Изобретения относятся к области ракетостроения и могут быть использованы в качестве способа сборки электропневматических (газовых) рулевых машин (РМ) для управляемых снарядов (УС) и способа проверки герметичности пневмозатвора газораспределительного устройства РМ в процессе серийного производства.
Известна управляемая ракета /1/, рулевой привод которой состоит из сообщенных каналами газовой магистрали газового аккумулятора давления, газового редуктора и четырех РМ, кинематически связанных с осями аэродинамических рулей. Каждая РМ выполнена в виде газового двигателя (силового цилиндра двухстороннего действия), управляемого газораспределительным устройством в виде прижатого к седлу клапана в виде шарика, взаимодействующего с толкателем подпружиненного якоря электромагнита. Все детали и подсборки РМ размещены в едином корпусе. Такое конструктивное выполнение определяет однозначную последовательность сборки РМ: в корпус с одного торца поочередно устанавливают детали газового двигателя и газораспределительного устройства, которые крепят в корпусе предварительно собранным электромагнитом.
Работоспособность РМ в составе УС во многом зависит от ее динамических характеристик, определяющих способность перемещать аэродинамически нагруженные рули УС с требуемой скоростью (или с требуемым быстродействием). При этом на функционирование системы управления снаряда существенно влияют не только количественные значения динамических характеристик РМ, но и их стабильность в процессе эксплуатации, а также повторяемость от образца к образцу.
В общем случае время срабатывания рассматриваемой РМ в составе рулевого привода при отработке единичного сигнала зависит от времени срабатывания электромагнита и скорости движения выходного штока, которая зависит от скорости наполнения и опорожнения рабочих камер газового двигателя. В свою очередь, время срабатывания электромагнита в основном определяет величина хода его якоря, а скорость движения выходного штока РМ - площадь проходного сечения в газораспределительном устройстве. Кроме того, при утечках в газораспределительном устройстве уменьшается развиваемое РМ усилие, что отрицательно влияет на ее динамические характеристики, и непроизводительно расходуется энергия бортового источника пневмопитания.
Следовательно, стабильность динамических характеристик данной РМ определяет стабильность следующих конструктивных размеров:
- диаметр шарика газораспределительного устройства;
- диаметр отверстий входного и выходного седел;
- глубина торцевого поднутрения во входном седле для размещения шарика;
- толщина выходного седла газораспределительного устройства.
В общем случае разброс динамических характеристик РМ при производстве обусловлен технологическими допусками на изготовление комплектующих деталей. В условиях серийного производства повышение точности изготовления деталей (ужесточение разбросов технологических допусков) или применение селективной сборки (подбор деталей по их фактическим размерам) существенно повышают трудоемкость и стоимость изготовления РМ.
Кроме того, величина хода электромагнита и герметичность запирания отверстий входного и выходного седел газораспределительного устройства шариком существенно зависят от состояния кромок отверстий входного и выходного седел, образующих посадочные места для шарика, которые изменяют свою форму (“прибиваются”) под воздействием шарика в процессе функционирования РМ. Очевидно, что предварительный технологический прогон РМ с целью “прибитая” кромок отверстий входного и выходного седел шариком не обеспечивает стабильности хода электромагнита, но существенно увеличивает время, трудоемкость и стоимость процесса сборки РМ при повышении требований к ресурсу ее работы.
Известен способ проверки сильфона на межслойную герметичность /2/, в котором сильфон помещают в замкнутую емкость, куда подают газ под давлением. После выдержки в емкости и сброса давления сильфон погружают в прозрачный сосуд с жидкостью, где контролируют выделение пузырьков газа, проникшего в межслойное пространство. Применение этого способа проверки герметичности ограничено ввиду необходимости помещения испытуемого образца в жидкость, что требует его тщательного высушивания, и невозможности количественной оценки герметичности.
Известен способ проверки герметичности прилегания подпружиненного клапана к седлу в редукторе давления газа /3/, в котором на вход редуктора подают газ под давлением, а через выходной штуцер редуктора измеряют величину утечки. Трудность применения данного способа - организация количественной оценки сверхмалых расходов газа (утечек), особенно в условиях серийного производства.
Наиболее близок к заявляемому по существенным признакам и достигаемому эффекту выбранный в качестве прототипа способ сборки РМ управляемого снаряда /4/, конструкция которой, в отличие от ранее рассмотренной /1/, определяет возможность установки деталей и подсборок в корпус с двух его торцов. Однако, как и ранее рассмотренный, этот способ сборки включает последовательную установку в общий корпус деталей пневмодвигателя и пневмозатвора газораспределительного устройства перед установкой электромагнита и обладает аналогичными недостатком: технологический процесс сборки не обеспечивает стабильности динамических характеристик РМ как в процессе эксплуатации, так и от образца к образцу.
Наиболее близок к заявляемому по совокупности существенных признаков и достигаемому эффекту выбранный в качестве прототипа способ проверки герметичности прилегания клапана к седлу в редукторе давления газа /5/, в котором герметизируют выходную полость редуктора, затем подают в испытуемый образец газ под давлением от источника пневмопитания, а контроль герметичности осуществляют по изменению давления в выходной полости. Этот способ применим для проверки герметичности устройств, конструктивно содержащих проточные полости, которые доступны для контроля давления поступающего в них газа.
Решаемая в заявляемых способах задача - повышение стабильности динамических характеристик РМ в процессе эксплуатации и при тиражировании в серийном производстве за счет введения специальных сборочных, настроечных и контрольных операций в процессе их сборки.
Решение поставленной задачи в заявляемом способе сборки РМ управляемого снаряда, состоящей из пневмодвигателя и электромагнита с подпружиненным втяжным якорем, взаимодействующим через толкатель с размещенным между входным и выходным седлами клапаном пневмозатвора, достигается тем, что в процессе сборки РМ помимо последовательной установки в общий корпус деталей пневмодвигателя, пневмозатвора и предварительно собранного электромагнита осуществляют ряд специальных дополнительных операций. Предварительно за счет обжатия клапаном кромок отверстий входного и выходного седел пневмозатвора до заданных размеров при обеспечении самоустанавливаемости клапана в отверстиях входного и выходного седел формируют его посадочные места в пневмозатворе. Предварительно, до установки пружины в электромагнит при подаче на его катушку постоянного электрического сигнала, перемещением толкателя в якоре устанавливают размер выхода толкателя из электромагнита и осуществляют контровку толкателя в якоре. Затем, после установки электромагнита, проводят проверку герметичности пневмозатвора, после чего устанавливают пружину электромагнита. При этом необходимое усилие предварительного поджатия пружины в электромагните регулируют после установки РМ в рулевой привод управляемого снаряда, контролируя и настраивая динамические характеристики РМ при подаче управляющего электрического сигнала и пневмопитания от внешних источников.
Решение поставленной задачи в заявляемом способе проверки герметичности пневмозатвора с подпружиненным к седлу клапаном достигается тем, что наряду с подачей воздуха в испытуемый образец от источника пневмопитания и контролем изменения давления воздуха в сообщающейся с пневмозатвором емкости для контроля герметичности выполняют следующие операции. Воздух в РМ от источника пневмопитания подают через технологическую буферную емкость, которую разобщают с источником пневмопитания посредством вентиля в момент достижения давления воздуха в ней исходного уровня. Контроль герметичности пневмозатвора проводят измерением времени падения давления воздуха в технологической буферной емкости от исходного уровня до заданного минимального уровня. При этом контроль герметичности проводят при перекрытии седла клапаном, которое осуществляют механическим воздействием на клапан усилием, равным расчетному усилию предварительного поджатия пружины.
Таким образом, достижение высокого качества и обеспечение стабильности выходных характеристик РМ при минимизации затрат на их изготовление достигается проведением в процессе сборки ряда специальных малотрудоемких мероприятий, связанных с выполнением, настройкой и проверкой некоторых конструктивных и специальных параметров, косвенно определяющих основные выходные параметры РМ.
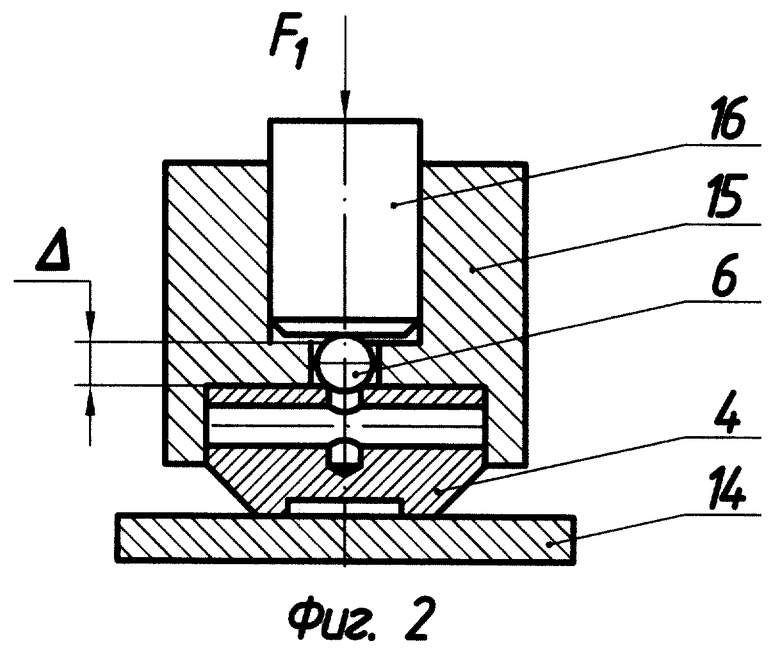
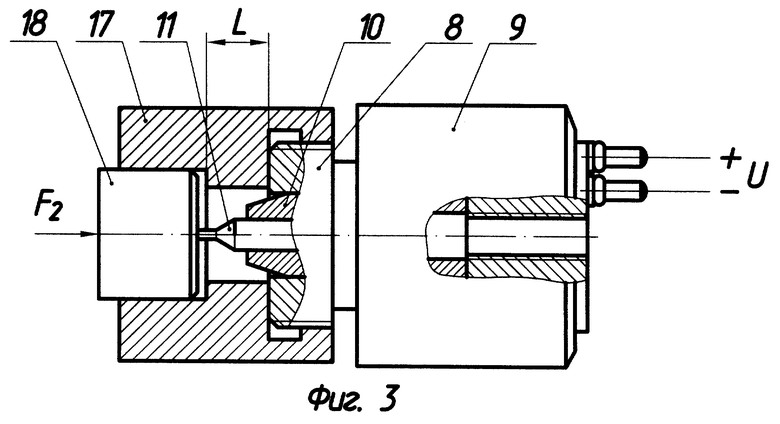
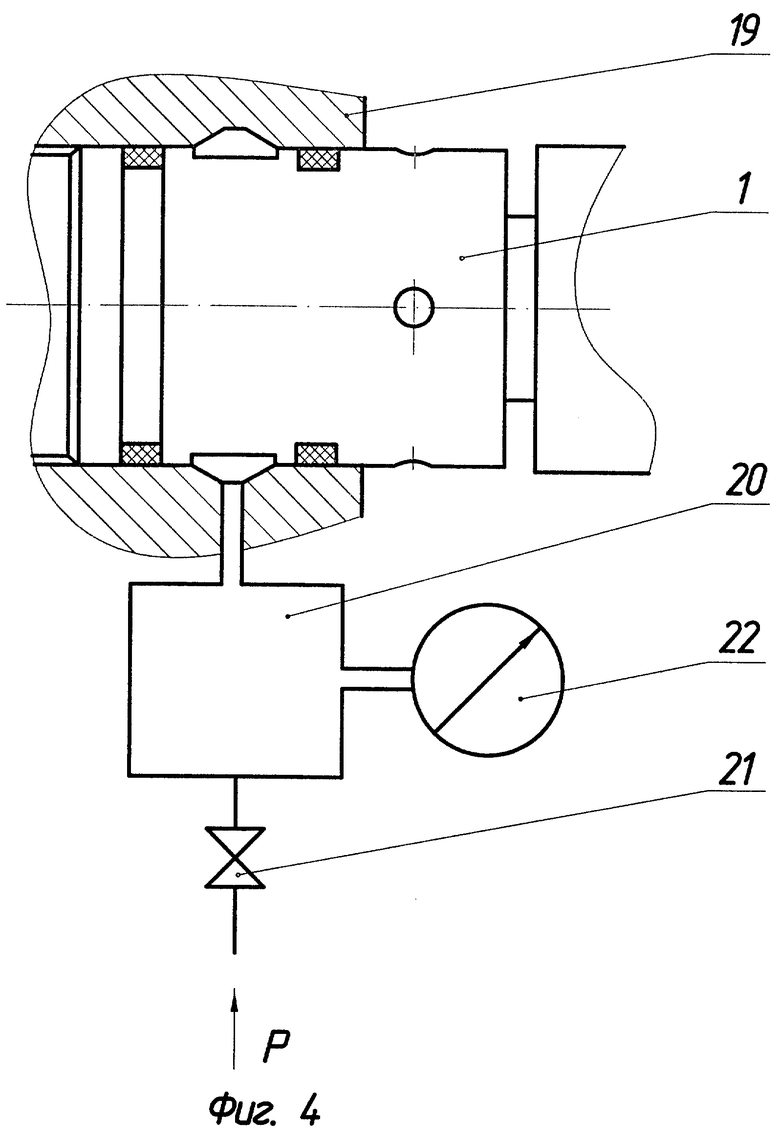
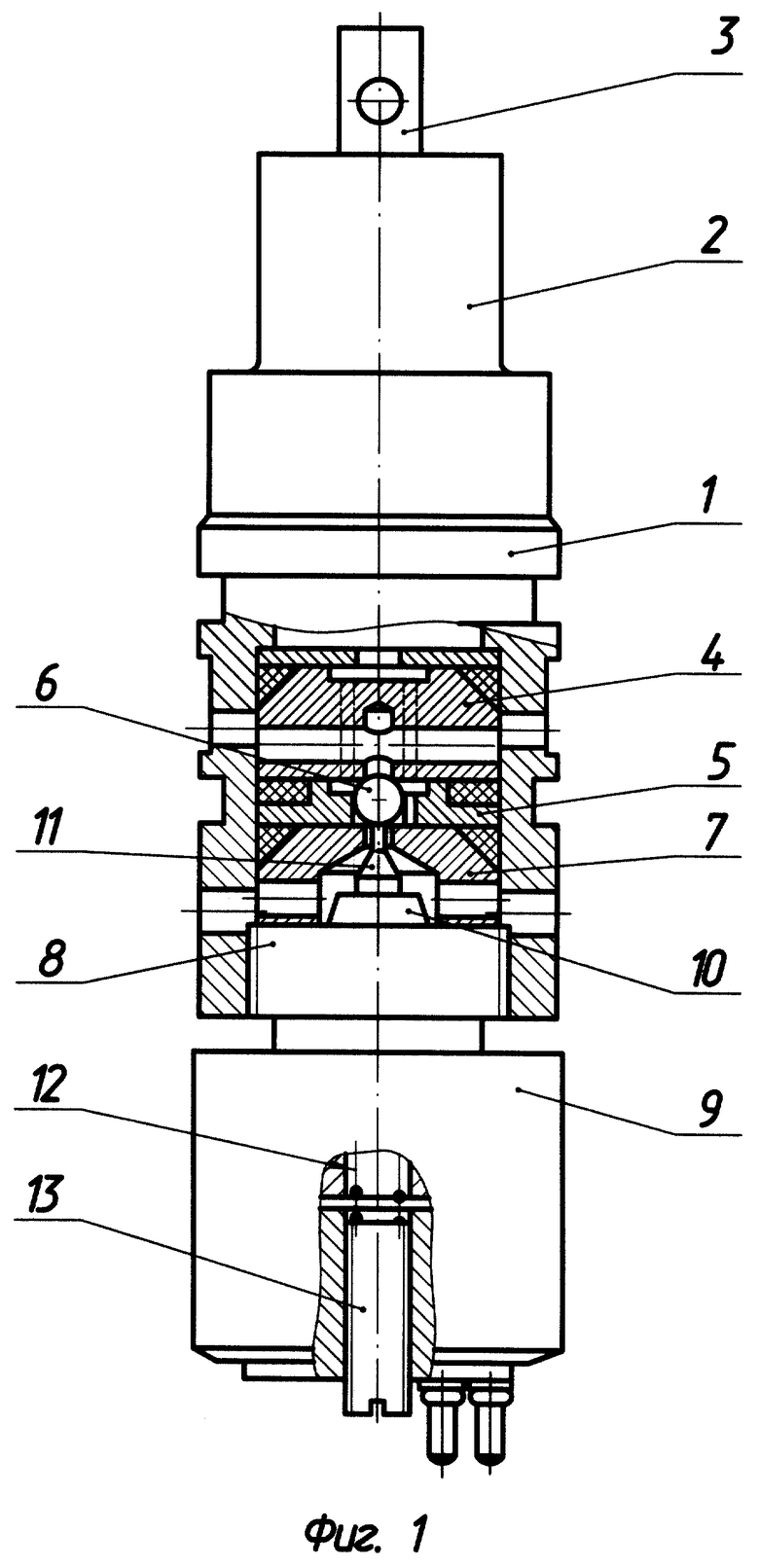
Выполнение ряда операций заявляемых способов иллюстрируют следующие схемы: на фиг.1 представлен общий вид РМ с местным разрезом по месту расположения пневмозатвора с клапаном в виде шарика; на фиг.2 - схема обжатия клапаном (шариком) кромок отверстий входного и выходного седел пневмозатвора; на фиг.3 - схема установки размера выхода толкателя якоря из корпуса электромагнита; на фиг.4 - схема проверки герметичности пневмозатвора.
Рулевая машина (см. фиг.1) конструктивно выполнена отдельной сборкой, базовой деталью которой служит цилиндрический корпус 1. С одного торца корпуса 1 устанавливают детали газового двигателя 2 с выходным штоком 3, а с другого - детали пневмозатвора: входное седло 4, направляющую шайбу 5, шарик 6 и выходное седло 7, которые закреплены основанием 8 электромагнита 9. Втяжной якорь 10 электромагнита 9 снабжен толкателем 11, взаимодействующим с шариком (клапаном) 6, и подпружинен пружиной 12, усилие предварительного поджатая которой регулируется винтом 13.
Предварительное формирование посадочных мест шарика в отверстиях входного 4 и выходного 7 седел пневмозатвора до заданных размеров обеспечивает простое приспособление (см. фиг.2). На расположенное на основании 14 входное седло 4 (или выходное седло 7) пневмозатвора устанавливают втулку 15, которая базируется по внешнему диаметру седла 4, имеет центральное отверстие, обеспечивающее самоустановку шарика 6 в отверстии седла 4, и перемычку с заданным размером А, образованную отверстием под плунжер 16. При давлении на плунжер 16 с силой F1 шарик 6 сминает кромки отверстия седла 4 до заданной величины, которую определяет размер Δ перемычки, ограничивающей ход плунжера 16.
Аналогичное приспособление (см. фиг.3) обеспечивает установку размера выхода толкателя 11 якоря 10 из основания 8 электромагнита 9. До установки пружины 12 в электромагнит 9 втулку 17 навинчивают на основание 8 до упора. Подают постоянный электрический сигнал U на катушку электромагнита 9 и плунжером 18 под действием силы F2 перемещают толкатель 11 в якоре 10 до упора плунжера 18 в перемычку втулки 17, размер L которой определяет размер выхода толкателя 11 из основания 8 электромагнита 9.
Для проверки герметичности пневмозатвора (см. фиг.4) корпус 1 РМ устанавливают в основание 19, имитируя крепление РМ в рулевом приводе УС. При этом внутреннюю полость основания 19, через которую осуществляется подача пневмопитания в РМ, сообщают с буферной емкостью 20, соединенной через вентиль 21 с источником пневмопитания. Контроль давления воздуха Р в буферной емкости 20 осуществляют манометром 22.
Предварительное высокоточное формирование посадочных мест шарика 6 в отверстиях входного 4 и выходного 7 седел пневмозатвора обеспечивает зависимость хода шарика 6 только от одного размера - толщины направляющей шайбы 5, высокую точность выполнения которого технологически легко получить, например, шлифованием. Самоустанавливаемость шарика 6 в отверстиях входного 4 и выходного 7 седел пневмозатвора обеспечивает формирование кромок этих отверстий по форме шарика 6 и, тем самым, герметичное запирание седел 4 и 7 шариком 6.
В свою очередь, стабильный ход шарика 6 позволяет настроить стабильный ход якоря 10 с толкателем 11 электромагнита 9. При этом подача электрического сигнала на катушку электромагнита 9 исключает необходимость механического воздействия на выполненный из мягкой электротехнической стали якорь 10 с целью имитации его втянутого положения, а отсутствие пружины 12 гарантирует притяжение якоря 10 к упору под действием электромагнитной силы. Контровку толкателя 11 в якоре 10 удобно проводить клеем, который предварительно наносят на сопрягаемые поверхности толкателя 11 и якоря 10, а после установки размера выхода толкателя 11 из основания 8 электромагнит 9 подвергают сушке для отверждения клея.
Формирование посадочных мест шарика 6 в отверстиях входного 4 и выходного 7 седел позволяет получить высокую герметичность пневмозатвора, что положительно влияет на стабильность развиваемого РМ усилия. Поэтому проводимый далее контроль герметичности пневмозатвора направлен на выявление единичных случаев его негерметичности, например, из-за загрязнения рабочих поверхностей, прохождения на сборку некондиционных деталей и т.п.
Таким образом, стабильность хода шарика 6 и якоря 10 в сочетании со стабильностью развиваемого пневмодвигателем усилия обеспечивают возможность получения стабильных динамических характеристик РМ.
Во вращающемся УС /4/ поворот каждой пары взаимосвязанных аэродинамических рулей осуществляют две РМ (в каждом канале управления), поэтому эффективность аэродинамического управления УС во многом зависит от стабильности динамических характеристик всех четырех РМ, которые при вращении УС, по существу, работают последовательно, сменяя друг друга. С целью обеспечения такой стабильности контроль и настройку динамических характеристик каждой РМ осуществляют в составе рулевого привода УС за счет регулировки усилия предварительного поджатия пружины 12 электромагнита 9 винтом 13 при подаче управляющего электрического сигнала и пневмопитания от внешних источников.
Особенность заявляемого способа проверки герметичности РМ - возможность контроля и оценки утечек воздуха по входному 4 и выходному 7 седлам пневмозатвора при имитации реальных условий его работы и сравнительно небольших допустимых величинах утечек. Имитацию реальных условий работы РМ при проверке герметичности пневмозатвора обеспечивают:
- подачей в пневмозатвор воздуха с давлением, равным рабочему давлению РМ;
- перекрытием входного седла 4 шариком 6 за счет механического воздействия на шарик 6 через толкатель 11 якоря 10 электромагнита 9 усилием, равным расчетному усилию предварительного поджатия пружины 12;
- перекрытием выходного дросселя 7 шариком 6 под действием силы давления воздуха.
Для контроля и оценки герметичности перекрытия входного 4 и выходного 7 седел шариком 6 воздух в РМ подают через технологическую буферную емкость 20, которую разобщают с источником пневмопитания при достижении в ней давления воздуха, например, равного рабочему давлению РМ. Величину утечек воздуха в пневмозатворе оценивают измерением времени, за которое давление воздуха в буферной емкости 20 упадет от исходного до заданного минимального уровня за счет утечек воздуха по входному 4 или выходному 7 седлу.
Таким образом, заявляемые способы за счет проведения в процессе сборки РМ ряда специальных малотрудоемких мероприятий, связанных с выполнением, настройкой и проверкой ряда конструктивных и специальных параметров, обеспечивают достижение высокого качества и стабильности динамических характеристик РМ при минимизации затрат на их изготовление в условиях серийного производства.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Способ управления ракетой и устройство для его осуществления. Патент США № 3415466, НКИ 244-3.21, МПК 5 F 42 B 15/01.
2. А.И.Эдельман. Редукторы давления газа. Москва, Машиностроение, 1981, с.130-131.
3. А.И.Эдельман. Редукторы давления газа. Москва, Машиностроение, 1981, с.122 (5 абзац сверху).
4. Управляемый снаряд и рулевая машина для него. Патент России № 2184927 от 18.12.00, МПК 7 F 42 B 15/01 - прототип.
5. А.И.Эдельман. Редукторы давления газа. Москва, Машиностроение, 1981, С.122 (7 абзац сверху) - прототип.
Изобретение относится к области ракетостроения и может быть использовано в способе сборки электропневматических (газовых) рулевых машин для управляемых снарядов и способе проверки герметичности пневмозатвора газораспределительного устройства рулевой машины в процессе серийного производства. В процессе сборки рулевой машины, состоящей из пневмодвигателя и электромагнита с подпружиненным втяжным якорем, взаимодействующим через толкатель с размещенным между входным и выходным седлами клапаном пневмозатвора, помимо последовательной установки в общий корпус деталей пневмодвигателя пневмозатвора и электромагнита осуществляют ряд дополнительных операций. За счет обжатия клапаном кромок отверстий входного и выходного седел пневмозатвора до заданных размеров при обеспечении самоустанавливаемости клапана в отверстиях входного и выходного седел формируют его посадочные места в пневмозатворе, а до установки пружины в электромагнит при подаче на его катушку постоянного электрического сигнала перемещением толкателя в якоре устанавливают размер выхода толкателя из электромагнита и осуществляют контровку толкателя в якоре. Затем после установки электромагнита проводят проверку герметичности пневмозатвора и устанавливают пружину электромагнита, при этом необходимое усилие предварительного поджатия пружины в электромагните регулируют после установки рулевой машины в рулевой привод управляемого снаряда, контролируя и настраивая динамические характеристики рулевой машины при подаче управляющего электрического сигнала и пневмопитания от внешних источников. Способ проверки герметичности пневмозатвора с подпружиненным к седлу клапаном включает подачу воздуха в испытуемый образец от источника пневмопитания и контроль изменения давления воздуха в сообщающейся с пневмозатвором емкости, при этом воздух в рулевую машину подают от источника пневмопитания через технологическую буферную емкость, которую разобщают с источником пневмопитания посредством вентиля в момент достижения давления воздуха в ней исходного уровня, а контроль герметичности пневмозатвора проводят измерением времени падения давления воздуха в технологической буферной емкости от исходного уровня до заданного минимального уровня при перекрытии седла клапаном, которое осуществляют механическим воздействием на клапан усилием, равным расчетному усилию предварительного поджатия пружины. Изобретение повышает стабильность динамических характеристик рулевой машины управляемого снаряда в процессе эксплуатации и при тиражировании в серийном производстве. 2 н.п. ф-лы, 4 ил.
| УПРАВЛЯЕМЫЙ СНАРЯД И РУЛЕВАЯ МАШИНА ДЛЯ НЕГО | 2000 |
|
RU2184927C1 |
| ЭДЕЛЬМАН А.И | |||
| Редукторы давления газа | |||
| - М.: Машиностроение, 1981, с | |||
| Схема обмотки ротора для пуска в ход индукционного двигателя без помощи реостата, с применением принципа противосоединения обмоток при трогании двигателя с места | 1922 |
|
SU122A1 |
| US 3415466 А, 10.12.1968 | |||
| АЭРОДИНАМИЧЕСКИЙ РУЛЬ (ВАРИАНТЫ) | 2000 |
|
RU2184342C2 |
| СПОСОБ УПРАВЛЕНИЯ ВРАЩАЮЩИМСЯ СНАРЯДОМ И УПРАВЛЯЕМЫЙ СНАРЯД | 2000 |
|
RU2166727C1 |
| АРМАТУРНЫЙ БЛОК РАЗГЕРМЕТИЗАЦИИ | 1994 |
|
RU2088826C1 |
| PCT WO 00/06986 A1, 10.02.2002. | |||

