Область техники, к которой относится изобретение
[1] Изобретение относится к области тиснения фольговых материалов посредством взаимодействующих валков, которые содержат структурированные поверхности.
Уровень техники
[2] Настоящее изобретение относится к способу и устройству для рельефного тиснения упаковочных пленок, например пленок, используемых в табачной и пищевой промышленности, для шоколада, масла или аналогичных пищевых продуктов. Так называемые внутренние обертки первоначально состояли из цельной алюминиевой фольги, которую пропускали между двумя тиснильными валками (см., например, WO 2017/108516).
[3] Параллельно с развитием технологии тиснения и улучшением качества и срока службы тиснильных валков, по экологическим причинам от цельной алюминиевой фольги перешли к более тонкой бумажной пленке с металлическим покрытием.
[4] Одновременно, около 2000 года наблюдался повышенный спрос на привлекательные технические средства для интенсифицированной рекламы на внутренних обертках.
[5] Известная система с тиснильными валками, такая как система 100 типа «пин-ап/ пин-ап» по фиг. 1 - запатентованная автором настоящего изобретения в ЕР 0925911 В2 - содержит два тиснильных валка 101 и 102, которые взаимно перемещаются таким образом, что возникает эффект самостабилизации, когда тиснильные валки 101 и 102 входят в зацепление. В предпочтительном варианте осуществления системы валков, валки имеют относительный осевой зазор, составляющий по меньшей мере от половины до трех четвертей шага зубцов (не показано на фиг. 1). С помощью этих и других мер можно компенсировать остаточный дисбаланс и естественные производственные допуски при производстве валков путем фрезерования.
[6] На виде сверху, показанном на фиг. 2а, который взят из публикации ЕР 0925911 В2, между четырьмя зубцами 200-203 валка (на фиг. 2а валок не показан) можно увидеть один зубец 204 контрвалка (контрвалок на фиг. 2а не показан), расположенный между зубцами 200 и 202. Один зубец 204 прозрачно показан пунктирными линиями. Эта ситуация возникает, когда валок и контрвалок катятся друг по другу для выполнения тиснения, и известна также под названием метод тиснения «пин-ап/ пин-ап». Для удобства рассмотрения фиг. 2А показан только один зубец 204 контрвалка, но и другие зубцы контрвалка также расположены аналогичным образом. На фиг. 2b показано стабильное рабочее состояние валка и контрвалка, при этом кружочки, например кружочки 200, 201, 202, представляют зубцы валка, а треугольники представляют зубцы контрвалка, такие как, например, зубец 204. «Стабильное рабочее состояние» означает, что практически отсутствует проскальзывание между валком и контрвалком. Чтобы охарактеризовать стабильное рабочее состояние иным образом, можно сказать, что это состояние, при котором пирамиды являются саморегулируемыми, точно попадая на свои места, на фиг. 2b это означает, что зубец 204 контрвалка расположен по существу в центре между зубцами валка, например, между зубцами 200, 201 и 202. Для специалистов в данной области техники будет очевидным, что в случае относительно большого зазора в осевом направлении 205 зубцы контрвалка, например зубец 204, могут проскальзывать между зубцами валка, например зубец 204 контрвалка, расположенный между зубцами 200 и 202 валка, как показано на фиг. 2с, что приводит к нестабильной работе. Как показано на фиг. 2а, отмеченные ребра 208 затем будут оказывать давление на фольговый материал, подлежащий тиснению. Чтобы охарактеризовать нестабильность работы иным образом, можно сказать, что два валка не точно попадают на свои места, и фольговый материал во время тиснения может быть зажат боковыми стенками пирамид. Проскальзывание в осевом направлении 205, как показано на фиг. 2а, может быть вызвано механическим зазором 206, как показано на фиг. 2а, составляющим по меньшей мере от половины до трех четвертей шага 207 зубца. Тиснение на фольговом материале элементов, выполненных наборами зубцов, обеспечивает возможность оптического считывания вытисненных элементов со стабильным контрастом тисненых элементов (фольговый материал, наборы зубцов для элементов и вытисненные элементы на фиг. 2а не показаны). Это может быть достигнуто только в том случае, если на валки воздействует высокое и постоянное давление, прикладываемое во время процесса тиснения, что приводит к положению зубцов, показанному на фиг. 2b (приложение давления и процесс тиснения на фиг. 2b не показаны). В этом контексте термин «стабильный контраст» означает, что уровень контрастности не зависит или очень слабо зависит от условий технологического процесса.
[7] Следуя уровню техники, раскрытому в ЕР 0925911 В2, автор настоящего изобретения в ЕР 1324877 В1 запатентовал устройство для создания эффектов тиснения, которое обеспечивает возможность тиснения на упаковочных пленках знаков с оптическими и эстетическими эффектами в отраженном свете, зависящими от местоположения и/или источника света, а также защитных признаков, которые сравнительно сложно скопировать. Эти эффекты тиснения позволяют дизайнеру опционально добавлять оттенки, которые в высокой степени зависят от угла наблюдения. Однако первоначальная цель подхода, раскрытого в ЕР 1324877 В1, заключалась в создании переменного эффекта тиснения, который демонстрирует одинаковые соотношения интенсивности в отраженном свете для наблюдателя независимо от места наблюдения и без постоянной корректировки давления валков при тиснении. Эта цель не могла быть достигнута с помощью подхода, раскрытого в ЕР 1324877 В1.
[8] На фиг. 3а и 3b показан принцип работы ЕР 1324877 В1. На фиг. 3А показаны тиснильные валки 300 и 301, расположенные с противоположных сторон фольгового материала 302, подлежащего тиснению. Конфигурация зубцов валка 300 несет шаблон элемента, подлежащего тиснению, тогда как валок 301 полностью покрыт регулярным рельефом пирамидальных зубцов. Тиснильные валки 300 и 301 предназначены для размещения таким образом, чтобы изображенные зубцы точно перемежались, а тиснильные валки вращались вокруг своей соответствующей изображенной оси вращения в соответствии с круговыми стрелками. Фиг. 3b основана на документе ЕР 1324877 В1 и показывает тисненый фольговый материал 302, полученный в результате тиснения с помощью валков 300 и 301 (см. фиг. 3a), более конкретно - в месте, обозначенном кружком 303 на фиг. 3a. По существу, размер отражающей поверхности F, показанной на фиг. 3b, отвечает за требуемые эффекты в отраженном свете 304 от светового пучка 305 в соответствии с раскрытым в предыдущем абзаце. Шаг s, общая высота h зубца, также называемая индивидуальной высотой, а также возможная высота Н зубца 308 во время механической обработки (механическая обработка на фиг. 3b не показана), отличная от индивидуальной высоты, показывают пределы достижимой усеченной пирамидальной формы зубцов и их возможные высоты Н усечения. Кроме того, плоскостность и размер площади отражающей поверхности F, то есть качество обработанной поверхности, в условиях традиционной механической обработки можно контролировать только в ограниченной степени.
[9] Если, например, по меньшей мере одна сторона фольгового материала 302 является цельноалюминиевой с определенными свойствами материала, то при интенсивности излучения I°=1,0 падающего видимого света 305 эта поверхность алюминиевой фольги демонстрирует коэффициент прямого отражения, составляющий приблизительно I'=0,9 на единицу площади. С другой стороны, металлизированная пленка, полученная осаждением алюминия из паровой фазы, обычно имеет коэффициент прямого отражения, составляющий только I''=0,8 на единицу площади. Практически, благодаря умелому выбору высот Н усечения тисненых усеченных пирамидальных форм можно получить четыре различных уровня контрастности. Этого достаточно для применения для защиты, но недостаточно для эстетических целей.
[10] Низкий уровень использования света в результате применения базовой техники тиснения «пин-ап/ пин-ап» является препятствием на пути развития современных эффектов сверкающего тиснения при высоких скоростях изготовления.
[11] В ЕР 1324877 В1 раскрыт уровень техники, который используется примерно с 2001 года, и который существенно изменился только благодаря овладению гравировкой с помощью коротко импульсного лазера. Перспективным оказалось дальнейшее развитие технологии мелкого тиснения. Технология лазерной гравировки впервые позволила гравировать тиснильные валки по типу «пин-ап/пин-даун», например, в WO 2015/028939 А1. WO 2015/028939 А1 указывает путь к высокоточному, легко воспроизводимому изготовлению комплементарных тиснильных валков, что до момента подачи международной заявки было возможно только с большими усилиями. Рельефы были выполнены с использованием увеличенного подъема и пьедесталов, чтобы обеспечить визуально привлекательную яркость логотипов. Однако эта техника не позволяла создавать полутона напрямую, а только с использованием некоторого грубого приближения.
Цель изобретения
[12] С учетом ожидаемого дальнейшего развития эстетических аспектов тиснения, а также тенденции к очень низкой степени металлизации, целью настоящего изобретения является создание ярких, высококачественных и функционально легко контролируемых в режиме онлайн результатов тиснения на фольговых материалах, таких как традиционные упаковочные материалы и пленки, такие как металлическая фольга, металлизированная бумага, полимерные пленки или слоистые материалы. Должны быть обеспечены значительные улучшения в отношении сильной зависимости от давления тиснения и угла наблюдения, как раскрыто в ЕР 1324877 В1, по возможности, зависимость должна быть полностью устранена.
Сущность изобретения
[13] В первом аспекте изобретение обеспечивает способ тиснения на фольговом материале индивидуально отражающих свет областей, при этом способ включает в себя подачу фольгового материала в зону контакта между парой валков, при этом пара валков содержит первый валок и второй валок, при этом на соответствующих поверхностях, по меньшей мере в заданном периметре, каждого из первого валка и второго валка соответственно обеспечено множество положительных выступов полиэдрической формы и множество отрицательных выступов, комплементарных положительным выступам, при этом заданный периметр содержит по меньшей мере один положительный выступ, причем множество положительных выступов расположено в соответствии с двумерной решеткой, при этом каждый выступ из множества положительных выступов проходит на индивидуальную высоту от стороны основания положительного выступа на поверхности первого валка к верхней стороне положительного выступа в направлении от оси вращения первого валка, а каждый отрицательный выступ проходит от поверхности второго валка к нижней стороне отрицательного выступа в направлении к оси вращения второго валка. Множество положительных выступов полиэдрической формы беспрепятственно и без зазоров смыкаются с соответствующими отрицательными выступами при целевом тиснении фольгового материала, обеспечивая возможность получения на фольге полиэдрической формы, вытисненной с равномерным смыканием. Способ, в целях
- обеспечения на фольговом материале множества светоотражающих областей, предназначенных для отражения света согласно таблице значений коэффициентов отражения для двумерной решетки, в соответствии с ориентацией и формой каждой из множества светоотражающих областей, и
- обеспечения пользователю возможности зрительного восприятия отраженного заданным образом света с заданным широким углом наблюдения, покрываемым отраженным светом от какой-либо из светоотражающих областей,
дополнительно содержит
этап, на котором в двумерной решетке, для каждой из множества обеспечиваемых светоотражающих областей корректируют ориентацию и форму соответствующего положительного выступа, предназначенного для тиснения светоотражающей области.
[14] В одном из предпочтительных вариантов осуществления этап корректировки включает в себя по меньшей мере проектирование каждого из множества положительных выступов двумерной решетки исходя из заданной базовой формы, которая имеет поверхность основания, ограниченную периметром основания, предназначенным для размещения на поверхности первого валка, и трехмерную форму, описываемую функцией контура трехмерной формы, путем применения какой-либо операции из следующего перечня:
- получают спроектированный положительный выступ, оставляя заданную базовую форму без изменений;
- отсекают вершину заданной базовой формы по индивидуальной области пересечения заданной базовой формы с индивидуальной формой для получения индивидуальной формы верхней стороны заданной базовой формы, используемой для тиснения светоотражающей области, которая должна иметь отражающую способность в соответствии с таблицей значений коэффициентов отражения для двумерной решетки, при этом остальная часть заданной базовой формы представляет собой спроектированный положительный выступ, размещаемый на поверхности первого валка.
[15] В еще одном предпочтительном варианте осуществления этап корректировки включает в себя по меньшей мере проектирование каждого из множества положительных выступов двумерной решетки исходя из заданной базовой формы, которая имеет поверхность основания, ограниченную периметром основания, предназначенным для размещения на поверхности первого валка, и трехмерную форму, описываемую функцией контура трехмерной формы, путем применения какой-либо операции из следующего перечня:
- получают спроектированный положительный выступ, оставляя заданную базовую форму без изменений;
- применяют к заданной базовой форме функцию трехмерного индивидуального коэффициента усиления для получения спроектированного положительного выступа, используемого для тиснения светоотражающей области, которая должна иметь отражающую способность согласно таблице значений коэффициентов отражения для двумерной решетки, причем функция трехмерного индивидуального коэффициента усиления выполнена с возможностью ее применения к функции контура трехмерной формы таким образом, чтобы спроектированный положительный выступ имел такой же периметр основания, что и заданная базовая форма, при этом у спроектированного положительного выступа отсутствует какая-либо часть, которая перекрывается за пределами периметра основания, а также отсутствует наложение какой-либо точки контура спроектированного положительного выступа на другую точку контура, что сохраняет поверхность основания заданной базовой формы, предназначенную для размещения на поверхности первого валка, и приводит к общей деформации заданной базовой формы пропорционально индивидуальному коэффициенту усиления.
[16] В еще одном предпочтительном варианте осуществления этап корректировки включает в себя по меньшей мере проектирование каждого из множества положительных выступов двумерной решетки исходя из заданной базовой формы, которая имеет поверхность основания, ограниченную периметром основания, предназначенным для размещения на поверхности первого валка, и трехмерную форму, описываемую функцией контура трехмерной формы, путем применения какой-либо операции из следующего перечня:
- получают спроектированный положительный выступ, оставляя заданную базовую форму без изменений;
- применяют к заданной базовой форме функцию индивидуального трехмерного смещения для получения спроектированного положительного выступа, используемого для тиснения светоотражающей области, которая должна иметь отражательную способность согласно таблице значений коэффициентов отражения для двумерной решетки, причем функция индивидуального трехмерного смещения выполнена с возможностью ее применения к функции контура трехмерной формы, так что каждое значение функции контура трехмерной формы является потенциально изменяемым от соответствующей индивидуальной высоты до соответствующей измененной высоты, что приводит к общей деформации заданной базовой формы в зависимости от трехмерного индивидуального смещения.
[17] В еще одном предпочтительном варианте осуществления двумерная решетка содержит мозаику из поверхностей решетки, причем каждая поверхность решетки имеет периметр поверхности решетки с множеством угловых точек, при этом в соответствующих угловых точках расположены отдельные выступы из множества положительных выступов, причем каждая угловая точка содержит не более одного положительного выступа.
[18] В еще одном предпочтительном варианте осуществления двумерная решетка содержит мозаику из поверхностей решетки, причем каждая поверхность решетки имеет периметр поверхности решетки с множеством угловых точек, при этом на соответствующих индивидуальных поверхностях решетки расположены отдельные выступы из множества положительных выступов, причем каждая индивидуальная поверхность решетки содержит не более одного положительного выступа.
[19] В еще одном предпочтительном варианте осуществления двумерная решетка представляет собой неструктурированную решетку.
[20] В еще одном предпочтительном варианте осуществления двумерная решетка является регулярной решеткой.
[21] В еще одном предпочтительном варианте осуществления двумерная решетка является одним из перечня, включающего в себя: декартову решетку, прямолинейную решетку, криволинейную решетку.
[22] В еще одном предпочтительном варианте осуществления двумерная решетка содержит множество рядов и столбцов, при этом мозаика из поверхностей решетки организована в виде множества рядов и столбцов, и дополнительные отдельные выступы из множества положительных выступов расположены на соответствующих индивидуальных поверхностях решетки в рядах. Положительные выступы разнесены между собой в соответствии со значением первой функции шага, которая описывает расстояние между поверхностями решетки в направлении ряда. Соседние ряды положительных выступов разделяются значением второй функции шага, которая описывает расстояние между поверхностями решетки в направлении столбца.
[23] В еще одном предпочтительном варианте осуществления, в котором на первом валке в каждом ряду из положительных выступов между двумя последовательными положительными выступами предусмотрен второй отрицательный выступ, так что множество вторых отрицательных выступов будет располагаться в одном ряду с положительными выступами, при этом вторые отрицательные выступы в ряду равномерно разнесены друг с другом в соответствии со значением первой функции шага, при этом соседние ряды вторых отрицательных выступов разделены согласно значению второй функции шага. Каждый из вторых отрицательных выступов проходит от поверхности первого валка до нижней стороны второго отрицательного выступа по направлению к оси вращения первого валка. Способ дополнительно включает в себя, от одного ряда к соседнему ряду, обеспечение вблизи положительного выступа из одного ряда смежно в одной линии, еще одного второго отрицательного выступа, отстоящего от положительного выступа в направлении столбца, при этом два последовательных вторых отрицательных выступа в одном столбце будут разделены в соответствии со значением второй функции. Способ дополнительно включает в себя обеспечение на втором валке множества вторых положительных выступов, комплементарных вторым отрицательным выступам, при этом множество вторых отрицательных выступов беспрепятственно и без зазоров смыкаются с соответствующими вторыми положительными выступами при целевом тиснении фольгового материала.
[24] В еще одном предпочтительном варианте осуществления способ дополнительно включает в себя обеспечение на первом валке по меньшей мере на поверхности в заданном периметре, рельефной топографии, содержащей по меньшей мере одно из подъема или понижения поверхности, при этом на втором валке обеспечена рельефная топография, комплементарная указанной рельефной топографии, вследствие чего двумерная решетка будет построена на рельефной топографии.
[25] В еще одном предпочтительном варианте осуществления этап обеспечения соответствующих поверхностей каждого из первого валка и второго валка соответствующими положительными и отрицательными выступами, применяется к поверхностям из множества поверхностей с заданными периметрами, при этом двумерная решетка различна для каждой из по меньшей мере двух поверхностей с отличающимися заданными периметрами, причем каждая из двумерных решеток связана со своей собственной таблицей значений коэффициентов отражения.
[26] В еще одном предпочтительном варианте осуществления индивидуальная высота (h) меньше или равна 500 мкм.
[27] В еще одном предпочтительном варианте осуществления фольговый материал представляет собой любой материал из перечня, включающего в себя упаковочный материал и пленку, такие как металлическая фольга, металлизированная бумага, полимерная пленка, слоистый материал и т.п.
[28] В еще одном предпочтительном варианте осуществления фольговый материал предназначен для любого применения из перечня, включающего в себя герметичную упаковку с декорированием, например, для курительных изделий, блистерную упаковку с декорированием на покрывающей фольге, например, для курительных изделий или лекарств, мягкую обертку для кондитерских изделий, упаковку Tetra Brik (зарегистрированная торговая марка) с декорированием, декорирование покрывающей фольги для капсул с напитком, декоративную обертку жевательной резинки.
[29] В еще одном предпочтительном варианте осуществления способ дополнительно включает в себя приведение в действие пары валков в быстросменном устройстве, причем быстросменное устройство включает в себя корпус с первым и вторым установочным устройством для приема, соответственно, первого валкодержателя и второго валкодержателя, причем первый валкодержатель выполнен с возможностью крепления первого или второго валка, который приводится в движение посредством привода, а второй валкодержатель выполнен с возможностью крепления, соответственно, второго или первого валка, при этом быстросменное устройство дополнительно выполнено с возможностью вдвигания первого валкодержателя в первое установочное устройство и второго валкодержателя во второе установочное устройство.
[30] Во втором аспекте изобретение обеспечивает тиснильное устройство, выполненное с возможностью тиснения на фольговом материале индивидуально отражающих свет областей, при этом устройство содержит пару валков, выполненных с возможностью создания зоны контакта между валками для приема фольгового материала, при этом пара валков содержит первый валок и второй валок,
[31] при этом каждый из первого валка и второго валка содержит на своих соответствующих поверхностях, по меньшей мере в заданном периметре, соответствующее множество положительных полиэдрических выступов и множество отрицательных выступов, комплементарных положительным выступам, при этом заданный периметр содержит по меньшей мере один положительный выступ.
Множество положительных выступов расположено в соответствии с двумерной решеткой. Каждый из множества положительных выступов проходит на индивидуальную высоту от стороны основания положительного выступа на поверхности первого валка к верхней стороне положительного выступа в направлении от оси вращения первого валка, а каждый отрицательный выступ проходит от поверхности второго валка к нижней стороне отрицательного выступа в направлении к оси вращения второго валка. Множество положительных полиэдрических выступов имеют форму с возможностью беспрепятственно и без зазоров смыкаться с соответствующими отрицательными выступами при целевом тиснении фольгового материала, что обеспечивает возможность получения на фольге полиэдрической формы, вытисненной с равномерным смыканием. Устройство в целях:
- обеспечения на фольговом материале множества светоотражающих областей, предназначенных для отражения света согласно таблице значений коэффициентов отражения для двумерной решетки, в соответствии с ориентацией и формой каждой из множества светоотражающих областей, и
- обеспечения пользователю возможности зрительного восприятия отраженного заданным образом света с заданным широким углом наблюдения, покрываемым отраженным светом от какой-либо из светоотражающих областей,
дополнительно содержит
для каждой из множества обеспечиваемых светоотражающих областей, соответствующий положительный выступ, откорректированный по ориентации и форме, в двумерной решетке, который предназначен для тиснения светоотражающей области
[32] В одном из предпочтительных вариантов осуществления каждый из множества положительных выступов двумерной решетки описывается исходя из заданной базовой формы, которая имеет поверхность основания, ограниченную периметром основания, предназначенным для размещения на поверхности первого валка, и трехмерную форму, описываемую функцией контура трехмерной формы, путем применения какой-либо операции из следующего перечня:
- получают спроектированный положительный выступ, оставляя заданную базовую форму без изменений;
- отсекают вершину заданной базовой формы по индивидуальной области пересечения заданной базовой формы с индивидуальной формой для получения индивидуальной формы верхней стороны заданной базовой формы, используемой для тиснения светоотражающей области, которая должна иметь отражающую способность в соответствии с таблицей значений коэффициентов отражения для двумерной решетки, при этом остальная часть заданной базовой формы представляет собой спроектированный положительный выступ, размещаемый на поверхности первого валка.
[33] В еще одном предпочтительном варианте осуществления каждый из множества положительных выступов двумерной решетки описывается исходя из заданной базовой формы, которая имеет поверхность основания, ограниченную периметром основания, предназначенным для размещения на поверхности первого валка, и трехмерную форму, описываемую функцией контура трехмерной формы, путем применения какой-либо операции из следующего перечня:
- получают спроектированный положительный выступ, оставляя заданную базовую форму без изменений;
- применяют к заданной базовой форме функцию трехмерного индивидуального коэффициента усиления для получения спроектированного положительного выступа, используемого для тиснения светоотражающей области, которая должна иметь отражающую способность согласно таблице значений коэффициентов отражения для двумерной решетки, причем функция трехмерного индивидуального коэффициента усиления выполнена с возможностью ее применения к функции контура трехмерной формы таким образом, чтобы спроектированный положительный выступ имел такой же периметр основания, что и заданная базовая форма, при этом у спроектированного положительного выступа отсутствует часть, выходящая за пределы периметра основания, а также отсутствует наложение какой-либо точки контура спроектированного положительного выступа на другую точку контура, что сохраняет поверхность основания заданной базовой формы, предназначенную для размещения на поверхности первого валка, и приводит к общей деформации заданной базовой формы пропорционально индивидуальному коэффициенту усиления.
[34] В другом предпочтительном варианте осуществления каждый из множества положительных выступов двумерной решетки описывается исходя из заданной базовой формы, которая имеет поверхность основания, ограниченную периметром основания, предназначенным для размещения на поверхности первого валка, и трехмерную форму, описываемую функцией контура трехмерной формы, путем применения какой-либо операции из следующего перечня:
- получают спроектированный положительный выступ, оставляя заданную базовую форму без изменений;
- применяют к заданной базовой форме функцию индивидуального трехмерного смещения для получения спроектированного положительного выступа, используемого для тиснения светоотражающей области, которая должна иметь отражательную способность согласно таблице значений коэффициентов отражения для двумерной решетки, причем функция индивидуального трехмерного смещения выполнена с возможностью ее применения к функции контура трехмерной формы, так что каждое значение функции контура трехмерной формы является потенциально изменяемым от соответствующей индивидуальной высоты до соответствующей измененной высоты, что приводит к общей деформации заданной базовой формы в зависимости от трехмерного индивидуального смещения.
[35] В еще одном предпочтительном варианте осуществления двумерная решетка содержит мозаику из поверхностей решетки, причем каждая поверхность решетки имеет периметр поверхности решетки с множеством угловых точек, при этом в соответствующих угловых точках расположены отдельные выступы из множества положительных выступов, причем каждая угловая точка содержит не более одного положительного выступа.
[36] В еще одном предпочтительном варианте осуществления двумерная решетка содержит мозаику из поверхностей решетки, причем каждая поверхность решетки имеет периметр поверхности решетки с множеством угловых точек, при этом на соответствующих индивидуальных поверхностях решетки расположены отдельные выступы из множества положительных выступов, причем каждая индивидуальная поверхность решетки содержит не более одного положительного выступа.
[37] В еще одном предпочтительном варианте осуществления двумерная решетка представляет собой неструктурированную решетку.
[38] В еще одном предпочтительном варианте осуществления двумерная решетка является регулярной решеткой.
[39] В еще одном предпочтительном варианте осуществления двумерная решетка является одним из перечня, включающего в себя: декартову решетку, прямолинейную решетку, криволинейную решетку.
[40] В еще одном предпочтительном варианте осуществления двумерная решетка содержит множество рядов и столбцов, при этом мозаика из поверхностей решетки организована в виде множества рядов и столбцов, а дополнительные отдельные выступы из множества положительных выступов расположены на соответствующих индивидуальных поверхностях решетки в рядах,
[41] причем положительные выступы разнесены между собой в соответствии со значением первой функции шага, которая описывает расстояние между поверхностями решетки в направлении ряда, при этом соседние ряды положительных выступов разделены согласно значению второй функции шага, которая описывает расстояние между поверхностями решетки в направлении столбца.
[42] В другом предпочтительном варианте осуществления на первом валке в каждом ряду из положительных выступов между двумя последовательными положительными выступами предусмотрен второй отрицательный выступ, так что множество вторых отрицательных выступов будет располагаться в одном ряду с положительными выступами, при этом вторые отрицательные выступы в ряду равномерно разнесены друг с другом в соответствии со значением первой функции шага, при этом соседние ряды вторых отрицательных выступов разделены согласно значению второй функции шага. Каждый из вторых отрицательных выступов проходит от поверхности первого валка до нижней стороны второго отрицательного выступа по направлению к оси вращения первого валка. В устройстве дополнительно предусмотрено, от одного ряда к соседнему ряду, обеспечение вблизи положительного выступа из одного ряда смежно в одной линии еще одного второго отрицательного выступа, отстоящего от положительного выступа в направлении столбца, при этом два последовательных вторых отрицательных выступа в одном столбце будут разделены согласно значению второй функции. Устройство дополнительно содержит на втором валке множество вторых положительных выступов, комплементарных вторым отрицательным выступам, при этом множество вторых отрицательных выступов беспрепятственно и без зазоров смыкаются с соответствующими вторыми положительными выступами при целевом тиснении фольгового материала.
[43] В еще одном предпочтительном варианте осуществления устройство дополнительно содержит на первом валке по меньшей мере на поверхности в заданном периметре, рельефную топографию, содержащую по меньшей мере одно из подъема или понижения поверхности, при этом на втором валке обеспечена рельефная топография, комплементарная указанной рельефной топографии. Двумерная решетка построена на рельефной топографии.
[44] В еще одном предпочтительном варианте осуществления на соответствующих поверхностях каждого из первого валка и второго валка имеются соответственно положительные и отрицательные выступы в пределах поверхностей из множества поверхностей с заданными периметрами, при этом двумерная решетка различна для каждой из по меньшей мере двух поверхностей с отличающимися заданными периметрами, причем каждая из двумерных решеток связана со своей собственной таблицей значений коэффициентов отражения.
[45] В еще одном предпочтительном варианте осуществления индивидуальная высота (h) меньше или равна 500 мкм.
[46] В еще одном предпочтительном варианте осуществления фольговый материал представляет собой любой материал из перечня, включающего в себя упаковочный материал и пленку, такие как металлическая фольга, металлизированная бумага, полимерная пленка, слоистый материал и т.п.
[47] В еще одном предпочтительном варианте осуществления фольговый материал предназначен для любого применения из перечня, включающего в себя герметичную упаковку с декорированием, например, для курительных изделий, блистерную упаковку с декорированием на покрывающей фольге, например, для курительных изделий или лекарств, мягкую обертку для кондитерских изделий, упаковку Tetra Brik (зарегистрированная торговая марка) с декорированием, декорирование покрывающей фольги для капсул с напитком, декоративную обертку жевательной резинки.
[48] В еще одном предпочтительном варианте осуществления устройство дополнительно содержит быстросменное устройство, выполненное с возможностью приведения в действие пары валков, причем быстросменное устройство включает в себя корпус с первым и вторым установочным устройством для приема, соответственно, первого валкодержателя и второго валкодержателя, причем первый валкодержатель выполнен с возможностью крепления первого или второго валка, который приводится в движение посредством привода, а второй валкодержатель выполнен с возможностью крепления, соответственно, второго или первого валка, при этом быстросменное устройство дополнительно выполнено с возможностью вдвигания первого валкодержателя в первое установочное устройство и второго валкодержателя во второе установочное устройство.
Краткое описание чертежей
[49] Изобретение станет более понятым после ознакомления с подробным раскрытием предпочтительных вариантов осуществления изобретения и рассмотрения чертежей, на которых
на фиг. 1 показано тиснильное устройство с фольгой согласно уровню техники;
на фиг. 2 иллюстрируется способ «пин-ап/пин-ап» согласно уровню техники, при этом на фиг. 2а представлен вид сверху пирамид, которые являются саморегулируемыми и точно попадают на свое место, как показано на фиг. 2b, а фиг. 2с показан случай, когда два валка не точно попадают свои места, а фольговый материал зажимается боковыми стенками пирамид;
на фиг. 3a показана конфигурация тиснильного устройства, а на фиг. 3b иллюстрируется зависящий от местоположения и/или источника света оптический эффект, создаваемый способом «пин-ап/ пин-ап» согласно уровню техники;
на фиг. 4 показана новая базовая структура тиснения для тиснильного валка согласно одному из примерных вариантов осуществления;
на фиг. 5 представлена схема расположения выступов, соответствующих новым базовым структурам тиснения по фиг. 4;
на фиг. 6 показан в поперечном сечении фольговый материал, тисненый по типу «патрица/ матрица», для которого использовались два точно совпадающих тиснильных валка, с высоким контролем давления тиснения;
на фиг. 7 представлены примеры двумерных регулярных решеток согласно изобретению;
на фиг. 8 представлены дополнительные примеры двумерных регулярных решеток согласно изобретению;
на фиг. 9 представлены примеры двумерных неструктурированных решеток согласно изобретению;
на фиг. 10 представлена таблица, используемая для пояснения способов, которыми могут быть выполнены положительные выступы согласно изобретению;
на фиг. 11 представлена схематическая геометрическая конструкция, используемая для пояснения возможных операций, предназначенных для выполнения положительного выступа;
на фиг. 12 показаны примеры поверхностей тиснильных валков согласно изобретению с использованием способа прямого наложения, то есть отсечения вершин заданных базовых форм по индивидуальной области пересечения с индивидуальной формой;
на фиг. 13 показаны примеры поверхностей тиснильных валков согласно настоящему изобретению с использованием способа изменения высоты при той же площади основания, то есть применения индивидуальных коэффициентов усиления к заданным базовым формам при сохранении поверхности основания на поверхности валка;
на фиг. 14 показаны примеры поверхностей тиснильных валков согласно изобретению с использованием способа изменения высоты с переменной площадью основания, то есть формирования верхней части заданных базовых форм в соответствии с индивидуальными смещениями;
на фиг. 15 показаны примеры поверхностей тиснильных валков согласно изобретению с использованием способа непосредственного наложения, т.е. отсечения вершин заданных базовых форм по области индивидуального пересечения с индивидуальной формой в сочетании с положительными и отрицательными выступами в шахматном порядке;
на фиг. 16 показаны примеры поверхностей тиснильных валков, на которых валок имеет рельефную топографию, а положительные выступы расположены в виде двумерной решетки, построенной на ней;
на фиг. 17 показаны дополнительные примеры поверхностей тиснильных валков, в которых валок имеет рельефную топографию, а положительные выступы расположены в виде двумерной решетки, построенной на ней, но при этом сформированы особым образом;
на фиг. 18 представлено квазитрехмерное изображение двухвалкового тиснильного инструмента с фольгой согласно изобретению;
на фиг. 19 - показан пример шаблонов тисненого изображения с увеличением структур по фиг. 18;
на фиг. 20 показан пример применения согласно изобретению, а именно -герметичная упаковка с декорированием, например, для курительных изделий;
на фиг. 21 показан другой пример применения согласно изобретению, а именно - блистерная упаковка с декорированием на покрывающей фольге, например, для курительных изделий или лекарств;
на фиг. 22 показан еще один пример применения согласно изобретению, а именно - мягкая обертка для кондитерских изделий;
на фиг. 23 показан еще один пример применения согласно изобретению, а именно - упаковка Tetra Brik (зарегистрированная торговая марка) с декорированием;
на фиг. 24 показан еще один пример применения согласно изобретению, а именно для декорирования покрывающей фольги капсул с напитками;
на фиг. 25 показан еще один пример применения согласно изобретению, а именно - декоративной обертки для жевательной резинки; и
на фиг. 26 показан в аксонометрии еще один пример системы тиснения с быстросменным устройством для валков.
Осуществление изобретения
[50] На первом шаге к достижению цели настоящего изобретения изобретение отталкивается от уровня техники, раскрытого в документе WO 2015/028939 А1, который обеспечивает получение тисненого продукта с улучшенной отражательной способностью металлизированных поверхностей, а также точное создание в микрометровом диапазоне пирамидальных форм для тиснильных валков. За счет использования увеличенной высоты рельефа, а также использования эффектов пьедестала достигается повышенная яркость дизайна логотипов. Однако следует отметить, что в WO 2015/028939 А1 не раскрываются средства для создания оттенков или полутонов.
[51] Последняя успешная разработка новой базовой структуры тиснения создает основания для значительного повышения результирующей яркости тисненых структур. Новая базовая структура тиснения обеспечивает решение для мелкого тиснения, позволяющее создавать расположенные в шахматном порядке области с более равномерным тиснением с длиной шага, составляющей от 50 до 250 мкм. Новая базовая структура тиснения дополнительно обеспечивает конфигурацию, которая также уменьшает неконтролируемое сжатие в осевом направлении во время тиснения фольги. Кроме того, новая базовая структура тиснения обеспечивает решение, которое позволяет выполнять мелкое однородное тиснение на участках фольги.
[52] Новая базовая структура тиснения будет понятна из нижеследующего раскрытия способа тиснения, который обеспечивает возможность тиснения материала с обеих сторон. Способ тиснения включает в себя по меньшей мере подачу фольгового материала в зону контакта между парой из первого валка и второго валка, оснащение каждого из первого валка и второго валка множеством положительных выступов и множеством отрицательных выступов в виде идентично сформированных полиэдрических структур, при этом положительные выступы возвышаются над средней цилиндрической поверхностью своего валка, а отрицательные выступы являются углублениями, проходящими ниже средней цилиндрической поверхности своего валка, причем на первом валке расположена первая подгруппа из множества положительных выступов с первой периодичностью на первой решетке в осевом направлении и со второй периодичностью на первой решетке в окружном направлении, а также расположена вторая подгруппа из множества отрицательных выступов с первой периодичностью на первой решетке в осевом направлении и со второй периодичностью в окружном направлении на первой решетке, перемежающаяся с положительными выступами в осевом и окружном направлениях, соответственно, при этом на втором валке расположены третья подгруппа из множества положительных выступов и четвертая подгруппа из множества отрицательных выступов на второй решетке, комплементарной первой решетке, причем каждый из положительных выступов и отрицательных выступов на первом валке, за исключением выступов, расположенных на краях первой решетки, во время работы валков и в зоне контакта валков, окружен со всех сторон положительными выступами и отрицательными выступами второго валка, причем положительные выступы первого валка вместе с чередующимися соответствующими отрицательными выступами на втором валке образуют, во время работы валков и в зоне контакта валков, первую прямую (у-у) по существу параллельную осевому направлению, а отрицательные выступы первого валка вместе с чередующимися соответствующими положительными выступами второго валка образуют, во время работы валков и в зоне контакта валков, вторую прямую (х-х) по существу параллельную осевому направлению. Способ тиснения дополнительно включает в себя расположение в первой решетке положительных выступов и отрицательных выступов таким образом, чтобы в осевом направлении на первом валке каждый положительный выступ имел боковую границу основания, общую с по меньшей мере одним отрицательным выступом, соседним с положительным выступом, при этом первая прямая (у-у) и вторая прямая (х-х) сливаются в одну третью прямую (z-z), а во время работы валков и в зоне контакта валков все боковые наклонные поверхности положительных и отрицательных выступов первого валка полностью находятся непосредственно над поверхностью соответствующих боковых наклонных поверхностей соответствующих отрицательных и положительных выступов второго валка полностью, тем самым обеспечивая равномерное распределение давления на материал.
[53] На фиг. 4, где показан пример варианта осуществления новой базовой структуры тиснения, шаблон тиснения соответствует структурированной поверхности одного из валков, при этом положительные выступы Р подняты над средней цилиндрической поверхностью одного из валков (не показан на фиг. 4), а отрицательные выступы N являются углублениями, проходящими ниже средней цилиндрической поверхности. Положительный выступ Р и отрицательные выступы N представляют собой полиэдрические структуры одинаковой формы, при этом положительные выступы Р выполнены симметрично относительно отрицательных выступов N, если смотреть от средней поверхности. Другой из валков (не показан на фиг. 4) содержит на своей цилиндрической поверхности ответный шаблон тиснения, который расположен таким образом, что во время операции тиснения оба шаблона тиснения взаимодействуют как конгруэнтные структуры для тиснения продукта или материала с обеих сторон, так что каждый выступ на каждом валке со всех сторон будет окружен выступами на другом валке.
[54] На фиг. 5 показана схема расположения выступов, соответствующих структурам тиснения по фиг. 4, фактически - только часть шаблона тиснения по фиг. 4, содержащая положительные выступы Р и отрицательные выступы N. Двойная стрелка показывает порядок величины для структур шаблона тиснения, который составляет около 100 мкм в любом боковом направлении. Точные размеры не имеют отношения к настоящему объяснению; оно предназначено только для указания порядка величины размеров выступов в изобретении.
[55] Использование шаблона тиснения по фиг. 4 и соответствующего инверсного шаблона тиснения на соответствующих валках из пары тиснильных валков для тиснения фольги или внутренней обертки обеспечивает 100% покрытие тиснением тисненой поверхности.
[56] Вернемся к фиг. 5, где для рассмотрения представлен шаблон тиснения, расположенный на первом валке из пары валков, при этом следует представить, что на втором валке из пары валков расположен соответствующий шаблон тиснения (на фиг. 5 не показан). Как показано на фиг. 5, положительные выступы Р и отрицательные выступы N расположены в решетке таким образом, что в осевом направлении каждый положительный выступ Р имеет общую боковую границу основания - на фиг. 5 эти границы представлены в виде линий, ограничивающих выступы и отделяющих один выступ от примыкающего соседнего выступа - с по меньшей мере одним негативным выступом N, соседним с позитивным выступом Р.
[57] Используя шаблон тиснения с новой базовой структурой тиснения, можно получить равномерное распределение давления на материал, то есть регулярный и равномерный баланс между давлением на боковые наклонные поверхности положительных выступов Р и отрицательных выступов N, возможно, ослабляемый только вариациями толщины материала, которые происходят в определенном диапазоне допусков. Кроме того, уменьшается осевое сжатие тисненой фольги и получается более гладкая поверхность по сравнению с более ранними технологиями тиснения Заявителя.
[58] Тиснение с использованием новой базовой структуры тиснения можно также назвать техникой полиэдрического тиснения.
[59] Сравнение пространственной плотности тисненых металлизированных областей между теми, которые были получены с использованием методов, раскрытых в ЕР 0925911, и теми, которые были получены с использованием техники полиэдрического тиснения, дает подробную информацию о значительном увеличении яркости, обусловленной тиснеными структурами.
[60] Можно легко убедиться, что технология полиэдрического тиснения на практике обеспечивает удвоение тисненой, металлически отражающей поверхности по сравнению с уровнем техники, например, таким как ЕР 1324877 В1, поскольку тисненые структуры, получаемые с помощью положительных выступов и отрицательных выступов, могут быть корректируемыми. Тогда как в системах тиснения из уровня техники, подобных показанным, например, на фиг. 2а и фиг. 3a-3b, только прижимные края структур тиснения, а не вся поверхность пирамиды, сжимают пленку между тиснильными валками (см. поз. 208 на фиг. 2а), можно довольно легко понять, что при использовании тиснения патрично-матричного типа и получении, например, тисненого фольгового материала, как показано на фиг. 6, в каждом состоянии тиснения давление на материал, подлежащий тиснению, оказывают боковые поверхности всех сторон пирамид, или тиснильные поверхности, (на фиг. 6 тиснение не показано), поскольку две комплементарные структуры идеально сжимают фольгу.
[61] Таким образом, к цели изобретения нас приближает следующий шаг, направленный на достижение цели изобретения, который исходит из новых базовых структур тиснения поверхности с пирамидами или многогранниками какой-либо другой формы с разными высотами. Как было раскрыто выше в настоящем документе, для новой базовой структуры тиснения здесь используются ряды зубцов в виде многогранников. Это означает, что противоположные отдельные тиснильные зубцы, то есть положительный выступ на одном валке и соответствующий отрицательный выступ контрвалка из пары валков, в точности комплементарны.
[62] Индивидуальные тиснильные зубцы на какой-либо поверхности по меньшей мере заданного периметра валка. В качестве варианта осуществления тиснильных зубцов возьмем, например, множество положительных выступов, которые могут быть расположены в соответствии с двумерной решеткой, содержащей мозаику из поверхностей решетки.
[63] На фиг. 7а-7с представлены примеры двумерных решеток, в данном случае - так называемых регулярных решеток.
[64] На фиг. 7а показана декартова решетка 700, которая содержит мозаику из квадратов 701. В этом примере на поверхности, ограниченной заданным периметром, охватывающим 30 квадратов, т.е. 6 квадратов шириной в направлении ряда 702, и 5 квадратов шириной в направлении столбца 703, при этом каждый квадрат содержит, например, положительный выступ 704, как показано с помощью диагональных крестиков на фиг. 7а. Каждый квадрат 701 или отдельная поверхность решетки содержит не более одного положительного выступа.
[65] На фиг. 7b показана прямолинейная решетка 710, которая содержит мозаику из параллелепипедов 711. В этом примере на поверхности, ограниченной дополнительно заданным периметром, охватывающим 72 параллелепипеда, каждый параллелепипед содержит, например, положительный выступ 714, представленный на фиг. 7b диагональными крестиками. Опять же, каждая отдельная поверхность решетки содержит не более одного положительного выступа.
[66] На фиг. 7с показана еще одна прямолинейная решетка 720, которая содержит мозаику из прямоугольников 721 с размерами, изменяющимися в зависимости от соответствующего положения прямоугольника 721 в ряду 722 и столбце 723. Прямоугольники, показанные на фиг. 7с, могут, все или частично, входить в состав дополнительной поверхности, имеющей заданный периметр (на фиг. 7с периметр не показан), и каждый из них содержит положительный выступ (также не показанный на фиг. 7с).
[67] На фиг. 8а-8b представлены дополнительные примеры двумерных регулярных решеток.
[68] На фиг. 8а показана криволинейная решетка, которая содержит мозаику из индивидуальных поверхностей 801 решетки переменного размера, причем каждая индивидуальная поверхность решетки ограничена двумя прямыми линиями, идущими от центра 802, и двумя изогнутыми линиями, соответственно образованными контурами концентрических овалов. В этом примере поверхность, ограниченная заданным периметром, имеющим овальный контур 803 и овальный контур 804, содержит множество индивидуальных поверхностей 801 решетки, каждая из которых содержит, например, положительный выступ 805, как показано диагональными крестиками на фиг. 8а. Каждая индивидуальная поверхность 801 решетки содержит не более одного положительного выступа 805. Из рассмотрения фиг. 8а будет очевидно, что размер индивидуальной поверхности 801 решетки может меняться от одного к другому, что позволяет получить положительные выступы с размерами, отвечающими соответствующей поверхности из индивидуальных поверхностей 801 решетки. Однако также возможно иметь одинаковые положительные выступы, если это подходит к самой маленькой из индивидуальных поверхностей 801 решетки.
[69] На фиг. 8b показана криволинейная решетка 810, содержащая изогнутые линии, которые ограничивают индивидуальные поверхности 813 решетки в рядах 811 и столбце 812. В этом примере поверхность, ограниченная заданным периметром, которая окружает несколько индивидуальных поверхностей 813 решетки в 5 рядах 811 из 8 столбцов 812, содержит на каждой индивидуальной поверхности 813 решетки положительный выступ 814, как показано с помощью диагональных крестиков на фиг. 8b. Каждая индивидуальная поверхность 813 решетки содержит не более одного индивидуального положительного выступа 814.
[70] на фиг. 9а-9b представлены дополнительные примеры решеток, в данном случае - неструктурированных решеток. В общем, неструктурированная решетка представляет собой мозаику из поверхностей с простыми формами, такими как треугольники, в нерегулярном шаблоне.
[71] На фиг. 9а показана неструктурированная решетка 900, представленная пунктирными линиями 901, которые образуют треугольники 902. Каждый треугольник 902 имеет по меньшей мере одну общую сторону с соседним треугольником 902, в некоторых случаях две стороны или даже три стороны. Угловые точки треугольников 902 отмечены кружочками 903. В этом примере представленная полностью часть решетки 900 содержит в каждой угловой точке 903 положительный выступ, такой как первый положительный выступ, определяемый тремя поверхностями 904, или второй, соседний положительный выступ, определяемый тремя поверхностями 905. Хотя на фиг. 9а показан вид сверху решетки 900, подразумевается, что положительные выступы поднимаются над поверхностью тиснильного валка, причем каждый положительный выступ имеет пирамидальную форму с вершиной, расположенной над одной из угловых точек 903. Положительные выступы имеют нижние угловые точки, такие как первая нижняя угловая точка 906 и вторая нижняя угловая точка 907, которые могут быть общими для одного положительного выступа и другого. Из рассмотрения неструктурированной решетки 900 очевидно, что каждый положительный выступ может иметь индивидуальную пирамидальную форму, которая изменяется от одной к другой.
[72] На фиг. 9b показана еще одна неструктурированная решетка 910, представленная прямыми линиями 911, которые определяют треугольники 912 с угловыми точками 913, представленными в кружочках. Каждый треугольник 912 имеет по меньшей мере одну общую сторону с соседним треугольником 912, в некоторых случаях две стороны или даже три стороны. В данном примере представленная полностью часть решетки 910 в каждой угловой точке 913 содержит положительный выступ 914, имеющий круговой внешний периметр 915 на поверхности валка (на фиг. 9b поверхность валка не показана) с центром в угловой точке 913. Диаметр внешнего периметра 915 положительного выступа 914 можно подобрать так, чтобы он касался другого внешнего периметра 916 соседнего положительного выступа 917. Из рассмотрения неструктурированной решетки 910 очевидно, что каждый положительный выступ может иметь на поверхности валка индивидуальный внешний периметр, отличающийся от других.
[73] Индивидуальные тиснильные зубцы могут иметь, соответственно, индивидуальную полиэдрическую форму с одной или более плоскими верхними поверхностями, возможно, одного типа для по меньшей мере части первой поверхности валка, например по меньшей мере для поверхности, которая имеет заданный периметр и покрыта индивидуальными тиснильными зубцами. Индивидуальная полиэдрическая форма предназначена для тиснения на фольговом материале индивидуальных светоотражающих областей с корректировкой отражательной способности такой светоотражающей области в соответствии с заданным значением отражательной способности. В примерном варианте осуществления индивидуальные тиснильные зубцы расположены на первом валке в соответствии с двумерной решеткой, при этом индивидуальная полиэдрическая форма каждого зубца должна быть сформирована соответствии с таблицей значений отражательной способности для двумерной решетки, которая описывает какое значение отражательной способности тисненого фольгового материала должно обеспечивать тиснение каждым зубцом. Такая двумерная решетка может, например, содержать 5 рядов по 5 индивидуальных тиснильных зубцов, то есть 25 тиснильных зубцов, а таблица значений отражательной способности в процентах может, например, быть представлена следующим образом:
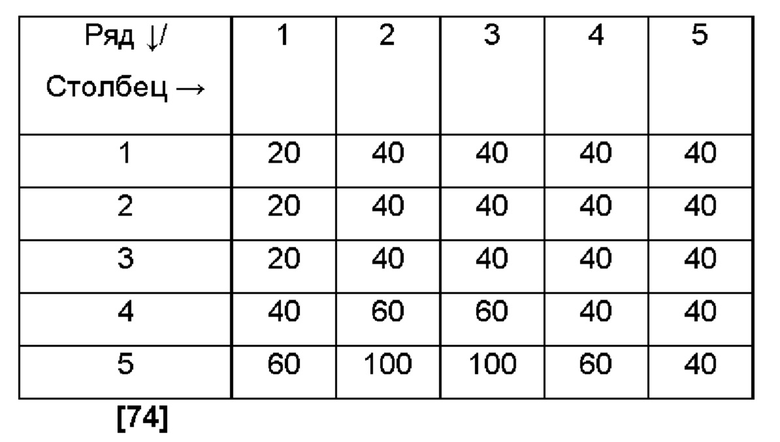
[75] В приведенной выше таблице, например, указано, что для ряда 1, столбца 1 тиснильный зубец должен иметь такую форму, чтобы тиснить индивидуальные светоотражающие области, которые в итоге имели бы коэффициент отражения 20%. Другой пример для ряда 4, столбца 5 указывает, что тиснильный зубец должен иметь такую форму, чтобы тиснить индивидуальные светоотражающие области, которые в итоге имеют коэффициент отражения 40%. Отражательная способность может быть достигнута путем корректировки каждой из множества светоотражающих областей, чтобы обеспечить ориентацию и форму соответствующего положительного выступа (тиснильного зубца) в двумерной решетке, которая предназначена для тиснения светоотражающих областей. Эта корректировка может включать в себя выбор конкретной полиэдрической формы, подбор ее высоты, размера, угла наклона, а затем модулирование достигнутой отражательной способности путем выполнения таких операций, как, например, операция смещения, операция изменения коэффициента усиления или операция отсекания. Несколько примеров из этого неограничивающего списка операций будут раскрыты ниже в связи с фиг. 10. Зная это, будет относительно просто для конкретного фольгового материала для тиснения определить эмпирическим путем, с помощью простой серии испытаний тиснения с последующими измерениями отражательной способности, величину операции, применяемой к положительному выступу для достижения конкретного значения коэффициента отражения. Например: отсутствие изменения положительного выступа может привести к тисненой светоотражающей области, имеющей коэффициент отражения 100%, тогда как применение операции смещения на 40% может, например, привести к коэффициенту отражения 40%, а операции смещения на 60% может привести к коэффициенту отражения 20%. Это только пример и никоим образом не подразумевает, что обязательно существует линейная зависимость между процентным выражением коэффициента отражения и величиной операции смещения.
[76] Этот пример с произвольными числами станет более понятным после пояснений, приведенных ниже в отношении фиг. 10.
[77] Обратимся теперь к фиг. 10, которая содержит таблицу, предназначенную для объяснения способов, которыми могут быть выполнены положительные выступы в соответствии с изобретением. Мы будем использовать по существу ту же номенклатуру, что и в описании фиг. 3b, для обозначения геометрических размеров положительного выступа с точки зрения индивидуальной высоты h, возможного усечения или измененной высоты Н и шага s.
[78] Таблица на фиг. 10 организована в виде трех столбцов, озаглавленных «Смещение», «Усиление» и «Пересечение», чтобы обозначить три типа операций, которые могут применяться для выполнения положительного выступа. Строки таблицы под заголовками содержат примерные представления операций, применяемых к заданной базовой форме 1000 положительного выступа, представленной, в общем, пунктирными линиями над поверхностью 1001 тиснильного валка (на фиг. 10 валок не показан), чтобы получить спроектированный положительный выступ 1002, представленный на виде в разрезе формой с текстурированной поверхностью. В ячейке а) таблицы спроектированный положительный выступ 1002, разумеется, находится со стороны над поверхностью 1001, но для лучшего понимания его стороны продолжены ниже поверхности 1001 пунктирными линиями 1003, чтобы показать контур начальной заданной базовой формы 1000. Стрелки, такие как стрелки 1004 в ячейке а), используются для указания того, как заданная базовая форма 1000 изменяется, чтобы стать спроектированным положительным выступом 1002, как требуется. В ячейке b) таблицы для лучшего понимания указана индивидуальная высота h заданной базовой формы 1000.
[79] Более конкретно, что касается ячейки а), здесь показана операция конфигурирования верхней части заданной базовой формы 1000 для получения спроектированного положительного выступа 1002, при этом результирующая форма верхней части, т.е. спроектированного положительного выступа 1002, имеет измененную высоту Н, уменьшенную путем индивидуального смещения loff по сравнению с индивидуальной высотой h, при этом
[80] H=h-loff
[81] Спроектированный положительный выступ 1002 предназначен для размещения на поверхности первого валка, который в качестве базы отсчета представлен поверхностью 1001 в ячейке а).
[82] В ячейке b), помимо применения второго индивидуального вертикального смещения loff2 (loff2 не представлено в ячейке b)), в направлении, перпендикулярном поверхности 1001 (которая является той же, что и в ячейке а)), чтобы измененная результирующая высота заданной базовой формы 1000 стала равна Н1, для получения спроектированного положительного выступа 1010 применяют дополнительное преобразование, приводящее к боковому смещению, или сдвигу, всех точек заданной базовой формы в направлении, параллельном поверхности 1001. Отметим, что в примере с ячейкой b), для лучшего понимания, базовые точки 1011 и 1012, которые являются виртуальными точками и обозначены на конце виртуального продолжения 1013 сторон спроектированного положительного выступа 1010, также подверглись вертикальному и боковому сдвигу.
[83] В ячейке с) заданная базовая форма 1021, представленная также на виде в разрезе, имеет форму, аналогичную заданной базовой форме 1000, но спроектированный положительный выступ 1020 имеет более сложную структуру верхней стороны, содержащую две вершины 1022 и 1023 и более двух сторон под разными углами наклона, в отличие от спроектированного положительного выступа 1002 из ячейки а), который соответствует виду в разрезе правильной пирамиды. Однако, аналогично операции, применяемой в ячейке а), здесь, в ячейке с), верхняя часть заданной базовой формы 1021 сформирована так, чтобы получить спроектированный положительный выступ 1020, который имеет для одной вершины 1023 измененную высоту Н2 согласно третьему индивидуальному смещению loff3, а для других точек контура формы спроектированного положительного выступа, например - для получения измененной высоты Н3 вершины 1022, применяются другие индивидуальные смещения. В общем, в ячейке с) это представлено однонаправленными стрелками разной длины. Контур формы положительного выступа показан в двух измерениях, поскольку ячейка с) представляет собой поперечное сечение, но если принять во внимание всю поверхность спроектированного положительного выступа 1020, это может быть получено путем применения к трехмерной форме заданной базовой формы 1021, описываемой функцией контура трехмерной формы, трехмерного смещения, приводящего к разным высотам спроектированного положительного выступа. Спроектированный положительный выступ 1020 предназначен для размещения на поверхности первого валка.
[84] В ячейке d) выполняется операция применения индивидуального коэффициента усиления, или умножения, к заданной базовой форме 1000 для получения спроектированного положительного выступа 1030, причем операция выполняется таким образом, чтобы сохранить поверхность основания и периметр основания заданной базовой формы - представленные на виде в разрезе в ячейке d) сечением, ограниченным точками 1031 и 1032 - предназначенной для размещения на поверхности первого валка, представленного здесь поверхностью 1001. Это приводит к общей деформации заданной базовой формы 1000 в направлении высоты пропорционально индивидуальному коэффициенту усиления lgain. Для высоты Н спроектированного положительного выступа имеем соотношение:
[85] Н=lgain × h.
[86] В ячейке е), в дополнение к операции применения коэффициента усиления для получения результирующей высоты спроектированного положительного выступа, на все точки заданной базовой формы также действует боковая деформация для получения спроектированного положительного выступа 1040, за исключением точек 1031 и 1032, которые на поверхности валка ограничивают поверхность основания заданной базовой формы спроектированного положительного выступа 1040.
[87] В общем, можно отметить, что заданная базовая форма имеет трехмерную форму, описываемую функцией контура трехмерной формы, которая в настоящем документе дополнительно аналитически не детализируется. Операция применения индивидуального коэффициента усиления может быть описана следующим образом: применяют функцию трехмерного индивидуального коэффициента усиления к заданной базовой форме для получения спроектированного положительного выступа, используемого для тиснения светоотражающей области с целевой требуемой отражательной способностью, при этом функция индивидуального трехмерного коэффициента усиления выполнена с возможностью применения к функции контура трехмерной формы таким образом, что спроектированный положительный выступ имеет такой же периметр основания, что и заданная базовая форма, при этом при этом у спроектированного положительного выступа отсутствует какая-либо часть, которая перекрывается за пределами периметра основания, а также отсутствует наложение какой-либо точки контура спроектированного положительного выступа на другую точку, что сохраняет поверхность основания заданной базовой формы, размещаемой на поверхности первого валка, и приводит к общей деформации заданной базовой формы пропорционально индивидуальному трехмерному коэффициенту усиления.
[88] В ячейке f) заданная базовая форма 1051 также представлена в разрезе пунктирными линиями, а спроектированный положительный выступ 1050 имеет более сложную структуру верхней стороны с по меньшей мере двумя вершинами 1052 и 1053 и множеством сторон под различными углами наклона. Эта более сложная верхняя структура, которая является лишь частью общей трехмерной верхней стороны требуемого положительного выступа, является результатом применения функции индивидуального трехмерного коэффициента усиления к функции контура трехмерной формы заданной базовой формы 1051. требуемый положительный выступ 1050 предназначен для размещения на поверхности первого валка.
[89] В ячейке д) заданная базовая форма 1000 частично представлена частично пунктирными линиями для ее верхней стороны, а частично -заштрихованной формой, которая соответствует спроектированному положительному выступу 1060. Незаштрихованная часть заданной базовой формы соответствует результату операции, включающей в себя отсечение верха заданной базовой формы 1000 в соответствии с индивидуальной формой 1061 по индивидуальной области пересечения 1062 с заданной базовой формой 1000. Индивидуальная форма 1061 представлена над спроектированным положительным выступом 1060 для лучшего понимания. В другом предпочтительном варианте осуществления индивидуальная форма не только влияет на форму спроектированного положительного выступа 1060, но может распространяться на другие положительные выступы, размещаемые по обеим сторонам от спроектированного положительного выступа на поверхности валка, представленного здесь поверхностью 1001, и, следовательно, соответственно влияет на формы других выступов. Понятно, что индивидуальная форма имеет виртуальный характер, и что обрезка заданной базовой формы выполняется в соответствии с виртуальным представлением индивидуальной формы, что может легко сделать специалист в данной области техники для самого формирования как такового. В примере ячейки g) спроектированный положительный выступ 1060 соответствует пирамиде, усеченной параллельно поверхности 1001. Спроектированный положительный выступ 1060 предназначен для размещения на поверхности первого валка.
[90] В ячейке h) выполняется аналогичная операция отсечения, как в ячейке с), в результате чего индивидуальное пересечение приводит к наклонной верхней стороне 1071 спроектированного положительного выступа 1070.
[91] В ячейке i) выполняется аналогичная операция отсечения, как в ячейках д) и h), в результате чего индивидуальное пересечение приводит к более сложной верхней стороне 1081 спроектированного положительного выступа 1080.
[92] Корректировка заданной базовой формы для получения требуемого положительного выступа может быть смоделирована в более общем плане с помощью матриц преобразования. Для получения дополнительных сведений см. также [Дэвид Саломон (David Salomon): «руководство по компьютерной графике (The Computer Graphics Manual)», изд. Springer, 2011 г., ISBN-13: 978-0857298850].
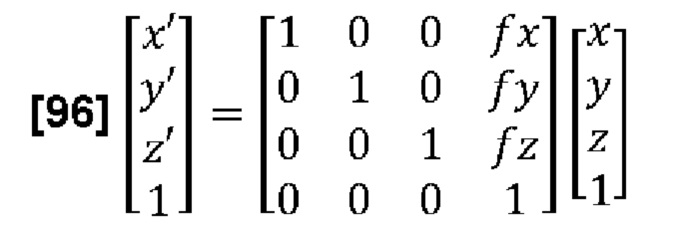
[93] Смещение в трехмерном пространстве применительно к заданной базовой форме для перемещения этой базовой формы в начало системы координат X(fx,fy,fz) в соответствии с преобразованием Т перемещения, следующим образом:
[94] X(fx,fy,fz) = T(fx,fy,fz)
[95] которое, выраженное с помощью матрицы преобразования, равно:
[97] Далее, функция сдвига в плоскости ху и функция масштабирования по оси z с последующей операцией обратного смещения к исходной начальной точке и с матрицей преобразования, как было продемонстрировано ранее, позволяет получить все требуемые положительные выступы исходя из заданных базовых форм, согласно параметрам матриц, и выражается формулой следующим образом:

[99] а с помощью матрицы:

[101] Обратимся теперь к фиг. 11, где представлена схематическая геометрическая конструкция, предназначенная для иллюстрации вышеуказанной операции графическим образом, посредством операции, применяемой к точке Р заданной базовой формы для получения точки Р' - вершины требуемого положительного выступа - с помощью трехмерного вектора 1101. Периметр основания в этом примере представляет собой прямоугольник, заданный точками 1102, 1103, 1104 и 1105. Более конкретно, операция, которая может быть объяснена здесь, представляет собой применение вышеуказанных матриц. На этом рисунке операция поясняется с использованием декартовой референции (х, у, z), в которой точка Р проецируется на плоскость ху, затем изменяется координата х согласно значению а, затем изменяется координата у согласно значению b, чтобы в конечном итоге сместиться в направлении z согласно коэффициенту sz.
[102] В одном из предпочтительных примерных вариантов осуществления на обоих валках шаг между индивидуальными тиснильными зубцами может оставаться постоянным в заданном первом направлении, то есть он также может оставаться постоянным в другом заданном втором направлении, но, возможно, с величиной, отличающейся от используемой в первом направлении. Следовательно, в случае, если первое направление и второе направление являются осевым и радиальным направлениями, соответственно, то величина осевых шагов может отличаться от величины радиальных шагов.
[103] Получаемые в результате тисненые фольговые материалы имеют тисненые зубчатые формы на всей поверхности. Во время подачи настоящей заявки на патент обычная длина s шага (см. фиг. 2) находилась в диапазоне от 50 мкм до 300 мкм.
[104] Принцип, раскрытый в ЕР 1324877 В1, в 2000 году (уровень техники) обеспечил табачной промышленности возможность изготавливать от 200 до приблизительно 500 секций/мин для упаковки сигарет в режиме реального времени, тогда как на момент подачи настоящий заявки на патент возможно изготавливать более 1000 секций/мин.
[105] На фиг. 12а, фиг. 13а и фиг. 14а показано несколько вариантов поверхностей с положительными выступами соответствующего первого тиснильного валка (тиснильный валок не показан ни на одном из указанных чертежей) в соответствии с изобретением (комплементарный контрвалок тоже не показан). Понятно, что для тиснения материала в соответствии с изобретением контрвалок содержит отрицательные выступы, комплементарные положительным выступам, при этом положительные выступы беспрепятственно и без зазоров смыкаются с соответствующими отрицательными выступами при целевом тиснении фольгового материала, что позволяет получить на материале форму, вытисненную с равномерным смыканием.
[106] На фиг. 12а показан пример, содержащий положительные выступы, выполненные в виде пирамидальных зубцов 1201, причем каждый пирамидальный зубец имеет по существу квадратное основание, но в целом пирамидальные зубцы выполнены с усечениями, например - усечения 1202, 1203, 1204 и 1205, которые могут меняться от одного зубца к другому с точки зрения сочетания угла наклона и высоты, в результате поверхности имеют размеры, которые могут изменяться от одного зубца 1201 к другому зубцу 1201, иначе говоря, усечения определяют соответствующие верхние стороны пирамид, при этом каждая пирамида проходит от поверхности основания валка, на которой они выполнены (не показано на фиг. 12а) к своей верхней стороне в направлении от оси вращения валка (ось вращения также не показана на фиг. 12а), усечения могут быть получены с помощью операций, описанных для ячеек g) и h) в таблице по фиг. 10, т.е. они являются результатом операции, включающей в себя отсечение верхушек заданных базовых форм заданным образом - заданная базовая форма здесь будет неусеченной пирамидой - с индивидуальной формой по индивидуально области пересечения с заданными базовыми формами, при этом индивидуальная форма, «покрывает» по меньшей мере все усеченные пирамиды. Как уже объяснялось, индивидуальная форма имеет виртуальный характер, и пересечение определяется соответственно.
[107] Например, на фиг. 12а показано, что усечение 1203 выполнено под другим углом, чем усечение 1202, и что общая высота пирамиды с усечением 1202 меньше, чем общая высота пирамиды с усечением 1203.
[108] Пирамиды, которые фактически являются положительными выступами на поверхности валка, расположены во множестве рядов и столбцов, более конкретно в данном примере - во множестве линий, ориентированных по осям, например, по первой осевой линии 1206 и второй осевой линии 1207, показанных пунктирными линиями. Пирамиды разнесены в рядах в соответствии со значением первой функции шага, которая в настоящем примере описывает регулярное расстояние между пирамидами в соответствии с осевым шагом AS1. Соседние ориентированные по осям линии пирамид, такие как первая осевая линия 1206 и вторая осевая линия 1207 отстоят друг от друга на расстояние, соответствующее значению второй функции шага, который в настоящем примере представляет собой радиальный шаг RS1.
[109] Осевой шаг AS1 и радиальный шаг RS1 могут быть равными, но в предпочтительных вариантах осуществления, в зависимости от общих требований, они также могут отличаться друг от друга согласно первой функции шага и второй функции шага соответственно. Эти функции могут быть любого типа, например линейными (как в данном примере), нелинейными и т.д.
[110] Варианты усечения пирамид, если рассматривать их по всем пирамидам, определяют индивидуальную форму, которая отсекается в пирамидах согласно соответствующему индивидуальному пересечению по соответствующей поверхности валка, содержит пирамиды. В примере на фиг. 12а это, очевидно, соответствует изогнутой плоскости, которая находится ближе всего к валку в нижней углу на фиг. 12а и поднимается над валком при отдалении от нижнего угла к левому, правому или верхнему углу группы пирамид, показанной на фиг. 12а.
[111] На фиг. 13а показан пример с шестиугольными пирамидальными зубцами 1301, причем каждый шестиугольный пирамидальный зубец имеет по существу шестиугольное основание, и в целом шестиугольные пирамидальные зубцы выполнены с возможностью иметь высоту, которая может меняться от одного зубца к другому. Более конкретно, для показанного примера по направлению к внутренней области общей поверхности высота зубца 1302 меньше, чем у периферийного зубца 1303. Иначе говоря, высоты определяют соответствующие верхние стороны шестиугольных пирамид, при этом каждая шестиугольная пирамида проходит от поверхности основания валка, на котором они выполнены (валок не показан на фиг. 13а), к его верхней стороне в направлении от оси вращения валка (ось вращения также не показана на фиг. 13а).
[112] Например, на фиг. 13а показано первое индивидуальное раскрытие угла Phi (Phi не показан на фиг. 13а) у вершины шестиугольной пирамиды 1302, Phi показан на фиг. 13 с и отличается от второго индивидуального раскрытия угла у вершины шестиугольной пирамиды 1303, что приводит к разной высоте пирамид 1302 и 1303. Точнее, более широкий угол подразумевает меньшую высоту.
[113] Иначе говоря, изменение высоты шестиугольных пирамид может быть получено путем выполнения операции применения индивидуального коэффициента усиления, как пояснялось в отношении ячейки d) таблицы по фиг. 10, к заданной базовой форме - здесь заданная базовая форма представляет собой шестиугольную пирамиду с полной высотой - для получения спроектированного положительного выступа, операция выполняется таким образом, чтобы сохранить поверхность основания заданной базовой формы, предназначенную для размещения на поверхности приводного валка. Это приводит к результирующей деформации заданной базовой формы в направлении высоты пропорционально индивидуальному коэффициенту усиления Igain.
[114] Шестиугольные пирамиды, которые фактически являются положительными выступами на поверхности валка, расположены во множестве линий, проходящих по аксиально ориентированным линиям, например по третьей осевой линии 1304 и четвертой осевой линии 1305, показанных пунктирными линиями, причем пирамиды равномерно отстоят друг от друга в соответствии с осевым шагом AS2. Соседние аксиально ориентированные выстраивания шестиугольных пирамид, такие как третья осевая линия 1304 и четвертая осевая линия 1305, отстоят на величину радиального шага RS2.
[115] На фиг. 14а показан пример, содержащий конусообразные зубцы, причем каждый конусообразный зубец имеет по существу круглое основание, при этом в целом, высота и диаметр оснований конусообразных зубцов могут изменяться от одного зубца к другому. Более конкретно, центр каждого круглого основания расположен на регулярной решетке, а диаметр основания изменяется в зависимости от высоты конусообразного зубца. В этом примере конусообразные зубцы получены путем выполнения операции, описанной для ячейки а) в таблице по фиг. 10. Более конкретно, верхнюю часть заданной базовой формы - здесь заданная базовая форма является целым конусообразным зубцом - конфигурируют таким образом, чтобы получить спроектированный положительный выступ, при этом результирующая форма верхней части, то есть спроектированный положительный выступ, имеет высоту, уменьшенную на индивидуальное смещение loff по сравнению с индивидуальной высотой h заданной базовой формы.
[116] На фиг. 15а показан пример, подобный примеру на фиг. 12а, но с применением принципа к положительным выступам Р и отрицательным выступам N на одном валке, а не только к положительным выступам, как показано на фиг. 12а.
[117] На фиг. 15а, в каждой из множества ориентированных по осям линий положительных выступов Р, между двумя последовательными положительными выступами Р на валке предусмотрен второй отрицательный выступ N, так что множество вторых отрицательных выступов выступом N будут расположены в одной линии с положительными выступами Р, причем вторые отрицательные выступы равномерно разнесены друг с другом в соответствии с осевым шагом, при этом соседние ориентированные по осям линии вторых отрицательных выступов разделены радиальным шагом. Каждый из вторых отрицательных выступов N проходит от поверхности основания приводного валка, которая по существу находится на уровне квадрата, нарисованного вокруг всех выступов на фиг. 15а, до нижней стороны второго отрицательного выступа N в направлении к оси вращения приводного валка (на фиг. 15а не показана). Кроме того, от одной линии к соседней линии, вблизи положительного выступа из одной линии, в соседней линии предусмотрен еще один второй отрицательный выступ, отстоящий от положительного выступа в радиальном направлении. Таким образом, фактически, каждый положительный выступ обычно окружен четырьмя отрицательными выступами. Два последовательных вторых отрицательных выступа N на одной радиальной оси разделены радиальным шагом., Поскольку в примере на фиг. 15а положительные выступы разделены осевым шагом, то по сравнению с представленным на фиг. 12а, длина стороны основания пирамид по существу вдвое меньше этой длины для пирамид на фиг. 12а. На фиг. 15а не показан тот факт, что контрвалок также снабжен множеством вторых положительных выступов, комплементарных вторым отрицательным выступам N приводного валка, при этом множество вторых отрицательных выступов N беспрепятственно и без зазоров смыкаются с соответствующими вторыми положительными выступами при целевом тиснении фольгового материала.
[118] Принцип, проиллюстрированный на фиг. 12а-15а применяется в настоящем изобретении, в соответствии с которым, в отличие от ЕР 1324877, каждый из элементов поверхности может быть большей или меньшей степени индивидуально подогнан, что приводит к результирующему отражению от пленки с рельефоподобным тиснением, когда свет отражается от тисненой пленки. В целом, у дизайнера теперь есть несколько вариантов, по сравнению с ЕР 1324877, где для дизайна использовалась только высота пирамиды. Несколько вариантов раскрыты выше в настоящем документе.
[119] На фиг. 16 показаны примеры поверхностей тиснильных валков, в которых валок имеет рельефную топографию, а положительные выступы расположены в виде построенной на ней двумерной решетки.
[120] В частности, на фиг. 16а показана поверхность 1610 валка первого валка (на фиг. 16а первый валок не показан), представленная в виде прямой линии с предусмотренной на ней рельефной топографией 1611, которая в этом примере выглядит как возвышение над поверхностью валка, похожее на горку. Понятно, что для тиснения контрвалок (второй валок) также снабжен рельефной топографией, комплементарной данной рельефной топографии. Двумерная решетка построена на поверхности рельефной топографии 1611. Множество положительных выступов выполнены в виде конусообразных зубцов - подобных тем, которые представлены на фиг. 14а, - причем каждый конусообразный зубец имеет по существу круглое основание, а в целом, конусообразные зубцы имеют высоту и диаметр основания, которые могут изменяться от одного зубца к другому. Более конкретно, центр каждого круглого основания расположен в правильной двумерной решетке, а диаметр основания изменяется в зависимости от высоты конусообразного зубца (измеряемой от поверхности рельефной топографии 1611). В этом примере конусообразные зубцы получены путем выполнения операции, описанной для ячейки а) в таблице на фиг. 10. Более конкретно, верхняя часть заданной базовой формы - здесь заданная форма основания является полностью коническим зубом - сконфигурирована с возможностью получения спроектированного положительного выступа, при этом результирующая форма верхней части, то есть спроектированный положительный выступ, имеет высоту, уменьшенную на индивидуальное смещение loff по сравнению с индивидуальной высотой h заданной базовой формы.
[121] Обратимся к фиг. 17, где показаны дополнительные примеры поверхностей тиснильных валков, на которых валок имеет рельефную топографию, а положительные выступы расположены в виде построенной на ней двумерной решетки.
[122] На фиг. 17а также показан пример поверхности 1710 валка первого валка (на фиг. 17а первый валок не показан), представленной в виде прямой линии с предусмотренной на ней рельефной топографией 1711, которая в этом примере показана как возвышение над поверхностью валка, похожее на горку. Двумерная решетка построена на поверхности рельефной топографии 1711. Множество положительных выступов в виде конусообразных зубцов - подобных тем, которые представлены на фиг. 14а, - расположены в соответствии с двумерной решеткой, как на фиг. .16а, стой разницей, что конусообразные зубцы ориентированы перпендикулярно поверхности 1710 валка - это показано на фиг. 17 с линиями, ориентированными по осям конусообразных зубцов и перпендикулярно линии 1712, которая параллельна не поверхности валка, а оси вращения валка, тогда как на фиг. 16 с линии, ориентированные по осям конических структур, показаны перпендикулярными поверхности валка, схематично представленной линией 1612.
[123] В продолжение пояснения фиг. 12-17, фиг. 12а-с - фиг. 17а-с рассмотрим примеры тиснильных поверхностей согласно изобретению в целом, при этом
• на фиг. 12а, 13а, 14а, 15а, 16а и 17а представлен квазитрехмерный вид, уже объясненный выше в настоящем документе,
• на фиг. 12b, 13b, 14b, 15b, 16b и 17b представлен вид в поперечном сечении соответствующих валков во время процесса тиснения (без материала, подвергаемого тиснению) с указанием, соответственно, средней высоты 1200, 1300, 1400, 1500, 1600 и 1700 соответствующих структур на одном из валков, причем поперечные сечения не обязательно отражают компоновку, соответственно показанную на соответствующих фиг. 12а, 13а, 14а, 15а, 16а и 17а, и
• на фиг. 12с, 13с, 14с, 15с, 16с и 17с представлены полученные тисненые фольговые материалы, причем указанные тисненные фольговые материалы не обязательно получены от компоновки, соответственно показанной на соответствующих фиг. 12а, 13а, 14а, 15а, 16а и 17а, или от пар тиснильных валков, показанных на фиг. 12b, 13b, 14b, 15b, 16b и 17b.
[124] Кружками на фиг. 12с-17с отмечены особо интересующие точки тиснения K1 и K2. А именно, K1 показывает, например, как формируются блестящие полосы большой площади из тисненого фольгового материала. K2 показывает результаты тиснения с особенно затемненными или матовыми полутоновыми точками на тисненом фольгированном материале. Хотя это не показано на фиг. 12а - фиг. 17с, отражение света от тисненого фольгового материала может восприниматься человеческим глазом под широким углом, независимо от каких-либо побочных эффектов, связанных с условиями тиснения и, таким образом, достигается цель изобретения.
[125] На фиг. 18 изображено взаимодействие между двумя комплементарными тиснильными валками 1800 и 1801 типа «патрица/матрица» с бесконечным рулонным материалом 1802 (на фиг. 18 показан в виде ограниченного фрагмента), таким как фольга внутренней обертки, полимерная фольга, металлическая фольга или фольга, используемая для упаковки продуктов. Увеличенная часть 1803 показывает пример тисненых структур согласно настоящему изобретению.
[126] На фиг. 19, в соответствии с изобретением, подробно показано тиснение 1901 на упаковочной фольге - в этом примере изображение лица - с увеличением 1900,. Подробное увеличение ясно показывает модуляцию отражающей области, которая была получена во время тиснения посредством структур тиснения, которые имеют разные поверхности, соответствующие целевым отражающим поверхностям на упаковочной фольге, что показано количеством поверхности, представленной белым цветом на рисунке и, как следствие, интенсивность полутонов положенного в основу графического шаблона.
[127] Применения, показанные на фиг. 20-25, являются простыми примерами вышеуказанной технологии тиснения.
[128] На фиг. 20 показан пример применения согласно изобретению, а именно -герметичная упаковка с декорированием, например, для курительных изделий.
[129] На фиг. 21 показан другой пример применения согласно изобретению, а именно - блистерная упаковка с декорированием на покрывающей фольге, например, для курительных изделий или лекарств.
[130] На фиг. 22 показан еще один пример применения согласно изобретению, а именно - мягкая обертка для кондитерских изделий.
[131] На фиг. 23 показан еще один пример применения согласно изобретению, а именно упаковка Tetra Brik (зарегистрированная торговая марка) с декорированием.
[132] На фиг. 24 показан еще один пример применения согласно изобретению, а именно - декорирование покрывающей фольги для капсул с напитками.
[133] На фиг. 25 показан другой пример применения согласно изобретению, а именно декоративная обертка жевательной резинки.
[134] Изобретение может найти применение в декоративном тиснении предметов роскоши, например, часов или ювелирных украшений, а также в области фармацевтики, пищевой промышленности, кондитерских изделий, закусок и т.д.
[135] Так как высоту тисненых структур можно свести к минимуму при сохранении очень сильных и мало зависящих от угла обзора эффектов затенения или сглаживания, новый способ тиснения может применяться в реализациях, где поверхность тисненого материала должна быть почти плоской.
[136] Несмотря на то, что изобретение было раскрыто для применения с валками, а точнее с парой валков, обсуждаемые структуры могут хорошо применяться к инструментам для плоского тиснения между парой плоских тиснильных инструментов. Это представляет особый интерес в случае, если материал для тиснения будет слишком жестким, и ротационное тиснение больше не обеспечит достаточное усилие для деформации материала за короткий период времени, в течение которого материал проходит между валками. Специалист в данной области техники может сделать вывод, что технология изобретения (способ и устройство) может быть адаптирована к использованию более жесткого материала для тиснения. Это может выполняться на ленточных конвейерах, подающих материал к инструменту для тиснения - тиснильному прессу, который применяется к материалу в течение требуемого промежутка времени.
[137] Кроме того, ротационный способ тиснения в соответствии с изобретением также может использоваться, когда материал подается на тиснильные валки другими средствами, например, когда материал для тиснения является плоским, недеформированным и тисненым штампом.
[138] На фиг. 26 показан дальнейший пример осуществления устройства для тиснения фольгового материала с обеих сторон в соответствии с изобретением (на фиг. 26 фольговый материал не показан) в виде быстросменного устройства 2600. Быстросменное устройство 2600 включает в себя корпус 2601 с двумя установочными элементами 2602 и 2603, для приема валкодержателя 2604 и 2605, соответственно. Валкодержатель 2604 служит для крепления первого тиснильного валка 2606, который приводится в движение посредством привода (не показан на фиг. 26), а валкодержатель 2605 служит для крепления второго тиснильного валка 2607. Валкодержатель 2604 можно вдвинуть в установочный элемент 2602, а валкодержатель. 2605 - в установочный элемент 2603. Корпус 2601 закрыт торцевой пластиной 2608.
[139] В данном примере второй тиснильный валок приводится в движение приводным первым валком 2606, в каждом случае посредством зубчатых колес 2609 и 2610, которые расположены на конце валков. Чтобы обеспечить требуемую высокую точность синхронизации, зубчатые колеса изготавливаются очень точно. Также возможны другие средства синхронизации, например, электродвигатели.
[140] При вдвигании в установочные элементы ось валка (не показана на фиг. 26) первого тиснильного валка 2606 с возможностью вращения удерживается в игольчатом подшипнике 2612 валкодержателя 2604, а с другой стороны - в шарикоподшипнике (также не показан на фиг. 26). Два конца - на фиг. 26 показан только один конец 2615 - валкодержателя 2604 удерживаются в соответствующих отверстиях 2616 и 2617 в корпусе или в торцевой пластине. Для точного и однозначного введения и установки валкодержателя в корпус нижняя часть корпуса содержит Т-образный паз 2618, который соответствует Т-образной шпонке 2619 на нижней части валкодержателя. Ось 2620 второго тиснильного валка 2607 вставлена с одной стороны, на чертеже - слева, в стенку 2621 валкодержателя 2605, а с другой стороны - во вторую стенку 2622 валкодержателя. Края 2623 крышки 2624 валкодержателя выполнены в виде шпонок, которые можно вдвинуть в соответствующие Т-образные пазы 2625 в корпусе 2601. Здесь одна боковая стенка 2621 входит в соответствующее отверстие 2626 в стенке корпуса.
[141] В настоящем описании при описании пары валков, используемых для получения тисненого фольгового материала, часто упоминаются первый валок и второй валок. На практике, в системе тиснения любой из первого валка и второго валка может быть приводимым в движение валком, что не влияет на изобретение.
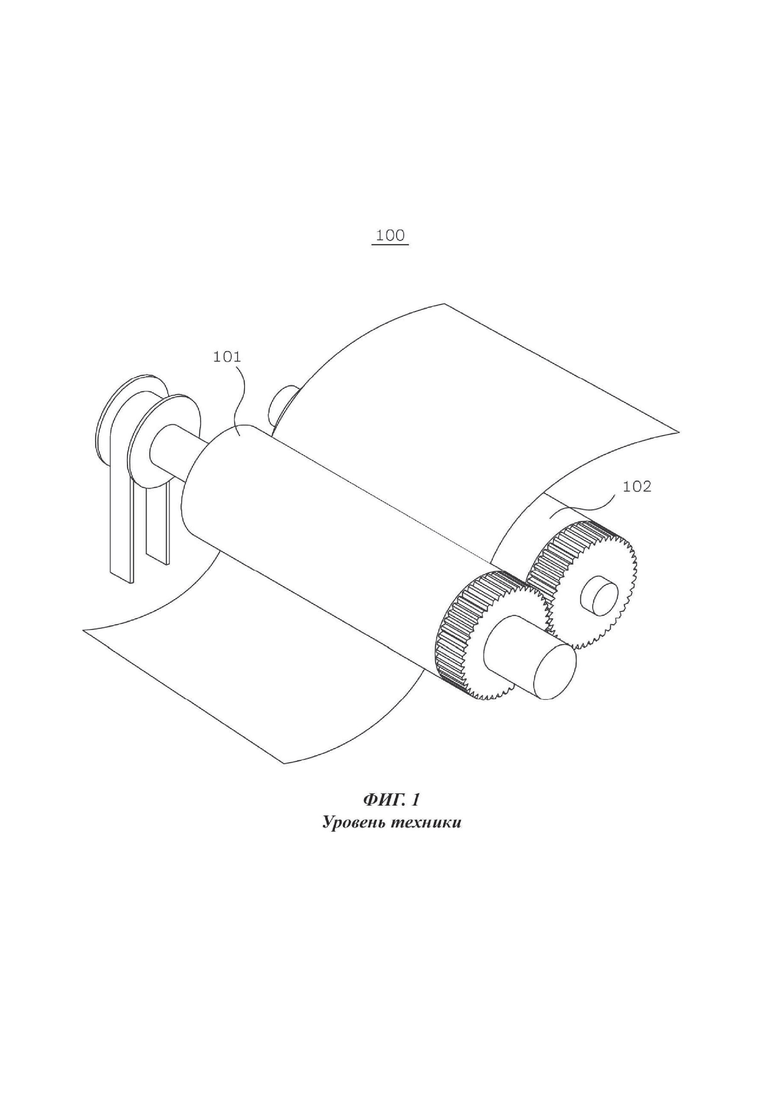
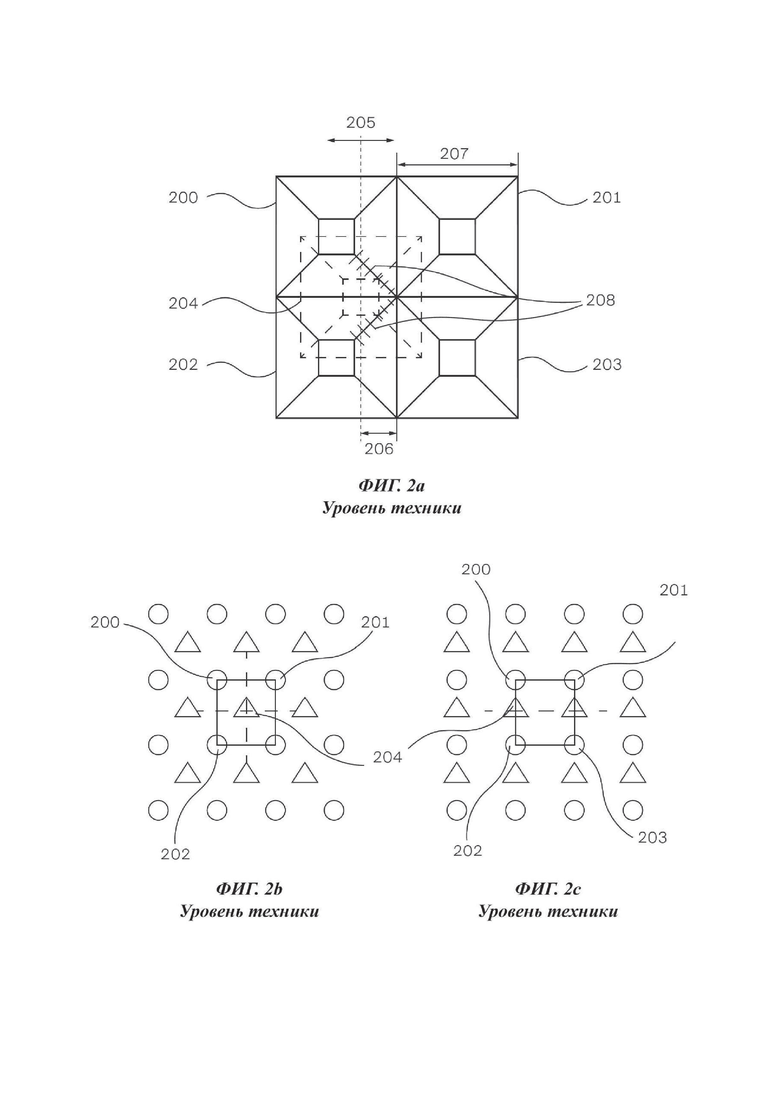
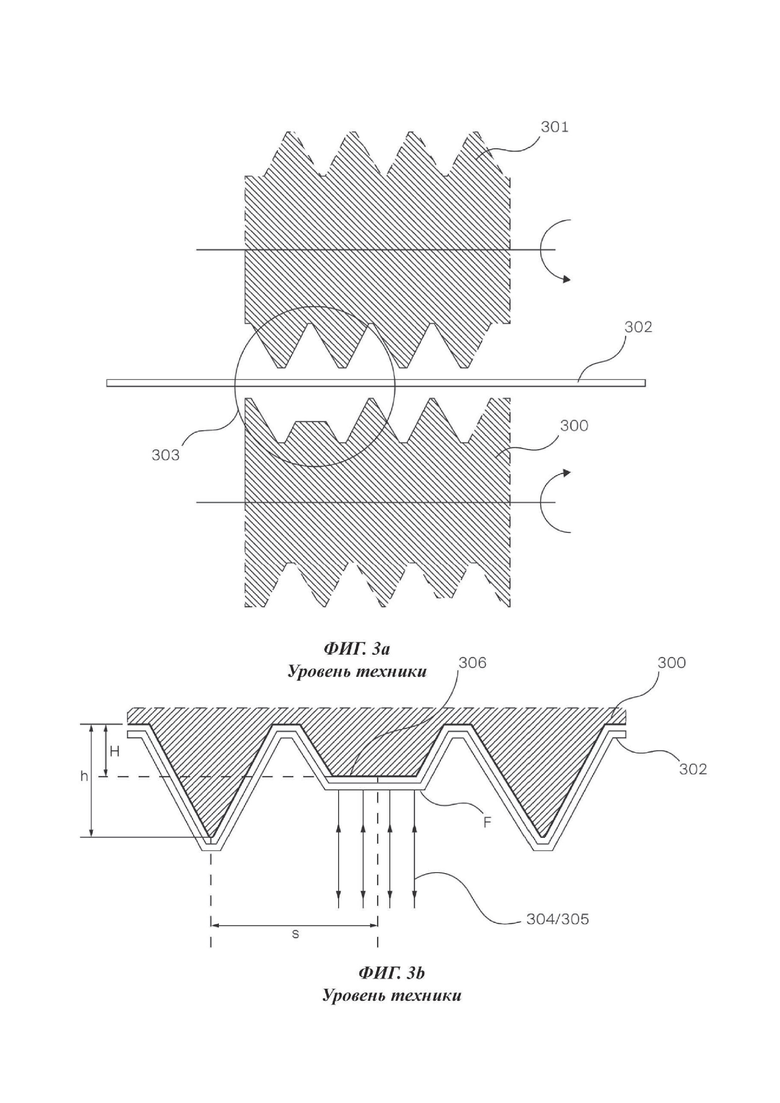
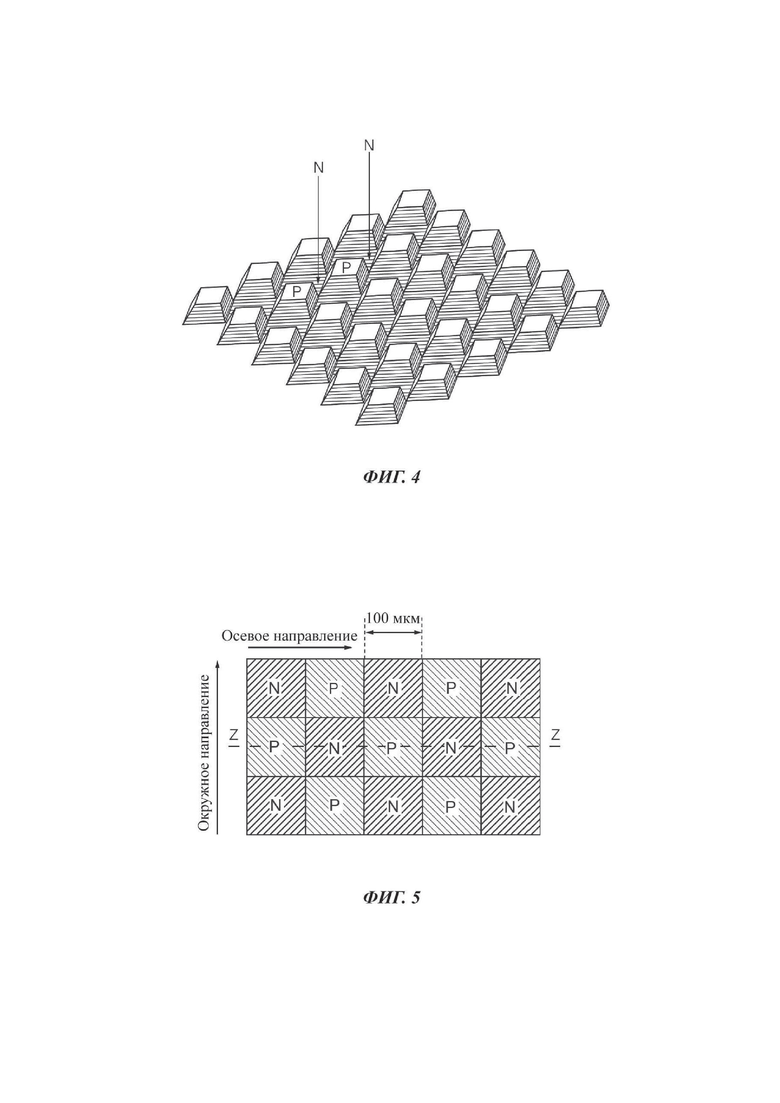
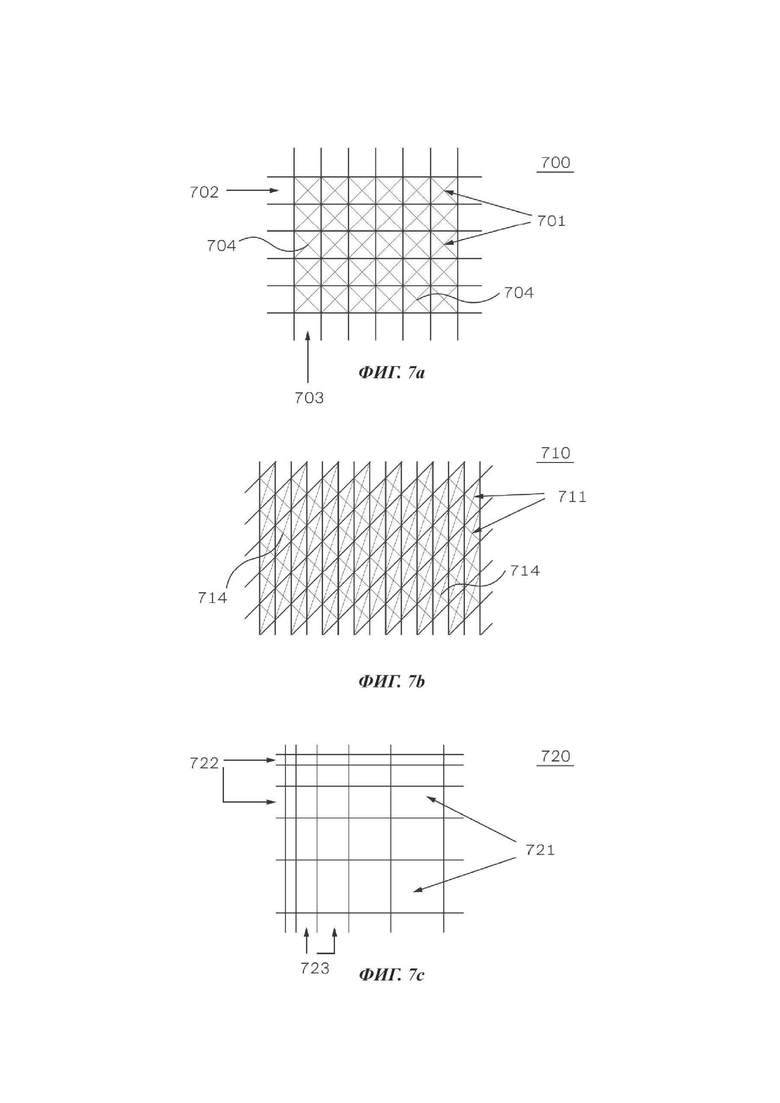
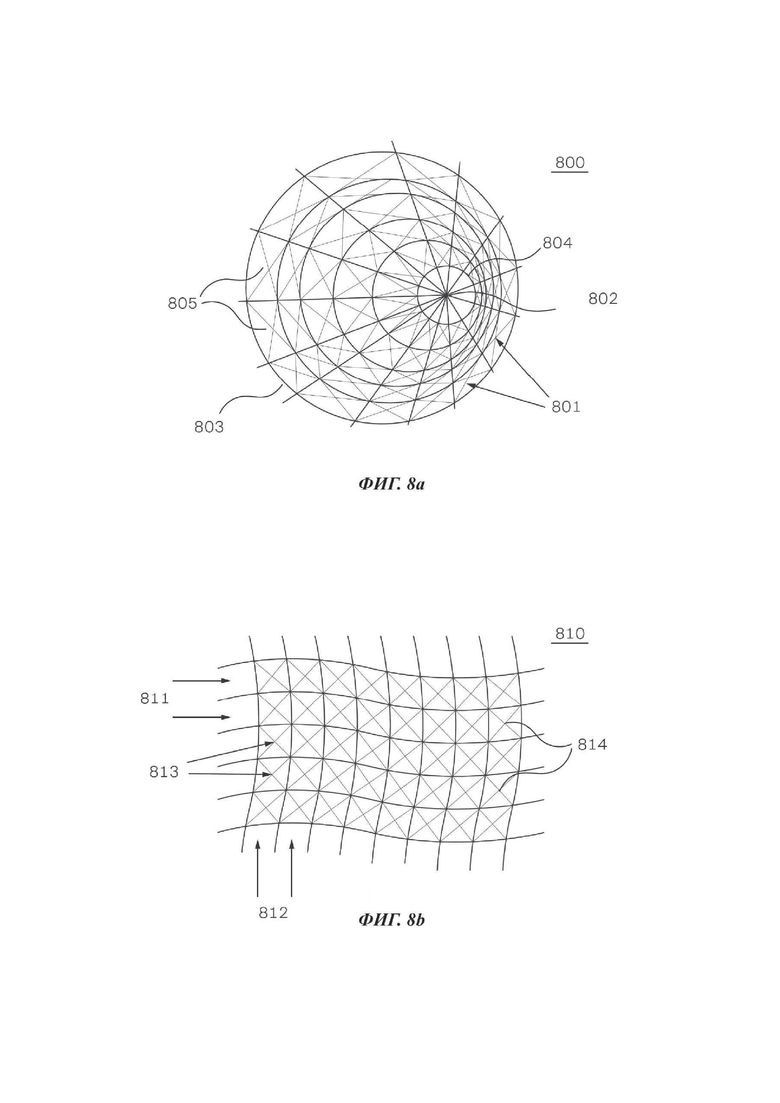
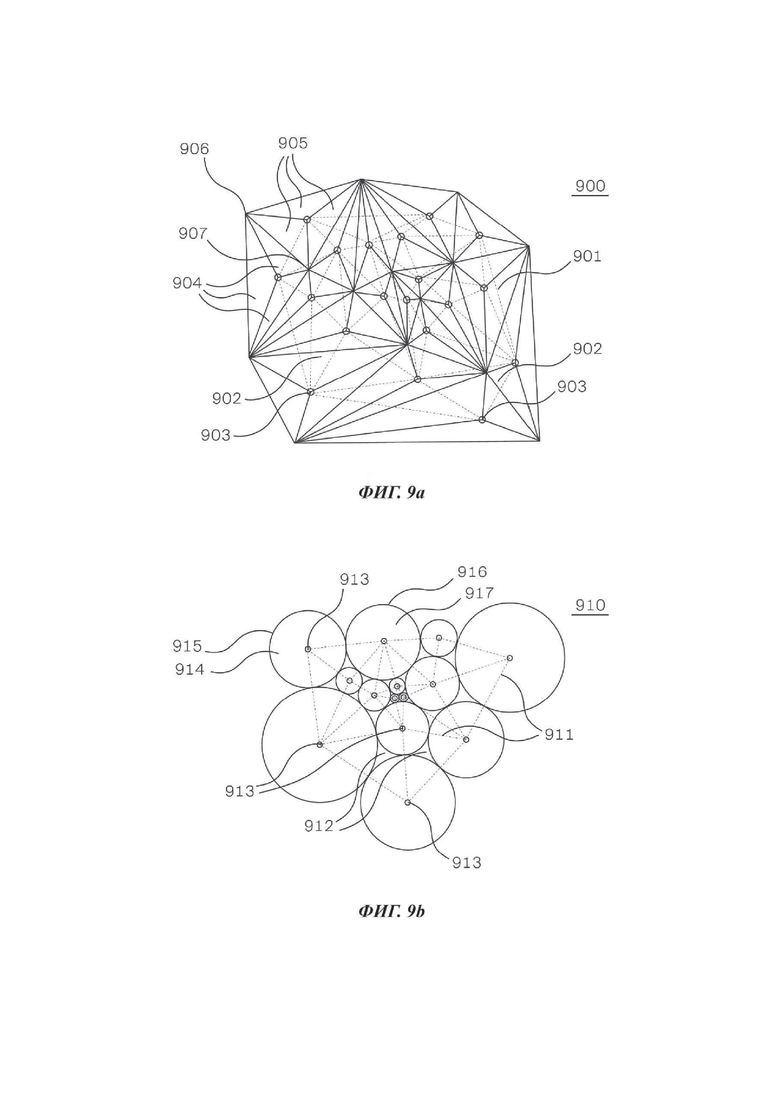
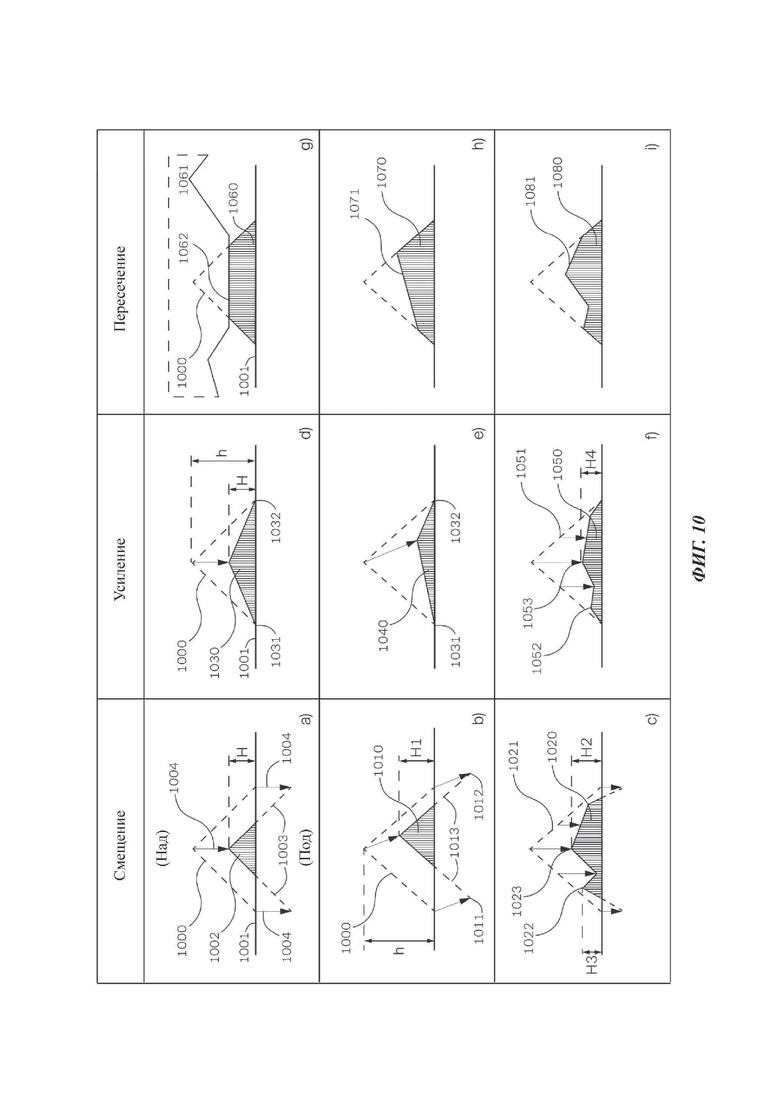
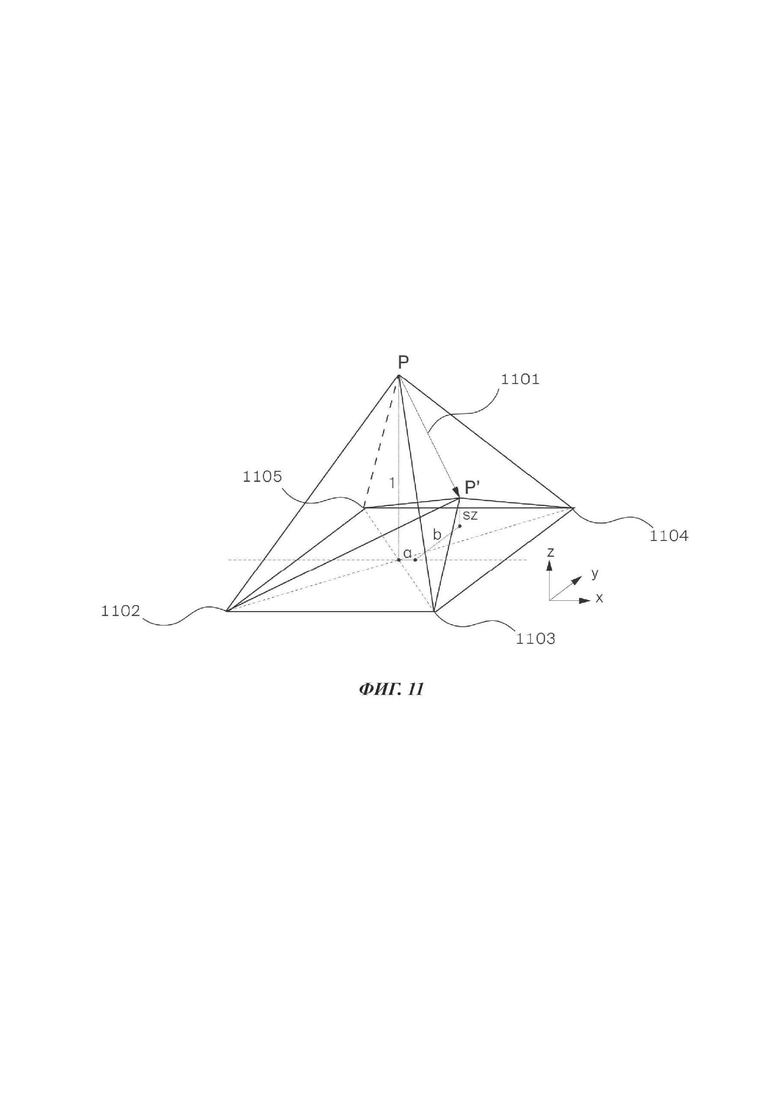
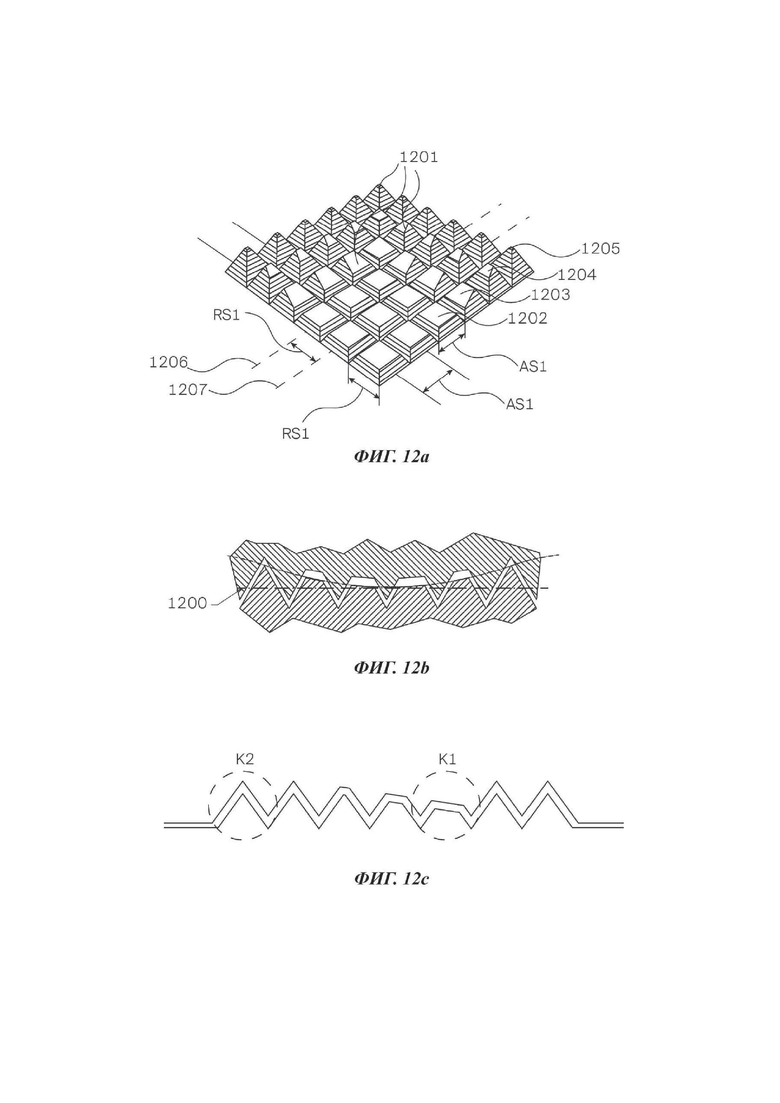
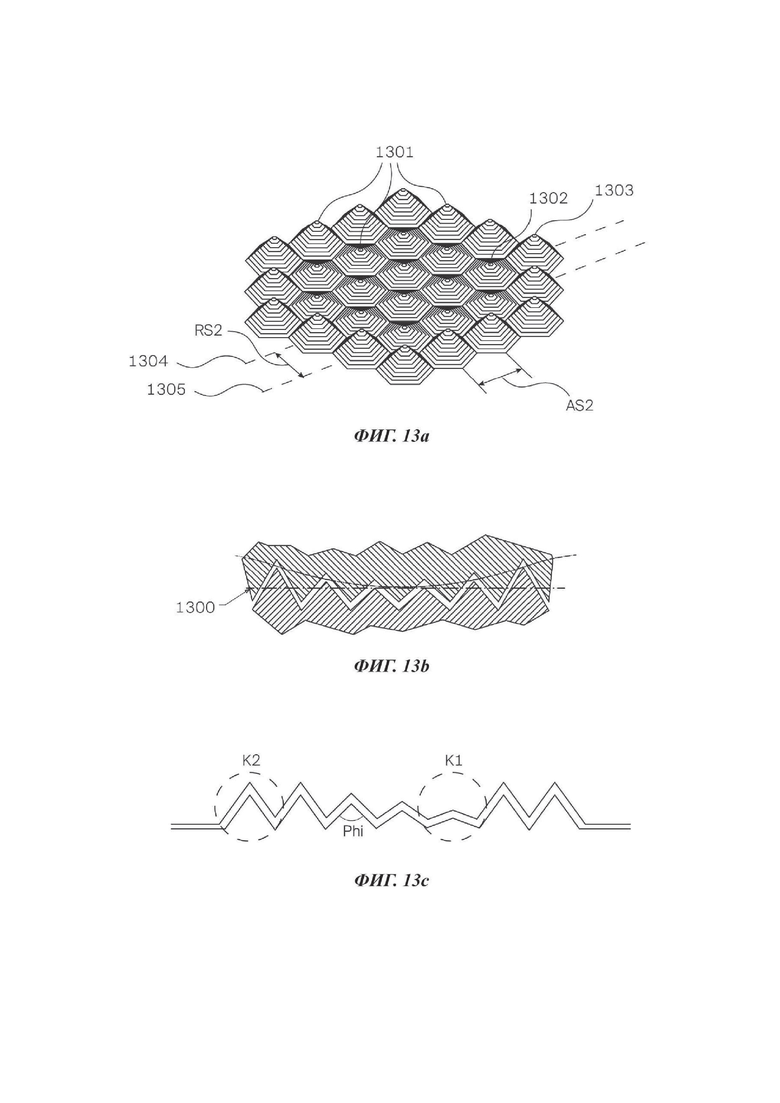
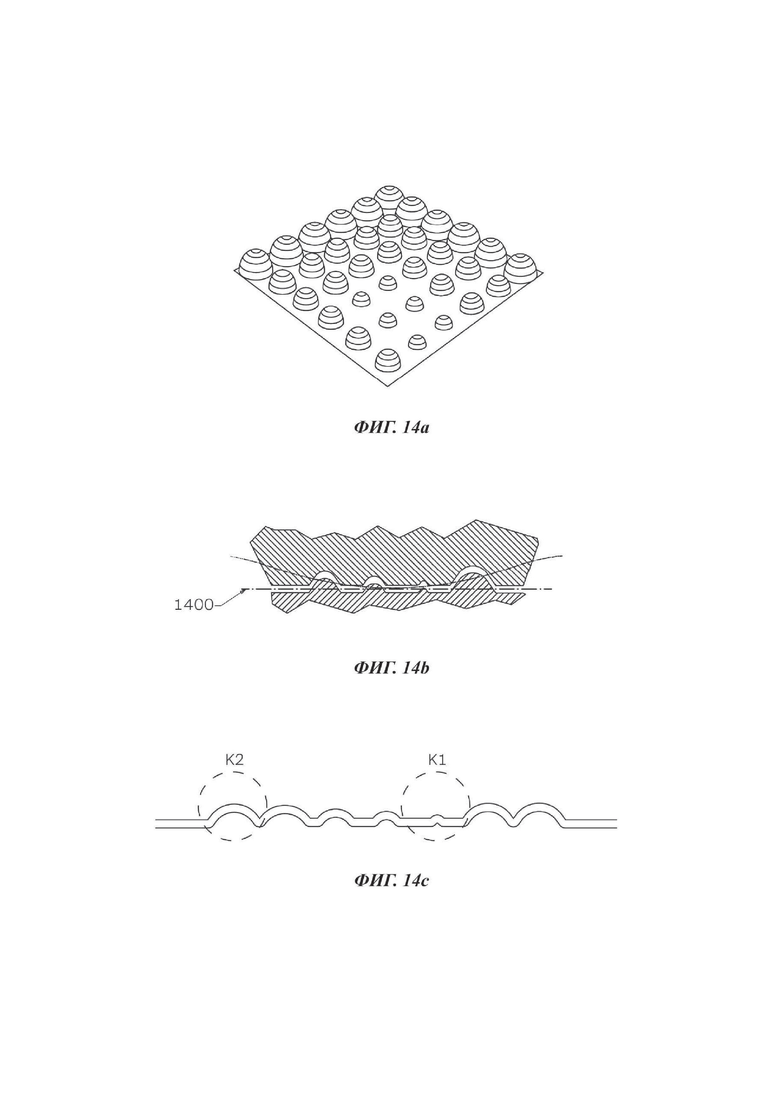
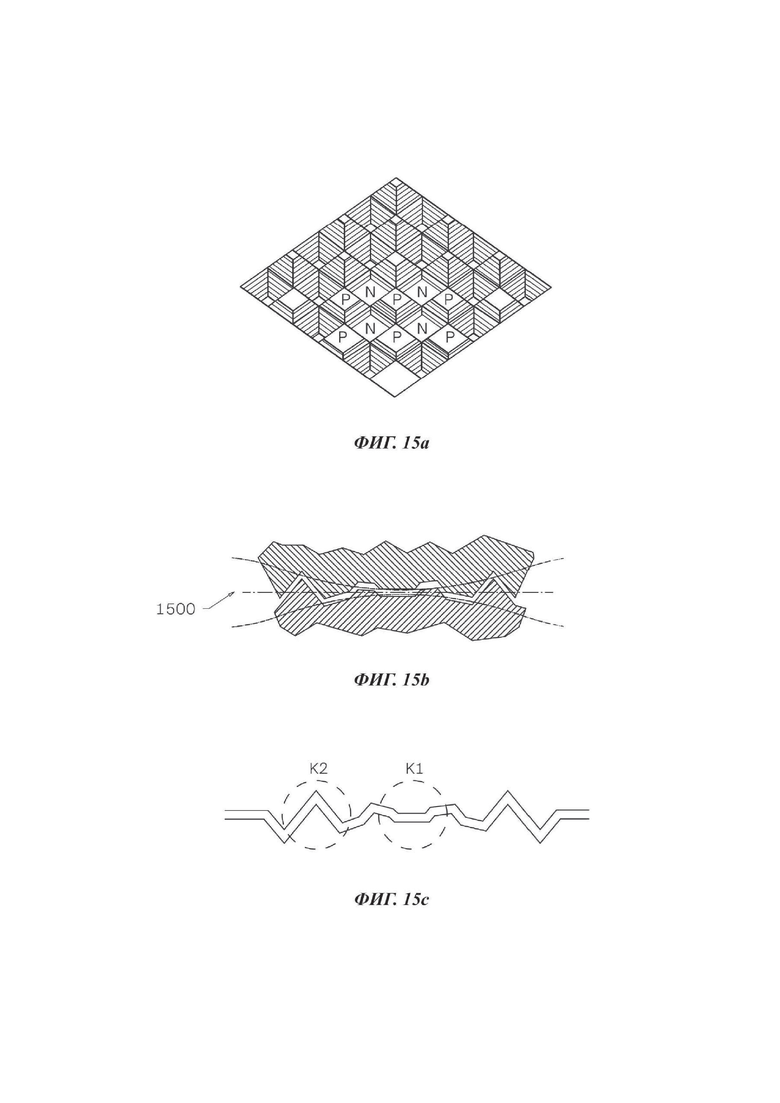
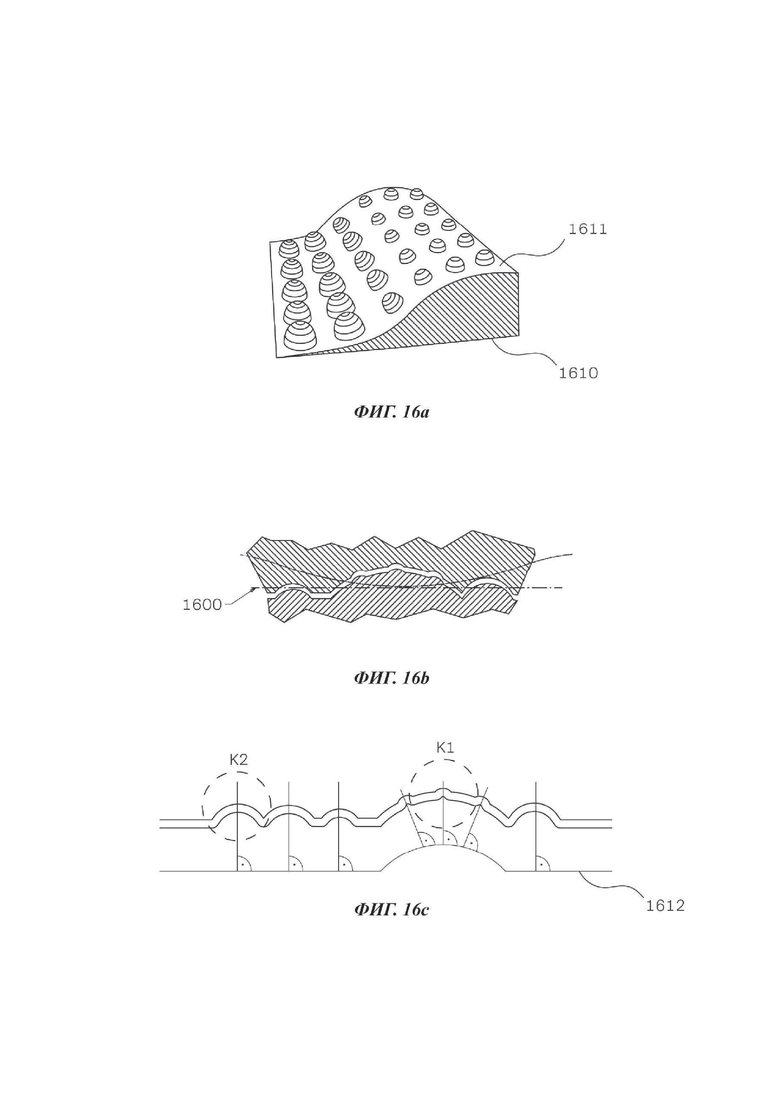
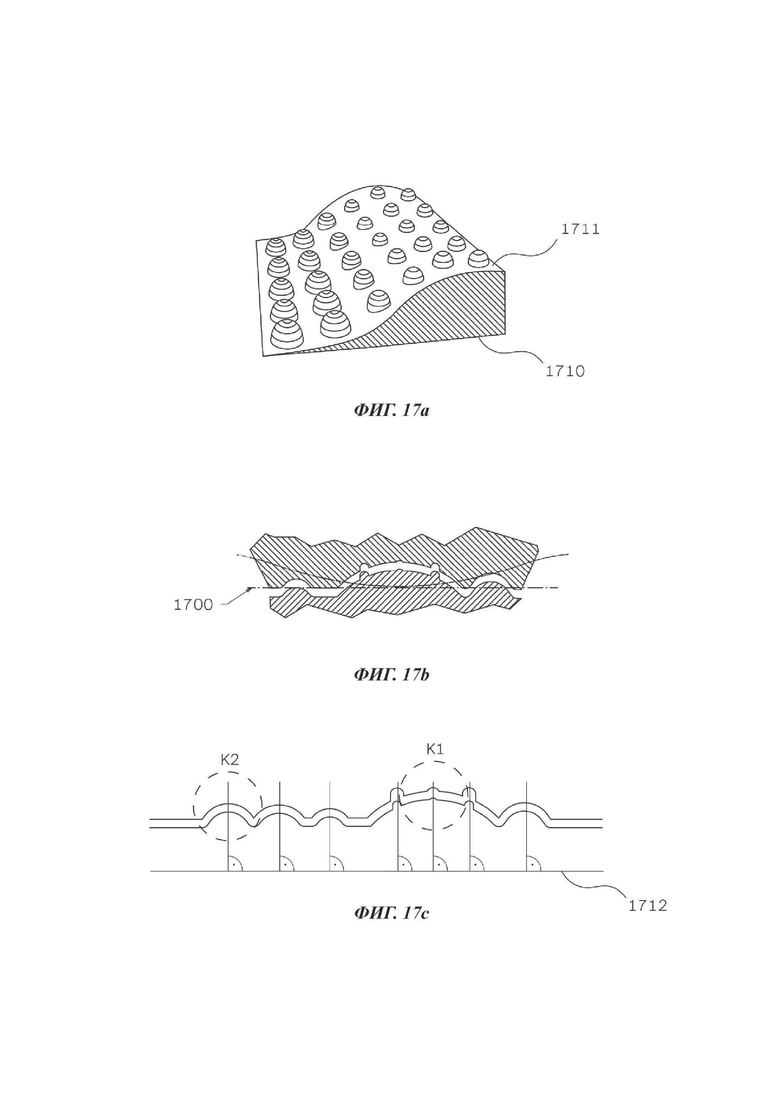
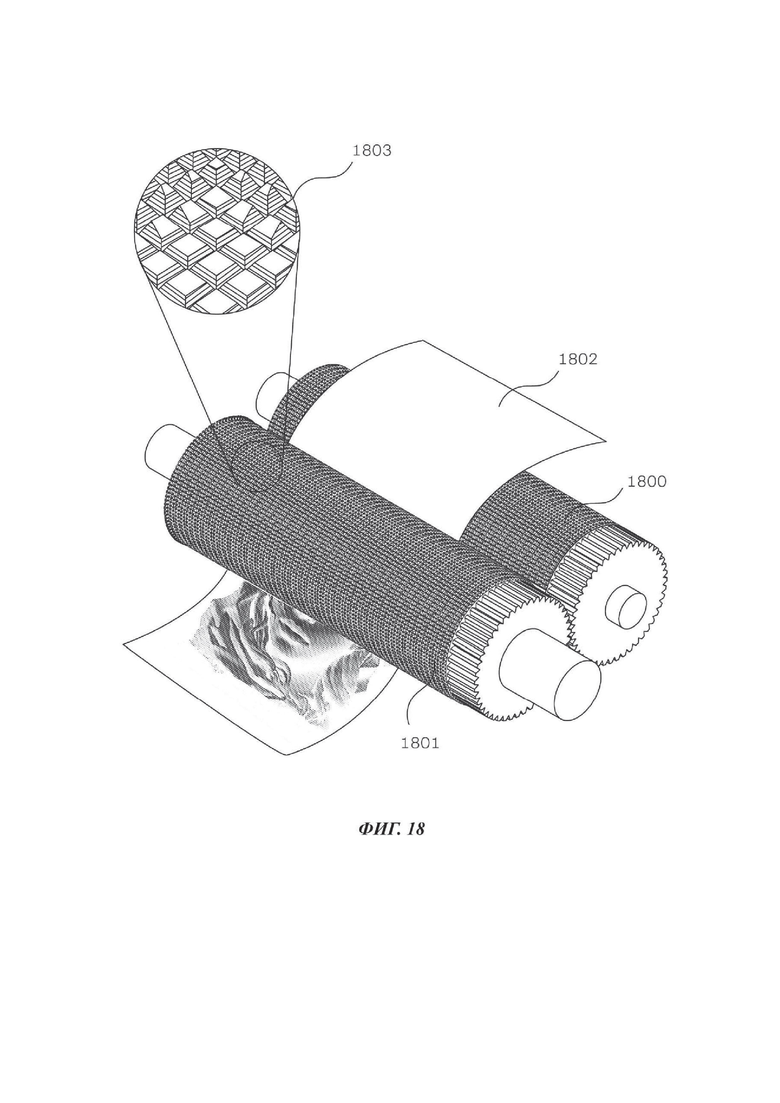
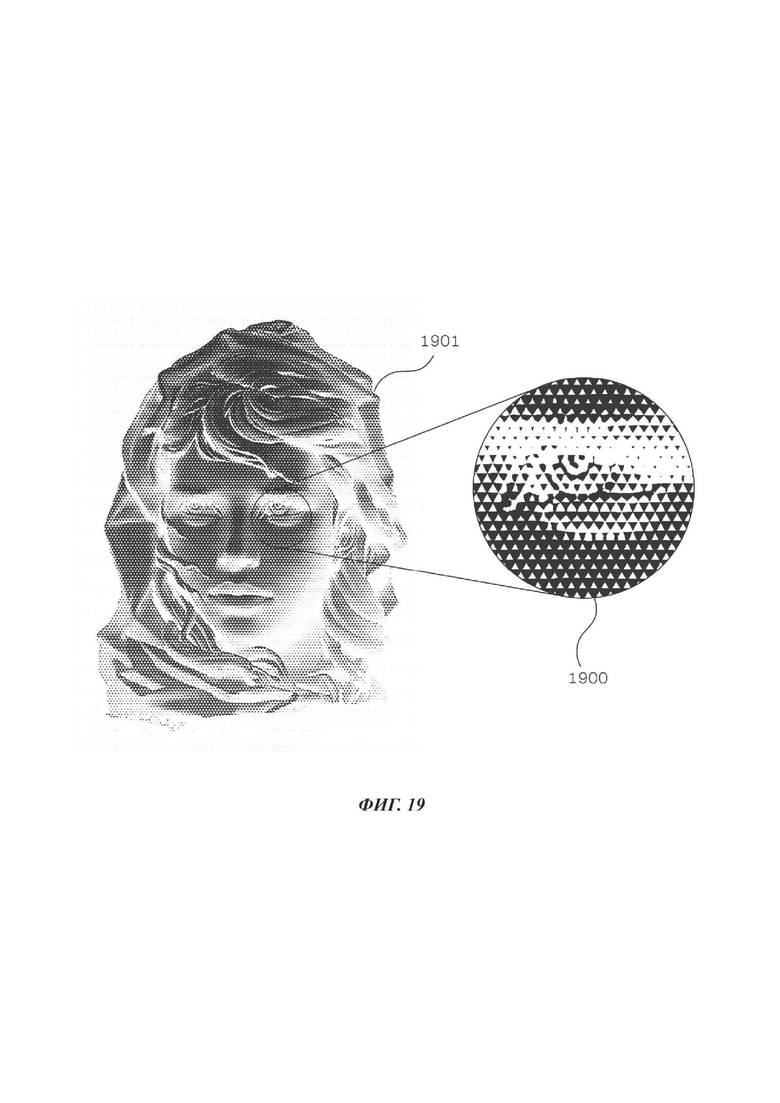
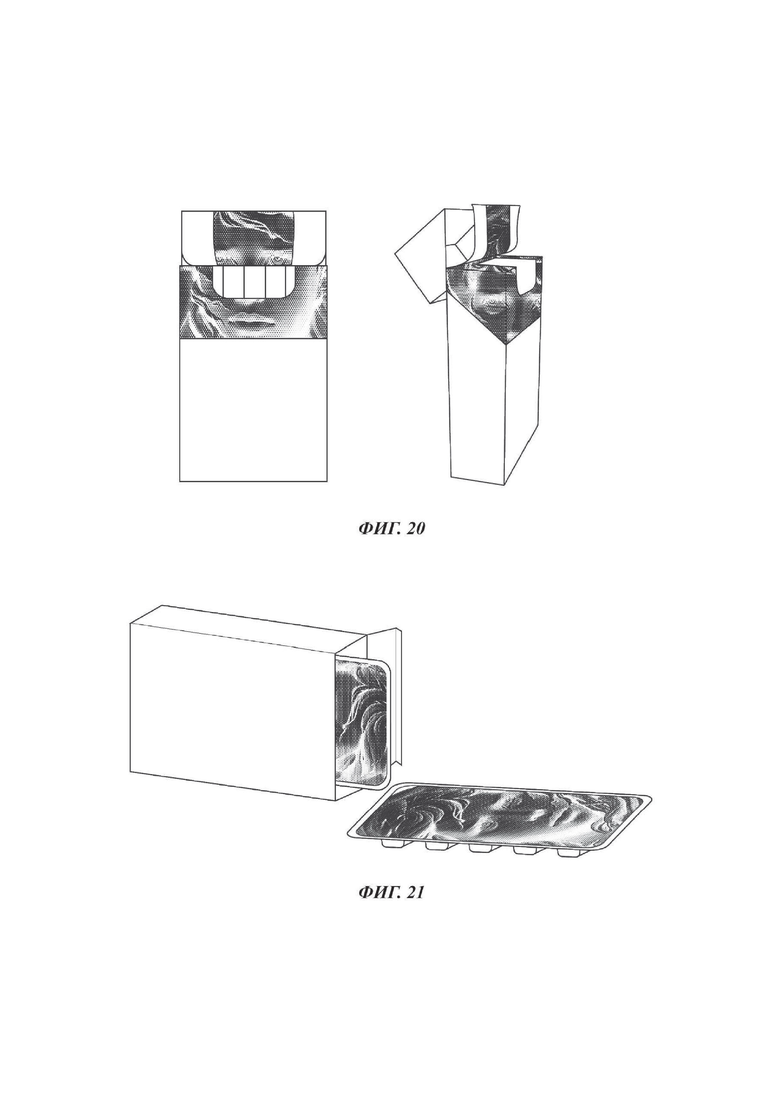
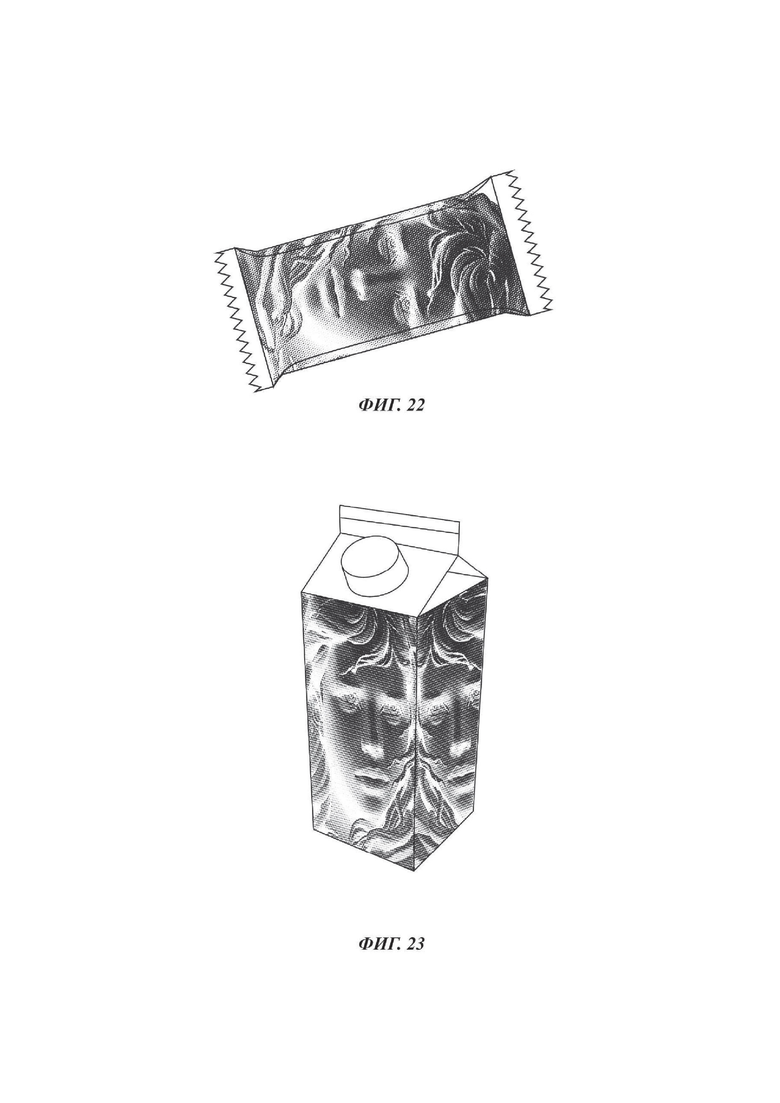
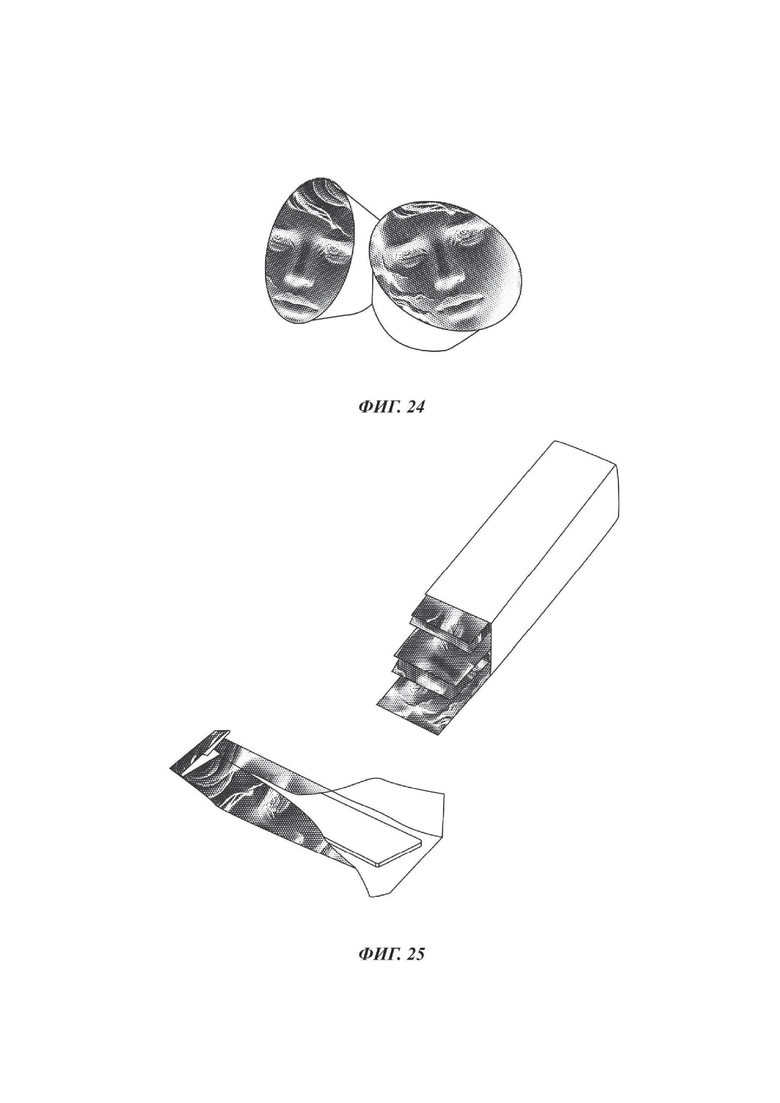
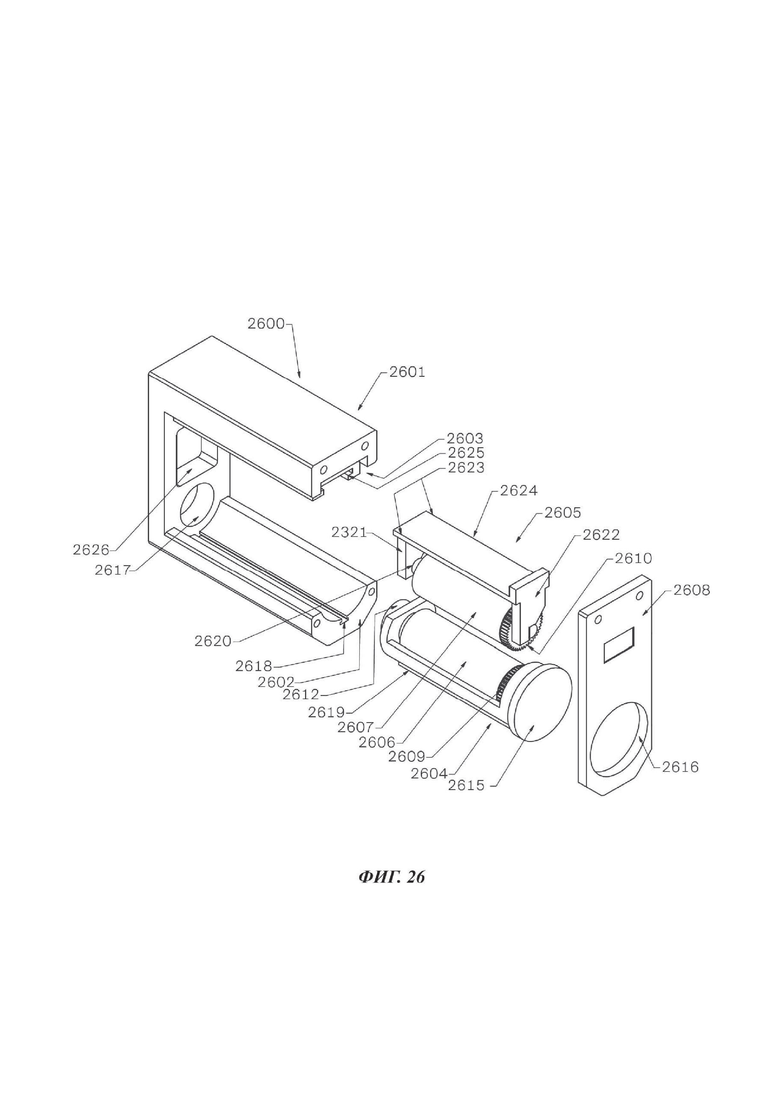
Изобретение относится к области тиснения фольговых материалов посредством взаимодействующих валков, которые содержат структурированные поверхности. Предложены способ и устройство для тиснения индивидуально отражающих свет областей на фольговом материале, данные способ и устройство включают в себя подачу фольгового материала в зону контакта между парой валков, при этом пара валков содержит первый валок и второй валок, обеспечение на соответствующих поверхностях каждого из первого валка и второго валка, по меньшей мере в заданном периметре, соответственно, множества положительных выступов полиэдрической формы и множества отрицательных выступов, комплементарных положительным выступам, причем множество положительных выступов расположено в соответствии с двумерной решеткой. Множество положительных выступов полиэдрической формы беспрепятственно и без зазоров смыкаются с соответствующими отрицательными выступами при целевом тиснении фольгового материала, обеспечивая возможность получения на фольге полиэдрической формы, вытисненной с равномерным смыканием. В целях обеспечения на фольговом материале множества светоотражающих областей, предназначенных для отражения света согласно таблице значений коэффициентов отражения для двумерной решетки, в соответствии с ориентацией и формой каждой из множества светоотражающих областей и обеспечения пользователю возможности зрительного восприятия отраженного заданным образом света с заданным широким углом наблюдения, покрываемым светом, отраженным от какой-либо из светоотражающих областей, способ содержит этап, на котором в двумерной решетке для каждой из множества обеспечиваемых светоотражающих областей корректируют ориентацию и форму соответствующего положительного выступа, предназначенного для тиснения светоотражающей области. 2 н. и 32 з.п. ф-лы, 26 ил.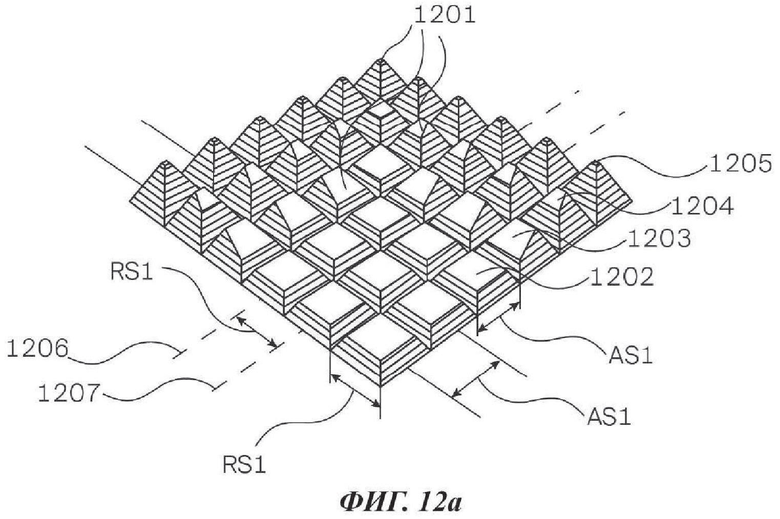
1. Способ тиснения индивидуально отражающих свет областей на фольговом материале, включающий в себя следующее: подают фольговый материал в зону контакта между парой валков, при этом пара валков содержит первый валок и второй валок, обеспечивают на соответствующих поверхностях каждого из первого валка и второго валка, по меньшей мере в заданном периметре, соответственно, множество положительных выступов полиэдрической формы и множество отрицательных выступов, комплементарных положительным выступам, при этом заданный периметр содержит по меньшей мере один положительный выступ, причем множество положительных выступов расположено в соответствии с двумерной решеткой, при этом каждый выступ из множества положительных выступов проходит на индивидуальную высоту от стороны основания положительного выступа на поверхности первого валка к верхней стороне положительного выступа в направлении от оси вращения первого валка, а каждый отрицательный выступ проходит от поверхности второго валка к нижней стороне отрицательного выступа в направлении к оси вращения второго валка, отличающийся тем, что множество положительных выступов полиэдрической формы выполнены с возможностью беспрепятственно и без зазоров смыкаться с соответствующими отрицательными выступами при целевом тиснении фольгового материала, обеспечивая возможность получения на фольге полиэдрической формы, вытисненной с равномерным смыканием, причем в целях
обеспечения на фольговом материале множества светоотражающих областей, предназначенных для отражения света согласно таблице значений коэффициентов отражения для двумерной решетки, в соответствии с ориентацией и формой каждой из множества светоотражающих областей и
обеспечения пользователю возможности зрительного восприятия, отраженного заданным образом света с заданным широким углом наблюдения, покрываемым светом, отраженным от какой-либо из светоотражающих областей,
способ содержит этап, на котором в двумерной решетке для каждой из множества обеспечиваемых светоотражающих областей корректируют ориентацию и форму соответствующего положительного выступа, предназначенного для тиснения светоотражающей области.
2. Способ по п. 1, в котором этап корректировки включает в себя по меньшей мере следующее: проектируют каждый из множества положительных выступов двумерной решетки исходя из заданной базовой формы, которая имеет поверхность основания, ограниченную периметром основания, предназначенным для размещения на поверхности первого валка, и трехмерную форму, описываемую функцией контура трехмерной формы, путем применения какой-либо операции из следующего перечня:
- получают спроектированный положительный выступ, оставляя заданную базовую форму без изменений;
- отсекают вершину заданной базовой формы по индивидуальной области пересечения заданной базовой формы с индивидуальной формой для получения индивидуальной формы верхней стороны заданной базовой формы, используемой для тиснения светоотражающей области, которая должна иметь отражающую способность в соответствии с таблицей значений коэффициентов отражения для двумерной решетки, при этом остальная часть заданной базовой формы представляет собой спроектированный положительный выступ, размещаемый на поверхности первого валка.
3. Способ по п. 1, в котором этап корректировки включает в себя по меньшей мере следующее: проектируют каждый из множества положительных выступов двумерной решетки исходя из заданной базовой формы, которая имеет поверхность основания, ограниченную периметром основания, предназначенным для размещения на поверхности первого валка, и трехмерную форму, описываемую функцией контура трехмерной формы, путем применения какой-либо операции из следующего перечня:
- получают спроектированный положительный выступ, оставляя заданную базовую форму без изменений;
- применяют к заданной базовой форме функцию трехмерного индивидуального коэффициента усиления для получения спроектированного положительного выступа, используемого для тиснения светоотражающей области, которая должна иметь отражающую способность согласно таблице значений коэффициентов отражения для двумерной решетки, причем функция трехмерного индивидуального коэффициента усиления выполнена с возможностью ее применения к функции контура трехмерной формы таким образом, чтобы спроектированный положительный выступ имел такой же периметр основания, что и заданная базовая форма, при этом у спроектированного положительного выступа отсутствует часть, выходящая за пределы периметра основания, а также отсутствует наложение какой-либо точки контура спроектированного положительного выступа на другую точку контура, что сохраняет поверхность основания заданной базовой формы, предназначенную для размещения на поверхности первого валка, и приводит к общей деформации заданной базовой формы пропорционально индивидуальному коэффициенту усиления.
4. Способ по п. 1, в котором этап корректировки включает в себя по меньшей мере следующее: проектируют каждый из множества положительных выступов двумерной решетки исходя из заданной базовой формы, которая имеет поверхность основания, ограниченную периметром основания, предназначенным для размещения на поверхности первого валка, и трехмерную форму, описываемую функцией контура трехмерной формы, путем применения какой-либо операции из следующего перечня:
- получают спроектированный положительный выступ, оставляя заданную базовую форму без изменений;
- применяют к заданной базовой форме функцию индивидуального трехмерного смещения для получения спроектированного положительного выступа, используемого для тиснения светоотражающей области, которая должна иметь отражательную способность согласно таблице значений коэффициентов отражения для двумерной решетки, причем функция индивидуального трехмерного смещения выполнена с возможностью ее применения к функции контура трехмерной формы, так что каждое значение функции контура трехмерной формы является потенциально изменяемым от соответствующей индивидуальной высоты до соответствующей измененной высоты, что приводит к общей деформации заданной базовой формы в зависимости от трехмерного индивидуального смещения.
5. Способ по любому из предшествующих пунктов, в котором двумерная решетка содержит мозаику из поверхностей решетки, причем каждая поверхность решетки имеет периметр поверхности решетки с множеством угловых точек, причем в соответствующих угловых точках расположены отдельные выступы из множества положительных выступов, при этом каждая угловая точка содержит не более одного положительного выступа.
6. Способ по любому из пп. 1-4, в котором двумерная решетка содержит мозаику из поверхностей решетки, причем каждая поверхность решетки имеет периметр поверхности решетки с множеством угловых точек, причем на соответствующих индивидуальных поверхностях решетки расположены отдельные выступы из множества положительных выступов, при этом каждая индивидуальная поверхность решетки содержит не более одного положительного выступа.
7. Способ по любому из предшествующих пунктов, в котором двумерная решетка является неструктурированной решеткой.
8. Способ по любому из пп. 1-6, в котором двумерная решетка является регулярной решеткой.
9. Способ по п. 8, в котором двумерная решетка является одной из перечня, содержащего декартову решетку, прямолинейную решетку, криволинейную решетку.
10. Способ по п. 8 или 9, в котором двумерная решетка содержит множество рядов и столбцов, при этом мозаика из поверхностей решетки организована в виде множества рядов и столбцов, при этом дополнительно отдельные выступы из множества положительных выступов расположены на соответствующих индивидуальных поверхностях решетки в рядах, положительные выступы разнесены между собой в соответствии со значением первой функции шага, которая описывает расстояние между поверхностями решетки в направлении ряда, при этом соседние ряды положительных выступов разделены согласно значению второй функции шага, которая описывает расстояние между поверхностями решетки в направлении столбца.
11. Способ по п. 10, в котором на первом валке в каждом ряду из положительных выступов между двумя последовательными положительными выступами предусмотрен второй отрицательный выступ, так что множество вторых отрицательных выступов будет располагаться в одном ряду с положительными выступами, при этом вторые отрицательные выступы в ряду равномерно разнесены друг с другом в соответствии со значением первой функции шага, при этом соседние ряды вторых отрицательных выступов разделены согласно значению второй функции шага, при этом каждый из вторых отрицательных выступов проходит от поверхности первого валка до нижней стороны второго отрицательного выступа по направлению к оси вращения первого валка, причем способ дополнительно содержит обеспечение, от одного ряда к соседнему ряду, вблизи положительного выступа из одного ряда смежно на одной линии еще одного второго отрицательного выступа, отстоящего от положительного выступа в направлении столбца, при этом два последовательных вторых отрицательных выступа в одном столбце разделены согласно значению указанной второй функции, при этом способ дополнительно включает в себя обеспечение на втором валке множества вторых положительных выступов, комплементарных вторым отрицательным выступам, при этом множество вторых отрицательных выступов выполнено с возможностью беспрепятственно и без зазоров смыкаться с соответствующими вторыми положительными выступами при целевом тиснении фольгового материала.
12. Способ по любому из пп. 1-11, дополнительно включающий в себя следующее:
обеспечивают на первом валке по меньшей мере на поверхности в заданном периметре рельефную топографию, содержащую по меньшей мере одно из подъема или понижения поверхности, обеспечивают на втором валке рельефную топографию, комплементарную указанной рельефной топографии, при этом двумерная решетка построена на рельефной топографии.
13. Способ по любому из пп. 1-12, в котором этап обеспечения соответствующих поверхностей каждого из первого валка и второго валка соответствующими положительными и отрицательными выступами применяют к поверхностям из множества поверхностей с заданными периметрами, при этом двумерная решетка различна для каждой из по меньшей мере двух поверхностей с отличающимися заданными периметрами, причем каждая из двумерных решеток связана со своей собственной таблицей значений коэффициентов отражения.
14. Способ по любому из пп. 1-13, в котором индивидуальная высота (h) меньше или равна 500 мкм.
15 Способ по любому из пп. 1-14, в котором фольговый материал представляет собой любой материал из перечня, включающего в себя упаковочный материал и пленки, такие как металлическая фольга, металлизированная бумага, полимерная пленка, слоистый материал и т.п.
16. Способ по любому из пп. 1-15, в котором фольговый материал предназначен для любого применения из перечня, включающего в себя герметичную упаковку с декорированием, например, для курительных изделий, блистерную упаковку с декорированием на покрывающей фольге, например, для курительных изделий или лекарств, мягкую обертку для кондитерских изделий, упаковку Tetra Brik (зарегистрированная торговая марка) с декорированием, декорирование покрывающей фольги для капсул с напитком, декоративную обертку жевательной резинки.
17. Способ по любому из пп. 1-16, дополнительно содержащий приведение в действие пары валков в быстросменном устройстве, причем быстросменное устройство включает в себя корпус с первым и вторым установочным элементом для приема, соответственно, первого валкодержателя и второго валкодержателя, причем первый валкодержатель выполнен с возможностью крепления первого или второго валка, который приводится в движение посредством привода, а второй валкодержатель выполнен с возможностью крепления, соответственно, второго или первого валка, при этом быстросменное устройство дополнительно выполнено с возможностью вдвигания первого валкодержателя в первый установочный элемент и второго валкодержателя во второй установочный элемент.
18. Тиснильное устройство, выполненное с возможностью тиснения индивидуально отражающих свет областей на фольговом материале, содержащее пару валков, выполненных с возможностью создания зоны контакта между валками для приема фольгового материала, при этом пара валков содержит первый валок и второй валок, при этом каждый из первого валка и второго валка содержит на своих соответствующих поверхностях, по меньшей мере в заданном периметре, соответствующее множество положительных полиэдрических выступов и множество отрицательных выступов, комплементарных положительным выступам, при этом заданный периметр содержит по меньшей мере один положительный выступ, причем множество положительных выступов расположено в соответствии с двумерной решеткой, при этом каждый из множества положительных выступов проходит на индивидуальную высоту от стороны основания положительного выступа на поверхности первого валка к верхней стороне положительного выступа в направлении от оси вращения первого валка, а каждый отрицательный выступ проходит от поверхности второго валка к нижней стороне отрицательного выступа в направлении к оси вращения второго валка, отличающееся тем, что множество положительных полиэдрических выступов имеют форму с возможностью беспрепятственно и без зазоров смыкаться с соответствующими отрицательными выступами при целевом тиснении фольгового материала, что обеспечивает возможность получения на фольге полиэдрической формы, вытисненной с равномерным смыканием,
и в целях
обеспечения на фольговом материале множества светоотражающих областей, предназначенных для отражения света согласно таблице значений коэффициентов отражения для двумерной решетки, в соответствии с ориентацией и формой каждой из множества светоотражающих областей и
обеспечения пользователю возможности зрительного восприятия отраженного заданным образом света с заданным широким углом наблюдения, покрываемым отраженным светом от какой-либо из светоотражающих областей,
устройство дополнительно содержит для каждой из множества обеспечиваемых светоотражающих областей соответствующий положительный выступ, откорректированный по ориентации и форме, в двумерной решетке, который предназначен для тиснения светоотражающей области.
19. Устройство по п. 18, в котором каждый из множества положительных выступов двумерной решетки описывается исходя из заданной базовой формы, которая имеет поверхность основания, ограниченную периметром основания, предназначенным для размещения на поверхности первого валка, и трехмерную форму, описываемую функцией контура трехмерной формы, путем применения какой-либо операции из следующего перечня:
- получение спроектированного положительного выступа с неизмененной заданной базовой формой;
- отсечение вершины заданной базовой формы по индивидуальной области пересечения заданной базовой формы с индивидуальной формой для получения индивидуальной формы верхней стороны заданной базовой формы, используемой для тиснения светоотражающей области, которая должна иметь отражающую способность в соответствии с таблицей значений коэффициентов отражения для двумерной решетки, при этом остальная часть заданной базовой формы представляет собой спроектированный положительный выступ, размещаемый на поверхности первого валка.
20. Устройство по п. 18, в котором каждый из множества положительных выступов двумерной решетки описывается исходя из заданной базовой формы, которая имеет поверхность основания, ограниченную периметром основания, предназначенным для размещения на поверхности первого валка, и трехмерную форму, описываемую функцией контура трехмерной формы, путем применения какой-либо операции из следующего перечня:
- получение спроектированного положительного выступа с неизмененной заданной базовой формой;
- применение к заданной базовой форме функции трехмерного индивидуального коэффициента усиления для получения спроектированного положительного выступа, используемого для тиснения светоотражающей области, которая должна иметь отражающую способность согласно таблице значений коэффициентов отражения для двумерной решетки, причем функция трехмерного индивидуального коэффициента усиления выполнена с возможностью ее применения к функции контура трехмерной формы таким образом, чтобы спроектированный положительный выступ имел такой же периметр основания, что и заданная базовая форма, при этом у спроектированного положительного выступа отсутствует часть, выходящая за пределы периметра основания, а также отсутствует наложение какой-либо точки контура спроектированного положительного выступа на другую точку контура, что сохраняет поверхность основания заданной базовой формы, предназначенную для размещения на поверхности первого валка, и приводит к общей деформации заданной базовой формы пропорционально индивидуальному коэффициенту усиления.
21. Устройство по п. 18, в котором каждый из множества положительных выступов двумерной решетки описывается исходя из заданной базовой формы, которая имеет поверхность основания, ограниченную периметром основания, предназначенным для размещения на поверхности первого валка, и трехмерную форму, описываемую функцией контура трехмерной формы, путем применения какой-либо операции из следующего перечня:
- получение спроектированного положительного выступа с неизмененной заданной базовой формой;
- применение к заданной базовой форме функции индивидуального трехмерного смещения для получения спроектированного положительного выступа, используемого для тиснения светоотражающей области, которая должна иметь отражательную способность согласно таблице значений коэффициентов отражения для двумерной решетки, причем функция индивидуального трехмерного смещения выполнена с возможностью ее применения к функции контура трехмерной формы, так что каждое значение функции контура трехмерной формы является потенциально изменяемым от соответствующей индивидуальной высоты до соответствующей измененной высоты, что приводит к общей деформации заданной базовой формы в зависимости от трехмерного индивидуального смещения.
22. Устройство по любому из пп. 18-21, в котором двумерная решетка содержит мозаику из поверхностей решетки, при этом каждая поверхность решетки имеет периметр поверхности решетки с множеством угловых точек, причем в соответствующих угловых точках расположены отдельные выступы из множества положительных выступов, при этом каждая угловая точка содержит не более одного положительного выступа.
23. Устройство по любому из пп. 18-21, в котором двумерная решетка содержит мозаику из поверхностей решетки, при этом каждая поверхность решетки имеет периметр поверхности решетки с множеством угловых точек, причем на соответствующих индивидуальных поверхностях решетки расположены отдельные выступы из множества положительных выступов, при этом каждая индивидуальная поверхность решетки содержит не более одного положительного выступа.
24. Устройство по любому из пп. 18-23, в котором двумерная решетка является неструктурированной решеткой.
25. Устройство по любому из пп. 18-23, в котором двумерная решетка является регулярной решеткой.
26. Устройство по п. 25, в котором двумерная решетка является одной из перечня, содержащего декартову решетку, прямолинейную решетку, криволинейную решетку.
27. Устройство по п. 25 или 26, в котором двумерная решетка содержит множество рядов и столбцов, при этом мозаика из поверхностей решетки организована в виде множества рядов и столбцов, при этом дополнительно отдельные выступы из множества положительных выступов расположены на соответствующих индивидуальных поверхностях решетки в рядах, положительные выступы разнесены между собой в соответствии со значением первой функции шага, которая описывает расстояние между поверхностями решетки в направлении ряда, при этом соседние ряды положительных выступов разделены согласно значению второй функции шага, которая описывает расстояние между поверхностями решетки в направлении столбца.
28. Устройство по п. 27, в котором на первом валке в каждом ряду из положительных выступов между двумя последовательными положительными выступами предусмотрен второй отрицательный выступ, так что множество вторых отрицательных выступов будет расположено в одном ряду с положительными выступами, при этом вторые отрицательные выступы в ряду равномерно разнесены друг с другом в соответствии со значением первой функции шага, при этом соседние ряды вторых отрицательных выступов разделены согласно значению второй функции шага, причем каждый из вторых отрицательных выступов проходит от поверхности первого валка до нижней стороны второго отрицательного выступа по направлению к оси вращения первого валка, причем дополнительно предусмотрен, от одного ряда к соседнему ряду, вблизи положительного выступа из одного ряда смежно на одной линии еще один второй отрицательный выступ, отстоящий от положительного выступа в направлении столбца, при этом два последовательных вторых отрицательных выступа в одном столбце разделены согласно значению второй функции, устройство дополнительно содержит на втором валке множество вторых положительных выступов, комплементарных вторым отрицательным выступам, при этом множество вторых отрицательных выступов выполнены с возможностью беспрепятственно и без зазоров смыкаться с соответствующими вторыми положительными выступами при целевом тиснении фольгового материала.
29. Устройство по любому из пп. 18-28, дополнительно содержащее на первом валке по меньшей мере на поверхности в заданном периметре рельефную топографию, содержащую по меньшей мере одно из подъема или понижения поверхности, рельефную топографию на втором валке, комплементарную указанной рельефной топографии, причем двумерная решетка построена на рельефной топографии.
30. Устройство по любому из пп. 18-29, в котором на соответствующих поверхностях каждого из первого валка и второго валка имеются соответственно положительные и отрицательные выступы в пределах поверхностей из множества поверхностей с заданными периметрами, при этом двумерная решетка различна для каждой из по меньшей мере двух поверхностей с отличающимися заданными периметрами, причем каждая из двумерных решеток связана со своей собственной таблицей значений коэффициентов отражения.
31. Устройство по любому из пп. 18-30, в котором индивидуальная высота (h) меньше или равна 500 мкм.
32. Устройство по любому из пп. 18-31, в котором фольговый материал представляет собой любой материал из перечня, включающего в себя упаковочный материал и пленку, такие как металлическая фольга, металлизированная бумага, полимерная пленка, слоистый материал и тому подобное.
33. Устройство по любому из пп. 18-32, в котором фольговый материал предназначен для любого применения из перечня, включающего в себя герметичную упаковку с декорированием, например, для курительных изделий, блистерную упаковку с декорированием на покрывающей фольге, например, для курительных изделий или лекарств, мягкую обертку для кондитерских изделий, упаковку Tetra Brik (зарегистрированная торговая марка) с декорированием, декорирование покрывающей фольги для капсул с напитком, декоративную обертку жевательной резинки.
34. Устройство по любому из пп. 18-33, дополнительно содержащее быстросменное устройство, выполненное с возможностью приведения в действие пары валков, причем быстросменное устройство включает в себя корпус с первым и вторым установочным элементом для приема, соответственно, первого валкодержателя и второго валкодержателя, причем первый валкодержатель выполнен с возможностью крепления первого или второго валка, который приводится в движение посредством привода, а второй валкодержатель выполнен с возможностью крепления, соответственно, второго или первого валка, при этом быстросменное устройство дополнительно выполнено с возможностью вдвигания первого валкодержателя в первый установочный элемент и второго валкодержателя во второй установочный элемент.
| US 6080276 A, 27.06.2000 | |||
| WO 2015028939 A1, 05.03.2015 | |||
| US 4543142 A, 24.09.1985 | |||
| US 4671983 A, 09.06.1987. |

