненых материалов, обычно включают длинную трубу, содержащую один ряд отверстий, расположенных в продольном направлении вдоль трубы так, что они располагаются по всей ширине материала, когда воздушную пику располагают в рабочем положении. Отверстия, включающие сопла воздушной пики известных конструкций, имели обычно относительно большой диаметр (например, более приблизительно 6,35 мм). Площадь открытого пространства в воздушной пике, образованная соплами, в обычных конструкциях составляет, по меньшей мере, 40% площади внутреннего поперечного сечения основного корпуса воздушной пики. Помимо этого, в обычных аэродинамических устройствах для тиснения сопла расположены на относительно большом расстоянии от шаблона, сквозь который направляют воздух, составляющем по меньшей мере 25,4 мм.
Описанные выше конструкции воздушных пик (воздуховодов) не очень хорошо подходят для выработки тисненых рисунков с большим числом мелких деталей в материалах, которые имеют равномерный внешний вид по ширине тисненого материала. Такие тисненые рисунки с большим числом мелких деталей в материалах очень востребованы на рынке, и их можно изготавливать и поставлять благодаря применению усовершенствованных устройств и способов, раскрытых здесь. Воздушные пики и аэродинамические устройства для тиснения, в которых используются воздушные пики, раскрытые здесь, могут включать ряд усовершенствований в сравнении с описанными выше известными устройствами, причем эти усовершенствования сами по себе или в сочетании могут способствовать решению многих из упомянутых выше проблем, присущих известным устройствам.
Например, некоторые варианты исполнения раскрытых здесь устройств для аэродинамического тиснения могут включать воздушные пики, которые выполнены так, что зазор, отделяющий сопло (сопла) от шаблона, значительно меньше, чем в известных устройствах. В сочетании со сказанным выше или в других вариантах исполнения аэродинамические устройства для тиснения могут включать воздушные пики, содержащие сопло (сопла) с характеристическим размером, меньшим размера типичных известных сопел. В сочетании со сказанным выше или в других вариантах исполнения воздушные пики могут включать сопло (сопла), имеющие общую площадь живого сечения, значительно меньшую в сравнении с площадью поперечного сечения трубы, определяющей основной корпус воздушной пики, чем типичные известные воздушные пики. В сочетании со сказанным выше или в других вариантах исполнения может быть использован способ тиснения, который включает испускание потока воздуха из сопла (сопел) воздушной пики со скоростью, которая существенно выше создаваемой на обычных аэродинамических устройствах для тиснения. В сочетании со сказанным выше или в других вариантах исполнения воздушные пики также могут включать сопло (сопла), выполненное в виде непрерывной щели, в противоположность дискретным отверстиям, содержащим сопла, обычно входившим в состав обычных известных воздушных пик. В сочетании со сказанным выше или в других вариантах исполнения воздушные пики могут включать элементы или дефлекторы для переориентации потока воздуха в них и/или сопла, которым придана определенная форма для того, чтобы создавать более сфокусированный и сходящийся воздушный поток при проходе через них, в сравнении с обычными соплами известных воздушных пик. В сочетании со сказанным выше или в других вариантах исполнения можно использовать один или большее число стабилизаторов шаблона, выполненных так, чтобы прикладывать силу к вращаемому шаблону устройства во время действия, таким образом уменьшая любые колебания величины зазора, отделяющего поверхность, поддающуюся тиснению, материала, подвергаемого тиснению, на устройстве, от части поверхности шаблона, обращенной к обрабатываемому материалу, находящейся непосредственно рядом с поверхностью материала, поддающейся тиснению, во время вращения шаблона.
Некоторые упомянутые выше отличительные особенности изобретения, если их использовать отдельно или в сочетании с другими упомянутыми выше отличительными особенностями, или в сочетании с другими отличительными особенностями аэродинамических устройств для тиснения, описанных более подробно ниже, и/или в сочетании с другими отличительными особенностями ранее известных аэродинамических устройств для тиснения, то можно решать много проблем, связанных с известными аэродинамическими устройствами для тиснения. Например, при использовании раскрытых здесь аэродинамических устройств для тиснения и воздушных пик можно создать, в ряде вариантов исполнения, воздушный поток для тиснения материала, имеющий высокую степень сходимости, низкую степень турбулентности и высокую скорость, обеспечивающие большую четкость и большее количество мелких деталей в тисненом рисунке на поверхности материалов с помощью устройств, предложенных в настоящем изобретении. Раскрытые устройства, в ряде вариантов исполнения, также могут включать воздушные пики, которые могут испускать поток воздуха с более ровным и равномерным распределением скоростей по всей ширине области сопел воздушной пики, чем это достигается в обычных известных воздушных пиках. При применении раскрытых здесь аэродинамических устройств для тиснения, в некоторых вариантах исполнения также можно снизить или по существу исключить видимые дефектные образования при тиснении, присутствующие в тисненых материалах и создаваемые за счет формы и конфигурации типичных конструкций известных сопел воздушных пик, которые используют на обычных воздушных пиках. Кроме того, в ряде вариантов исполнения раскрытых здесь аэродинамических устройств для тиснения можно по существу исключить или уменьшить видимые дефектные образования при тиснении, присутствующие на поверхности тисненых материалов и вызываемые потоком воздуха, ударяющим по поверхности материала по диагонали к нему, который создает общую видимую направленность поверхности и приводит к нарушению рисунка, получаемого тиснением. Кроме того, при применении некоторых вариантов исполнения аэродинамических устройств для тиснения можно исключить или уменьшить видимые дефектные образования при тиснении, получающиеся из-за неравномерности зазора, отделяющего часть шаблона, находящуюся непосредственно рядом с материалом, от поверхности материала, поддающейся тиснению, во время вращения шаблона.
На фиг.1а показан обычный флокированный материал 10, который не был подвержен тиснению, а на фиг.1b показано поперечное сечение этого материала. Материал содержит подложку 12, покрытую слоем 14 связующего, который, в свою очередь, покрыт слоем 16 ворса, состоящим из множества ворсовых волокон 18 малой длины, приклеенных к слою 14 связующего.
Как показано на фиг.1b, в нетисненом ворсовом материале отдельные волокна 18 ворса обычно ориентированы по существу параллельно друг другу и по существу перпендикулярно поверхности слоя 14 связующего, в который они внедрены.
Подложка 12, как это показано на фигурах, включает ткань, сформированную из основных нитей 21 и уточных нитей 23. Подложка 12 может быть изготовлена из множества тканей, содержащих натуральные и/или синтетические волокна или их сочетания. В одном конкретном варианте исполнения подложка может содержать смесь хлопка с синтетическими волокнами в соотношении 65%/35% и иметь поверхностную плотность порядка 110,7-129,2 г/м2. Хотя в проиллюстрированном варианте исполнения в роли подложки показана ткань, следует понимать, что в других вариантах исполнения подложка 12 может быть изготовлена из любого типа материала, подходящего для флокирования слоем ворса, например, могут быть использованы всевозможные ткани, нетканые материалы, трикотажные полотна, пористые или непористые пластики и бумага и т.п., что должно быть очевидно специалистам в данной области.
Связующее, составляющее слой 14, может быть любым обычным связующим, известным в данной области, применяемым при изготовлении ворсовых материалов. К числу таких связующих относится широкий ряд связующих на водной основе или на основе неводных растворителей. Кроме того, что должно быть понятно специалистам в данной области, связующие могут дополнительно включать такие компоненты, как модификаторы вязкости, пластификаторы, термореактивные смолы, катализаторы фиксации, стабилизаторы и другие добавки, хорошо известные в данной области. Вязкость и состав выбранного связующего можно выбирать в соответствии с критериями, совершенно очевидными для специалистов в данной области, включая, но не ограничивая этим, пористость и состав подложки 12, желаемое время фиксации и используемую технологию, конкретный способ нанесения ворсовых волокон 18 на слой связующего, конечную поверхностную плотность и желаемый гриф ворсового материала и т.д. В одном конкретном варианте исполнения слой 14 связующего содержит полиакриловое связующее, которое наносят на подложку 12 так, чтобы иметь по существу равномерную толщину и поверхностную плотность покрытия, составляющую 73,8-110,7 г/м2,ворсового материала. Для более подробного рассмотрения связующих и различных добавок, которые могут быть использованы для получения слоя 14 связующего, возможна отсылка к патенту США №3916823, выданному на имя Хэллорана, включенному в настоящую заявку путем ссылки.
Ворсовые волокна 18, составляющие слой 16 волокон, могут быть также выбраны из широкого ряда натуральных и/или синтетических волокон в соответствии с конкретными желаемыми характеристиками ворсового материала 10. В предпочтительном варианте исполнения ворсовый слой 16 состоит из ворсовых волокон 18, изготовленных из синтетических полимерных материалов. В еще более предпочтительных вариантах исполнения ворсовые волокна 18 состоят из нейлоновых волокон. Волокна 18 для флокирования могут быть естественного цвета или крашеными в зависимости от конкретного вида применения, и слой 16 ворса может быть сформирован из ворсовых волокон 18 одного цвета, и при этом получается ворсовая лицевая поверхность 16, имеющая один сплошной цвет, или из множества ворсовых волокон 18, имеющих различные цвета, и при этом получается ворсовая лицевая поверхность 16, имеющая многоцветную окраску. Для использования в настоящем изобретении, где печатный рисунок переносят на ворсовый материал, предпочтительно использовать ворсовые волокна одного и того же цвета или неокрашеные ворсовые волокна.
Длина ворсовых волокон 18, их линейная плотность и плотность волокон на единицу площади поверхности слоя 14 связующего можно варьировать в относительно широких пределах и выбирать для получения ворсового материала, имеющего желаемые характеристики для конкретного вида применения, что очевидно для специалистов в данной области. В одном типичном варианте исполнения ворсовые волокна 18 могут иметь штапельную длину в пределах около 0,635-2,032 мм (более предпочтительно – в пределах около 1,02-1,65 мм), линейную плотность в пределах около 0,05-0,39 текс, а поверхностную плотность ворса – в пределах около 36,9-129,2 г/м2 материала. Слой 16 ворса может быть нанесен на подложку, покрытую связующим, как это рассмотрено более подробно ниже, рядом различных способов, обычных для данной области производства, включая использование оборудования для флокирования, содержащее устройства типа бил, или оборудование для флокирования, в котором используют электростатику, например, описанное более подробно в патенте совместного владения США №5108777, выданном на имя Лэйерда и включенном в настоящую заявку путем ссылки. Печатный рисунок может также быть перенесен на флокированный материал рядом обычных способов, включая, но не ограничивая этим, трафаретную печать, переводную печать с использованием бумаги, окраску, напыление щеткой и т.д., что должно быть понятно специалистам в данной области.
На фиг.2а-2b показан флокированный материал 20, являющийся типичным материалом, который был подвержен аэродинамическому тиснению с использованием предложенных в настоящем изобретении устройств для аэродинамического тиснения и способов, осуществляемых в соответствии с настоящим изобретением. Слой 16 ворса, включающий поверхность материала, подвергаемую тиснению, содержит множество мест 22 аэродинамического тиснения. Места 22 аэродинамического тиснения отличаются тем, что на этих участках ворсовые волокна приплюснуты или каким-либо другим образом переориентированы. Рядом с местами 22 тиснения расположены отделяющие их друг от друга нетисненые участки 24 поверхности материала, отличающиеся тем, что ворсовые волокна 18 здесь расположены по существу перпендикулярно слою 14 связующего.
Ориентация ворсовых волокон на тисненых и нетисненых участках материала более отчетливо показана на поперечном сечении материала, представленном на фиг.2b. На фиг.2с показан сходный тисненый ворсовый материал 30, аналогичный тому, который изготавливают в соответствии с обычными способами и на обычных аэродинамических устройствах для тиснения. Сравнение материала 20, подвергнутого аэродинамическому тиснению согласно настоящему изобретению, и материала 30, подвергнутого аэродинамическому тиснению, но изготовленного обычным способом, показывает несколько важных различий. Во-первых, материалы, подвергнутые аэродинамическому тиснению согласно изобретению, могут содержать тисненые участки, в которых наименьшие, очень тонкодетализированные тисненые участки имеют характеристический размер, который значительно меньше того размера, которого можно было достигнуть при использовании обычных устройств и способов. Например, тисненый материал 20 включает самые маленькие тисненые участки 26, имеющие маленький характеристический размер 28. В противоположность этому, соответствующий тисненый участок 36, полученный обычным способом с использованием обычного устройства, имеет характеристический размер 38, который обычно много больше. Под термином “характеристический размер” тисненого участка здесь понимают наименьший размер в поперечном сечении участка, измеряемый от первого края 27 нетисненого участка ворсового слоя 16 поперек участка до второго края 29 другого нетисненого участка на противоположной стороне участка.
Можно также увидеть путем сравнения большего тисненого участка (см. фиг.2b и 2с), что материал 20, выработанный согласно настоящему изобретению, имеет визуально значительно больший уровень контраста между волокнами на переориентированном участке 25 и соседнем нетисненом участке 24 ворсового слоя 16, при сравнении с материалом 30, выработанным согласно обычной технологии аэродинамического теснения. Более конкретно, переориентированные волокна на переориентированном участке 25 значительно более приплюснуты к подложке в материале 20, изготовленном согласно настоящему изобретению. Кроме того, расстояние 31, отделяющее приплюснутые волокна переориентированного участка 25 и по существу перпендикулярные волокна соседнего нетисненого участка 24 может быть очень малым и значительно меньше, чем эквивалентное расстояние 37 в материале 30, выработанном по обычной технологии аэродинамического тиснения. Таким образом, материалы, полученные аэродинамическим тиснением на аэродинамических устройствах для тиснения с использованием способов согласно описанному здесь изобретению, могут обладать необыкновенно высоким уровнем резкости и визуального контраста между тиснеными и нетиснеными участками ворсового материала, и можно получать тисненые рисунки и визуальные эффекты, которые ранее не могли быть достигнуты при использовании аэродинамических устройств для тиснения и которые можно было вырабатывать только посредством использования более дорогих технологий с применением валов для тиснения.
На фиг.3 проиллюстрирован предпочтительный способ формирования и тиснения флокированного материала. Линия 100 для изготовления тисненого материала, показанная на фиг.3, за исключением модификаций в соответствии с настоящим изобретением устройства 109 для аэродинамического тиснения, описанного подробно ниже, может быть по существу обычной по конструкции и может работать согласно способам, хорошо известным специалистам в данной области. Такие способы и линии для аэродинамического тиснения широко использовали ранее, и они описаны более подробно, например, в патенте США №3916823, выданном на имя Хэллорана. Процесс изготовления тисненого ворсового материала, например, сходного с материалом 20, представленным на фиг.2а, может быть осуществлен согласно описанию, приведенному ниже. Рулон 102 подложки 12 можно транспортировать в направлении, указанном стрелкой 105, под натяжением с рулона 102 подложки к накатываемому рулону 120 посредством обычных приводов для управляемого привода одного рулона (т.е. накатываемого рулона 120) или обоих рулонов. Материал можно направлять и поддерживать вдоль трассы процесса посредством ряда поддерживающих валов 104. В другом варианте исполнения вместо или в дополнение к транспортированию материала посредством вращения, сообщаемого приводом, оснащенным двигателем, накатываемого рулона/рулона подложки, материал можно перемещать вдоль линии посредством обычного транспортирующего устройства, например посредством ленточного или планочного конвейера. Затем на подложку 12 наносят слой связующего с помощью обычного аппликатора 106, например, валичного устройства для нанесения покрытия или устройства для нанесения покрытия поливом, ракельным ножом, печатным способом и т.д. Обычно связующее наносят на подложку с помощью ракельного ножа, хотя можно использовать и другие способы, например печать, нанесение связующего краскопультом и шелкотрафаретный способ. В предпочтительном варианте исполнения слой связующего наносят на всю верхнюю поверхность подложки 12.
Подложку 12, теперь уже покрытую слоем связующего, пропускают к флокирующей камере 108, включающей устройство 110 для нанесения ворса. Во флокирующей камере 108, как обычно при изготовлении флокированного материала, образуют слой флока путем нанесения на слой связующего множества волокон 18. Обычно, как описано ниже, это нанесение может быть достигнуто с помощью обычного бильного прутка или технологии с применением электростатики, при которой концы ворсовых волокон 18 приклеиваются в существенной степени к слою связующего. Ворсовые волокна 18, в предпочтительных вариантах исполнения, ориентируют по существу перпендикулярно слою связующего. В некоторых предпочтительных вариантах исполнения камера 108 флокирования может содержать флокирующее устройство электростатического действия, работающее на переменном токе, в котором создают переменное электростатическое поле с варьируемой частотой, в котором оптимизируют характеристики волокна и эффективность процесса, например, так, как это описано в патенте совместного владения США №5108777, выданном на имя Лэйерда и включенном в настоящую заявку путем ссылки.
После нанесения слоя волокна подложку 111 с нанесенным флоком проводят под цилиндром 112 для аэродинамического тиснения, который содержит воздушную пику (показан и описан подробно ниже), который сообщен с линией 114 подачи сжатого воздуха. Как более подробно описано ниже, цилиндр 112 для аэродинамического тиснения обычно содержит цилиндрическую сетку, или шаблон, имеющий отверстия и сплошные участки в его обечайке. Кроме того, как более подробно описано ниже, сжатый воздух от линии 114 подачи направляют с помощью воздушной пики сквозь отверстия в цилиндрической сетке, или шаблоне, цилиндра 112 для тиснения для того, чтобы формировать тисненые участки в слое ворса материала. Тисненый рисунок формируют путем отклонения волокон 18 ворса в слое ворса с помощью потока воздуха, проходящего сквозь отверстия в цилиндрической сетке, или шаблоне, цилиндра 112 для тиснения. После прохождения сквозь отверстия в шаблоне цилиндра 112 для тиснения воздух ударяет по ворсовым волокнам 18 и ориентирует их в направлении, которое диктуется частично скоростью воздуха, направлением потока воздуха и размером отверстия в шаблоне, сквозь которое проходит воздух. Другими словами, участки слоя волокон, проходящие под отверстиями в цилиндрическом шаблоне, переориентируются с образованием вмятин в тисненом рисунке, в то время как участки, проходящие под сплошными местами шаблона, не подвергаются существенному воздействию воздушного потока или переориентированию ворсовых волокон 18 в ворсовом слое. Как это понятно специалистам в данной области, предпочтительно, чтобы слой связующего находился во влажном незафиксированном состоянии во время процесса тиснения, чтобы ворсовые волокна 18 не удерживались жестко связующим и могли бы занимать свое собственное положение и ориентацию, измененные под действием ударяющего по ним потока воздуха. Скорость воздушного потока, ударяющего по слою ворса, должна быть существенной для того, чтобы прикладывать силу к ворсовым волокнам 18, чтобы создавать желаемую степень переориентации волокон.
После тиснения с помощью цилиндра 112 для тиснения ворсовый материал проводят через фиксирующую камеру 116 для того, чтобы зафиксировать слой связующего так, чтобы тисненый рисунок стал постоянно закрепленным. Фиксирующая камера 116 может содержать обычное фиксирующее оборудование, в которой на тисненый, но незафиксированный ворсовый материал воздействуют радиационным облучением или другими средствами повышения температуры для осуществления фиксации слоя связующего. В обычных фиксирующих камерах на флокированный материал воздействуют источником радиационного излучения, например инфракрасного излучения, или теплом, или ультрафиолетового излучения. В некоторых предпочтительных вариантах исполнения камера 116 для фиксации содержит газопламенную воздушную сушилку, хорошо известную в данной области техники, в которой на флокированный материал воздействуют потоком нагретого воздуха, чтобы обеспечить возможность конвективной сушки и фиксации связующего. После фиксации тисненый флокированный материал 118 выпускают из камеры для фиксации и накатывают в рулон 120. Скорость, с которой материал транспортируют через линию 100 для аэродинамического тиснения, можно регулировать в зависимости от ряда рабочих факторов, что должно быть понятно специалистам в данной области. В некоторых типичных вариантах исполнения скорость может быть в пределах, приблизительно составляющих, например, 7,62-45,72 м/мин.
На фиг.4а-4с показано устройство 109 более подробно. Аэродинамическое устройство 109 для тиснения содержит модифицированный вариант исполнения коммерчески поставляемого аэродинамического устройства для тиснения (модель №АР-1 фирмы Aigle Equipment, г. Бургано Тонинес, Италия). В альтернативных вариантах исполнения отличительные особенности изобретения, описанные здесь, могут быть использованы с другими коммерчески поставляемыми аэродинамическими устройствами для тиснения или могут быть введены в спроектированное и изготовленное по заказу аэродинамическое устройство для тиснения, что совершенно понятно специалистам в данной области. Кроме того, следует подчеркнуть, что любые конкретные размеры, габариты, материалы и т.д., описанные ниже и относящиеся к проиллюстрированным вариантам исполнения изобретения, являются просто примерными и основаны на физических и рабочих ограничениях конкретного проиллюстрированного варианта исполнения аэродинамического устройства 109 для тиснения. В других вариантах исполнения изобретения, в которых используют альтернативные аэродинамические устройства для тиснения, можно использовать оборудование, имеющее другие габариты и размеры, в котором используют другие материалы, отличные от описанных здесь. Соответственно, конкретные габариты, размеры, материалы и т.д., описанные ниже, приведены просто для иллюстрации и могут быть изменены в определенном масштабе, модифицированы или заменены для применения отличительных особенностей изобретения в альтернативных аэродинамических устройствах для тиснения в объеме настоящего изобретения.
Флокированный нетисненый материал 111 (см. фиг.4а) транспортируют, как это описано выше, к цилиндру 112 для тиснения в направлении, указанном стрелкой 122. Цилиндр 112 для тиснения включает в общем цилиндрическое центральное пространство, расположенное над поверхностью 113, поддающейся тиснению, нетисненого материала 111, содержащее в общем цилиндрический шаблон 128, описанный более подробно ниже. Цилиндр 112 для тиснения имеет на каждом его конце фланец 130 шаблона уменьшенного диаметра (показан более четко на фиг.5), посредством чего он присоединен к вращающимся подшипникам 132 привода 134 с двигателем. Фланцы 130 шаблона присоединены к вращающимся подшипникам 132 посредством установочных хомутов 136 шаблона, которые могут быть выполнены любой обычной конструкции, известной специалистам в данной области техники. Привод 134 с двигателем шаблона включает станины 138 и 140, расположенные с противоположных сторон устройства по ширине материала 111. По меньшей мере одна из станин 138 и 140 включает в свой состав двигатель с регулируемой скоростью (не показан), которым приводят обычный приводной механизм, чтобы вращать шаблон 128, относительно материала 111. Приводной механизм для вращения цилиндра для тиснения может быть любым подходящим приводным механизмом, известным специалистам в данной области, включая, но не ограничиваясь этим, ременный, зубчатый, фрикционный, индукционный привод и другие механизмы, известные специалистам в данной области. Приводной механизм показанного варианта исполнения содержит зубчатый приводной механизм, в котором имеется двигатель с регулируемой скоростью (не показан), установленный на станине 140; он вращает зубчатое колесо (не показано), которое, в свою очередь, сопряжено с зубчатым венцом (не показан), включающим наружную поверхность вращающегося подшипника 132 в станине 138.
В показанном варианте исполнения приводной двигатель цилиндра для тиснения с регулируемой скоростью может работать так, чтобы вращать цилиндр 112 для тиснения в направлении, указанном стрелкой 140 (т.е. в направлении, противоположном направлению движения 122 материала 111), или, более предпочтительно, в направлении, указанном стрелкой 142 (т.е. в том же направлении, что и направление 122 движения материала 111).
В известных обычных устройствах цилиндр 112 для тиснения вращают в направлении, указанном стрелкой 142, так, что скорость поверхности шаблона 128 по существу та же самая, что и скорость материала 111, проходящего под шаблоном 128. В таких обычных вариантах исполнения скорость вращения отверстий 144 в шаблоне 128 цилиндра 112 для тиснения совпадает со скоростью материала 111, проходящего под ним, в результате чего образуются места 22 тиснения в материале 118, подвергнутом аэродинамическому тиснению, имеющие общую длину при измерении в направлении движения 122, которая по существу та же, что и полная длина отверстия 144 в шаблоне 128 при измерении вдоль направления вращения 142, посредством которого формируют место тиснения. Путем использования приводного двигателя с регулируемой скоростью, описанного здесь, шаблон 128 можно вращать, в некоторых вариантах исполнения, со скоростью, которая отличается от скорости материала, проходящего под шаблоном, для того, чтобы создавать различные тисненые рисунки на материале, которые имеют различный визуальный внешний вид, одним данным шаблоном.
Например, путем вращения шаблона в направлении 142 со скоростью, большей скорости материала, проходящего под шаблоном, можно формировать места тиснения, создаваемые потоком воздуха, проходящего сквозь отверстия 144, укороченные при измерении вдоль направления, параллельного направлению движения 122 материала, в сравнении с эквивалентным тисненым рисунком, выработанным путем вращения шаблона с той же скоростью, что и скорость материала. В противоположность этому, путем вращения шаблона 128 в направлении, указанном стрелкой 142, со скоростью, меньшей скорости материала, проходящего под шаблоном, могут быть сформированы тисненые места 122, относительно более длинные, и величина детали визуально может быть выполнена более отчетливой в месте тиснения в сравнении с местами тиснения, выработанными при использовании шаблона, вращаемого с той же скоростью, что и скорость материала. Таким образом, путем изменения скорости шаблона относительно скорости материала может быть выработан ряд различных рисунков при использовании одного и того же шаблона. В некоторых вариантах исполнения скорость материала отличается от скорости вращаемого шаблона, по меньшей мере, на множитель, соответствующий приблизительно 2, а в других вариантах исполнения отличается от скорости материала, по меньшей мере, на множитель, соответствующий приблизительно 4.
Один вариант исполнения цилиндра 112 для тиснения показан более подробно на фиг.4d. Цилиндр 112 для тиснения содержит полый цилиндр, имеющий расположенный в центре шаблон 128, определяющий область тиснения 146, простирающуюся по ширине материала, который надлежит подвергнуть тиснению. В показанном варианте исполнения область тиснения составляет в пределах около 1371,6-1625,6 мм по длине. Изображенный цилиндр 112 для тиснения содержит область тиснения 128 шаблона, имеющую наружную окружность, составляющую приблизительно 635 мм. Внутренний диаметр области тиснения 128 в показанном варианте исполнения составляет приблизительно 201,93 мм, в то время как внутренний диаметр фланца 130 шаблона составляет приблизительно 139,7 мм.
Цилиндрический шаблон 128 обычно может быть изготовлен, например, из цилиндрической сетки, содержащей ряд сплошных, воздухонепроницаемых участков 141 и ряд отверстий 144, причем отверстия позволяют воздуху проходить сквозь них. Цилиндрический шаблон 128 может быть сформирован любым способом, обычно используемым для изготовления таких шаблонов. Например, в одном варианте исполнения цилиндрический шаблон 128 может быть изготовлен с использованием хорошо известного процесса лакирования сетки (сетки “Пента”), в котором цилиндрическую сетку, обычно изготовленную из металла, например никеля, покрывают лаком. При изготовлении шаблона для такого варианта исполнения сетку сначала покрывают по существу равномерным слоем лака, затем на него наносят маску в виде рисунка, содержащую участки, которые могут препятствовать прохождению ультрафиолетовых лучей, и подвергают ультрафиолетовому облучению, которое способствует фиксации лака. Участки сетки, расположенные под маской, соответствующей рисунку, которая препятствует прохождению ультрафиолетовых лучей, остаются незафиксированными после экспозиции и могут быть впоследствии удалены с сетки, таким образом оставляя на сетке лаковое покрытие, образующее шаблон, имеющий отверстия в соответствии с рисунком, который является взаимодополняющим по отношению к рисунку маски. В другом варианте исполнения шаблон может быть сформирован путем покрытия металлической сетки металлическим слоем в виде рисунка, посредством использования гальванического процесса, хорошо известного специалистам в данной области техники. В еще одном варианте исполнения цилиндрический шаблон 128 может быть сформирован путем непосредственного нанесения на цилиндрическую сетку воздухонепроницаемого слоя, например, бумаги, пластика или другого воздухонепроницаемого слоя, и последующего вырезания выбранных участков в воздухонепроницаемом слое для образования отверстий 144. Следует иметь в виду, конечно, что участки, соответствующие отверстиям 144, могут быть вырезаны в воздухонепроницаемом слое до использования слоя для образования цилиндрического шаблона 128. В других вариантах исполнения цилиндрический шаблон 128 может быть сформирован из шаблона, обычно используемого в процессах трафаретной печати с вращаемыми шаблонами, или любыми другими способами, известными специалистам в данной области, для формирования шаблонов для аэродинамического тиснения. Отверстия 144 в цилиндрическом шаблоне 128 предназначены для образования мест 22 тиснения в тисненом материале 118, когда поток воздуха проходит сквозь отверстия и ударяет по материалу 111 при пропуске его под цилиндром 112. Как показано на фиг.2а, места 22 тиснения, образованные посредством отверстий 144, могут обычно иметь сходную общую форму и ориентацию, как и отверстия в цилиндрическом шаблоне 128.
Как сказано более подробно ниже, цилиндрические шаблоны (например, шаблон 128), изготовленные согласно описанным выше способам, хотя предпочтительно должны иметь цилиндрическую форму, по существу совершенно круглую в сечении, перпендикулярном продольной оси шаблона, и хотя они предпочтительно должны иметь продольную ось, которая была бы расположена в центре шаблона, будучи по существу совмещенной с продольной осью вращения цилиндра для тиснения (например, цилиндра 112), несущего и содержащего шаблон, часто из-за производственных дефектов, допусков при изготовлении и монтаже, повреждений при использовании и т.д. имеют цилиндрическую форму, которая в сечении в плоскости, перпендикулярной продольной оси, является некруглой, и/или имеют продольную ось, смещенную от продольной оси вращения цилиндра для тиснения, несущего шаблон, так, что все части внутренней поверхности шаблона располагаются не эквидистантно от продольной оси вращения цилиндра для тиснения. Такие неровности формы цилиндрического шаблона и/или отклонения центральной продольной оси шаблона от центральной продольной оси вращения цилиндра для тиснения понуждают шаблон к демонстрации нежелательной характеристики, называемой здесь “расхождением”, когда он выполнен так, как показано на фиг.4а и 4b, и его вращают над поверхностью (например, 113) материала, поддающейся тиснению. Более конкретно, когда шаблон вращают над поверхностью материала, отклонения от круглости в поперечном сечении шаблона и/или несовпадение центральной продольной оси шаблона и оси вращения цилиндра для тиснения приводят к отклонениям величины зазора, отделяющего поверхность материала, подвергаемую тиснению, от части наружной поверхности шаблона, расположенной над и находящейся непосредственно рядом с поверхностью материала, поддающейся тиснению, при вращении шаблона.
Это явление “расхождения” проиллюстрировано и пояснено более подробно со ссылками на фиг.5d-5f ниже. Под термином “расхождение” здесь понимают разницу между зазором, отделяющим поверхность материала, подвергаемую тиснению, от части наружной поверхности шаблона, расположенной над и находящейся непосредственно рядом с участком поверхности материала, поддающейся тиснению, при вращении шаблона в положении, при котором этот упомянутый выше зазор является максимальным, а зазор, отделяющий поверхность материала, подвергаемую тиснению, от части наружной поверхности шаблона, расположенной над и находящейся непосредственно рядом с участком поверхности материала, поддающейся тиснению, при вращении шаблона в положении, при котором этот упомянутый выше зазор является минимальным. Такое “расхождение” является нежелательным, так как колебания упомянутого выше зазора могут создавать нежелательные колебания в уровне деталей рисунка, которые могут быть выработаны и в общем внешнем виде тисненого рисунка, созданного на материале. Кроме того, варианты исполнения, где желательно поддерживать часть наружной поверхности шаблона, находящуюся непосредственно рядом с поверхностью материала, поддающейся тиснению, на расстоянии от поверхности материала, поддающейся тиснению, меньшем расстояния, определяющего “расхождение” шаблона, так как шаблон может создавать нежелательные дефектные образования в тисненом рисунке, вызванные непосредственным контактом наружной поверхности шаблона с поверхностью материала, поддающейся тиснению, во время вращения шаблона.
Хотя описанное выше явление “расхождения” может присутствовать в цилиндрическом шаблоне, изготовленном в соответствии с любым описанным выше способом изготовления шаблонов для аэродинамического тиснения, степень “расхождения” имеет тенденцию принимать наибольшее значение в шаблонах, изготовленных согласно упомянутому выше процессу “сетка Пента”. Такие шаблоны обычно легче по весу, тоньше и менее механически жесткие, чем шаблоны, изготовленные другими упомянутыми выше способами. Шаблоны из “сетки Пента”, однако, обладают рядом отличительных особенностей, которые делают их желательными для использования в способах аэродинамического тиснения и устройствах для их осуществления. Например, “сетки Пента” обычно легче и дешевле сеток, изготовленных некоторыми другими типичными известными способами производства шаблонов (например, шаблонов, изготовленных с применением гальванического процесса). Было установлено, что величина “расхождения”, обычно наблюдаемая при использовании шаблонов типа “сетка Пента”, может составлять до 2,54 мм или даже больше в некоторых случаях. Как сказано более подробно ниже, одна отличительная особенность настоящего изобретения включает стабилизацию вращения цилиндрического шаблона, используемого для аэродинамического тиснения, с применением одного или большего числа стабилизаторов шаблона так, чтобы шаблон вращался по существу действительно относительно оси вращения цилиндра для тиснения и чтобы имело место уменьшенное колебание величины зазора, отделяющего поверхность материала, подвергаемую тиснению, от части поверхности шаблона, обращенной к обрабатываемому материалу, находящейся непосредственно рядом с поверхностью материала, поддающейся тиснению, при вращении шаблона.
Станины 138 и 140 (см. фиг.4а) содержат также механизмы для удерживания и позиционирования воздушной пики (показанной и описанной более подробно ниже), причем эта воздушная пика выполнена и расположена так, чтобы направлять поток воздуха сквозь отверстия 144 в шаблоне 128 на материал 111 для того, чтобы вырабатывать участки 22 тиснения на тисненом материале 118. Для более четкой иллюстрации механизма поддержки и позиционирования воздушной пики, воздушная пика удалена из устройства и не показана на фиг.4а и 4b. При сборке для работы продолговатую воздушную пику вставляют в отверстие 148 во вращаемый подшипник 132 так, чтобы он был расположен внутри цилиндра 112 для тиснения, проходил поперек ширины цилиндра 112 для тиснения и опирался на входную лотковую опору 150 воздушной пики и выходную лотковую опору 152 воздушной пики (более отчетливо показаны на фиг.4b) устройства 109. Отверстие 148, из которого входная часть воздушной пики выступает, когда воздушную пику устанавливают в ее рабочее положение, имеет внутренний диаметр, который по существу равен наружному диаметру фланцевой части 130 шаблона (т.е. около 139,7 мм, как это показано на чертеже) цилиндра 112 для тиснения.
При установке для работы входная часть воздушной пики опирается на участок 154 лотковой опоры воздушной пики входного опорного рычага 150 воздушной пики и поддерживается им. Участку 154 входной лотковой опоры воздушной пики предпочтительно приданы такие размеры и форма, чтобы они были взаимодополняющими в отношении размеров и формы входного участка воздушной пики, чтобы входной участок плотно и надежно садился в области лотковой опоры воздушной пики, когда устройство находится в работе. Входной опорный рычаг 150 воздушной пики устанавливают шарнирно на станине 138 через посредство проставки 156 и шарнирного подшипника 158 так, чтобы опорный рычаг мог быть повернут вверх и вниз в направлениях, указанных стрелками 160, чтобы регулировать положение воздушной пики по высоте относительно цилиндра 112 для тиснения и чтобы регулировать зазор между соплом (соплами) воздушной пики и внутренней поверхностью шаблона 128, как это более подробно описано ниже.
Регулирование положения воздушной пики по высоте, поддерживаемого входным опорным рычагом 150 воздушной пики, выполняют с помощью входного регулятора 162 положения воздушной пики по высоте. Регулятор 162 положения воздушной пики по высоте содержит основной корпус 164, прикрепленный к лицевой поверхности станины 138 посредством кронштейна 166. Регулятор 162 положения воздушной пики по высоте дополнительно содержит поршень 168, установленный с возможностью возвратно-поступательного движения, соединенный с входным опорным рычагом 150 воздушной пики посредством гайки 170 на его резьбовом конце. В предпочтительных вариантах исполнения входного регулятора 162 положение воздушной пики по высоте имеет такой диапазон перемещения, чтобы в самом нижнем положении сопло воздушной пики, вставленной в цилиндр 112 для тиснения, могло контактировать с самой нижней частью внутренней поверхности шаблона для тиснения, а самое верхнее положение обеспечивало бы образование зазора между соплом воздушной пики и внутренней поверхностью шаблона 128 для тиснения, который, по меньшей мере, был бы больше максимального зазора, желаемого во время работы устройства. В проиллюстрированном варианте исполнения регулятором 162 положения воздушной пики по высоте управляют пневматически посредством пневмолинии 172 для грубого регулирования при перемещении вверх и вниз, а кроме того, регулятор 162 включает ручку 174 для ручного точного регулирования по высоте, которую использует оператор для выполнения точной регулировки. Регулятор положения воздушной пики по высоте также, если это желательно, может содержать шкалу 176, которая может помогать оператору в определении точного и воспроизводимого положения входной части воздушной пики.
Детали механизма, установленные на станине 140 и предназначенные для позиционирования и поддержки опорного вала воздушной пики, причем опорный вал располагают с противоположного конца от входной части воздушной пики (более четко показано на фиг.6-8), представлены на фиг.4b. Опорный рычаг 152 опорного вала воздушной пики аналогичен по конфигурации входному опорному рычагу 152 воздушной пики и шарнирно подвижен для того, чтобы регулировать положение по высоте дальнего конца воздушной пики посредством дальнего регулятора 178 положения воздушной пики по высоте, который по существу идентичен входному регулятору 162 положения воздушной пики по высоте. Регуляторы 162 и 178 положения воздушной пики по высоте, в предпочтительных вариантах исполнения, настраивают так, чтобы создать по существу равномерный зазор между соплом (соплами) воздушной пики и расположенной рядом внутренней поверхностью цилиндра 112 для тиснения, который по существу одинаков по существу по всей ширине участка 128 шаблона цилиндра 112 для тиснения. В других вариантах исполнения, однако, регуляторы положения воздушной пики по высоте можно выставить по-разному так, чтобы некоторые сопла воздушной пики были ближе к шаблону, чем другие, или некоторые части данного сопла, установленного на воздуховоде, были ближе к внутренней поверхности шаблона, чем другие части.
Как показано на фиг.6-8 ниже, на которых изображен ряд вариантов исполнения воздушных пик, предложенных в настоящем изобретении, расположенные нижние по потоку концы показанных воздушных пик могут включать опорные валы, имеющие наружные диаметры, которые обычно меньше наружных диаметров частей основного корпуса и входных частей воздушной пики. Опорный вал воздушной пики поддерживают и позиционируют с помощью опорного хомута 180 опорного вала воздушной пики, причем хомут фиксируют для поддержки рычага 152 посредством крепления 182 в виде болтов и гаек. В изображенном варианте исполнения опорный хомут 180 опорного вала установлен в пазу 184 платформы 186 опорного рычага 152. Такая конфигурация позволяет устанавливать опорный хомут 180 опорного вала с возможностью перемещения в направлениях, указанных стрелками 188, для того, чтобы регулировать положение дальнего конца воздушной пики в горизонтальном направлении внутри цилиндра 112 для тиснения. В предпочтительных вариантах исполнения положение опорного хомута опорного вала в горизонтальном направлении регулируют так, чтобы сопло (сопла) воздушной пики были расположены так, чтобы его пересекала пополам ось 190 цилиндра 112 для тиснения.
Опорный хомут 180 опорного вала также включает установочный винт и ручку 192 для регулирования углового положения, которые можно использовать для регулирования углового направления воздушной пики в цилиндре 112 для тиснения. Опорный хомут 180 также включает установочный винт 194 для установки перпендикулярности, который сопрягают с ответным отверстием (см. фиг.6-8) в опорном валу воздушной пики. Когда установочный винт 194 вставляют в ответное отверстие, он служит для фиксации углового положения воздушной пики так, чтобы сопло (сопла) были расположены так, чтобы направлять поток воздуха по существу перпендикулярно по отношению к самой нижней части внутренней поверхности шаблона 128 цилиндра 112 для тиснения (более отчетливо это показано на фиг.5 внизу). В некоторых вариантах исполнения установочный винт 194 может быть вывинчен так, чтобы он не выступал в отверстие 196 опорного хомута 180 опорного вала, а воздушная пика может быть расположена и зафиксирована с использованием установочного винта в ручке 192 для углового регулирования так, чтобы установить и зафиксировать опорный вал в отверстии 196 при направлении его таким образом, чтобы сопло (сопла) было бы не перпендикулярно и/или не установлено так, чтобы направлять поток воздуха по существу перпендикулярно самой нижней части внутренней поверхности шаблона 128 цилиндра 112 для тиснения. В некоторых таких вариантах исполнения воздушная пика может быть установлена так, чтобы поток воздуха образовывал угол, составляющий, например, около 5-10° относительно оси 190.
На фиг.4с показан вид устройства 109 для тиснения с нижней стороны материала 111. В предпочтительных вариантах исполнения устройство 109 включает опорную поверхность 236, расположенную непосредственно под шаблоном 128, которой придана такая конфигурация, чтобы посредством нее поддерживать материал 111 с нижней стороны в месте, где по расположенной рядом поверхности материала, поддающейся тиснению, ударяют воздушным потоком, выходящим из сопла (сопел) воздушной пики, когда он установлен в устройстве во время работы. Хотя в альтернативных представленному на фиг.4с вариантах исполнения опорная поверхность может содержать платформу или другую плоскую поверхность, предпочтительно, чтобы опорная поверхность была цилиндрической, в виде опорного вала 104 для материала, как это показано на фиг.4с.
В показанном варианте исполнения опорный вал 104 для материала установлен на несущих вал рычагах 198, которые опираются на несущую вал балку 200. В некоторых вариантах исполнения несущим вал рычагам 198 может быть придана такая конфигурация, чтобы вертикальное положение опорного вала 104 для материала можно было регулировать относительно несущей вал балки 200, материала 111 и шаблона 128 в направлениях, указанных стрелками 199. Опорный вал 104 для материала, в предпочтительных вариантах исполнения, выполняют так, чтобы его вращать наиболее предпочтительно в направлении движения, указанном стрелкой 201, совпадающем с направлением движения материала 111.
В показанном варианте исполнения опорный вал 104 для материала вращают посредством привода, содержащего электродвигатель 202 и приводной ремень 204, расположенного на несущей платформе 203 двигателя. В альтернативных вариантах исполнения, очевидных для специалистов в данной области, опорный вал 104 для материала можно вращать с помощью широкого ряда механических средств. В предпочтительном проиллюстрированном варианте исполнения установлен элемент 206 для чистки поверхности контакта с наружной поверхностью 236 опорного вала 104 для материала. Элемент 206 для чистки поверхности служит для соскребания и удаления любого связующего, волокон ворса или других остатков, которые могут собираться на поверхности 236 опорного вала 104 для материала, таким образом, посредством элемента 206 можно удалять или уменьшать любые наросты под поверхностью материала 111 во время работы устройства, причем эти наросты в известных устройствах приводили к ограничению продолжительности времени работы устройств без остановов и чистки опорной поверхности. В проиллюстрированном варианте исполнения элемент 206 для чистки поверхности содержит нож, расположенный в контакте с наружной цилиндрической поверхностью 236 опорного вала 104 для материала по существу по всей ширине опорного вала для материала, расположенного непосредственно под участком шаблона 128 цилиндра 112 для тиснения. В наиболее предпочтительных вариантах исполнения элемент для чистки поверхности располагают так, чтобы он контактировал с опорным валом вдоль по существу всей длины вала, который находится в контакте с изнаночной стороной материала 111. В альтернативных вариантах исполнения может быть использовано много других известных элементов для чистки поверхности, которые могут быть использованы вместо соскребающей пластины 206, например щетки, воздушные сопла, водяные сопла и т.д.
На фиг.5а изображено поперечное сечение одного варианта исполнения аэродинамического устройства 109 для тиснения. С целью иллюстрации относительного положения определенных различных элементов устройства 109 на фиг.5а показано поперечное сечение аэродинамического устройства 109 для тиснения с воздушной пикой в соответствии с одним вариантом исполнения согласно изобретению, установленной в устройстве, и с определенными деталями окружающих несущих узлов, не изображенных для обеспечения ясности рисунка.
Воздушная пика 210 в какой-то мере сходна по конструкции с воздушной пикой 700, изображенной и описанной более подробно со ссылками на фиг.8а-8g, ниже. Как сказано выше, воздушная пика 210, когда она установлена в рабочем сопряжении с аэродинамическим устройством 109 для тиснения, содержит входную область, опираемую и устанавливаемую с помощью входного опорного рычага 150 воздушной пики и входного регулятора 162 положения воздушной пики по высоте, и имеет опорный вал у его дальнего конца, который опирают и позиционируют с помощью опорного рычага 152 опорного вала воздушной пики и регулятора 178 положения по высоте опорного вала воздушной пики.
Воздушная пика 210 иллюстрирует один вариант исполнения воздушной пики, посредством которого можно располагать сопло (сопла) воздушной пики рядом или в непосредственном контакте с внутренней поверхностью шаблона. Воздушной пике 210 придают форму трубы, и она включает основной корпус 212, к которому прикрепляют компонент 214, образующий сопло. Компонент 214, образующий сопло, включает на его краю сопло 216, выполненное в форме и расположенное так, чтобы обеспечить возможность размещения сопла очень близко или в непосредственном контакте с частью 218 внутренней поверхности 223 шаблона 128, причем часть 218 внутренней поверхности шаблона обращена к соплу и расположена рядом с ним и расположена непосредственно против части 233 наружной поверхности шаблона, которая находится непосредственно рядом с материалом 111.
Часть внутренней/наружной поверхности шаблона “находится непосредственно рядом с” материалом или поверхностью материала, поддающейся тиснению, когда такую часть располагают около материала или около поверхности материала, поддающейся тиснению, с зазором, измеряемым в направлении, перпендикулярном поверхности материала, меньшим зазора, измеряемого в направлении, перпендикулярном поверхности материала, отделяющего материал или поверхность материала, подвергаемую тиснению, и любую другую часть внутренней/наружной поверхности шаблона. Кроме того, любой зазор (зазоры), о котором здесь идет речь, между материалом или поверхностью материала, поддающейся тиснению, и наружной поверхностью шаблона или частью наружной поверхности шаблона, находящейся непосредственно рядом с материалом или поверхностью материала, поддающейся тиснению, относится, если не определено другое, к перпендикулярному расстоянию, отделяющему эту часть наружной поверхности цилиндра для тиснения, находящуюся непосредственно рядом с поверхностью материала, поддающейся тиснению, от той части поверхности материала, поддающейся тиснению, находящейся непосредственно рядом с ней (т.е. это наименьший зазор, отделяющий наружную поверхность цилиндрического шаблона от поверхности материала, поддающейся тиснению, измеряемый в любой момент времени во время вращения цилиндра для тиснения).
Как сказано более подробно ниже, для того, чтобы снизить до минимума падение давления вдоль длины воздушной пики, и для того, чтобы обеспечить желаемое распределение потока воздуха в воздушной пике, часть основного корпуса 212 предпочтительно выполнена по существу одинакового диаметра вдоль всей длины воздушной пики, по которой протекает воздушный поток, когда воздушная пика находится в работе. В соответствии с этим, из-за физических ограничений, налагаемых аэродинамическим устройством для тиснения, обычные известные воздушные пики, снабженные соплами, выполненными непосредственно в боковой стенке части основного корпуса воздушной пики и не включающими компонента, образующего сопло, такого, как компонент 214, образующий сопло, выступающего наружу от боковой стенки части основного корпуса, не могут быть расположены в цилиндре для тиснения так, чтобы сопло находилось вблизи к/или в контакте с внутренней поверхностью шаблона.
Физическое ограничение, налагаемое аэродинамическим устройством для тиснения, которое препятствует тому, чтобы сопло, выполненное непосредственно в боковой стенке обычной воздушной пики, можно было расположить рядом или в контакте с внутренней поверхностью шаблона, заключается в разнице между внутренним диаметром шаблона 128 и наименьшим внутренним диаметром 219 фланца 130 шаблона и отверстием 148 аэродинамического устройства для тиснения. Как было сказано ранее, в типичном устройстве, в котором используют шаблон, имеющий длину наружной окружности 635 мм и внутренний диаметр 201,93 мм, и имеющий фланец с внутренним диаметром около 139,7 мм, расстояние 220, имеющееся между внутренней поверхностью 222 отверстия 148 и фланцем 130 шаблона и внутренней поверхностью 223 шаблона 128, составляет приблизительно 30,48 мм. В обычных воздушных пиках без компонента, образующего сопло, и имеющих входную часть с диаметром, равным или сходным с диаметром части основного корпуса, сопло, выполненное в боковой стенке части основного корпуса, ограничено контактом входной части воздушной пики с поверхностью 222, причем этот контакт препятствует тому, чтобы можно было расположить сопло с зазором относительно части 218 внутренней поверхности шаблона 128, который был бы значительно меньше расстояния 220.
Компонент 214, образующий сопло, который выступает вдоль существенной части длины части 212 основного корпуса, но не выступает во входную часть основного корпуса, может перекрывать расстояние 220 так, чтобы обеспечивать возможность расположения сопла 216 вблизи части 218 поверхности шаблона 128, как это желательно, или в контакте с частью поверхности 218, если это требуется. Компонент 214, образующий сопло, как это описано более подробно со ссылками на фиг.8а-8g, предпочтительно проходит вдоль длины части 212 основного корпуса по существу по всей ширине шаблона 128 и материала 111, но не выступает в области части основного корпуса рядом с внутренней поверхностью 222.
Обычно желательно увеличить до максимума внутренний диаметр части 212 основного корпуса для того, чтобы уменьшить до минимума падение давления по длине воздушной пики 210, когда устройство находится в работе. Также требуется, чтобы компоненту 214, образующему сопло, были приданы такие размеры, при которых он выступал бы относительно внешней поверхности части 212 основного корпуса на расстояние, которое позволяло бы располагать сопло 216 в компоненте 214, образующем сопло, с желаемым зазором относительно части 218 поверхности шаблона 128 и/или в контакте с частью 218 поверхности. Таким образом, компоненту 214, образующему сопло, придают такую форму и располагают так, чтобы обеспечить возможность расположения сопла 216 с зазором относительно части 218 поверхности, включающим, в предпочтительных вариантах исполнения, зазор, равный нулю, при контакте с внутренней поверхностью, который существенно меньше расстояния, отделяющего выпускное отверстие 224 в части 212 основного корпуса от части 218 поверхности, причем выпускное отверстие 224 сообщено с соплом 216. Слова “существенно меньше” в отношении к рассмотренному выше зазору между соплом 216 и частью 218 поверхности в сравнении с расстоянием, отделяющим выпускное отверстие 224 от части 218 поверхности, определяют то, что зазор, отделяющий сопло 216 от части 218 поверхности, составляет не более 60% расстояния, отделяющего выпускное отверстие 224 от части 218 поверхности, и может, в некоторых предпочтительных вариантах исполнения быть меньше 1% расстояния, отделяющего выпускное отверстие в основном корпусе воздушной пики от части поверхности 218 шаблона.
В проиллюстрированном варианте исполнения часть 212 основного корпуса воздушной пики 210 содержит алюминиевую трубу со стенкой толщиной около 3,175 мм и наружным диаметром около 101,6 мм. В другом варианте исполнения воздушная пика 210 может быть выполнена из ряда других материалов, например пластиков и т.д., и может иметь толщину стенки, отличную от указанной выше, что выбирают из соображений обеспечения достаточной стойкости к рабочему давлению, что очевидно для специалистов в данной области. Как сказано выше, часть 212 основного корпуса включает выпускное отверстие 224, сообщенное с компонентом 214, образующим сопло. Выпускное отверстие 224 может содержать множество отверстий в боковой стенке части 212 основного корпуса; однако, в более предпочтительных вариантах исполнения, выпускное отверстие 224 содержит продолговатый паз, проходящий вдоль существенной части длины части основного корпуса, как это показано более четко на фиг.8а-8g. Часть 212 основного корпуса может также быть стабилизирована от воздействия внутреннего давления путем включения одной или большего числа внутренних стяжек 226 вдоль длины, которые могут быть приварены или каким-либо другим способом прикреплены к части 212 основного корпуса и могут проходить через выпускную щель 224 для того, чтобы препятствовать расширению части 212 основного корпуса, когда воздушная пика находится в работе. Обычно, когда устройство работает, вход воздушной пики 210 прикрепляют к линии 114 подачи воздуха, как показано на фиг.3, которая предпочтительно содержит вентилятор с регулируемой скоростью, которым можно обеспечить регулируемый потребителем объемный расход воздуха в воздушной пике 210. Рабочее давление в воздушной пике 210 может обычно составлять в пределах около 25,4-2540,0 мм водяного столба.
Компонент 214, образующий сопло, может быть изготовлен из любого подходящего материала, что очевидно для специалиста в данной области, а в предпочтительных вариантах исполнения его изготавливают из жесткого металла. Компонент 214, образующий сопло, перекрывает выпускной паз 224 части 212 основного корпуса и имеет верхнюю скругленную поверхность 225, которой придана такая форма, чтобы она прилегала к контуру наружной поверхности части 212 основного корпуса. Компонент 214, образующий сопло, может быть прикреплен к части 212 основного корпуса любым рядом средств, известных специалистам в данной области. В показанном варианте исполнения компонент 214, образующий сопло, прикреплен с возможностью отсоединения к части 212 основного корпуса посредством множества болтов 228, расположенных вдоль длины компонента, образующего сопло, с противоположных сторон от выпускного паза 224.
Компонент 214, образующий сопло, как это изображено на фигурах, включает внутреннюю камеру 230, которая проходит вдоль длины компонента, образующего сопло, совместно с соплом 216. Сопло 216 может содержать множество отдельных отверстий или выходов в нижней поверхности компонента 214, образующего сопло; однако для того, чтобы исключить появление дефектных образований, вызванных воздухонепроницаемыми пространствами между соплами, имеющими отдельные отверстия или выходы, в предпочтительных вариантах исполнения, сопло 216 содержит продолговатый прямоугольный паз, проходящий вдоль существенной части длины компонента 214, образующего сопло, по ширине шаблона 128 и ширине материала 111, подвергаемого тиснению, когда оно установлено в устройстве.
В предпочтительных вариантах исполнения паз 216 сопла проходит вдоль длины компонента 214, образующего сопло, так, что он имеет одинаковое протяжение с пазом 224 в части 212 основного корпуса и располагается непосредственно под и параллельно выпускному пазу. В изображенном варианте исполнения компонент 214, образующий сопло, выступает наружу от части 212 основного корпуса так, что сопло 216 отделено от выпускного отверстия 224 расстоянием, составляющим около 31,75 мм, что является достаточным не только для того, чтобы перекрыть все расстояние 220, отделяющее часть 218 поверхности от поверхности 222, когда воздушная пика находится в рабочем положении в аэродинамическом устройстве для тиснения. Проиллюстрированное сочетание, например, наружного диаметра, равного 101,6 мм, части 212 основного корпуса и компонента 214, образующего сопло, который выступает наружу от части основного корпуса на расстояние, составляющее около 31,75 мм, приводит к общему эффективному диаметру 232 воздушной пики 210, как раз достаточному для того, чтобы перекрыть наименьший диаметр 219 фланца 130 шаблона и отверстие 148 аэродинамического устройства для тиснения.
Установлено, согласно изобретению, что путем расположения сопла 216 очень близко к части 218 поверхности шаблона 128, которая находится непосредственно рядом с материалом 111, а в некоторых предпочтительных вариантах исполнения - в контакте с частью 218 поверхности, определяющем нулевой зазор, степень коллимации воздушной струи 231, выходящей из сопла, в месте, где струя проходит сквозь шаблон 128, усиливается в достаточной степени в сравнении со струей воздуха, выходящей из обычных воздушных пик в их месте прохода сквозь шаблон для тиснения. Путем сокращения зазора, отделяющего сопло 216 от части поверхности 218, длина струи 231 воздуха между ее источником в виде сопла 216 и частью 218 поверхности соответственно уменьшается, и величина рассеяния струи воздуха значительно уменьшается или существенно ограничивается, что приводит к возможности достижения более тонких уровней детализации и улучшения внешнего вида тисненых элементов тисненого материала 118. Как описано более подробно ниже, близкое расположение сопла 216 к части 218 поверхности шаблона 128 или контакт между соплом и поверхностью, в сочетании с возможностью посредством компонента 214, образующего сопло, эффективно переориентировать воздушный поток от направления, по существу параллельного продольной оси 320 воздушной пики 210, до направления, по существу перпендикулярного продольной оси, может обеспечить возможность направления потока воздуха 231 таким образом, чтобы он протекал значительно более перпендикулярно поверхности материала 111, чем это достижимо в обычных аэродинамических устройствах для тиснения.
Как сказано выше со ссылками на фиг.4а-4b, положение воздушной пики 210 и зазор, отделяющий сопло 216 от части 218 поверхности шаблона 128, может быть отрегулирован оператором по желанию посредством манипулирования регуляторами 162 и 178 положения воздушной пики по высоте. Кроме того, как и было описано выше, угловую ориентацию сопла 216 относительно оси 190 можно отрегулировать посредством установочного винта и ручки 192 для углового регулирования и установочного винта 194 (см. фиг.4b) для установки перпендикулярности. Как показано на фиг.5а, воздушную пику 210 располагают так, чтобы согласующий паз в его опорном валу (см. фиг.8а-8g) был сопряжен с помощью согласующего установочного винта 194 так, чтобы сопло 216 было расположено вдоль оси 190 шаблона 128 так, чтобы направить поток 231 воздуха по существу перпендикулярно поверхности 218 и поверхности 113 материала 111, поддающейся тиснению. В предпочтительных вариантах исполнения сопло 216 располагают так, чтобы оно было отделено от части 218 поверхности шаблона 128 во время работы зазором, не превышающим приблизительно 19,05 мм, для того, чтобы поток 231 воздуха имел длину между соплом 216 и частью 218 поверхности, не превышающую приблизительно 19,05 мм. В других предпочтительных вариантах исполнения зазор, отделяющий сопло 216 от части поверхности 218, не превышает приблизительно 12,7 мм, а в еще некоторых вариантах исполнения он не превышает приблизительно 6,35 мм, в еще некоторых других вариантах исполнения он не превышает приблизительно 2,54 мм, в еще некоторых других вариантах исполнения он не превышает приблизительно 1,27 мм, в еще некоторых других вариантах исполнения он не превышает приблизительно 0,64 мм, в еще некоторых других вариантах исполнения он не превышает приблизительно 0,32 мм, в еще некоторых других вариантах исполнения он не превышает приблизительно 0,25 мм. В некоторых предпочтительных вариантах исполнения, как упоминалось выше, сопло 216 размещают в непосредственном контакте с частью 218 поверхности, в результате чего достигают нулевой величины зазора.
Кроме того, предпочтительно регулировать положение в вертикальном направлении опорного вала 104 для материала и материала 111 так, чтобы самая верхняя поверхность 113 ворсового слоя 16 была отделена от части 233 наружной поверхности шаблона 128, причем эта часть 233 поверхности располагают против внутренней части 218 поверхности, находящейся непосредственно рядом и над ворсовым слоем 16, с зазором, не превышающим приблизительно 0,51 мм. В других вариантах исполнения, обращенную к обрабатываемому материалу часть 233 шаблона 128 располагают от поверхности волокнистого слоя 16, поддающейся тиснению, с зазором, не превышающим приблизительно 0,25 мм, в еще некоторых других вариантах исполнения – с зазором, не превышающим приблизительно 0,13 мм, в еще других вариантах исполнения – с зазором, не превышающим приблизительно 0,03 мм. Таким образом, желательно, чтобы зазор между частью 233 поверхности и ворсовым слоем 16 был очень маленьким, но чтобы часть 233 поверхности не находилась в действительном физическом контакте с ворсовым слоем 16, при котором имеется тенденция к нарушению ворсового слоя и созданию нежелательных визуально заметных дефектных образований. Как было упомянуто выше, колебания зазора, отделяющего поверхность 113 материала от части 233 поверхности, во время вращения из-за неправильности формы или неправильности центрирования шаблона 128, вызываемого “расхождением”, могут привести к серьезным дефектам или сделать невозможным достижение упомянутых выше желаемых величин зазора, при которых не появляются дефектные образования из-за контакта шаблона с материалом. В изобретении также предложены средства для стабилизации вращения шаблона с целью преодоления или уменьшения этих недостатков. Такие средства рассмотрены более подробно ниже.
Кроме того, как показано на фиг.5а, предпочтительно, чтобы опорная поверхность 236 опорного вала 104 для материала была расположена так, чтобы ее самая верхняя часть 238 поверхности была совмещена с осью 190 так, чтобы часть 238 поверхности находилась непосредственно под и на некотором расстоянии от сопла 216 так, чтобы струя воздуха 231, выходящая из сопла, была направлена так, чтобы она ударяла по материалу 111 в месте 241, где материал расположен рядом с и находится в контакте с опорной поверхностью 236. Такая конструкция позволяет предотвращать возможность того, чтобы материал был отброшен назад от поверхности для тиснения шаблона 128 струей 231 воздуха, и поддерживать желаемый зазор между шаблоном 128 и ворсовым слоем 16 материала 111, подвергаемого тиснению.
Другой путь улучшения степени коллимации струи 232 воздуха, возможности при использовании воздушной пики 210 вырабатывать тонкий детализированный рисунок при тиснении и осуществления желаемого тиснения заключается в существенном сокращении характеристического размера отверстия сопла 216 в сравнении с характеристическим размером отверстия сопел в обычных воздушных пиках. Под “характеристическим размером отверстия” сопла в настоящем описании понимают наименьший поперечный размер сопла. В показанном варианте исполнения, где сопло 216 содержит продолговатый прямоугольный паз, характеристический размер 240 отверстия представляет собой ширину продолговатого паза, образующего сопло 216. В вариантах исполнения, в которых сопла содержат круглые отверстия, характеристическим размером отверстия каждого сопла является диаметр круглого отверстия, образующего сопло. Аналогично этому, для других форм отверстий характеристический размер может быть определен путем измерения наименьшего поперечного размера отверстия конкретной формы, включающего сопло (например, для сопла, имеющего эллиптическую форму, характеристическим размером отверстия является длина малой оси эллипса). В предпочтительных вариантах исполнения характеристический размер отверстий сопел воздушной пики, выполненных согласно изобретению, составляет менее 5,08 мм. В других предпочтительных вариантах исполнения характеристический размер отверстия сопла не превышает приблизительно 2,54 мм, в еще некоторых других вариантах исполнения он не превышает приблизительно 1,27 мм, в еще некоторых других вариантах исполнения он не превышает приблизительно 0,25 мм, в еще некоторых других вариантах исполнения он не превышает приблизительно 0,13 мм, в еще некоторых других вариантах исполнения он не превышает приблизительно 0,03 мм.
Помимо этого, для повышения степени коллимации струи 232 воздуха путем уменьшения характеристического размера сопел воздушной пики, общую живую площадь сечения сопел, по которым проходит поток воздуха, делают гораздо меньшей площади внутреннего поперечного сечения части основного корпуса воздушной пики, по которой подают воздух к соплу. Таким образом, в предложенных в изобретении воздушных пиках, содержащих сопла с малым характеристическим размером отверстия, сопротивление воздушному потоку, создаваемое соплом (соплами), в общем может составлять значительно большую долю общего сопротивления, в сравнении с обычными известными конструкциями воздушных пик. В предпочтительных вариантах исполнения общая площадь живого сечения, обеспечиваемая соплом (соплами) воздушной пики, созданного в настоящем изобретении, не превышает приблизительно 15% внутренней площади поперечного сечения части основного корпуса воздушной пики. В других вариантах исполнения площадь живого сечения сопла не превышает приблизительно 7,5%, в еще некоторых других вариантах исполнения - не превышает приблизительно 1,5%, в еще некоторых других вариантах исполнения - не превышает приблизительно 0,1% общей живой площади поперечного сечения части основного корпуса воздушной пики.
Благодаря конструкции предложенной в изобретении воздушной пики, при которой большая часть сопротивления потоку воздуха создается соплом (соплами), падение давления вдоль длины воздушной пики может быть существенно уменьшено, и воздушный поток, выходящий из сопла (сопел) вдоль длины воздушной пики, может быть намного более равномерно распределенным, чем в обычных конструкциях воздушных пик. В некоторых предпочтительных вариантах исполнения путем использования сопла (сопел) с очень маленьким характеристическим размером отверстия, скорость воздушного потока через сопло (сопла) воздушной пики можно по существу поддерживать постоянной вдоль части длины воздушной пики, вдоль которой расположено сопло (сопла). Эта равномерность воздушного потока, выходящего из воздушной пики вдоль ее длины, может в результате обеспечивать высокую степень равномерности рисунка в тисненом материале 111 по существу по всей его ширине.
Также желательно, согласно некоторым вариантам исполнения изобретения, подавать достаточный поток воздуха на входе воздушной пики для создания потока воздуха, выпускаемого из сопла (сопел), имеющего скорость, составляющую приблизительно 3657 м/мин. В других предпочтительных вариантах исполнения значительный воздушный поток подают так, чтобы скорость воздуха, выходящего из сопла (сопел) воздушной пики, составляла, по меньшей мере, около 4572 м/мин, в еще некоторых других вариантах исполнения - по меньшей мере, около 6096 м/мин, в еще некоторых других вариантах исполнения - по меньшей мере, около 7620 м/мин. Такие скорости воздушных потоков существенно выше, чем те, которые использовали или достигали при использовании обычных известных аэродинамических устройств для тиснения, и они позволяют при использовании устройств согласно изобретению вырабатывать очень тонкодетализированные тисненые рисунки. Скорость воздушного потока, выходящего из сопла (сопел) воздушной пики, может быть легко определена оператором устройства, на основании учета общей площади живого сечения сопла (сопел), измеренного входного давления воздуха, подаваемого в воздушную пику, и рабочих диаграмм, обычно поставляемых изготовителем вентилятора, используемого для подачи воздуха к аэродинамическому устройству для тиснения. Такие измерения и определения являются обычными для специалистов в данной области.
На фиг.5b показан первый вариант исполнения стабилизаторов шаблона для уменьшения колебаний зазора, отделяющего поверхность 113, подвергаемую тиснению, материала 111 от части 233 поверхности шаблона, обращенной к обрабатываемому материалу, находящейся непосредственно рядом с поверхностью материала, подвергаемого тиснению, во время вращения шаблона. Шаблон 128 в варианте исполнения, представленном на фиг.5b, включает шаблон, отличающийся наличием “расхождения”, о котором было сказано выше, делающего поддержание правильного зазора, отделяющего поверхность 113 материала от части 233 наружной поверхности шаблона, во время вращения шаблона и работы устройства по существу невозможной. Без стабилизации шаблона в какой-либо форме, например в форме, проиллюстрированной на фиг.5b и описанной ниже в других вариантах исполнения, величина зазора между частью 233 наружной поверхности шаблона и поверхностью 113 материала, находящейся непосредственно рядом с частью 233, изменяется во время вращения шаблона на величину, по существу равную “расхождению”, присущему шаблону, которая может составлять до 2,54 мм или более.
В показанном варианте исполнения стабилизаторы шаблонов содержат торцовые поверхности 250 и 251 компонента 214, образующего сопло, расположенные на сторонах, находящихся выше и ниже по ходу движения шаблона на сопле 216, соответственно. В предпочтительных вариантах исполнения поверхности 250 и 251 покрыты антифрикционным материалом, например политетрафторэтиленом (РТFE) или другим покрытием с уменьшенным коэффициентом трения, известным специалистам в данной области, для того, чтобы предотвратить износ и повреждение внутренней поверхности 223 шаблона 128 во время использования.
Поверхности 250 и 251 компонента 214, образующего сопло, действуют как стабилизаторы при введении их в непосредственный контакт с внутренней поверхностью 223 шаблона 128. Кроме того, в конфигурации, показанной на фиг.5b, сопло 216 отделено от части 218 внутренней поверхности шаблона 128 нулевым зазором (т.е. находится в непосредственном контакте с частью 218 поверхности), что тоже желательно во многих вариантах исполнения для повышения уровня определенности тисненого рисунка, создаваемого на поверхности 113 материала 111 путем уменьшения или по существу исключения степени рассеяния потока воздуха, выходящего из сопла 216 перед контактом с частью 218 внутренней поверхности шаблона 128.
Как более подробно описано ниже и показано на фиг.5d-5f, в предпочтительных вариантах исполнения для обеспечения стабилизации шаблона и для уменьшения колебаний зазора, отделяющего поверхность материала, подвергаемую тиснению, от части наружной поверхности шаблона, находящейся непосредственно рядом с материалом, стабилизатор (стабилизаторы) шаблона, которым оснащено устройство для тиснения, вводят в контакт с/и прижимают к внутренней поверхности 223 шаблона 128 в степени, достаточной для приложения силы к шаблону во время работы устройства, которой было бы достаточно для снижения колебаний величины зазора, отделяющего поверхность 113 материала 111, подвергаемую тиснению, в положении 241 от части 233 наружной поверхности шаблона, находящейся непосредственно рядом с поверхностью материала, поддающейся тиснению, во время вращения шаблона, а в еще более предпочтительных вариантах исполнения является существенным по существу исключение колебаний упомянутой выше величины зазора. В таких вариантах исполнения стабилизатор (стабилизаторы) шаблона вводят в контакт с внутренней поверхностью шаблона и прижимают к внутренней поверхности в степени, достаточной для создания напряжения шаблона, которое достаточно для снижения, а предпочтительно, для исключения, “расхождения” шаблона и создания постоянного зазора между частью 233 поверхности, обращенной к обрабатываемому материалу, шаблона 128 и поверхностью 113 материала во время аэродинамического тиснения. Как показано на фиг.5b, напряжение, создаваемое в шаблоне из-за контакта стабилизаторов шаблона с внутренней поверхностью шаблона, может быть достаточным для нарушения неужесточенной формы шаблона во время вращения. Например, неужесточенная форма шаблона 128, изображенная на фиг.5b, показана пунктирными линиями 252, причем эта форма нарушена из-за напряжения, создаваемого в шаблоне во время работы устройства.
Действие стабилизации шаблона, обеспечиваемой согласно некоторым отличительным особенностям изобретения, проиллюстрировано на устройстве, включающем шаблон 128, имеющий некоторую нерегулярную эллиптическую форму и демонстрирующий в значительной степени “расхождение” во время работы (см. фиг.5d-5f). На фиг.5d и 5е показано действие устройства, выполненного так, чтобы обеспечивать желаемый зазор (dmax) между поверхностью материала, поддающейся тиснению, и частью наружной поверхности шаблона, находящейся непосредственно рядом с поверхностью, поддающейся тиснению, без наличия силы, прилагаемой к шаблону стабилизатором шаблона, а на фиг.5f показано действие того же устройства, которое выполнено так, чтобы создавать желаемый зазор (dmax) между поверхностью материала, поддающейся тиснению, и частью наружной поверхности шаблона, находящейся непосредственно рядом с поверхностью, поддающейся тиснению, включая стабилизацию шаблона во время вращения.
Поверхности 250 и 251 (см. фиг.5d-5e) стабилизатора шаблона компонента 214, образующего сопло, не находятся в контакте с внутренней поверхностью 223 шаблона 128, и таким образом, нет силы, которая приложена к шаблону 128 для стабилизации его вращения. На фиг.5d место (А) шаблона 128 расположено “на 12 часов”, в котором шаблон эллиптической формы установлен с возможностью вращения так, чтобы зазор между поверхностью 113 материала 111 в положении 241 и частью 233 наружной поверхности, обращенной к обрабатываемому материалу, шаблона 128, находящейся непосредственно рядом с положением 241, имел минимальное значение (dmin(отсутствие силы)). Степень “расхождения” шаблона 128 существенна, чтобы понудить поверхность, обращенную к обрабатываемому материалу, шаблона к непосредственному контакту с материалом 111, когда шаблон находится в положении, представленном на фиг.5d, таким образом вызывая нежелательное нарушение поверхности материала и возникновение дефектных образований в тисненом рисунке. На фиг.5е показана конфигурация устройства, представленного на фиг.5d, за исключением того, что изображен шаблон 128, который повернут в направлении, указанном стрелкой 142, на одну четверть оборота. Теперь описанный выше зазор между поверхностью 113 материала и частью 233 поверхности, обращенной к обрабатываемому материалу, шаблона 128 имеет максимальное значение (dmax(отсутствие силы)). “Расхождение” шаблона 128 определяют как разницу (dmax(отсутствие силы)) - (dmin(отсутствие силы)).
На фиг.5f показано устройство, представленное на фиг.5d и 5e, также в состоянии для обеспечения желаемой величины зазора (dmax) между поверхностью материала, поддающейся тиснению, и частью наружной поверхности шаблона, находящейся непосредственно рядом с поверхностью, поддающейся тиснению, за исключением того, что оно находится в таком состоянии, что шаблон 128 и воздушная пика 210 расположены в устройстве так, что поверхности 250 и 251 компонента 214, образующего сопло, для стабилизации шаблона, находятся в контакте с внутренней поверхностью 223 шаблона 128 так, чтобы посредством его прикладывать силу к шаблону во время работы устройства, достаточную для уменьшения, а предпочтительно, для исключения колебаний упомянутой выше величины зазора между наружной поверхностью шаблона 128 и поверхностью 113 материала 111 во время вращения шаблона. Поверхности 250 и 251, включающие стабилизаторы шаблона, предпочтительно находятся в контакте с внутренней поверхностью шаблона, по меньшей мере, в одном положении при вращении шаблона 128, и в особенно предпочтительных вариантах исполнения, стабилизаторы шаблона, которыми обеспечено устройство, находятся в контакте с внутренней поверхностью шаблона 128 постоянно в течение всего цикла вращения. Когда стабилизаторы шаблона устанавливают в контакте с внутренней поверхностью шаблона 128, максимальная величина зазора (dmax(сила)), отделяющего поверхность 113, подвергаемую тиснению, материала 111 в положении 241 от части 233 наружной поверхности шаблона 128, находящейся непосредственно рядом с поверхностью материала, поддающейся тиснению, меньше максимальной величины зазора, шаблона, эквивалентно установленного в устройстве относительно материала 111, как это показано на фиг.5f, за исключением того, что отсутствует сила, прикладываемая к шаблону посредством стабилизатора (стабилизаторов) шаблона (dmax(отсутствие силы)) (т.е. шаблона 128, продольная ось которого отстоит от вала 104 на эквивалентном расстоянии, но без того, чтобы поверхности 250 и 251 были в контакте с внутренней поверхностью 223 шаблона). Как было сказано выше, в наиболее предпочтительных вариантах исполнения стабилизаторы шаблона прижимают к внутренней поверхности шаблона так, чтобы колебания величины зазора между частью наружной поверхности шаблона, находящейся непосредственно рядом с материалом, и поверхностью материала, поддающейся тиснению, по существу были исключены во время вращения (т.е. (dmax(наличие силы) по существу равно (dmin(наличие силы) во время вращения шаблона).
Величина, на которую максимальный зазор, упомянутый выше, между шаблоном и материалом при отсутствии приложения силы (dmax(отсутствие силы)) превышает максимальный зазор, когда устройство находится в состоянии приложения стабилизирующей силы к цилиндрическому шаблону (dmax(наличие силы)), как показано на фиг.5f, зависит от степени “расхождения” шаблона 128 (т.е. (dmax(отсутствие силы) - (dmin(отсутствие силы)). В типичных вариантах исполнения dmax(отсутствие силы) может превосходить dmax(наличие силы), по меньшей мере, приблизительно на 0,025 мм, а в других вариантах исполнения - по меньшей мере, приблизительно на 0,254 мм, а в еще некоторых других вариантах исполнения - по меньшей мере, приблизительно на 0,127 мм, а в еще некоторых других вариантах исполнения - по меньшей мере, приблизительно на 2,54 мм. Как было сказано выше, в наиболее предпочтительных вариантах исполнения значение (dmax(отсутствие силы) - dmax(наличие силы)) выбирают так, чтобы оно по существу было равно или слегка превышало значение (dmax(отсутствие силы) - (dmin(отсутствие силы)), для того, чтобы по существу исключить “расхождение” и колебания величины зазора, отделяющего поверхность, подвергаемую тиснению, от части наружной поверхности шаблона, находящейся непосредственно рядом с поверхностью, поддающейся тиснению, во время вращения шаблона.
Способ стабилизации вращения шаблона 128, как показано на фиг.5f, содержит, во-первых, расположение части поверхности шаблона, обращенной к обрабатываемому материалу, находящейся непосредственно рядом с поверхностью 113, поддающейся тиснению, материала 111, с первым зазором относительно поверхности материала, поддающейся тиснению, а затем расположение стабилизаторов шаблона (поверхностей 250 и 251) относительно внутренней поверхности шаблона 128 так, чтобы стабилизаторы шаблона находились в контакте с внутренней поверхностью шаблона 128. В наиболее предпочтительных вариантах исполнения, где желательно по существу исключить любое “расхождение” и таким образом по существу исключить колебания величины зазора, отделяющего поверхность материала, подвергаемую тиснению, от части поверхности шаблона, обращенной к обрабатываемому материалу, находящейся непосредственно рядом с материалом, стабилизаторы шаблона располагают в шаблоне 128 так, чтобы, по меньшей мере, часть их находилась в контакте с внутренней поверхностью шаблона 128 во время всего цикла его вращения и была прижата к внутренней поверхности шаблона с достаточной силой во время вращения, чтобы по существу исключить “расхождение”.
Это может быть достигнуто, например, следующим образом. Во-первых, шаблон 128 устанавливают в устройстве и, вращая, позиционируют так, как показано на фиг.5d, так, чтобы зазор, отделяющий поверхность 113, подвергаемую тиснению, материала 111, от части поверхности, обращенной к обрабатываемому материалу, шаблона 128, находящейся непосредственно рядом с материалом, уменьшают до минимума (т.е. dmin(отсутствие силы)). Положение вала 104 в вертикальном направлении и/или шаблона 128 затем регулируют так, чтобы значение (dmin(отсутствие силы)) по существу равнялось или несколько превышало желаемый зазор, отделяющий часть поверхности, обращенной к обрабатываемому материалу, шаблона 128, находящуюся непосредственно рядом с материалом, от поверхности 113 материала, поддающейся тиснению. Стабилизаторы шаблона затем последовательно вводят в сопряжение в виде контакта с внутренней поверхностью 223 шаблона 128 (например, путем установки воздушной пики 210 так, чтобы поверхности 250 и 251 стабилизации шаблона находились в контакте с внутренней поверхностью шаблона 128) и прижимают к внутренней поверхности шаблона, если это необходимо, до тех пор, пока часть поверхности, обращенной к обрабатываемому материалу, шаблона 128, находящаяся непосредственно рядом с материалом, и поверхность 113 материала, подвергаемая тиснению, не будут отделены друг от друга желаемым зазором.
На фиг.5с показан один предпочтительный вариант исполнения установки стабилизатора шаблона, выполненного таким образом, чтобы поддерживать контакт с внутренней поверхностью шаблона во время работы устройства, в то же время обеспечивая зазор, не равный нулю, между соплом 216 и внутренней поверхностью 223 шаблона 128. В изображенном варианте исполнения поверхность 253, расположенная выше по ходу вращения шаблона, относительно компонента 214, образующего сопло, представляет собой стабилизатор шаблона, находящийся в контакте с внутренней поверхностью 223 шаблона 128 во время вращения. Как сказано выше, в предпочтительных вариантах исполнения поверхность 253 предпочтительно покрывают материалом с пониженным коэффициентом трения для предотвращения износа и повреждения шаблона 128 во время использования. Как показано на фиг.5с, компонент 214, образующий сопло, выполнен из расположенных выше и ниже, по ходу вращения шаблона, субкомпонентов 256 и 257, каждый из которых размещен на отдельной стороне отверстия 224 в трубе 212.
Компонент 214, образующий сопло, как это показано на фигурах, выполнен путем установки отделяемых компонентов 256 и 257 на противоположных сторонах выпускного отверстия 224 так, чтобы они были расположены рядом и отделены один от другого на трубе 212 так, чтобы расстояние между смежными обращенными друг к другу поверхностями 258 и 259 отделяемых компонентов определяли щель, образующую сопло 216. Для обеспечения желаемой величины зазора между соплом 216 и частью внутренней поверхности 218 шаблона 128, когда поверхность 253 компонента 214, образующего сопло, для стабилизации шаблона находится в контакте с внутренней поверхностью 223 шаблона 128, расположенный выше, по ходу вращения шаблона, отделяемый компонент 256 компонента 214, образующего сопло, установлен на трубе 212 с использованием ряда проставок, или прокладок, 260, располагаемых между наружной поверхностью трубы и верхней контурной поверхностью 225 компонента 256. Толщину проставок, или прокладок, 260 выбирают так, чтобы они были равны желаемому зазору между соплом 216 и частью 218 внутренней поверхности шаблона. В других вариантах исполнения вместо использования проставок/прокладок 260, компонент 256 может быть просто изготовлен так, чтобы он выступал наружу от отверстия 224 и трубы 212 на большее расстояние, чем субкомпонент 257 или, в еще некоторых других вариантах исполнения, один или большее число буртиков, выступов и т.д. может быть прикреплено к/или сформировано на субкопоненте 256 так, чтобы они выступали за пределы сопла 216 и контактировали с внутренней поверхностью 223 шаблона 128. В вариантах исполнения, таких как последний из описанных выше альтернативных вариантов исполнения, компонент 214, образующий сопло, может быть образован из одного монолитного узла, вместо двух отдельных компонентов, как это изображено на фиг.5с. Кроме того, в альтернативном варианте исполнения расположенный ниже, по ходу вращения шаблона, компонент 257 может быть установлен с использованием прокладок и т.д., например, так, чтобы он выступал наружу от отверстия 224 на расстояние, превышающее максимальное расстояние, на которое субкомпонент 256 выступает наружу от отверстия 224. В таких вариантах исполнения поверхность 261 должна содержать поверхность для стабилизации шаблона, причем эту поверхность располагают ниже, по ходу вращения шаблона, на сопле 216. Предпочтительно, однако, чтобы стабилизатор шаблона был расположен так, чтобы он контактировал с внутренней поверхностью шаблона частью сопла, расположенной выше, по ходу вращения шаблона, как показано на фиг.5с, для того, чтобы предотвратить нарастание обрывков и других материалов, которые имеют тенденцию забивать сопло.
Вообще для устройств, оснащенных воздушными пиками, на которых установлен, по меньшей мере, один стабилизатор шаблона, прикрепленный к/и выступающий наружу от трубы, составляющей, по меньшей мере, часть воздушной пики, стабилизатор выполняют и располагают на воздушной пике так, чтобы он контактировал с внутренней поверхностью шаблона, когда воздушную пику устанавливают в устройстве для работы, и дополнительно выполняют и располагают на воздушной пике так, чтобы часть стабилизатора шаблона, находящаяся в контакте с внутренней поверхностью шаблона во время работы, была отделена от продольной оси (например, оси 320 на фиг.5с) трубы на расстояние, которое превышает расстояние, отделяющее сопло воздушной пики от продольной оси трубы. Как показано на фиг.5с, поверхность 253 стабилизации шаблона отделена от продольной центральной оси 320 расстоянием, которое превышает расстояние, отделяющее сопло 216 от продольной центральной оси 320. Кроме того, как показано на фиг.5с, желаемый зазор между соплом 216 и частью 218 внутренней поверхности шаблона 128 может быть достигнут путем расположения отделяемого компонента 256, находящегося выше по ходу вращения шаблона, компонента 214, образующего сопло, так, чтобы максимальное расстояние, отделяющее компонент, находящийся выше, по ходу вращения шаблона, от продольной центральной оси 320 (т.е. расстояние, отделяющее поверхность 253 от продольной оси 320) превышало максимальное расстояние, отделяющее нижний по ходу вращения шаблона отделяемый компонент 257 от продольной центральной оси 320 (т.е. расстояние, отделяющее поверхность 261 от продольной оси 320) на величину, по существу равную желаемой величине зазора, отделяющего сопло 216 от части 218 внутренней поверхности шаблона 128.
На фиг.6а показан альтернативный вариант исполнения воздушной пики. Воздушная пика 300, как показано на фиг.6а, содержит сопловую зону 302 в части 304 основного корпуса, расположенную так, что она обращена к наблюдателю. На фиг.6b показана воздушная пика 300, вид сбоку. Воздушная пика 300 содержит трубу, имеющую часть 304 основного корпуса, и включает входное отверстие 306 и входной соединительный элемент 308 с резьбой, позволяющий присоединять воздушную пику к линии 114 подачи воздуха к аэродинамическому устройству для тиснения, когда оно работает. Часть 304 основного корпуса имеет по существу постоянный диаметр вдоль всей его длины. Часть 304 основного корпуса включает входной участок 310, расположенный выше по потоку воздуха относительно сопловой зоны 302, и может по выбору включать небольшой концевой участок 312, расположенный ниже по потоку воздуха, относительно сопловой зоны 302 и выше по потоку воздуха относительно герметично закрытого конца 314 части основного корпуса. В альтернативном варианте исполнения воздушная пика 300 или любая другая воздушная пика, показанная здесь, может вместо одного входного отверстия для присоединения к системе подачи воздуха иметь оба открытых конца для сообщения и присоединения к системе подачи воздуха. Прикрепленный к концу 314, расположенному ниже по потоку воздуха, относительно части 304 основного корпуса, находится опорный вал 316, включающий паз 318 для совмещения (более четко показано на фиг.6b), причем этот опорный вал обычно имеет диаметр, меньший диаметра части 304 основного корпуса.
При установке в рабочее положение на аэродинамическом устройстве 109 для тиснения входной участок 310 располагают на входной лотковой опоре 154 воздушной пики (см. фиг.4а) так, чтобы, по меньшей мере, входной соединительный элемент 308 выступал за пределы входной опоры 150 воздушной пики так, чтобы его можно было легко присоединить к линии 114 подачи воздуха. Воздушную пику 300 располагают внутри цилиндра 112 для тиснения, и он проходит по всей ширине цилиндра для тиснения так, чтобы опорный вал 316 располагался в опорном хомуте 180 опорного вала воздушной пики аэродинамического устройства для тиснения (см. фиг.4b), когда воздушную пику устанавливают в рабочее положение. Обычно, в предпочтительных вариантах исполнения, где желательно, чтобы сопловой участок 302 был расположен так, чтобы его пересекала в плоскости симметрии ось 190 цилиндра 112 для тиснения, паз 318 для совмещения выполняют так, чтобы его можно было сопрячь, когда воздушную пику устанавливают в описанном выше рабочем положении, с установочным винтом 194 для обеспечения перпендикулярности, таким образом обеспечивая возможность выставлять сопло перпендикулярно, чтобы легко устанавливать и надежно фиксировать во время работы.
Сопловой участок 302 воздушной пики 300 проходит вдоль части 304 основного корпуса в направлении, по существу параллельном продольной оси 320 воздушной пики, так, что он располагается внутри и по существу на протяжении всей ширины области 128 шаблона цилиндра 112 для тиснения, когда воздушная пика установлена в рабочем положении. Соответственно сопловой участок 302 также выполнен так, чтобы он проходил по существу по всей ширине поверхности 113 материала, поддающейся тиснению, когда устройство работает.
В изображенном варианте исполнения сопловой участок 302 составляет приблизительно 1371,6-1625,6 мм в длину, входной участок 310 составляет 609,6-711,2 мм, концевой участок 312 составляет около 25,4-101,6 мм в длину, а опорный вал 316 составляет 330,2-381,0 мм в длину и имеет наружный диаметр около 50,8-76,2 мм.
Сопловой участок 302 включает здесь множество отдельных сопел 324, которые в проиллюстрированном варианте исполнения содержат множество круглых отверстий в части 304 основного корпуса. В представленном варианте исполнения сопла 324 содержат отверстия, просверленные непосредственно в боковой стенке части 304 основного корпуса, однако, в альтернативных вариантах исполнения, сопла 324 могут быть выполнены в отдельной плите, которую прикрепляют винтами или другими крепежными средствами к части 304 основного корпуса. Кроме того, в других вариантах исполнения, отверстия 324, содержащие сопла, могут быть расположены в ином порядке в сопловом участке 302, в отличие от представленного на фигуре. Например, в одном варианте исполнения, сопла могут быть расположены в один ряд в сопловой зоне.
Так как сопловая зона 302 в представленном варианте исполнения включает сопла 324, содержащие множество отдельных отверстий, отделенных участками 325 части 304 основного корпуса, причем участки 325 непроницаемы для воздуха, то предпочтительно, чтобы сопловая зона 302 была отдалена от внутренней поверхности 218 шаблона 128 (см. фиг.5), по меньшей мере, приблизительно на 19,05 мм. В проиллюстрированном варианте исполнения, так как наружный диаметр части 304 основного корпуса по существу постоянный (обычно он составляет около 101,6-133,35 мм), как было сказано ранее со ссылками на фиг.5, невозможно расположить сопла 324 сколько-нибудь плотнее к внутренней поверхности 218 шаблона 128, чем с зазором 120 (например, составляющим около 30,48 мм, как показано на чертеже). Для того чтобы уменьшить рассеяние потока воздуха в том случае, когда сопла 324 отделены таким относительно большим расстоянием, часть 304 основного корпуса предпочтительно включает заслонки 326, установленные с каждой стороны сопловой зоны 302. Эти заслонки гибкие, в некоторых вариантах исполнения, и поэтому они не имеют тенденции препятствовать вводу воздушной пики через фланцевую область 130 цилиндра 112 для тиснения, так как после введения в цилиндр для тиснения, они выступают вниз от части 304 основного корпуса на расстояние, предпочтительно приблизительно равное расстоянию, отделяющему сопла 324 от внутренней поверхности зоны шаблона цилиндра для тиснения.
В тех вариантах исполнения, где желательно установить один или большее число стабилизаторов шаблона на воздушной пике 300, одна или обе заслонки 326 могут быть заменены жестким компонентом, выступающим наружу от части 304 основного корпуса, образующим ракельный нож, который можно расположить в контакте с внутренней поверхностью аэродинамического шаблона для тиснения, когда воздушную пику располагают для работы. В таких вариантах исполнения для того, чтобы иметь возможность вставлять воздушную пику в отверстие 148 устройства, общий, эффективный наибольший диаметр сочетания воздушной пики и стабилизатора не может превышать величину 219, как это показано на фиг. 4d. В некоторых предпочтительных вариантах исполнения жесткий ракельный нож (ножи), образующий (образующие) один или оба компонента 326 и обеспечивающие стабилизацию шаблона, могут быть отделены от компонента 304 основного корпуса и их можно менять местами с другими жесткими компонентами различного размера, или они могут быть расположены на корпусе 304 на варьируемых расстояниях (при измерении вдоль окружности корпуса 304) от сопел, для того, чтобы изменять зазор между соплами и внутренней поверхностью шаблона, когда воздушную пику со стабилизатором (стабилизаторами) располагают для работы в контакте с внутренней поверхностью шаблона.
Для того чтобы улучшить коллимацию воздушного потока, выходящего из сопел 324, и распределение скорости воздуха вдоль сопловой зоны 302, предпочтительно, чтобы сопла 324 имели характеристический размер, определяемый диаметром отверстий, содержащих сопла 324, который не превышает приблизительно 5,08 мм, как было сказано выше в описании воздушной пики 210, изображенной на фиг.5а. В других вариантах исполнения характеристический размер сопел 324 не превышает приблизительно 2,54 мм, в еще некоторых других вариантах исполнения - не превышает приблизительно 1,27 мм, в еще некоторых других вариантах исполнения - не превышает приблизительно 0,25 мм, в еще некоторых других вариантах исполнения - не превышает приблизительно 0,13 мм, в еще некоторых других вариантах исполнения - не превышает приблизительно 0,03 мм.
Воздушная пика 300 показана в поперечном сечении на фиг.6с. Сопловая зона 302 показана в увеличенном масштабе на фиг.6с (выделенное место). На фиг.6с показан один предпочтительный вариант исполнения сопел 324, имеющих характеристическую длину 330 сопла, которая превышает характеристический размер 332 отверстия сопла. В проиллюстрированном варианте исполнения характеристическая длина 330 сопла по существу равна толщине стенки части 304 основного корпуса. Таким образом, в варианте исполнения, изображенном на фиг.6с, показано, что предпочтительно, чтобы диаметр сопел 324 был не больше, чем, а предпочтительно, меньше толщины стенки части 304 основного корпуса. Вообще, под “характеристической длиной сопла” здесь понимают, в контексте воздушной пики, выполненной согласно изобретению, максимальный размер сопла при измерении в направлении, по существу параллельном общему направлению воздушного потока в сопле (т.е. в направлении, которое обычно по существу перпендикулярно продольной оси воздушной пики). Выполнением сопел, имеющих характеристическую длину сопла, которая превышает характеристический размер отверстия сопла, можно значительно сократить долю воздушного потока, которая выходит из сопла воздушной пики в диагональном направлении относительно внутренней поверхности шаблона, поверхности материала и продольной оси воздушной пики. В варианте исполнения, где сопла выполнены в форме круглых отверстий, имеющих характеристическую длину сопла, приблизительно равную диаметру отверстия, образующего сопло, очевидно, что по существу весь поток воздуха, направленный к внутренней поверхности шаблона через каждое сопло, будет направлен через сопло под углом, составляющим, по меньшей мере, около 45° относительно продольной оси воздушной пики, во время работы устройства. Любой компонент воздушной струи, образующий угол менее 45° относительно продольной оси будет ударяться в боковую стенку (например, стенку 333, показанную на фиг.6с) и будет отклонен по направлению к поверхности шаблона под углом относительно продольной оси воздушной пики, составляющим, по меньшей мере, около 45°. В еще более предпочтительном варианте исполнения характеристическая длина 332 сопел 324 превышает характеристический диаметр 332 отверстия, по меньшей мере, на множитель, соответствующий приблизительно 2, в более предпочтительных вариантах исполнения - по меньшей мере, на множитель, соответствующий приблизительно 3, в наиболее предпочтительных вариантах исполнения - по меньшей мере, на множитель, соответствующий приблизительно 4.
На фиг.6d и 6e показаны сечения альтернативного варианта исполнения воздушной пики 300, который включает множество переориентирующих поток воздуха элементов 340, которым приданы такие форма и расположение, чтобы они пересекали и отклоняли воздушный поток в части 304 основного корпуса так, чтобы большая доля воздушного потока была направлена по существу перпендикулярно к продольной оси 320 и к поверхности 113, поддающейся тиснению, материала 111, во время работы аэродинамического устройства для тиснения. Как было сказано выше, в предпочтительных вариантах исполнения элементы 340 для направления воздуха предпочтительно пересекают и направляют поток воздуха так, что по существу весь поток воздуха выходит из сопел 324 по направлению к материалу в направлении, составляющем угол, соответствующий, по меньшей мере, около 45° относительно продольной оси 320 воздушной пики. Элементы 340 для переориентации воздушных потоков содержат ряд перегородок, которые могут быть выполнены из широкого ряда материалов и могут включать ряд структур, способных отклонять и переориентировать воздушный поток. Слова “элемент для переориентации воздуха”, “элемент для переориентации воздушного потока” или “дефлектор” здесь используют расширительно по отношению к любому элементу, расположенному в воздушной пике, которому придают такую форму, располагают так и придают такую конфигурацию, что, по меньшей мере, часть потока воздуха, подаваемого в воздушную пику, ударяет по элементам и переориентируется от первоначального направления потока воздуха, образуя угол, составляющий менее приблизительно 45° относительно продольной оси воздушной пики, переходя к последующему направлению воздушного потока, образующему угол, больший приблизительно 45° относительно продольной оси воздушной пики.
В вариантах исполнения, показанных на фиг.6d и 6e, элементы 340 для переориентации воздушного потока содержат множество трубчатых вставок, расположенных в выпускных отверстиях 341 части 304 основного корпуса. Элементы 340 для переориентации воздушного потока имеют наружный диаметр, равный или слегка меньший диаметра выпускных отверстий 341, так что они могут быть плотно и надежно посажены в выпускные отверстия 341, когда их устанавливают так, как это показано на фиг.6d. Элементы 340 для переориентации воздушного потока могут, в некоторых вариантах исполнения, быть посажены по прессовой посадке в выпускные отверстия 341 или, для обеспечения повышенной стабильности, могут быть приварены к части 304 основного корпуса после того, как их вставили в выпускные отверстия 341. В альтернативном варианте исполнения элементы 340 для переориентации воздушного потока могут быть приварены или каким-либо другим способом закреплены в части 304 основного корпуса рядом с выпускными отверстиями 341 и сообщены с ними по текучей среде, без реального их введения в выпускные отверстия.
Сопла 324, в том виде, как они изображены, имеют характеристический размер 342 отверстия, по существу равный внутреннему диаметру элемента 340 для переориентации воздушного потока, и имеют характеристическую длину 344 сопла, по существу равную длине элемента 340 для переориентации воздушного потока при измерении в направлении, перпендикулярном продольной оси 320 воздушной пики. В альтернативных вариантах исполнения можно, вместо того, чтобы вставлять элементы 340 для переориентации воздушного потока по прессовой посадке в выпускные отверстия 341 части 304 основного корпуса, изготавливать их с внутренним диаметром, равным или большим диаметра выпускных отверстий 341, и прикреплять к внутренней поверхности части 304 основного корпуса над выпускными отверстиями 341, как описано выше, так, чтобы характеристическая длина сопла составляла сумму из толщины стенки части 304 основного корпуса и длины элемента 340 для переориентации воздушного потока при измерении вдоль направления, перпендикулярного продольной оси 320. В таких альтернативных вариантах исполнения предпочтительно, чтобы существенная доля обеих составляющих (т.е. по меньшей мере около 50%) характеристической длины сопла представляла собой длину элемента для переориентации воздушного потока при измерении в направлении, по существу перпендикулярном продольной оси основного корпуса.
В предпочтительных вариантах исполнения длина 344 (см. фиг.6d-6e) элемента 340 для переориентации воздушного потока при измерении в направлении, по существу перпендикулярном продольной оси 320, превышает характеристический размер 342 отверстия сопла 324 на множитель, составляющий, по меньшей мере, приблизительно 2, более предпочтительно - на множитель, составляющий, по меньшей мере, приблизительно 3, а наиболее предпочтительно - на множитель, составляющий, по меньшей мере, приблизительно 4.
На фиг.6f и 6g показаны сечения другого альтернативного варианта исполнения воздушной пики 300, включающей часть 304 основного корпуса, содержащего один монолитный элемент 350 для переориентации воздушного потока. Под “монолитным” элементом для переориентации воздушного потока в контексте данной заявки понимают элемент для переориентации воздушного потока, включающий множество поверхностей для переориентации или отклонения потока воздуха, в котором поверхности выполнены в едином, неразделенном массиве материала, или который содержит множество физически определенных элементов, взаимно соединенных так, что они образуют непрерывную структуру. Элемент 350 для переориентации воздушного потока предпочтительно располагают в части 304 основного корпуса и прикрепляют к внутренней поверхности части основного корпуса путем сварки или с использованием других средств крепления, хорошо известных специалистам в данной области. Элемент 350 для переориентации воздушного потока имеет габаритные ширину и длину, которые достаточны для по существу полного перекрывания и одинаковы по протяжению с сопловой зоной 302 воздушной пики 300. Элемент 350 для переориентации воздушного потока выполняет по существу эквивалентную функцию, сходную с той, которая описана выше относительно элементов 340 для переориентации воздушного потока со ссылками на фиг.6d-6e. Элемент 350 для переориентации воздушного потока может содержать проволочную сетку или сетку из ткани, плетеную сетку, решетку или любую другую подходящую структуру, хорошо известную специалистам в данной области. Элемент 350 (см. фиг.6g) для переориентации воздушного потока может содержать структуру, подобную решетке, содержащую множество ячеек 352, которые образуют каналы для прохода потоков воздуха, ориентированные по существу перпендикулярно продольной оси 320 воздушной пики. Ячейки 352 отделены одна от другой рядом стенок структуры 350, образующих разделители 354. Расстояние 356 является характеристическим размером каналов 352. Вообще, под термином “характеристический размер” канала в монолитном элементе для переориентации воздушного потока здесь понимают наибольший размер в поперечном сечении канала при измерении вдоль направления, по существу параллельного продольной оси воздушной пики.
Монолитный дефлектор 350, представленный на фиг.6f и 6g, содержит каналы 352, включающие множество трубок квадратного сечения, расположенных в виде решетки. Однако в альтернативных вариантах исполнения монолитный элемент для переориентации воздушного потока может содержать каналы, включающие множество ячеек, имеющих формы поперечного сечения, отличные от квадрата. В одном предпочтительном варианте исполнения монолитный элемент 350 для переориентации воздушного потока содержит сотовую структуру, более подробно описанную со ссылками на фиг.9, содержащую множество шестигранных ячеек, расположенных в форме пчелиных сот.
В предпочтительном варианте исполнения высота 358 элемента 350 для переориентации воздушного потока при измерении в направлении, по существу перпендикулярном продольной оси воздушной пики, превышает характеристический размер 356 на множитель, составляющий, по меньшей мере, приблизительно 2, более предпочтительно - на множитель, составляющий, по меньшей мере, приблизительно 3, а наиболее предпочтительно - на множитель, составляющий, по меньшей мере, приблизительно 4. Элемент 350 для переориентации воздушного потока, когда он выполнен и расположен так, как показано на фиг.6f-6g, предназначен для увеличения доли воздушного потока, проходящего через сопла 324, направляемого по существу перпендикулярно продольной оси 320 воздушной пики и по существу перпендикулярно поверхности материала, подвергаемого тиснению, во время работы аэродинамического устройства для тиснения. Другими словами, посредством монолитных элементов для переориентации воздушного потока, выполненных в варианте, представленном на фиг.6f-6g, и в других вариантах исполнения воздушных пик, описанных ниже, увеличивают долевое количество потока воздуха, направленного через отверстия или проемы в шаблоне аэродинамического устройства для тиснения, ориентированного в направлении, по существу перпендикулярном поверхности материала, подвергаемого тиснению, во время работы воздушной пики, в сравнении с долевым количеством потока воздуха, проходящего через отверстия в шаблоне по существу перпендикулярно поверхности материала, подвергаемого тиснению, при использовании по существу эквивалентной воздушной пики, но без элемента для переориентации воздушного потока, включенного в него.
Воздушная пика 500, изображенная на фиг.7а-7е, представляет альтернативный вариант исполнения, предназначенный для обеспечения определенных преимуществ, характерных для воздушной пики 220, рассмотренной выше со ссылками на фиг.5а, и воздушной пики 700, рассмотренной ниже со ссылками на фиг.8а-8g. Более конкретно, воздушная пика 500 выполнена так, что содержит сопло, которое может быть расположено рядом с внутренней поверхностью шаблона для тиснения и близко к поверхности материала, подвергаемого тиснению. Воздушная пика 500, если она установлена в аэродинамическом устройстве 109 для тиснения аналогично установке, показанной ранее и включающей воздушную пику 220 (см. фиг.5а), может быть установлена относительно части 218 внутренней поверхности шаблона 128 (см. фиг.5а) так, чтобы ее сопло 502 отстояло от части 218 поверхности на расстояние, меньшее величины 220, определяющей расстояние нависания между внутренней поверхностью шаблона и внутренней поверхностью цилиндра для тиснения во фланцевой зоне 130 (или внутренней поверхностью отверстия 148 аэродинамического устройства 109 для тиснения, в котором образуется большее расстояние нависания 220). Сопло 502 может быть расположено с зазорами относительно части 218 поверхности, которые сходны с предпочтительными величинами зазоров, отделяющих поверхность 218 от сопла 216 воздушной пики 210, описанной выше со ссылками на фиг.5а, или, в некоторых вариантах исполнения, сопло может быть установлено в непосредственном контакте с частью 218 внутренней поверхности шаблона при нулевом зазоре.
Воздушная пика 500 содержит часть 504 основного корпуса, включающую, в предпочтительных вариантах исполнения, единое щелевое сопло 502, проходящее вдоль существенной части длины части 504 основного корпуса, и определяет сопловую зону 506. В альтернативных вариантах исполнения, менее предпочтительных, воздушная пика может включать множество сопел, содержащих отдельные отверстия вместо единого щелевого сопла. Как было сказано выше относительно воздушных пик 210 и 300, сопловая зона предпочтительно проходит по существу вдоль всей ширины области 128 цилиндра для тиснения и поверхности 113, поддающейся тиснению, материала 111, когда воздушная пика установлена для работы в аэродинамическом устройстве 109 для тиснения.
Сопло 502, в предпочтительных вариантах исполнения, имеет характеристический размер отверстия, определяемый шириной 508 щели, которая меньше приблизительно 5,08 мм, а предпочтительно находится в предпочтительных пределах, рассмотренных выше в отношении сопел 216 воздушной пики 210. В проиллюстрированном варианте исполнения ширина 508 щели по существу постоянна вдоль всей длины сопловой зоны 506. В альтернативных вариантах исполнения щель 502 может быть сужена так, чтобы ширина щели 508 изменялась вдоль длины сопла. Например, в некоторых таких вариантах исполнения щель 502 может быть шире у конца сопла, ближайшего к смещенной входной трубе 510, чем у конца, ближайшего к смещенному опорному валу 512. Такая конфигурация, особенно сопел, имеющих относительно большие характеристические размеры отверстий, может способствовать улучшению равномерности скорости воздушного потока вдоль длины сопловой зоны 506.
На фиг.7b представлен вид сбоку воздушной пики 500, на котором показано, что входная труба 510 и опорный вал 512 имеют центральные оси, смещенные относительно продольной оси 320 воздушной пики. Входная труба 510 также имеет меньший диаметр, чем часть 504 основного корпуса воздушной пики 500. Уменьшенный диаметр входной трубы, смещенной относительно продольной оси 320, позволяет создать нависающую область 514, благодаря которой можно расположить сопло 502 в цилиндре для тиснения так, чтобы можно было его сместить и установить в желаемом положении вблизи или в контакте с частью 218 внутренней поверхности шаблона 128 (см. фиг.5а и 5b). В цилиндрах для тиснения и устройствах для тиснения, имеющих размеры и конфигурации, описанные ранее со ссылками на фиг.4 и 5, воздушная пика 500 может быть выполнена так, как и в проиллюстрированном варианте исполнения с частью 504 основного корпуса, наружный диаметр которой составляет около 133,35 мм (или несколько меньше 133,35 мм, чтобы обеспечить пространство для произвольных стабилизаторов 550 шаблона, когда они находятся в полностью сжатом виде, как будет пояснено ниже), и может быть снабжен смещенной входной трубой, как показано на чертеже, с наружным диаметром, составляющим не более приблизительно 71,12 мм. Такая конфигурация обеспечивает расстояние нависания 514, составляющее около 30,48 мм, достаточное для того, чтобы полностью перекрыть расстояние 220, показанное выше, на фиг.5а.
Следует иметь в виду, что в вариантах исполнения аэродинамического устройства для тиснения, в которых используют воздушную пику, сходную с воздушной пикой 500, входная труба 510 должна иметь значительную длину, чтобы находящуюся выше по направлению потока воздуха поверхность 518 части 504 основного корпуса можно было расположить в цилиндре 112 для тиснения так, чтобы он мог полностью разместиться в большей части внутреннего диаметра цилиндра для тиснения, во время монтажа для работы. Кроме того, опорный рычаг 150 воздушной пики аэродинамического устройства 109 для тиснения (см. фиг.4а) должен быть выполнен так, чтобы входная лотковая опора 154 воздушной пики была такой формы и размеров, чтобы соответствовать меньшему размеру входной трубы 510 воздушной пики 500.
Сечение предпочтительного варианта исполнения воздушной пики 500 показано на фиг.7с, 7d и 7е. Чтобы поддерживать постоянный характеристический размер отверстия при работе воздушной пики 500 под давлением, предпочтительно часть 504 основного корпуса стабилизировать с помощью одного или большего числа внутренних стяжек 226, описанных выше со ссылками на воздушную пику 210, изображенную на фиг.5а. Кроме того, в предпочтительных вариантах исполнения воздушной пики 500, воздушная пика также содержит монолитный элемент, или дефлектор, 520 для переориентации воздушного потока, который может быть по существу аналогичен по конфигурации и действию элементу 350 для переориентации воздушного потока, описанному выше со ссылками на фиг.6f-6g.
В вариантах исполнения, где сопло 502 расположено очень близко к внутренней поверхности шаблона для тиснения (например, с зазором, составляющим менее приблизительно 19,05 мм) или находится в непосредственном контакте с внутренней поверхностью шаблона, предпочтительно, чтобы толщина стенок, или разделителей, 522 структуры 520, отделяющих ячейки, или каналы, 524 была меньше характеристического размера отверстия сопла 502. Установлено, в контексте настоящего изобретения, что, если толщина стенки 522 превышает характеристический размер отверстия сопла 502, что нежелательно, то при использовании воздушной пики на тисненом рисунке материала, подвергаемого тиснению, могут быть созданы видимые дефектные образования. В соответствии с этим, в предпочтительных вариантах исполнения, предпочтительно, чтобы толщина стенок 522 структуры 520 была меньше, чем, а предпочтительно существенно меньше, чем характеристический размер отверстия сопла 502. В наиболее предпочтительном варианте исполнения толщину стенок 522 предпочтительно уменьшают до минимума так, чтобы они были как можно тоньше, в то же время поддерживая структурную целостность дефлектора 520 во время работы. В алюминиевых сотовых конструкциях, например, в дефлекторе 800, изображенном на фиг.9, предпочтительно, чтобы толщина стенок не превышала приблизительно 0,051 мм. В других вариантах исполнения толщина стенок, образующих монолитный дефлектор, в виде алюминиевой сотовой структуры, может составлять до 0,025 мм или меньше.
Воздушная пика 500, изображенная на фиг.7а-7е, также содержит множество произвольных компонентов 550 для стабилизации шаблона, прикрепленных к трубе, составляющей часть 504 основного корпуса воздушной пики. В представленном варианте исполнения компоненты 550 для стабилизации шаблона расположены на обеих, выше и ниже по ходу вращения шаблона, сторонах сопла 502 на части 504 основного корпуса. Структура и расположение компонентов 550 для стабилизации шаблона наиболее четко изображены на фиг.7а, 7b и 7е. Как более четко показано на фиг.7b, компоненты 550 для стабилизации шаблона включают основную часть 553, которую прикрепляют к части 504 основного корпуса, и дополнительно включают элементы 554, выступающие наружу от основной части 553 и части 504 основного корпуса и контактирующие с шаблоном, расположенные по существу параллельно продольной оси 320 воздушной пики 500. Элементы 554, контактирующие с шаблоном, являющиеся компонентами стабилизатора 550 шаблона, предпочтительно покрывают, как это описано выше, покрытием, обладающим малым коэффициентом трения, для предотвращения повреждения внутренней поверхности шаблона во время вращения шаблона. Элементы 554, контактирующие с шаблоном, поддерживают и отдаляют от цилиндрических оснований 553 посредством штоков 555. Предпочтительно, как показано на фиг.7b и 7e, чтобы основания 553 компонентов были выполнены таких размеров и так расположены, чтобы торцовые поверхности 559 существенно не выступали за линию 556, лежащую в плоскости сопла 502.
Как показано на фиг.7е, на элементы 554, контактирующие с шаблоном, и на соединяющие штоки 555 давят пружинами 557, расположенными в кронштейнах 553 стабилизаторов 550 шаблона, имеющими тенденцию толкать элементы 554, контактирующие с шаблоном, в направлении наружу от основного корпуса 504. Соответственно, стабилизаторы 550 шаблона являются частично сжимаемыми, причем их сжимают путем приложения силы к элементам 554, контактирующим с шаблоном, направленной к основному корпусу воздушной пики, обеспечивая зазор, отделяющий сопло 502 от внутренней поверхности шаблона для тиснения, в который вводят воздушную пику 500 для работы с возможностью регулирования, в то же время поддерживая элементы 554, контактирующие с шаблоном, в контакте с внутренней поверхностью шаблона для тиснения. Стабилизаторы 550, задействуемые пружинами, таким образом, позволяют располагать воздушную пику 500 в цилиндре 112 для тиснения для работы аэродинамического устройства 109 для тиснения так, чтобы сопло 502 могло быть отделено от части 218 внутренней поверхности шаблона 558 для тиснения, в то же время поддерживая элементы 554, контактирующие с шаблоном, в контакте с внутренней поверхностью шаблона для тиснения во время вращения шаблона (см. фиг.5). В соответствии с этим, путем использования регулируемых стабилизаторов 550 шаблона, зазор, отделяющий сопло 502 от части 218 внутренней поверхности шаблона, можно варьировать по существу от нуля до величины зазора 558, в то же время обеспечивая стабилизирующую силу, действующую на внутреннюю поверхность шаблона, достаточную для того, чтобы снизить колебания величины зазора, отделяющего поверхность, подвергаемую тиснению, от части поверхности шаблона, обращенной к обрабатываемому материалу, находящейся непосредственно рядом с материалом во время вращения шаблона.
Элементы 554, контактирующие с шаблоном, отделены от продольной оси 320 воздушной пики 500 расстоянием, которое можно регулировать посредством приложения силы к воздушной пике 500, имеющей тенденцию перемещать сопло 502 ближе к внутренней поверхности шаблона для тиснения, когда воздушную пику устанавливают в устройстве так, чтобы элементы 554, контактирующие с шаблоном, находились в контакте с внутренней поверхностью шаблона. Так как величина силы, создаваемая пружинами 557, имеющими тенденцию выталкивать элементы 554, контактирующие с шаблоном, наружу от компонента 504 основного корпуса, прямо пропорциональна величине, до которой пружина 557 сжимается, уровень силы, приложенной к внутренней поверхности 223 шаблона 128, таким образом, обратно пропорционален зазору, отделяющему сопло 502 от части 218 внутренней поверхности шаблона, когда элементы 554, контактирующие с шаблоном, находятся в контакте с внутренней поверхностью шаблона.
В альтернативных вариантах исполнения пружина 557 может быть заменена любым другим элементом, способным прикладывать восстанавливающую силу, имеющую тенденцию толкать элементы 554, контактирующие с шаблоном, от компонента 504 основного корпуса воздушной пики 500, когда его сжимают, которые известны специалистам в данной области, например, включающие, но не ограничивающиеся этим, пневматические диафрагмы, различные эластичные компоненты и т.д. В еще некоторых других предпочтительных вариантах исполнения пружины 557 могут быть заменены гидравлическими или пневматическими цилиндрами, механическими смещающими исполнительными механизмами или другими подобными компонентами, известными специалистам в данной области, которые могут контролируемым образом выталкивать, оттягивать и позиционировать элементы 554, контактирующие с шаблоном, на желаемое, предварительно заданное расстояние относительно компонента 504 основного корпуса воздушной пики 500. В таких вариантах исполнения степень выталкивания элементов 554, контактирующих с шаблоном, можно регулировать вручную и/или автоматически во время работы, чтобы также обеспечить создание желаемого предварительно заданного уровня силы, прикладываемой к шаблону для тиснения, создаваемой элементами 554, находящимися в контакте с внутренней поверхностью шаблона для тиснения для любой желаемой величины зазора. Уровень силы в таких вариантах исполнения может, таким образом, быть отрегулирован независимо от величины зазора между соплом и внутренней поверхностью шаблона, до выбранного желаемого значения для любой желаемой величины зазора между соплом 502 и внутренней поверхностью шаблона для тиснения.
На фиг 8а-8g изображен предпочтительный вариант исполнения воздушной пики 700, особенно сходный по конструкции с воздушной пикой 210, описанной ранее со ссылками на фиг.5а-5b, за исключением того, что он включает компонент 702, образующий сопло, выполненный так, что он содержит один или большее число элементов для переориентации потока воздуха, или дефлекторов, и включающий произвольный стабилизатор 900 шаблона, содержащий сжимаемый шарнирный ракельный нож. Элементы, по существу идентичные описанным ранее в составе воздушной пики 210, представлены на фиг.8а-8g с использованием тех же номеров позиций. Аналогично, в воздушной пике 500, представленной на фиг.7а-7е, компоненты, по существу эквивалентные или сходные с представленными и описанными со ссылками на воздушную пику 300, изображенную на фиг.6а-6g, также обозначены теми же номерами позиций, которые использованы на фиг.6а-6g.
Компонент 702 (см. фиг.8а), образующий сопло, включает выполненное в нем щелевое сопло 216, которое проходит вдоль большей части его длины, за исключением участков 703 и 705 в его расположенных выше и ниже по потоку частях, соответственно. Компоненту 702, образующему сопло, предпочтительно придают такие размеры, что он выступает от наибольшей наружной поверхности 707 (см. фиг.8b) части 212 основного корпуса на расстояние 709, равное или большее расстояния 220, показанного и описанного выше со ссылками на фиг.5а, таким образом обеспечивая возможность размещения сопла 216 как можно ближе к части 218 поверхности шаблона 128, как это желательно во время работы, или в контакте с частью 218 поверхности шаблона 128, если это желательно.
Щелевое сопло 216 может быть выполнено в компоненте 702, образующем сопло, рядом обычных способов обработки, известных специалистам в данной области, включая, но не ограничиваясь этим, прорезание резцом, прорезание струей воды, прорезание лучом лазера и т.д. В вариантах исполнения, включающих очень узкие щелевые сопла, например сопла, имеющие характеристический размер отверстия, меньший приблизительно 0,51 мм, компонент 702, образующий сопло, вместо выполнения его из единого, монолитного массива, имеющего щель 216, выполненную в ней, может содержать два отдельных компонента, причем каждый отдельный компонент закрепляют на противоположных сторонах выпускного отверстия 224 части 212 основного корпуса (см. фиг.8с) так, что они располагаются рядом, и их отделяют друг от друга на части основного корпуса, например, путем использования очень тонкой проставки (проставок) или прокладки, чтобы зазор между смежными обращенными друг к другу поверхностями двух компонентов определял щель, образующую сопло, имеющее характеристический размер отверстия сопла, по существу равный ширине проставки (проставок) или прокладки, используемых для отделения двух субкомпонентов компонента, образующего сопло, во время установки части основного корпуса (см. также приведенное выше описание со ссылками на фиг.5с). Кроме того, как было сказано выше относительно ранее описанных воздушных пик, выполненных согласно изобретению, воздушная пика 700 включает сопловую зону 704, имеющую длину, определенную длиной сопла 216, причем сопловая зона проходит по существу по всей ширине шаблона 128 и поверхности 113, поддающейся тиснению, материала 111, когда воздушную пику 700 располагают для работы в аэродинамическом устройстве 109 для тиснения.
На фиг.8с и 8е представлены поперечные сечения воздушной пики 700, иллюстрирующие один предпочтительный вариант исполнения, предназначенный для установки элемента 800 для переориентации потока воздуха в компоненте 702, образующем сопло. Компонент 702, образующий сопло, включает полую камеру 708 для размещения элемента 800 для переориентации потока воздуха и дополнительно включает, ниже по потоку от полой камеры 708, сужающуюся камеру 710, которая служит для дальнейшего направления и фокусировки воздушного потока в компоненте, образующем сопло, по направлению к щелевому соплу 216. Часть 212 основного корпуса включает выпускное отверстие 224, включающее продолговатый паз, расположенный вдоль длины части основного корпуса, по существу имеющий одинаковое протяжение и расположенный параллельно щелевому соплу 216. Полая камера 708 и сужающаяся камера 710 проходят вдоль длины компонента 702, образующего сопло, так, что они по существу имеют одинаковое протяжение со щелевым соплом 216 и продолговатым пазом 224 в части 212 основного корпуса.
Элемент 800 для переориентации потока воздуха в проиллюстрированном варианте исполнения содержит монолитную сотовую структуру, показанную более подробно на фиг.9 и рассмотренную выше со ссылками на фиг.6 и 7. Как наиболее четко показано на фиг.8d, 9а и 9b, элемент 800 для переориентации потока воздуха содержит множество шестигранных ячеек 802 с характеристическим размером 804 и высотой 806. В одном варианте исполнения элемент 800 для переориентации потока воздуха содержит алюминиевую сотовую структуру, включающую множество шестигранных ячеек 802, каждая из которых имеет характеристический размер, составляющий около 3,18-12,7 мм. Предпочтительно, как это было описано ранее относительно монолитных элементов 520 и 350 для переориентации потока воздуха, чтобы толщина стенок 808 структуры, отделяющих ячейки 802, была меньше характеристического размера отверстия сопла 216. В одном примерном варианте исполнения толщина стенок 808 составляет около 0,051 мм, а в другом примерном варианте исполнения толщина стенок составляет около 0,026 мм.
Полую камеру 708 (см. фиг.8с) предпочтительно выполняют таких размеров и формы, чтобы в ней плотно размещался монолитный элемент 800 для переориентации потока воздуха, чтобы препятствовать вибрации и перемещению элемента для переориентации потока воздуха во время работы воздушной пики. Для добавочной стабильности, в некоторых вариантах исполнения, элемент 800 для переориентации потока воздуха может быть приварен или закреплен другим каким-либо способом в одном или большем числе мест внутри полой камеры 708 для того, чтобы дополнительно препятствовать перемещению элемента во время работы. Как показано на фиг.8с, полую камеру 708 предпочтительно располагают в компоненте 706, образующем сопло, так, чтобы элемент 800 для переориентации потока воздуха был расположен как можно выше по потоку от сопла 216. Расположение элемента 800 для переориентации потока воздуха как можно выше по потоку от сопла 216 дополнительно способствует снижению потенциальной возможности появления дефектных образований в тисненом рисунке на материале, которые могут появляться в результате присутствия стенок 808, отделяющих ячейки 802 элемента для переориентации потока воздуха.
Элемент 800 для переориентации потока воздуха предпочтительно устанавливают в полой камере 708 так, чтобы каналы 802, образованные ячейками структуры монолитного элемента для переориентации потока воздуха, были совмещены так, чтобы они были по существу перпендикулярны продольной оси 320 части 212 основного корпуса. Во время работы элемент 800 для переориентации потока воздуха служит для переориентации и отклонения потока воздуха в части 212 основного корпуса так, чтобы большая доля воздушного потока, выходящего из сопла 216, была направлена по существу перпендикулярно продольной оси 320 и поверхности 113, поддающейся тиснению, материала 111, в сравнении с потоком воздуха, выходящим из по существу эквивалентной воздушной пики, но без установленного в ней элемента 800 для переориентации потока воздуха. Следует подчеркнуть, что в вариантах исполнения, включающих воздушные пики, в которых используют компоненты, образующие сопла (например, воздушная пика 210, показанная на фиг.5, и воздушная пика 700, показанная на фиг.8), применение элемента для переориентации потока воздуха является опционным и может не потребоваться при некоторых рабочих условиях для того, чтобы получить желаемый эффект тиснения, особенно, например, тогда, когда используют воздушные пики с соплами, имеющими очень маленький характеристический размер отверстия, например менее приблизительно 2,54 мм.
Кроме того, в воздушной пике 700, изображенной на фиг.8а-8е, включен один вариант исполнения произвольного стабилизатора 900 шаблона, выполненного и размещенного на воздушной пике для приложения силы к шаблону для тиснения, в котором воздушная пика установлена в устройстве для работы, чтобы уменьшить колебания величины зазора, отделяющего поверхность, подвергаемую тиснению, материала, подвергаемого тиснению, от части поверхности шаблона, обращенной к обрабатываемому материалу, находящейся непосредственно рядом с материалом во время вращения шаблона. Стабилизатор 900 шаблона содержит шарнирные рычажные узлы 902 с пружинной нагрузкой, соединенные их концами, контактирующими с шаблоном, с ракельным ножом 904, который в проиллюстрированном варианте исполнения включает продолговатый шток, брус, нож и т.п., расположенный параллельно и по существу имеющий протяжение, одинаковое с соплом 216 компонента 702, образующего сопло. Ракельный нож 904 предпочтительно покрыт, по меньшей мере, на его поверхности 906, контактирующей с шаблоном, материалом, например политетрафторэтиленом, для снижения трения, вызванного контактом и относительным движением между поверхностью 906, контактирующей с шаблоном, и внутренней поверхностью шаблона во время работы.
На фиг.8е наиболее четко показан шарнирный рычажный узел 902 стабилизатора 900 шаблона. В показанном варианте исполнения включено три таких шарнирных рычажных узла для поддержания и расположения ракельного ножа 904; однако может быть использовано больше или меньше таких узлов в зависимости от общей длины ракельного ножа 904, силы, с которой ракельный нож сопряжен с внутренней поверхностью шаблона во время работы, и т.д., что должно быть понятно специалистам в данной области. Стабилизатор 900 шаблона может быть соединен с воздушной пикой 700 посредством прикрепления его к компоненту 702, образующему сопло. Как показано на чертеже, шарнирный рычажный узел 902 включает первый выступающий рычаг 908, присоединенный к компоненту 702, образующему сопло, посредством фланца 910 и болта 228. Рычаг 908 шарнирно соединен другим его концом 912 с рычагом 914, который включает ракельный нож или соединен концом 916 с ракельным ножом 904. В показанном варианте исполнения пружина 918 присоединена к обоим рычагам 908 и 914 и выполнена так, чтобы обеспечивать нагрузку, стремящуюся поворачивать рычаг 914 относительно рычага 908 в направлении, указанном стрелкой 920, таким образом (как и в случае применения стабилизаторов 550 шаблона, показанных на фиг.7а-7е) стабилизатор 900 шаблона выполнен так, чтобы, когда воздушная пика 700 установлена в рабочем положении в аэродинамическом устройстве 109 для тиснения, зазор, отделяющий сопло 216 от части 218 внутренней поверхности шаблона 128, в котором воздушная пика установлена, можно было регулировать, в то же время поддерживая ракельный нож 904 в контакте с внутренней поверхностью шаблона для того, чтобы обеспечивать силу, действующую на него, для стабилизации вращения шаблона.
Помимо этого, аналогично стабилизаторам 550 шаблона, уровень силы, прикладываемой к внутренней поверхности шаблона, когда ракельный нож 904 находится в контакте с внутренней поверхностью шаблона, обратно пропорционален зазору, отделяющему сопло 216 от части 218 внутренней поверхности шаблона, благодаря увеличению восстанавливающей силы, создаваемой пружиной 918 при движении ракельного ножа 904 ближе к продольной оси 320 воздушной пики в направлении, указанном стрелкой 922.
Стабилизатор 900 шаблона выполнен так, чтобы он контактировал с внутренней поверхностью шаблона для тиснения, в котором воздушная пика 700 установлена во время работы так, что сопло 216 расположено с любым желаемым зазором относительно части 218 внутренней поверхности шаблона в пределах от нуля, когда сопло 216 находится в непосредственном контакте с частью 218 внутренней поверхности шаблона (т.е. когда стабилизатор 900 шаблона находится в сжатом состоянии), до максимальной величины зазора 924, когда стабилизатор 900 находится в его полностью раскрытом положении. При установке воздушной пики 700 в аэродинамическом устройстве для тиснения стабилизатор 900 шаблона может быть расположен в его полностью сжатом состоянии для уменьшения до минимума габаритного диаметра воздушной пики со стабилизатором шаблона, прикрепленным к нему. Для того чтобы дополнительно уменьшить габаритный диаметр воздушной пики 700 со стабилизатором 900 шаблона в полностью сжатом состоянии, предусмотрена возможность дополнительного поворота рычага 908, для введения дополнительной точки (точек) поворота, позволяющих поворачивать узел 902 по направлению к части 212 основного корпуса так, чтобы ось поворота 912 лежала напротив или рядом с поверхностью 926 компонента 702, образующего сопло.
Хотя в изображенном варианте исполнения показана пружина в качестве средства для создания нагрузки, в альтернативных вариантах исполнения, как было сказано выше со ссылками на стабилизаторы 550 шаблона, может быть использован ряд других известных механизмов и/или материалов для обеспечения восстанавливающей силы, стремящейся выталкивать наружу ракельный нож 904. Кроме того, как сказано выше относительно стабилизаторов 550 шаблона, нагружающие средства 918 могут быть, в альтернативных вариантах исполнения, заменены механическими, пневматическими, гидравлическими и т.д. исполнительными механизмами, выполненными так, чтобы контролируемо регулировать положение ракельного ножа 904 относительно продольной оси 320 и сопла 216 для того, чтобы контролируемо регулировать уровень силы, прикладываемой к внутренней поверхности шаблона для тиснения, когда воздушная пика выполнена так, чтобы она работала в устройстве и была расположена так, чтобы сопло 216 было отделено от внутренней поверхности шаблона любым желаемым зазором в пределах от контакта сопла с внутренней поверхностью шаблона до максимальной величины зазора (например, зазора 924, показанного на фиг.8е); чтобы это диктовалось габаритами конструкции стабилизатора шаблона и диапазоном перемещения, выполняемого посредством контролирующего позиционирующего исполнительного механизма.
Альтернативный вариант исполнения воздушной пики 700, включающий множество элементов для переориентации потока воздуха, но не включающий произвольный стабилизатор 900 шаблона с установленными на шарнирах ракельными ножами, показан в поперечном сечении на фиг.8f-8g. Компонент, образующий сопло, включает полую камеру 758, которая содержит множество элементов 760 для переориентации воздушного потока, включающих ряд отклоняющих направляющих, расположенных по существу вдоль всей длины камеры 758 и отстоящих друг от друга с постоянным интервалом 762. Направляющие 760 предпочтительно ориентированы в камере 758 так, чтобы поверхность 764, отклоняющая поток воздуха, каждой направляющей была по существу перпендикулярна продольной оси 320 основного корпуса 212. Как показано на фиг.8g, компонент 756, образующий сопло, предпочтительно включает множество отстоящих друг от друга канавок 766 в боковой стенке 768 камеры 758, предназначенных для установки и фиксации в них краев направляющих 760. Канавки 766 должны иметь ширину, по существу равную или несколько меньшую толщины 770 направляющих 760, чтобы при введении в канавки 766 направляющих 760 они оставались бы неподвижными во время работы воздушной пики. В альтернативном варианте исполнения компонент 756, образующий сопло, может не содержать канавок для установки перегородок, а перегородки могут быть, вместо этого, приварены или каким-либо другим способом закреплены, что хорошо известно специалистам в данной области.
В предпочтительном варианте исполнения толщина 770 каждой перегородки 760 при измерении в направлении, по существу параллельном продольной оси 320 части 212 основного корпуса, меньше характеристического размера отверстия щелевого сопла 216. В одном примерном варианте исполнения толщина 770 перегородок 760 меньше 0,51 мм, в другом примерном варианте исполнения – меньше 0,25 мм.
Также предпочтительно, чтобы высота 772 каждой направляющей 760 при измерении вдоль направления, по существу перпендикулярного продольной оси 320 части 212 основного корпуса, превышала бы расстояние 762 между каждой парой направляющих 760 на множитель, составляющий, по меньшей мере, приблизительно 2, в более предпочтительных вариантах исполнения - на множитель, составляющий, по меньшей мере, приблизительно 3, а в наиболее предпочтительных вариантах исполнения - на множитель, составляющий, по меньшей мере, приблизительно 4. Хотя здесь описано несколько вариантов исполнения элементов для переориентации воздушных потоков в воздушной пике, специалистам в данной области понятно, что возможен ряд других средств и структур для обеспечения переориентации воздушных потоков для выполнения функций, описанных здесь, и каждый такой вариант исполнения или модификации рассматривается здесь как попадающий в объем настоящего изобретения.
Хотя ранее проиллюстрированные и описанные стабилизаторы шаблона включают компоненты воздушной пики или компоненты, соединенные с воздушной пикой, объем настоящего изобретения не ограничен этими решениями. Например, на фиг.10а и 10b изображен альтернативный вариант исполнения аэродинамического устройства 109 для тиснения, включающего стабилизатор 1002 шаблона, который не связан с какой-либо воздушной пикой в устройстве во время работы. В изображенном варианте исполнения ракельный нож 1002 (более четко показанный на фиг.10а) опирают его концами на входной опорный рычаг 150 воздушной пики и на опорный рычаг 152 опорного вала воздушной пики. Стабилизатор 1002 шаблона содержит первый конец 1006, устанавливаемый в отверстии 1000 входного опорного рычага 150 воздушной пики. Стабилизатор 1002 шаблона содержит второй конец 1008, вводимый его концом в отверстие 1004 опорного рычага 152 опорного вала. Концы 1006 и 1008 стабилизатора 1002 шаблона присоединяют посредством соединительных элементов 1010 и 1012 к ракельному ножу 1014, наружную поверхность 1015 которого располагают в контакте с внутренней поверхностью шаблона 128 для тиснения во время работы так, чтобы стабилизировать вращение шаблона. Концы 1006 и 1008 имеют длину, достаточную для того, чтобы перекрыть уменьшенный диаметр зоны 130 фланца шаблона с каждого конца вращающегося тиснильного цилиндра 112. Соединительные рычаги 1010 и 1012 предпочтительно имеют длину, которую выбирают так, чтобы обеспечить возможность ракельному ножу 1014 войти в непосредственный контакт с внутренней поверхностью шаблона 128, когда входной опорный рычаг 150 и выходной опорный рычаг 152 расположены так, чтобы обеспечить желаемый зазор между соплом воздушной пики и внутренней поверхностью шаблона 128 для тиснения.
В некоторых вариантах исполнения, как это проиллюстрировано здесь, отверстия 1000 и 1004 могут содержать продолговатые пазы, позволяющие регулирование в вертикальном направлении стабилизатора 1002 шаблона, как это показано стрелкой 1016. Такая конструкция позволяет регулировать положение ракельного ножа 1014 в вертикальном направлении так, чтобы охватывать ряд положений по высоте входного опорного рычага 150 и выходного опорного рычага 152 в соответствии с рядом желаемых зазоров между соплом установленной воздушной пики и внутренней поверхностью шаблона 128 во время работы. В некоторых вариантах исполнения стабилизатор 1002 шаблона может быть нагружен пружиной или другим механизмом в направлении 1018, имеющим тенденцию вводить ракельный нож 1014 в сопряжение с внутренней поверхностью шаблона 128. В еще некоторых других вариантах исполнения положение по высоте стабилизатора 1002 шаблона можно вручную и/или автоматически регулировать путем введения механического, гидравлического и т.д. исполнительного механизма, которым можно контролируемо регулировать положение по высоте стабилизатора 1002 шаблона относительно опорных рычагов 150 и 152 во время работы устройства.
Преимущество каждого из вышеописанных механизмов для стабилизации шаблона заключается в том, что по существу никакая часть какого-либо из вышеописанных стабилизаторов шаблона не пересекает и не нарушает поток воздуха, выходящий из сопла воздушной пики во время вращения шаблона и работы устройства. Соответственно, вышеописанные стабилизаторы шаблона не обладают тенденцией к созданию нежелательных дефектных образований в тисненом рисунке из-за нарушения воздушного потока, которым осуществляют тиснение материала. Такое пересечение воздушного потока стабилизаторами шаблона исключают в вышеописанных вариантах исполнения путем создания и размещения стабилизатора шаблона относительно шаблона 128 для тиснения таким образом, чтобы стабилизатор шаблона не поворачивался во время вращения шаблона. Однако в альтернативных вариантах исполнения, где образования, вызванные пересечением воздушного потока стабилизатором шаблона, не являются пагубными для внешнего вида тисненого материала или где такие “образования” могут составлять часть желаемого тисненого рисунка, стабилизатор шаблона может быть выполнен так, чтобы он вращался вместе с шаблоном и пересекал траекторию воздушного потока, выходящего из сопла воздушной пики, установленной в устройстве. В одном таком варианте исполнения (не показан) стабилизаторы шаблона могут содержать один или большее число достаточно жестких брусьев, прикрепленных к внутренней поверхности шаблона 128 или расположенных в сопряженном контакте с внутренней поверхностью шаблона 128, и выступающих либо в продольном направлении между фланцами 130 шаблона уменьшенного диаметра, либо по окружности вокруг, по меньшей мере, части внутренней окружной поверхности шаблона 128.
Кроме того, в некоторых альтернативных вариантах исполнения стабилизаторы шаблона могут быть выполнены так, чтобы посредством их прикладывать силу к наружной поверхности шаблона, обращенной к обрабатываемому материалу, так, чтобы осуществлять стабилизацию шаблона, вместо или в дополнение к приложению силы к внутренней поверхности шаблона, как описано и проиллюстрировано ранее. Помимо этого, некоторые альтернативные варианты исполнения стабилизатора шаблона, в пределах объема настоящего изобретения, могут быть выполнены так, чтобы прикладывать силу к шаблону для стабилизации его вращения, как было описано выше, без контактирования с любой поверхностью шаблона. Посредством таких альтернативных стабилизаторов шаблонов можно, например, создавать напряжение в шаблоне путем приложения силы к одному или обоим торцам цилиндрического шаблона, или направлять внутрь к центральной точке шаблона так, чтобы несколько уменьшить ненапряженную длину шаблона и создать кольцевое напряжение в шаблоне путем расширения его ненапряженной окружной поверхности, или направлять наружу от центральной точки шаблона так, чтобы несколько увеличить ненапряженную длину шаблона и создать напряжение в шаблоне путем уменьшения его ненапряженной окружной поверхности. В еще других альтернативных вариантах исполнения, подпадающих под объем настоящего изобретения, сила может быть приложена к шаблону посредством стабилизатора (стабилизаторов) без контакта между стабилизатором (стабилизаторами) и внутренней или наружной поверхностью шаблона путем выполнения стабилизатора (стабилизаторов) так, чтобы прикладывать силу к шаблону посредством использования магнитного и/или электрического поля.
Хотя здесь были проиллюстрированы некоторые варианты исполнения компонентов стабилизаторов шаблона для стабилизации вращения аэродинамического шаблона для тиснения во время вращения для уменьшения колебаний величины зазора, отделяющего поверхность, подвергаемую тиснению, материала, который подвергают тиснению, от части поверхности шаблона, обращенной к обрабатываемому материалу, находящейся непосредственно рядом с материалом во время вращения шаблона, специалистам в данной области должно быть понятно, что возможен ряд других средств и структур для стабилизации шаблона для выполнения функций, описанных здесь, и каждый из таких вариантов или модификаций считается подпадающим под действие объема настоящего изобретения.
Вообще, специалистам в данной области должно быть понятно, что все параметры и конфигурации, описанные здесь, следует рассматривать как примерные, и что действительные параметры и конфигурации зависят от конкретных условий, в которых применяют устройства и способы, предложенные настоящим изобретением. Специалистам в данной области понимают или могут представить себе, не используя ничего, кроме обычного опыта, что возможно создать много эквивалентов конкретных вариантов исполнения изобретения, описанных здесь. Таким образом, понятно, что описанные выше варианты исполнения приведены только в качестве примеров и что в пределах объема изобретения, определенного прилагаемой формулой и ее эквивалентами, его можно использовать иначе, чем здесь конкретно описано. Настоящее изобретение направлено на каждую отдельную отличительную особенность, на устройство или способ, описанные здесь. Помимо этого, любое сочетание двух или большего числа таких отличительных особенностей, устройств или способов, обеспечивающих условия, при которых такие отличительные особенности, устройства или способы при совмещении не являются неудовлетворительными, включены в объем настоящего изобретения. В формуле изобретения все переходные фразы или фразы включения, например, со словами: “содержащий”, “включающий”, “несущий”, “имеющий”, “вмещающий” и т.п., следует понимать как открытые, т.е. означающие “включающий, но не ограниченный этим”. Только переходные фразы или фразы, включения, содержащие, например, слова “состоящий из” и “состоящий по существу из” следует понимать как полузакрытые фразы, соответственно.
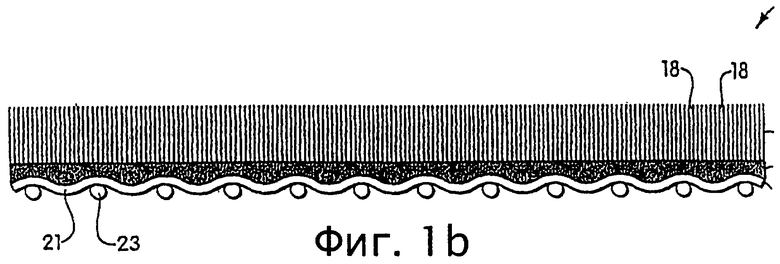
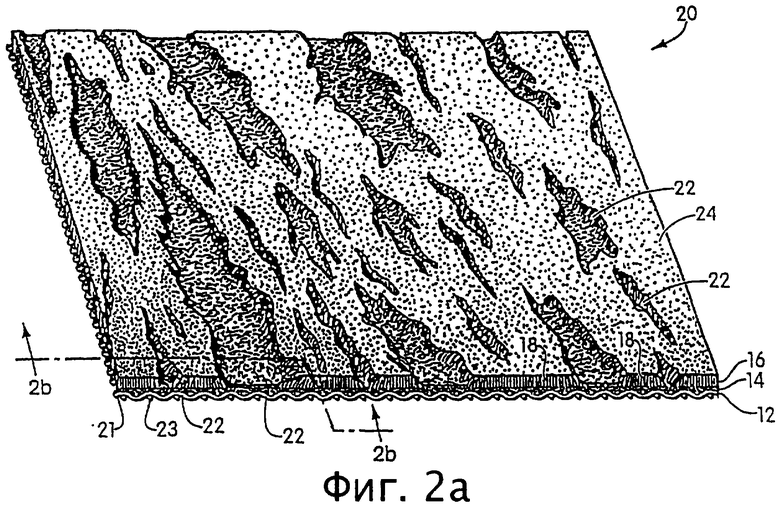
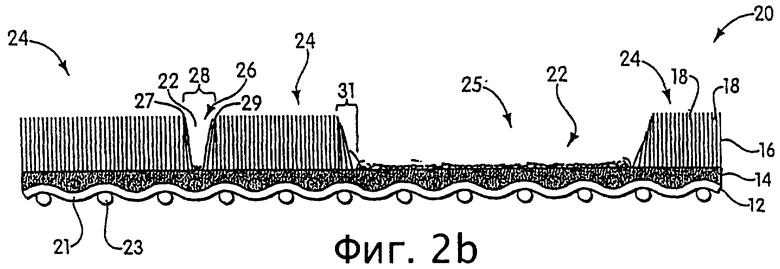
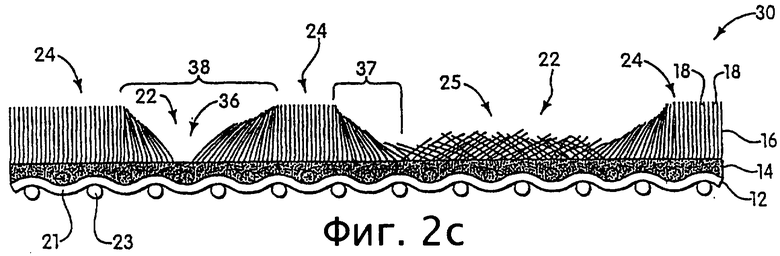
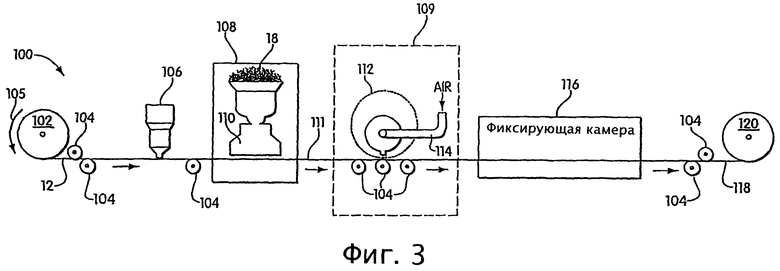
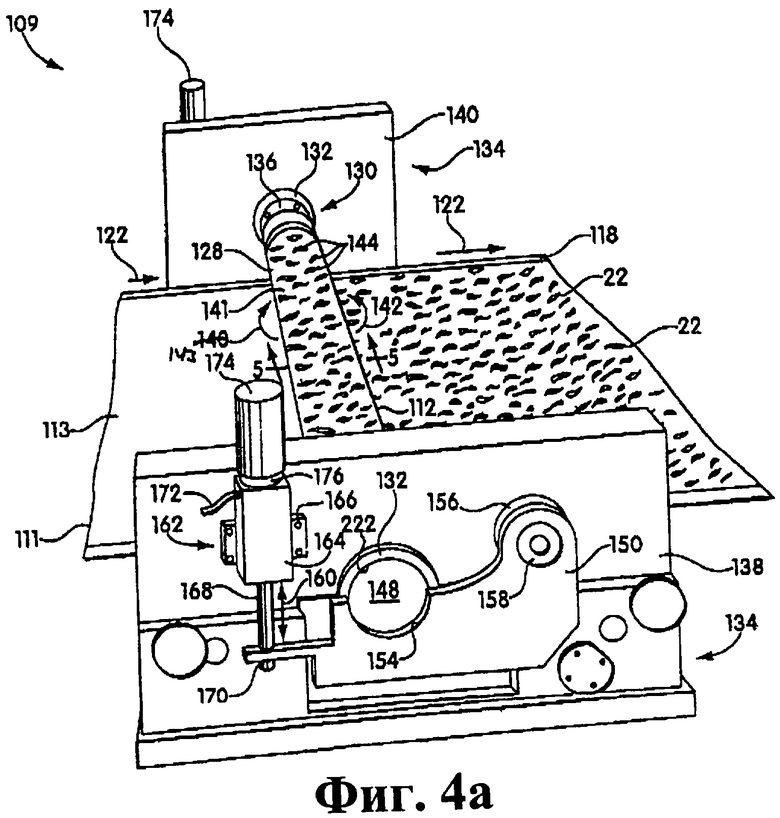
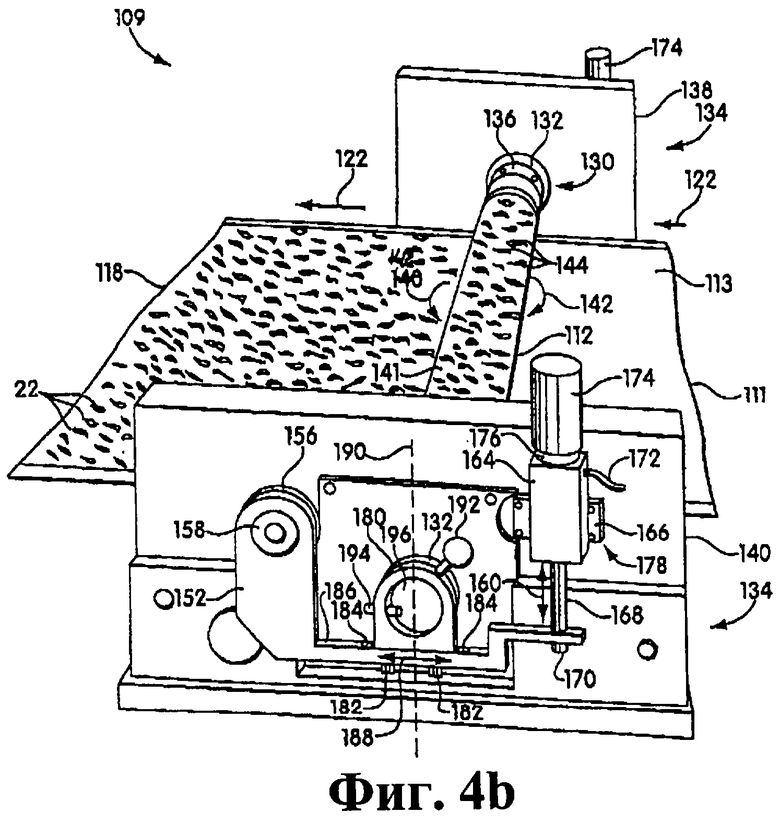
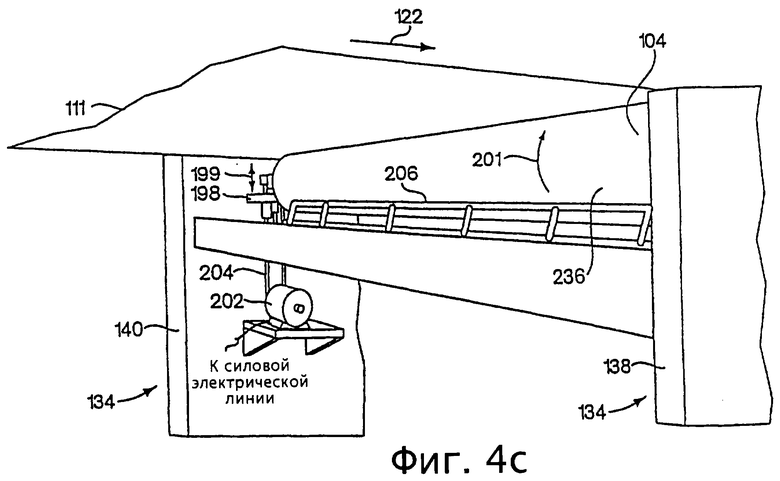
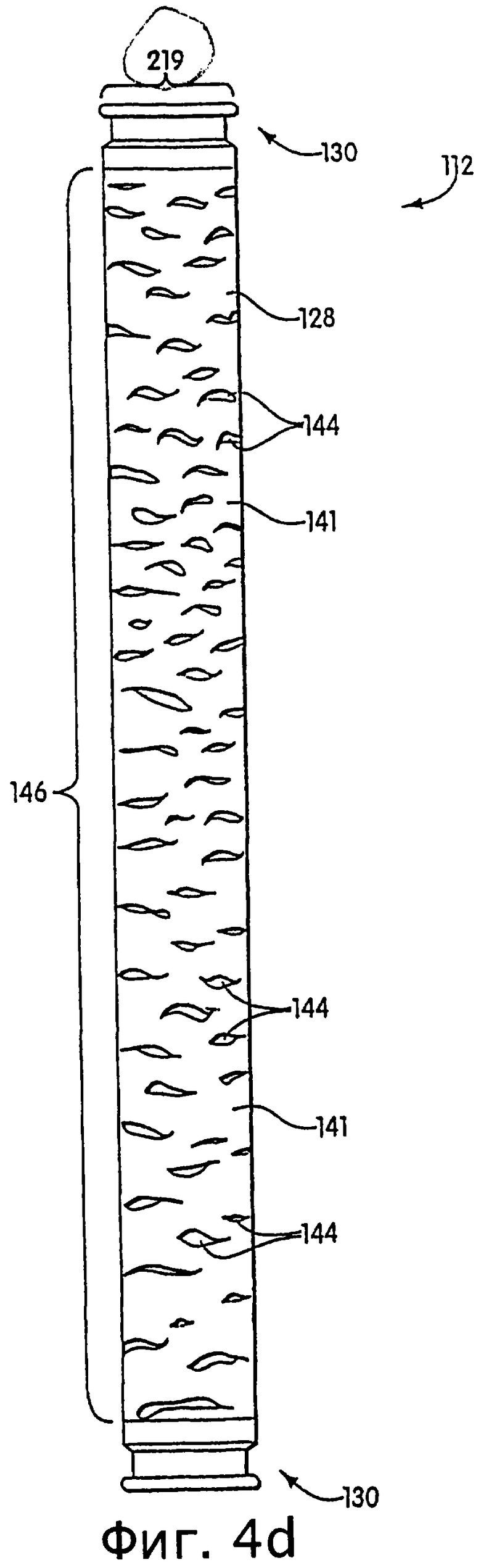
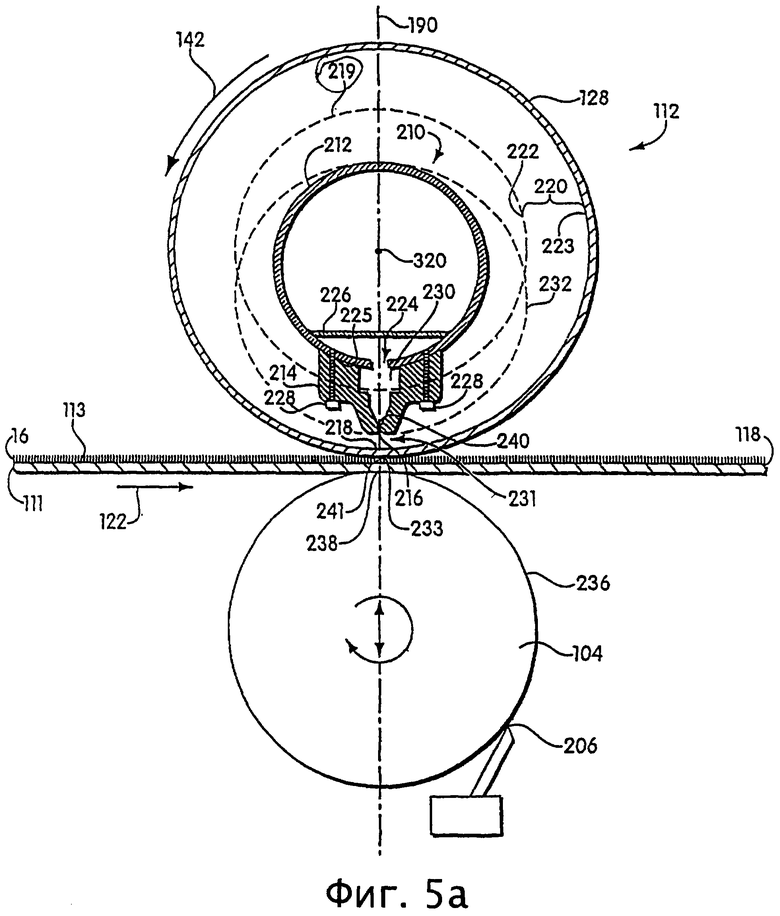
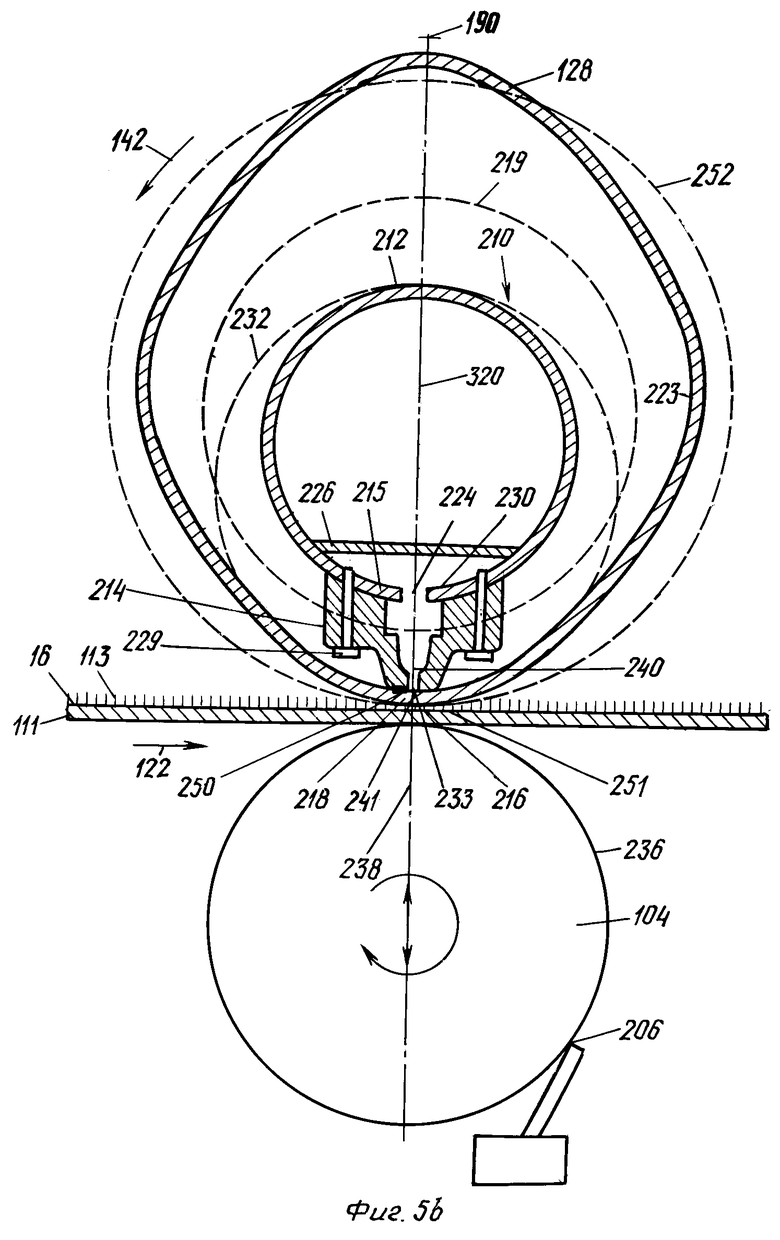
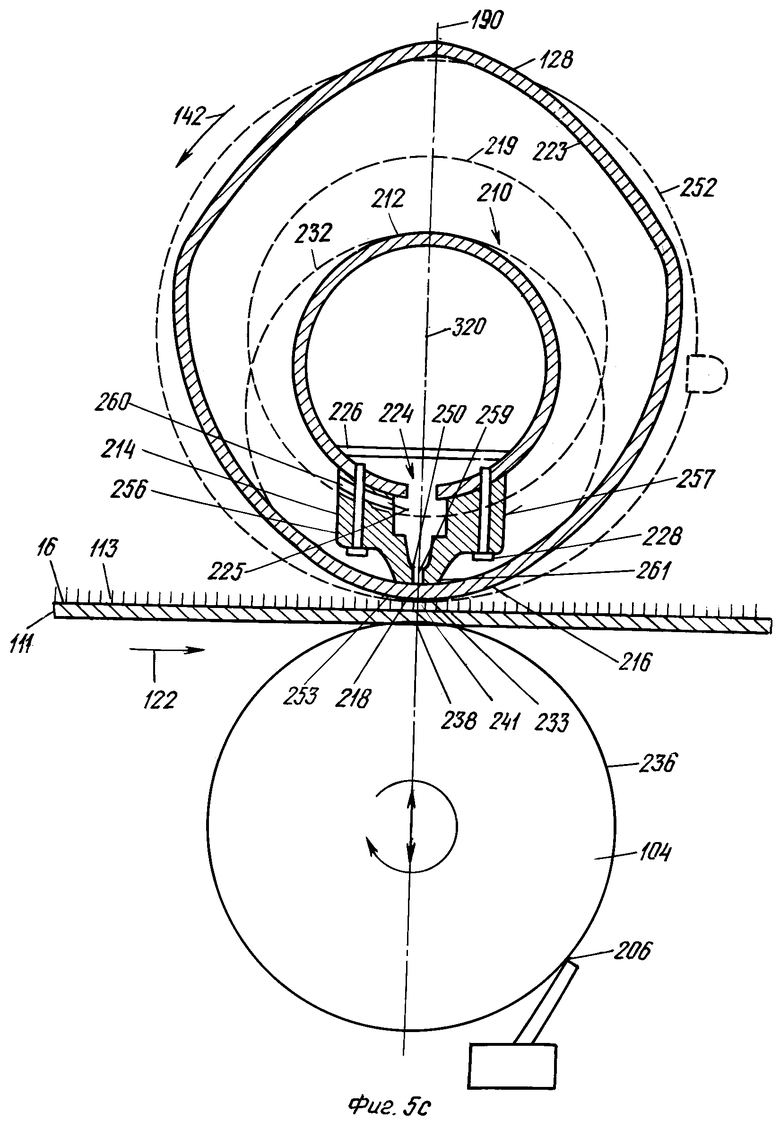
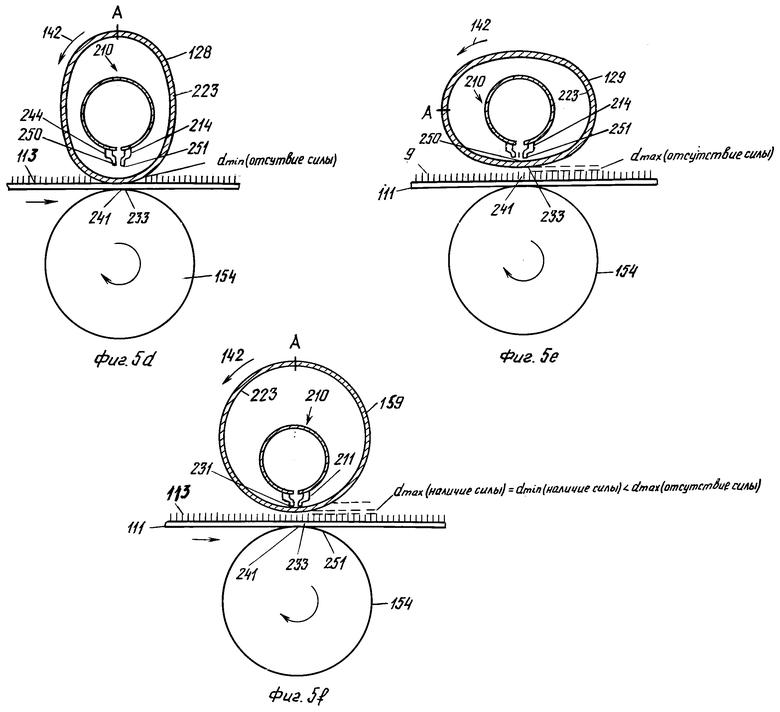
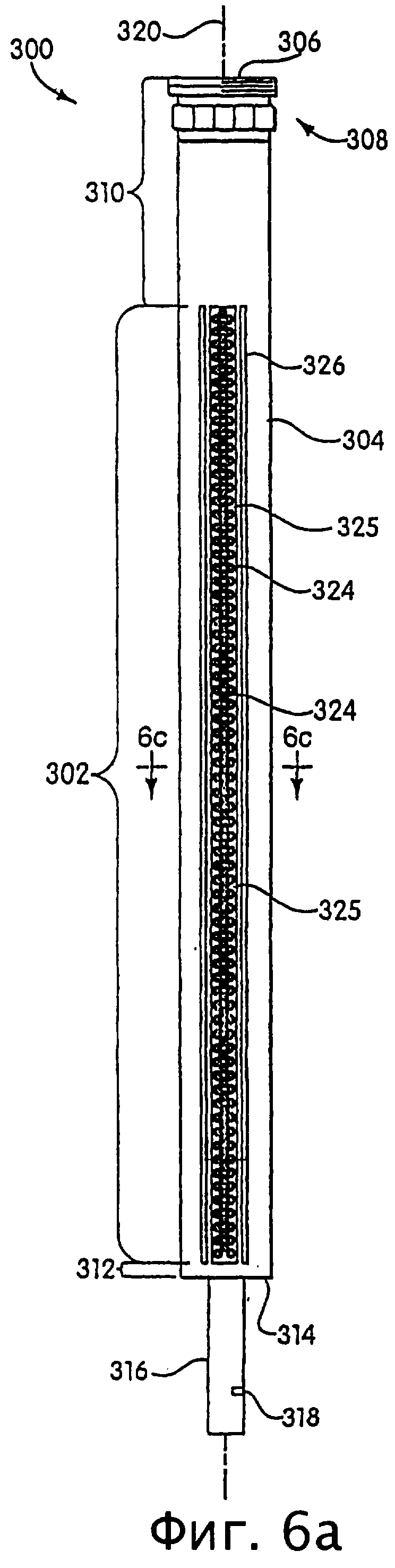
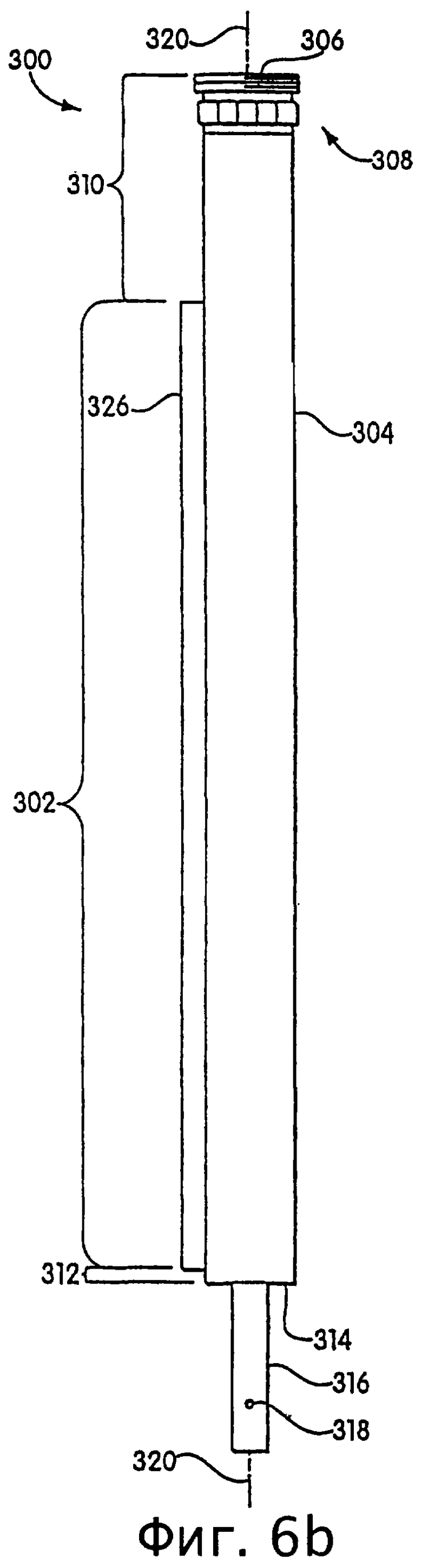
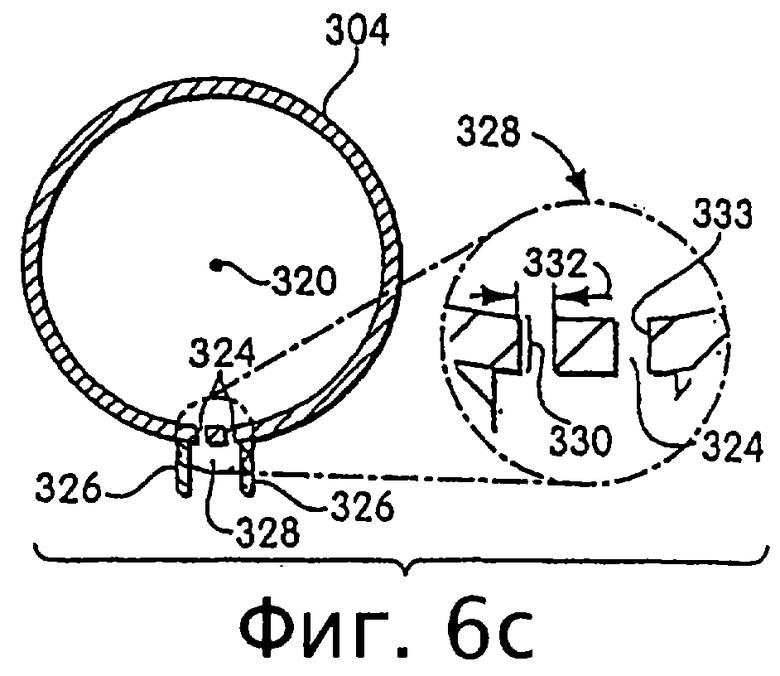
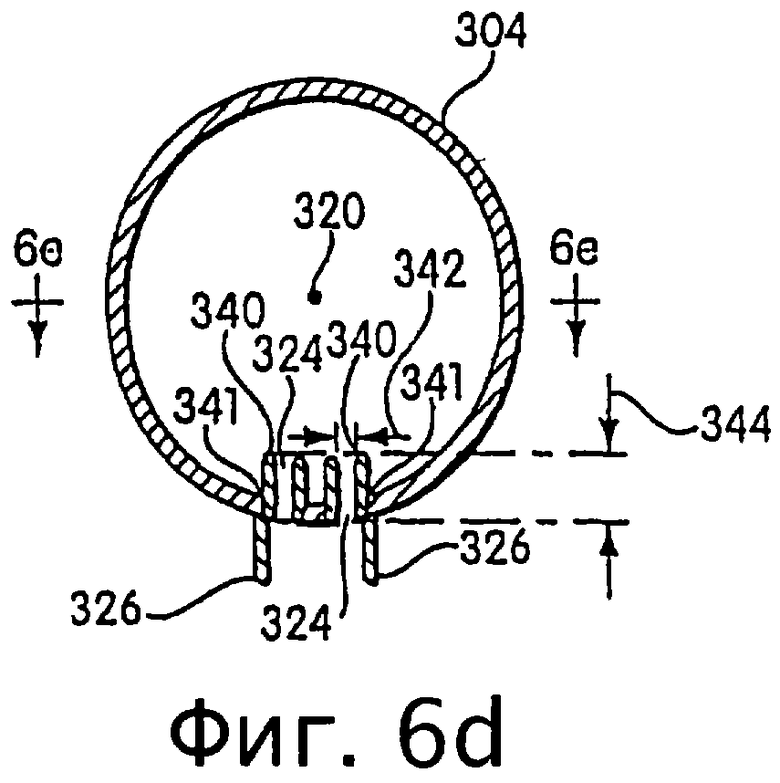
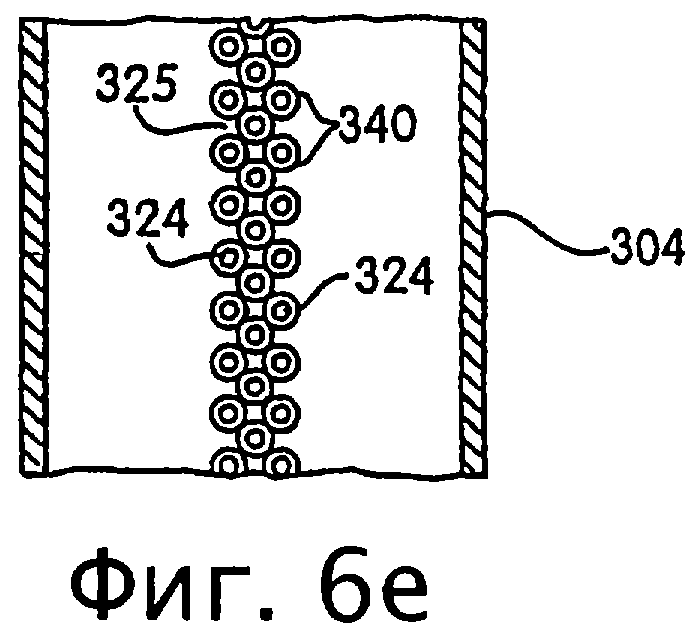
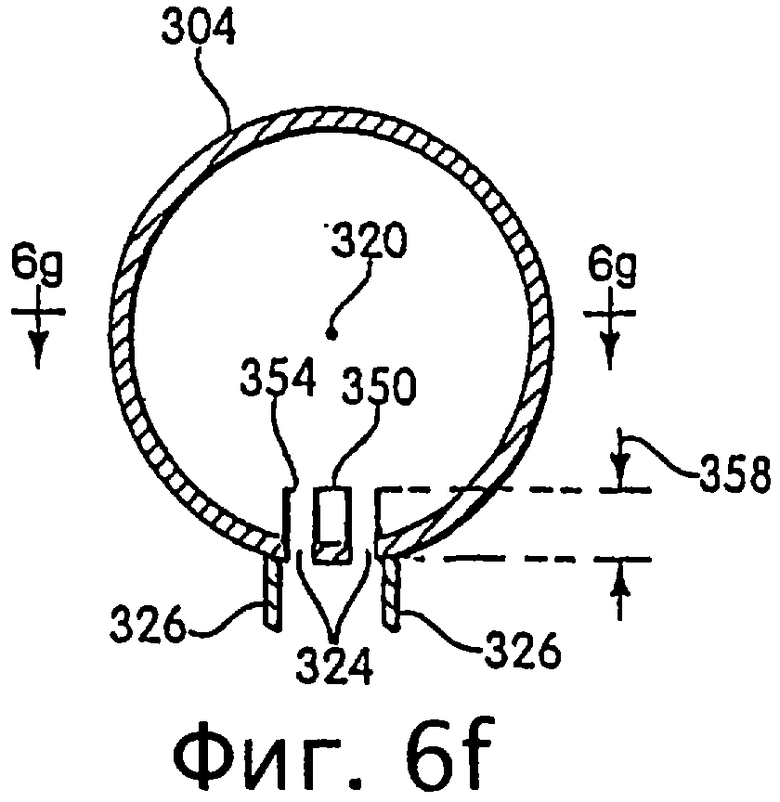
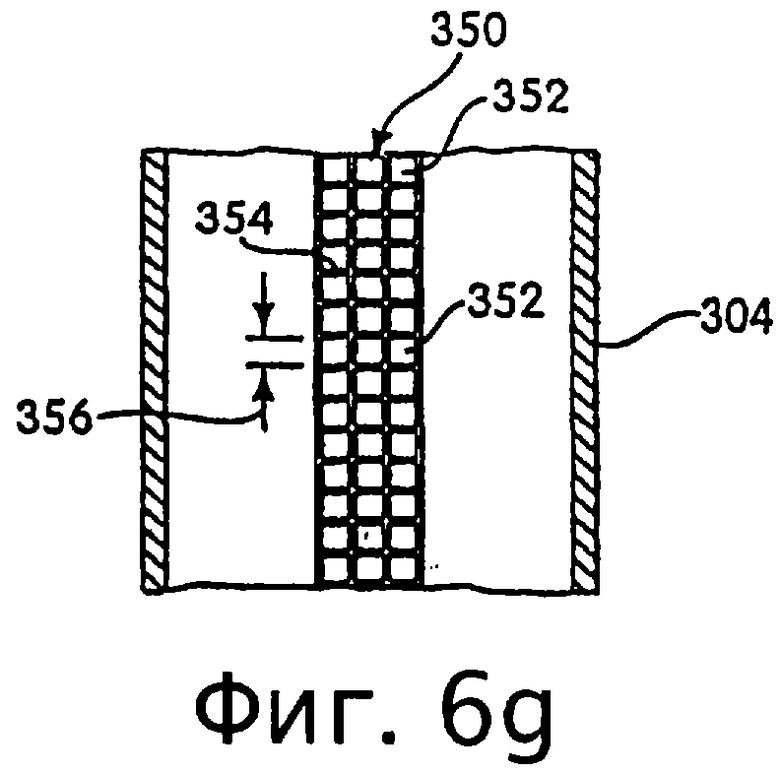
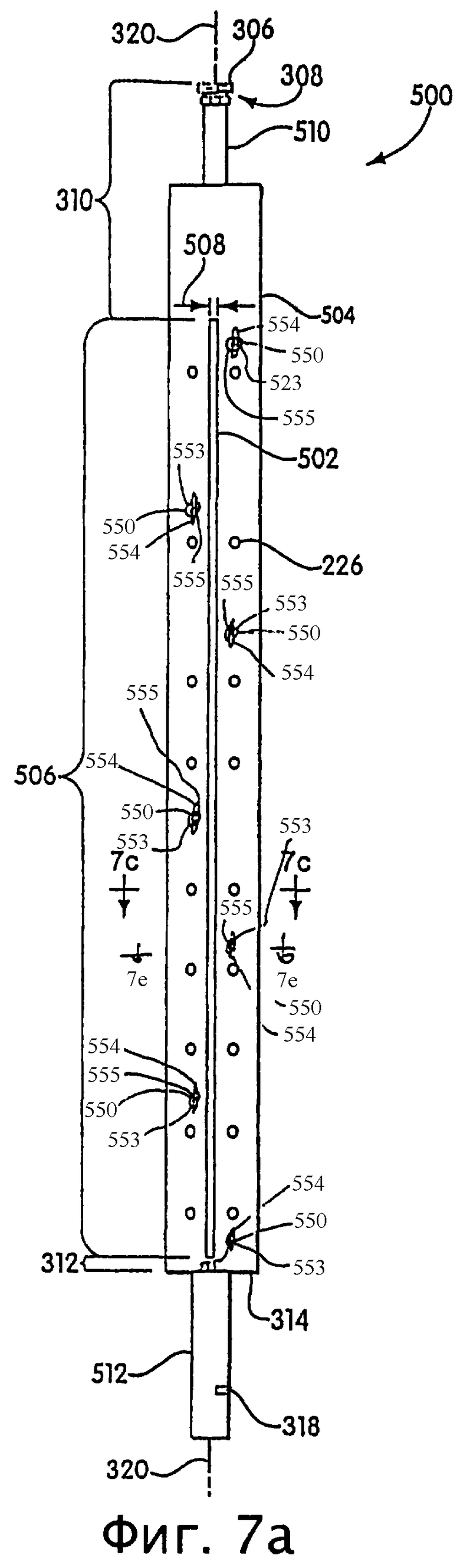
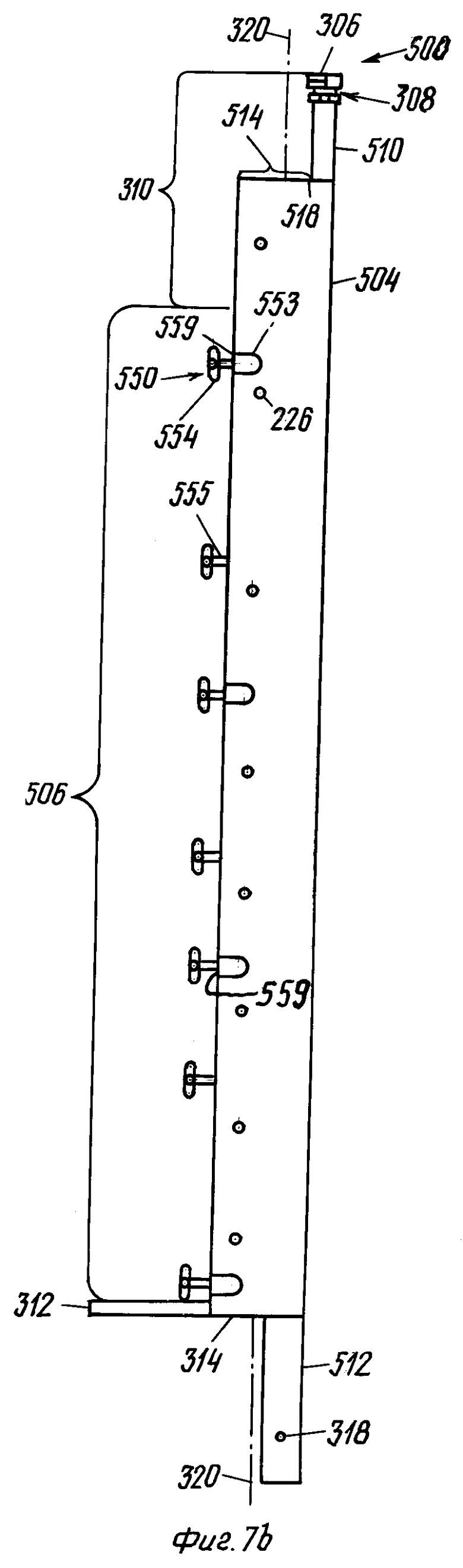
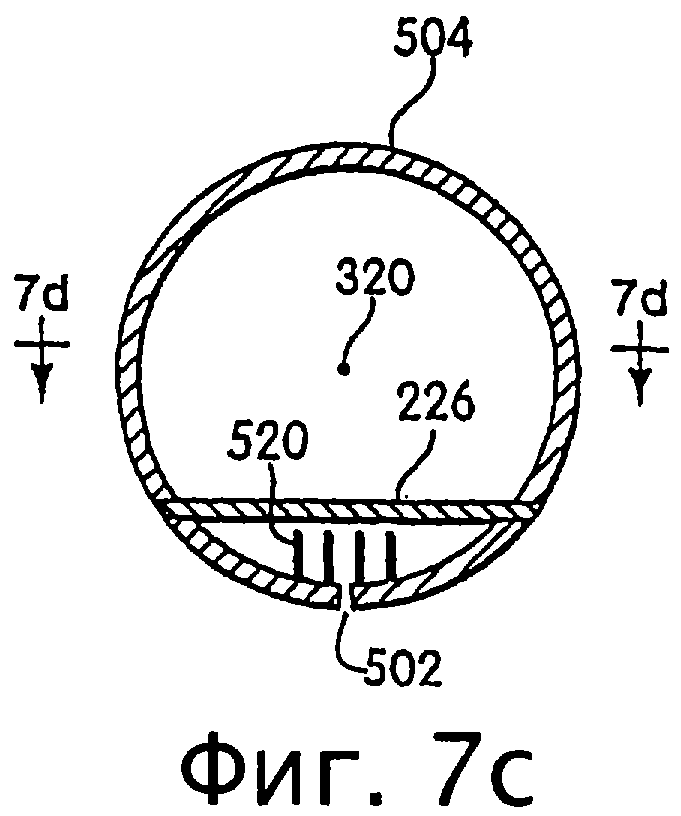
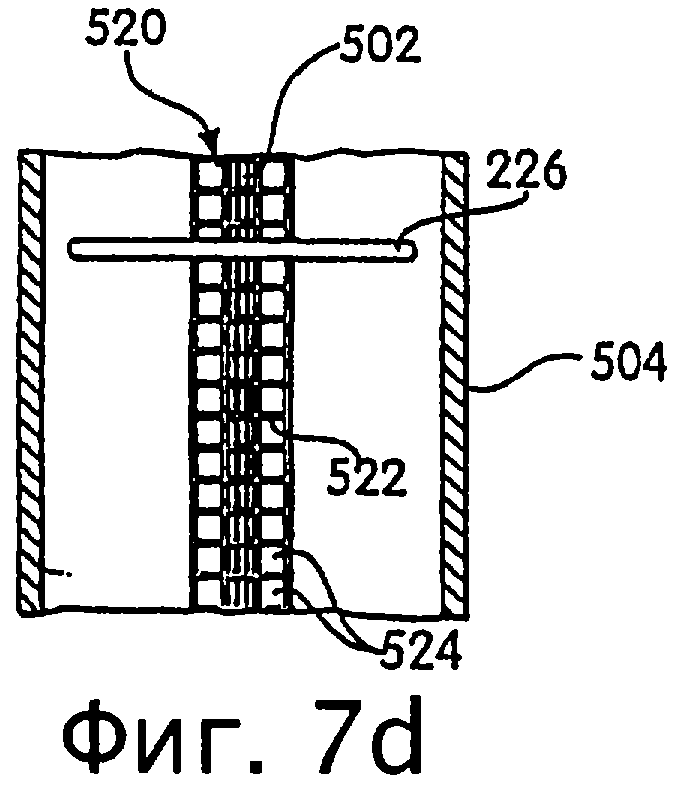
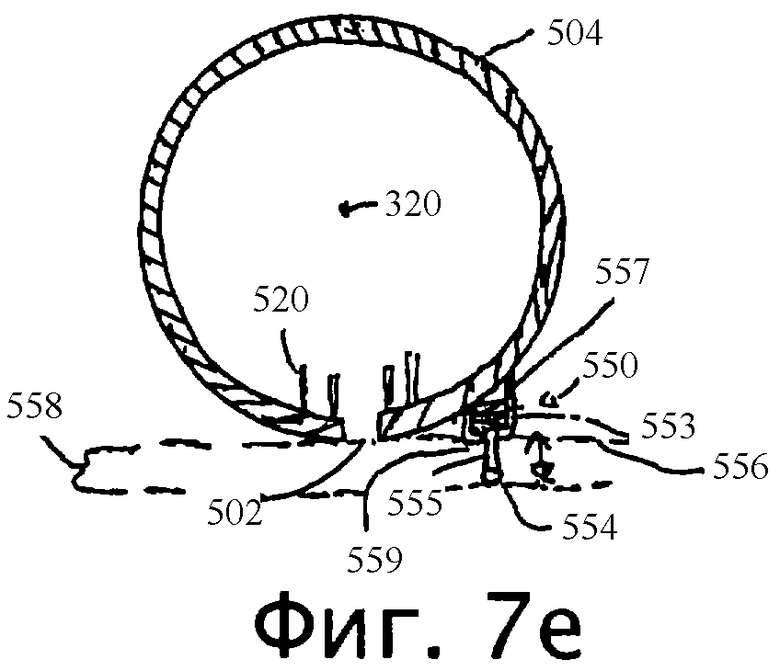
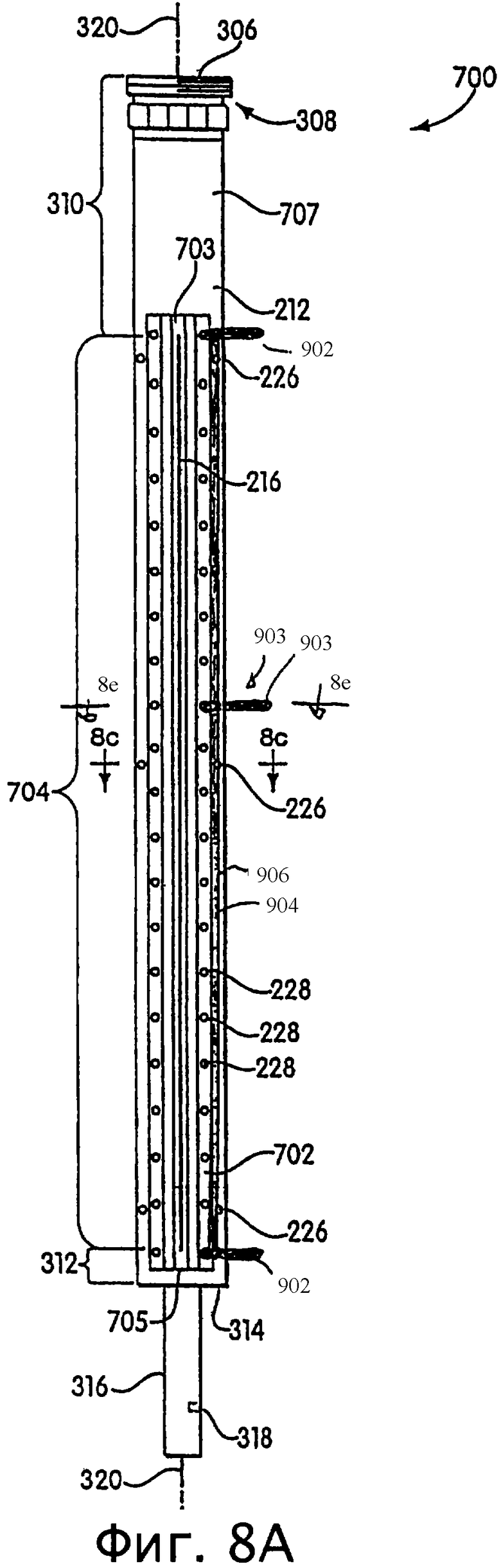
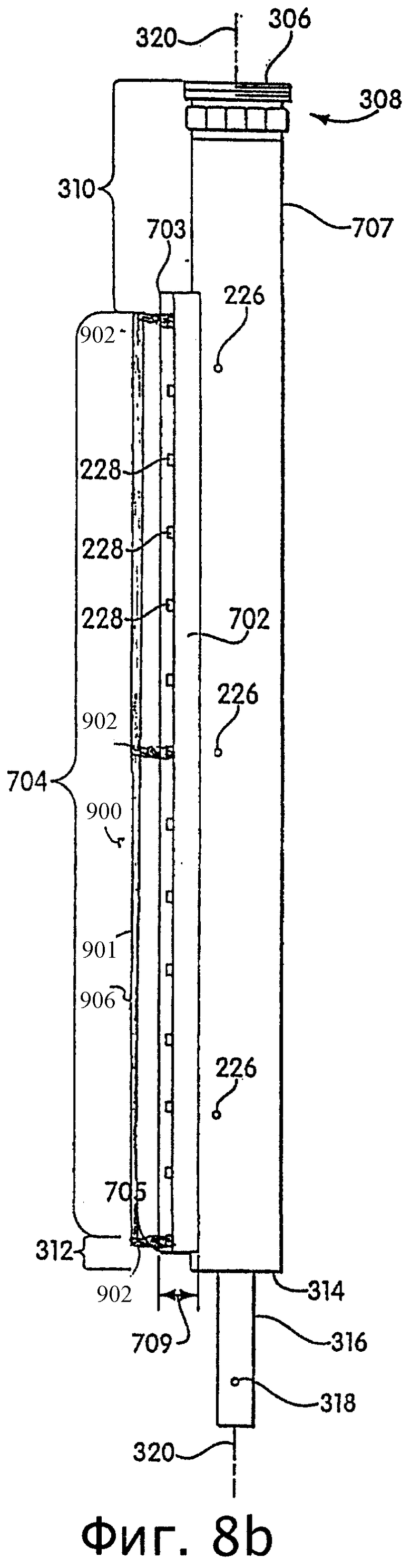
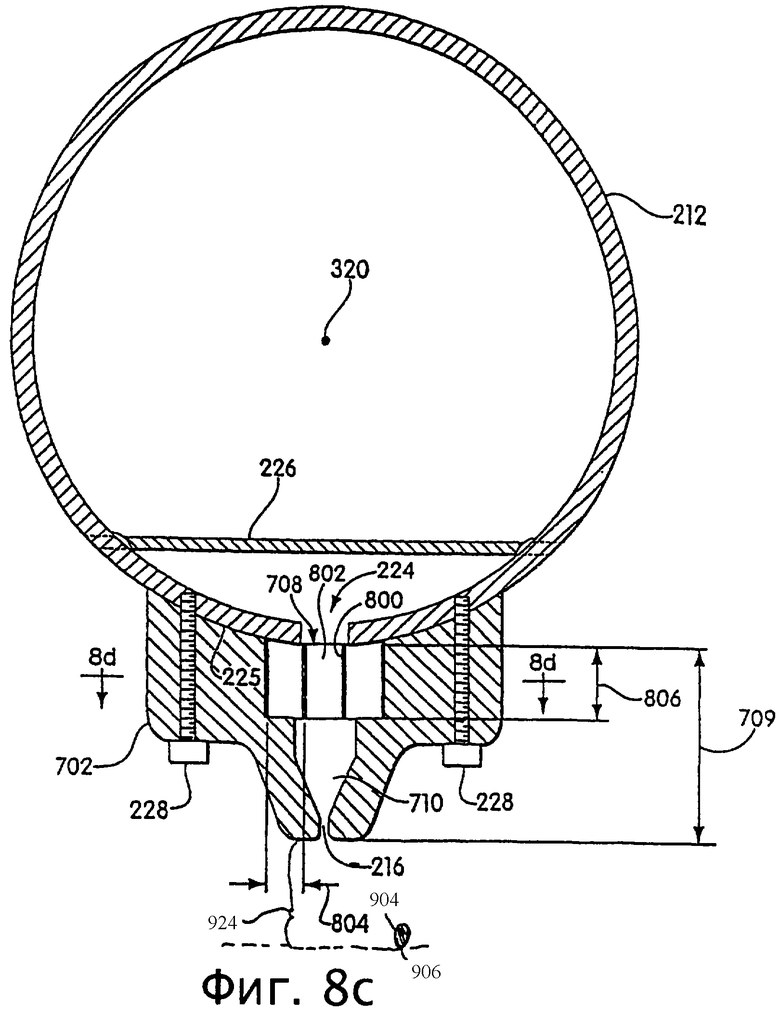
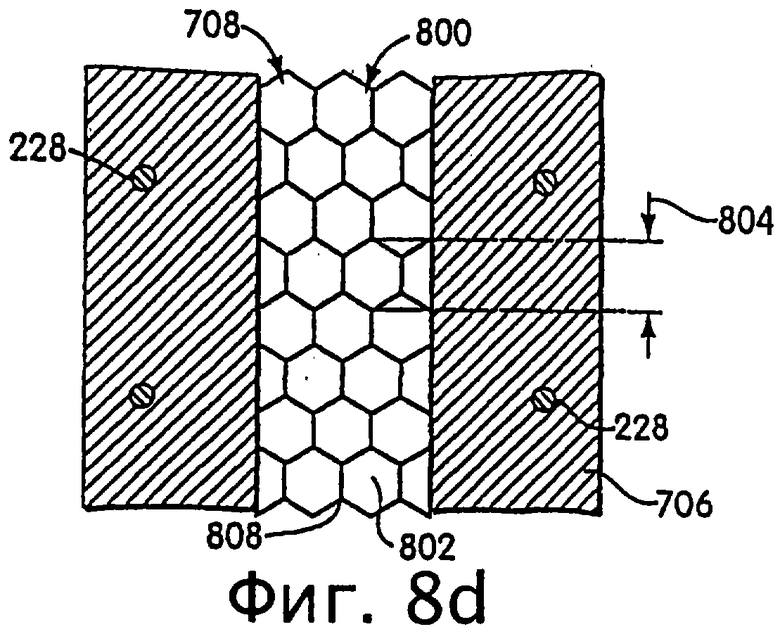
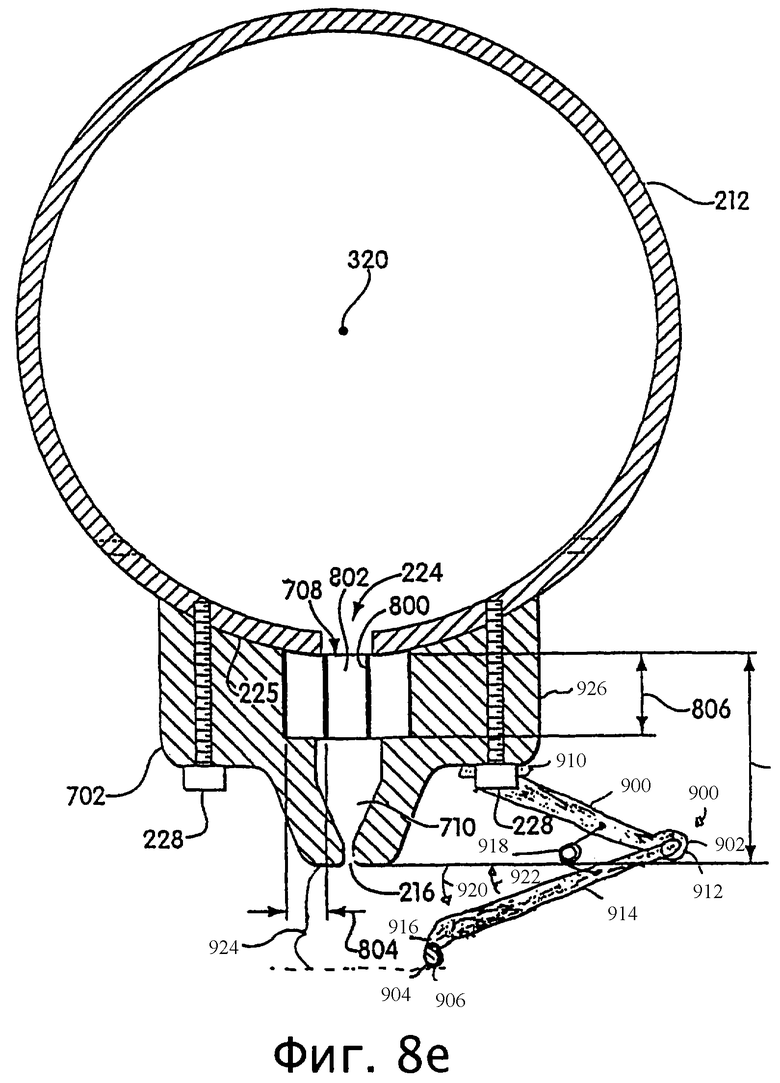
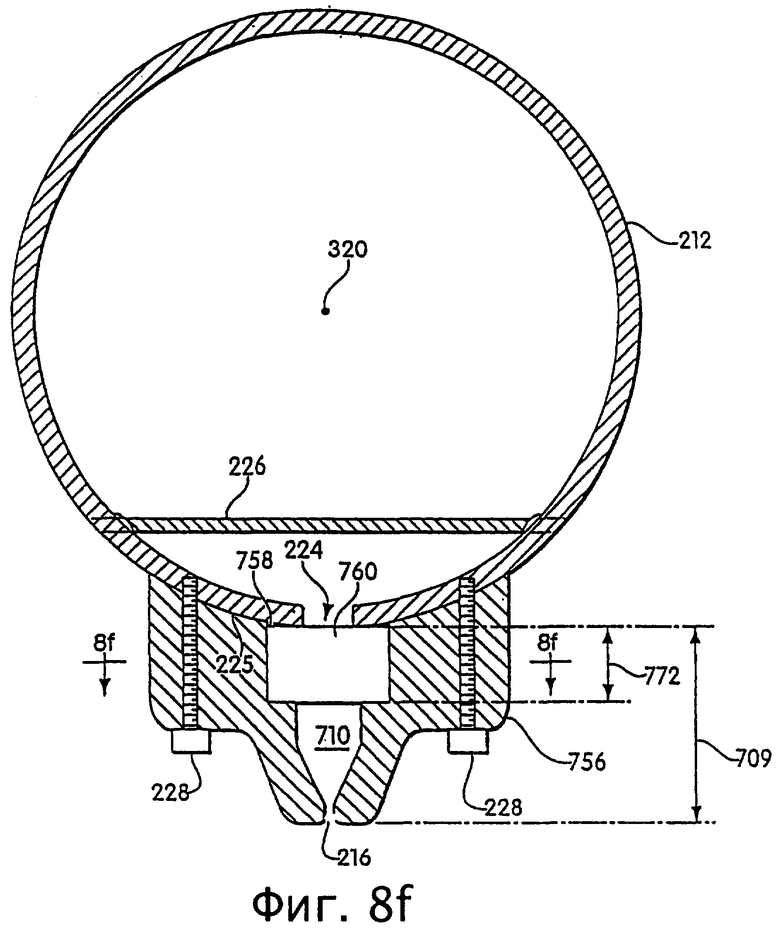
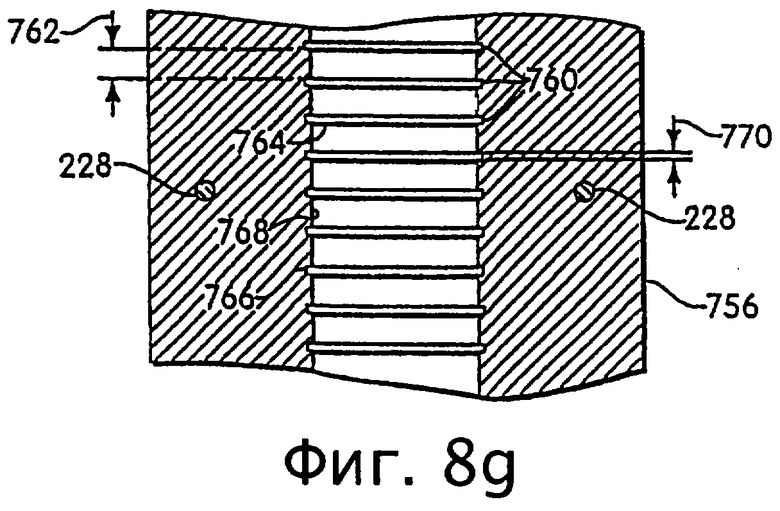


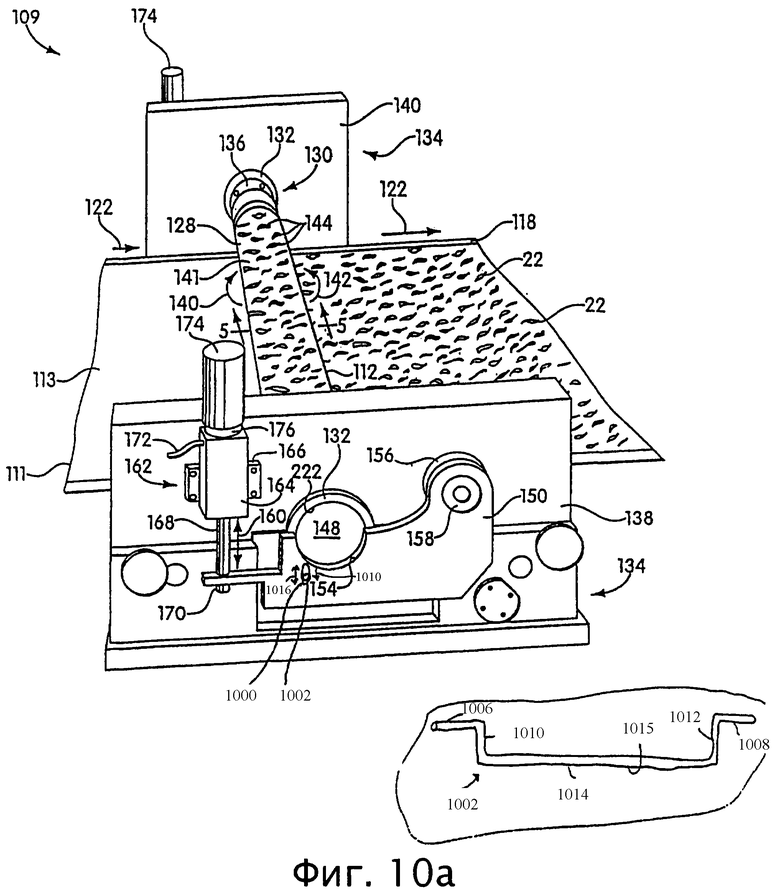
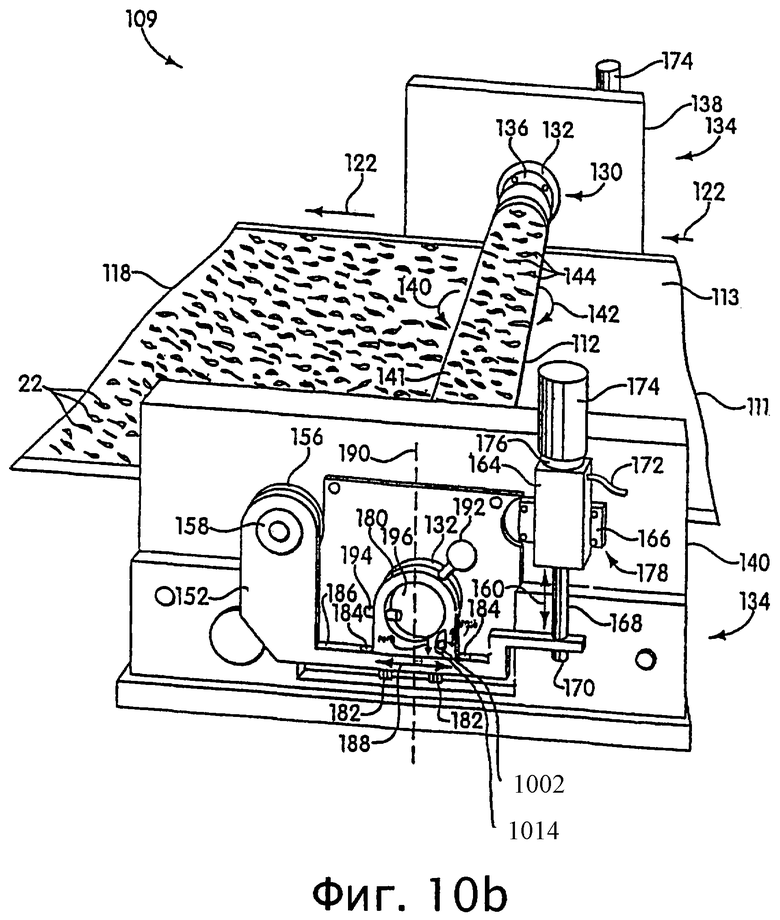
Изобретение относится к области формирования изделий с тиснением флокированными материалами и обеспечивает повышение качества изделий при воспроизведении рисунков с мелкими деталями. Описаны усовершенствованные аэродинамические устройства для тиснения, усовершенствованные воздушные пики и усовершенствованные способы аэродинамического тиснения материалов, посредством которых можно вырабатывать тисненые рисунки с необыкновенно высоким уровнем содержания мелких деталей, с четкими переходами между участками, подвергнутыми тиснению, и участками, не подвергнутыми тиснению, с незначительным количеством дефектных образований и высокой степенью равномерности по ширине тисненого материала, в сравнении с результатами, получавшимися при использовании обычных известных аэродинамических устройств для тиснения. В устройствах для тиснения используют обычно цилиндрические вращаемые шаблоны с воздушными пиками, расположенными в них, для направления потока воздуха сквозь отверстия в шаблоне на поверхность материала, подвергаемую тиснению. Устройства также включают, по меньшей мере, один стабилизатор шаблона, выполненный и устанавливаемый в устройстве так, чтобы посредством его прилагать силу к шаблону во время его работы, достаточную для уменьшения, а предпочтительно - по существу для исключения колебаний величины зазора, отделяющего поверхность материала, поддающуюся тиснению, от части поверхности шаблона, обращенной к обрабатываемому материалу, находящейся непосредственно рядом с материалом, во время вращения шаблона. 8 н. и 37 з.п.ф-лы, 39 ил.
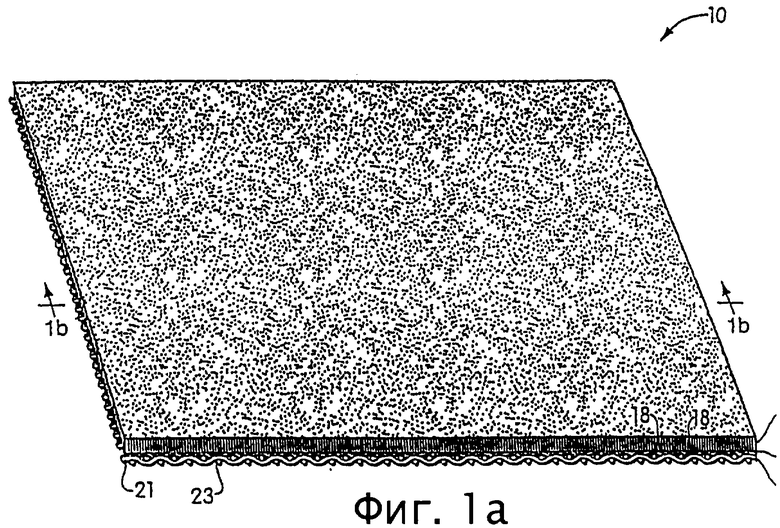
| US 3916823 A, 04.11.1975.US 4294577 A, 13.10.1981.US 5108777 A, 28.04.1992.RU 2147056 C1, 27.03.2000.SU 1704509 A3, 20.01.1996.SU 113026 A, 15.05.1959. |

