Изобретение относится к строительному комплексу и, в частности, к устройствам прокатки облицовок
Известно устройство прокатки облицовок, включающее взаимосвязанные между собой и смонтированные на корпусе попарно расположенные друг за другом прокатные вальцы с выступами и впадинами и привод - (см. Политехнический словарь, М., С.Э., 1989 г., с.413).
Известно также устройство прокатки облицовок, включающее взаимосвязанные между собой и смонтированные на корпусе попарно расположенные друг за другом прокатные вальцы с выступами и впадинами и привод - (см. Политехнический словарь, М., С.Э., 1989 г., с.415).
Недостатками известных изобретений является относительно низкое качество прокатки особенно краевых продольных зон, где формируются так называемые нестабильности облицовок "елочки".
Цель изобретения - повышение качества процесса прокатки облицовок.
Достигается это тем, что устройство прокатки облицовок снабжено расположенным в зоне формирования крайней впадины облицовки приспособлением постепенного ступенчатого отгиба крайней наклонной стенки, которое выполнено в виде верхнего и нижнего дополнительных формоизменяюших роликов с рабочими профилями, равными половине ширине профиля впадины, расположенной на прокатных вальцах, при этом дополнительные формоизменяющие ролики имеют опорный и установочный кронштейны с продольными и поперечными прорезями.
Целесообразно, чтобы рабочий профиль формоизменяющих роликов был выполнен трапециидальным.
Полезно, чтобы рабочий профиль формоизменяющих роликов был выполнен криволинейным.
Целесообразно, чтобы рабочий профиль формоизменяющих роликов был выполнен ступенчатым.
Полезно, чтобы рабочий профиль формоизменяющих роликов был выполнен многоступенчатым.
Целесообразно, чтобы рабочий профиль формоизменяющих роликов был выполнен с продольно расположенными выступами и впадинами.
Полезно, чтобы рабочий профиль формоизменяющих роликов был выполнен с продольно расположенными ступенями.
Целесообразно, чтобы рабочий профиль формоизменяющих роликов был выполнен с гасителями поперечных деформаций.
Полезно, чтобы верхний и нижний дополнительные формоизменяющие ролики приспособления постепенного ступенчатого отгиба крайней наклонной стенки были выполнены зеркальными.
Целесообразно, чтобы верхний и нижний дополнительные формоизменяющие ролики были выполнены с возможностью продольного перемещения.
Полезно, чтобы верхний и нижний дополнительные формоизменяющие ролики приспособления постепенного ступенчатого отгиба крайней наклонной стенки были выполнены с возможностью поперечного перемещения.
Целесообразно, чтобы верхний и нижний дополнительные формоизменяющие ролики приспособления постепенного ступенчатого отгиба крайней наклонной стенки были выполнены из инструментальной стали.
Полезно, чтобы верхний и нижний дополнительные формоизменяющие ролики были выполнены из легированной стали.
Целесообразно, чтобы верхний и нижний дополнительные формоизменяющие ролики приспособления постепенного ступенчатого отгиба крайней наклонной стенки были выполнены из нержавеющей стали.
Полезно, чтобы верхний и нижний дополнительные формоизменяющие ролики приспособления постепенного ступенчатого отгиба крайней наклонной стенки были выполнены из хромосодержащей стали.
Целесообразно, чтобы верхний и нижний дополнительные формоизменяющие ролики приспособления постепенного ступенчатого отгиба крайней наклонной стенки были выполнены из никелесодержащей стали.
Полезно, чтобы верхний и нижний дополнительные формоизменяющие ролики приспособления постепенного ступенчатого отгиба крайней наклонной стенки были выполнены из ванадийсодержащей стали.
Целесообразно, чтобы верхний и нижний дополнительные формоизменяющие ролики приспособления постепенного ступенчатого отгиба крайней наклонной стенки были выполнены из марганецсодержащей стали.
Полезно, чтобы верхний и нижний дополнительные формоизменяющие ролики приспособления постепенного ступенчатого отгиба крайней наклонной стенки были выполнены из кобальтосодержащей стали.
Целесообразно, чтобы верхний и нижний дополнительные формоизменяющие ролики приспособления постепенного ступенчатого отгиба крайней наклонной стенки были выполнены из хромоникелевой стали.
Полезно, чтобы верхний и нижний дополнительные формоизменяющие ролики приспособления постепенного ступенчатого отгиба крайней наклонной стенки были выполнены из титаносодержащей стали.
Целесообразно, чтобы верхний и нижний дополнительные формоизменяющие ролики приспособления постепенного ступенчатого отгиба крайней наклонной стенки были выполнены с противоизносными покрытиями.
Полезно, чтобы верхний и нижний дополнительные формоизменяющие ролики приспособления постепенного ступенчатого отгиба крайней наклонной стенки были выполнены слоистыми.
Целесообразно, чтобы верхний и нижний дополнительные формоизменяющие ролики приспособления постепенного ступенчатого отгиба крайней наклонной стенки были выполнены с нагревателями.
Полезно, чтобы верхний и нижний дополнительные формоизменяющие ролики приспособления постепенного ступенчатого отгиба крайней наклонной стенки были выполнены с микровибраторами.
Устройство соответствует всем требованиям признаков изобретения, а именно:
- признаку новизны, поскольку устройство прокатки облицовок снабжено расположенным в зоне формирования крайней впадины облицовки приспособлением постепенного ступенчатого отгиба крайней наклонной стенки, которое выполнено в виде верхнего и нижнего дополнительных формоизменяющих роликов с рабочими профилями, равными половине ширине профиля впадины, расположенной на прокатных вальцах, при этом дополнительные формоизменяющие ролики имеют опорный и установочный кронштейны с продольными и поперечными прорезями;
- признаку наличия конструктивного элемента, поскольку приспособлением постепенного ступенчатого отгиба крайней наклонной стенки, которое выполнено в виде верхнего дополнительного формоизменяющего ролика;
- признаку наличия связи между элементами, поскольку приспособлением постепенного ступенчатого отгиба крайней наклбнной стенки, которое выполнено в виде нижнего дополнительного формоизменяющего ролика;
- признаку взаимного расположения элементов, поскольку приспособление постепенного ступенчатого отгиба крайней наклонной стенки которое выполнено в виде верхнего и нижнего дополнительных формоизменяющих роликов с рабочими профилями;
- признаку формы выполнения элементов, поскольку приспособление постепенного ступенчатого отгиба крайней наклонной стенки, которое выполнено в виде верхнего и нижнего дополнительных формоизменяющих роликов с рабочими профилями, равными половине ширине профиля впадины;
- признаку формы связи между элементами, поскольку дополнительные формоизменяющие ролики имеют опорный кронштейн;
- признаку параметров и их взаимосвязи, поскольку дополнительные - формоизменяющие ролики имеют установочный кронштейн с продольными и поперечными прорезями;
- признаку материала, из которого выполнен элемент, поскольку верхний и нижний дополнительные формоизменяющие ролики приспособления постепенного ступенчатого отгиба крайней наклонной стенки выполнены из титаносодержащей стали.
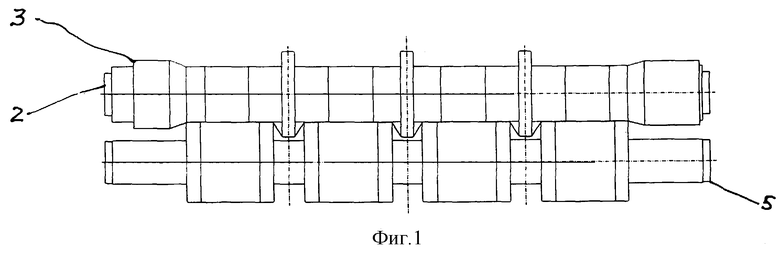
На фиг.1 изображена схема начальных вальцов устройства прокатки облицовок, вид спереди.
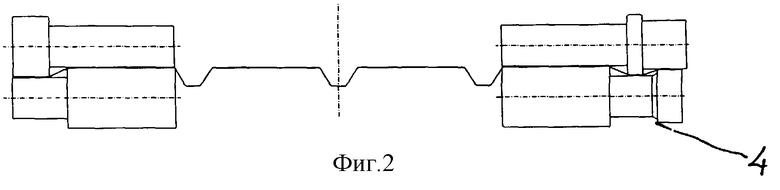
На фиг.2 изображена схема средних вальцов устройства прокатки облицовок, вид спереди.
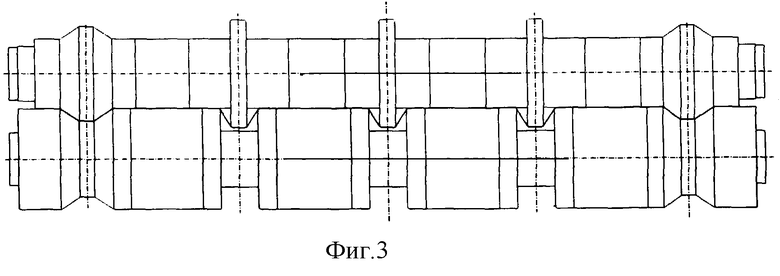
На фиг.3 изображена схема задних вальцов устройства прокатки облицовок, вид спереди.
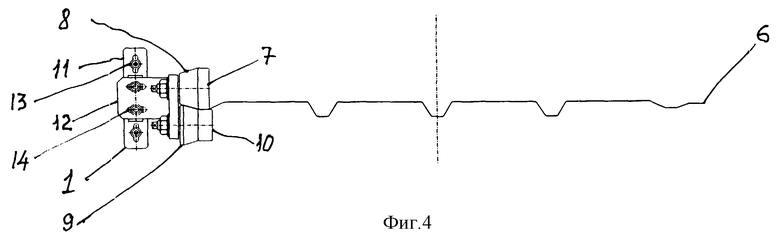
На фиг.4 изображена схема дополнительных формоизменяющих роликов приспособления постепенного ступенчатого отгиба крайней наклонной стенки, вид спереди.
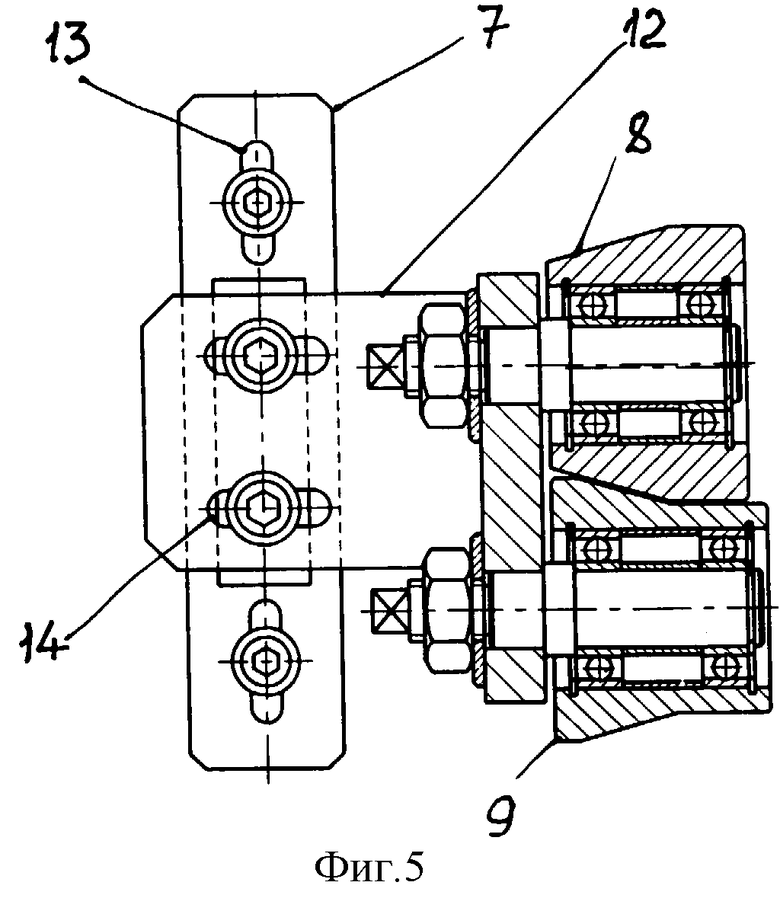
На фиг.5 - то же, вид спереди.
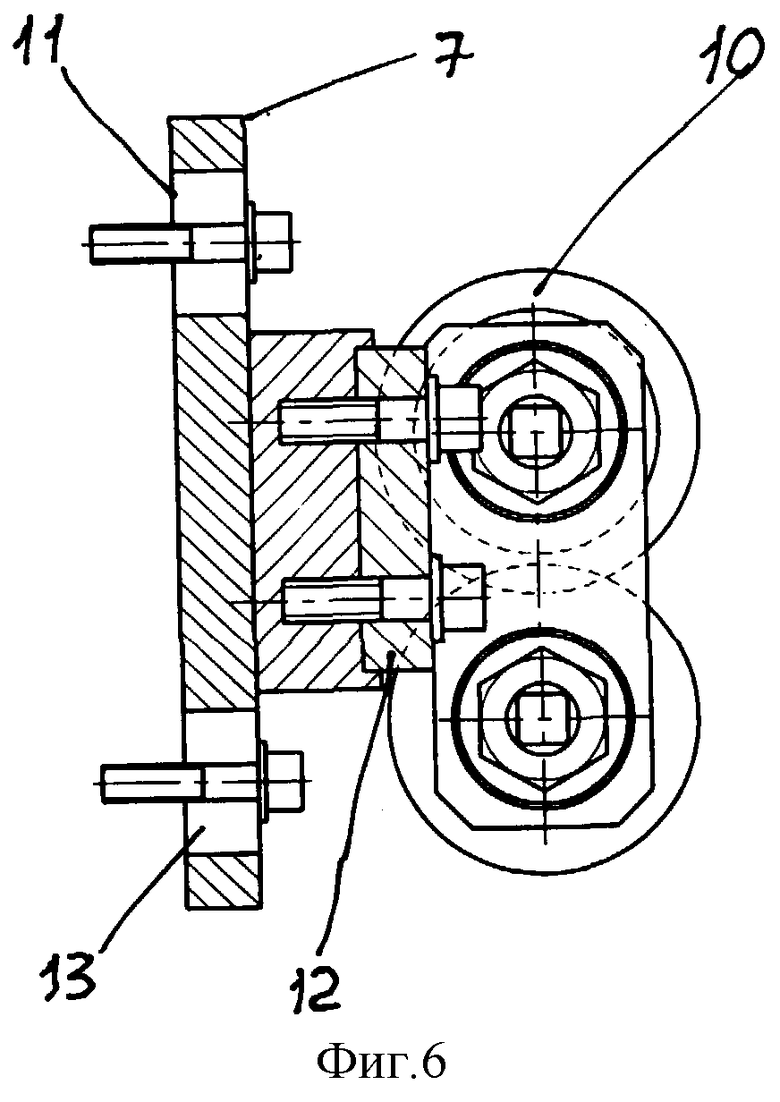
На фиг.6 - то же, вид сбоку.
Устройство прокатки облицовок включает взаимосвязанные между собой и смонтированные на корпусе 1 попарно расположенные друг за другом прокатные вальцы 2 с выступами 3 и впадинами 4 и привод, при этом устройство прокатки 5 облицовок 6 снабжено расположенным в зоне формирования крайней впадины облицовки 6 приспособлением постепенного 7 ступенчатого отгиба крайней наклонной стенки, которое выполнено в виде верхнего 8 и нижнего 9 дополнительных формоизменяющих роликов 10 с рабочими профилями, равными половине ширине профиля впадины, расположенной на прокатных вальцах 2, при этом дополнительные формоизменяющие ролики 10 имеют опорный 11 и установочный 12 кронштейны с продольными 13 и поперечными 14 прорезями, причем рабочий профиль формоизменяющих роликов 10 выполнен трапециидальным, или криволинейным, или ступенчатым, или многоступенчатым, или с продольно расположенными выступами и впадинами, или с продольно расположенными ступенями, или с гасителями поперечных деформаций, а верхний и нижний дополнительные формоизменяющие ролики 10 приспособления постепенного ступенчатого отгиба 7 крайней наклонной стенки выполнены зеркальными, или с возможностью продольного перемещения, или с возможностью поперечного перемещения, выполнены из инструментальной стали, или из легированной стали, или из нержавеющей стали, или из хромосодержащей стали, или из никелесодержащей стали, или из ванадийсодержащей стали, или из марганецсодержащей стали, или из кобальтосодержащей стали, или из хромоникелевой стали, или из титаносодержащей стали, или с противоизносными покрытиями, или выполнены слоистыми, или выполнены с нагревателями, или выполнены с микровибраторами.
Работа устройства осуществляется следующим образом:
Вначале подготавливают к работе взаимосвязанные между собой и смонтированные на корпусе 1 попарно расположенные друг за другом прокатные вальцы 2 с выступами 3 и впадинами 4 и привод, при этом устройство прокатки 5 облицовок 6 снабжено расположенным в зоне формирования крайней впадины облицовки 6 приспособлением постепенного 7 ступенчатого отгиба крайней наклонной стенки, которое выполнено в виде верхнего 8 и нижнего 9 дополнительных формоизменяющих роликов 10 с рабочими профилями, равными половине ширине профиля впадины, расположенной на прокатных вальцах 2, при этом дополнительные формоизменяющие ролики 10 имеют опорный 11 и установочный 12 кронштейны с продольными 13 и поперечными 14 прорезями, причем рабочий профиль формоизменяющих роликов 10 выполнен трапециидальным, или криволинейным, или ступенчатым, или многоступенчатым, или с продольно расположенными выступами и впадинами, или с продольно расположенными ступенями, или с гасителями поперечных деформаций, а верхний и нижний дополнительные формоизменяющие ролики 10 приспособления постепенного ступенчатого отгиба 7 крайней наклонной стенки выполнены зеркальными, или с возможностью продольного перемещения, или с возможностью поперечного перемещения, выполнены из инструментальной стали, или из легированной стали, или из нержавеющей стали, или из хромосодержащей стали, или из никелесодержащей стали, или из ванадийсодержащей стали, или из марганецсодержащей стали, или из кобальтосодержащей стали, или из хромоникелевой стали, или из титаносодержащей стали, или с противоизносными покрытиями, или выполнены слоистыми, или выполнены с нагревателями, или выполнены с микровибраторами, затем к работе подключают все элементы и цикл повторяют.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ПРОИЗВОДСТВА ТЕРМОСТОЙКИХ ПАНЕЛЕЙ | 2003 |
|
RU2248273C1 |
| СИСТЕМА ПРОИЗВОДСТВА КАРКАСА | 2002 |
|
RU2235837C2 |
| ВОДОСТОЧНЫЙ ЖЕЛОБ ЛЕГКИХ МЕТАЛЛОКОНСТРУКЦИЙ | 2004 |
|
RU2287648C2 |
| Способ изготовления деталей из холодногнутого перфорированного профиля | 2017 |
|
RU2693411C2 |
| ФАЛЬЦЕГИБ ДЛЯ ПРОИЗВОДСТВА ДВОЙНЫХ ШВОВ В СТЕСНЕННЫХ УСЛОВИЯХ | 2002 |
|
RU2234387C2 |
| ЛИНИЯ ПРОИЗВОДСТВА ТРЁХСЛОЙНЫХ ПАНЕЛЕЙ | 2003 |
|
RU2248272C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКИХ ПРОФИЛЕЙ С ТОЧНЫМ РАЗМЕРОМ ПОЛОСТИ | 2011 |
|
RU2584095C2 |
| СБОРНО-МОНОЛИТНОЕ МЕЖДУЭТАЖНОЕ ПЕРЕКРЫТИЕ (ВАРИАНТЫ), СПОСОБ ЕГО ВОЗВЕДЕНИЯ И ОПАЛУБОЧНЫЙ ЭЛЕМЕНТ ДЛЯ ВОЗВЕДЕНИЯ ПЕРЕКРЫТИЯ | 2012 |
|
RU2548262C2 |
| УСТРОЙСТВО РАСКРОЯ ОГНЕСТОЙКИХ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2003 |
|
RU2264288C2 |
| МЕТАЛЛИЧЕСКАЯ ТРЕУГОЛЬНАЯ ФЕРМА | 2012 |
|
RU2551600C2 |
Изобретение относится к строительному комплексу и, в частности, к устройствам прокатки облицовок. Устройство прокатки облицовок снабжено расположенным в зоне формирования крайней впадины облицовки приспособлением постепенного ступенчатого отгиба крайней наклонной стенки, которое выполнено в виде верхнего и нижнего дополнительных формоизменяющих роликов с рабочими профилями, равными половине ширины профиля впадины, расположенной на прокатных вальцах, при этом дополнительные формоизменяющие ролики имеют опорный и установочный кронштейны с продольными и поперечными прорезями. При этом рабочий профиль формоизменяющих роликов может быть выполнен трапецеидальным, криволинейным, ступенчатым, многоступенчатым, с продольно расположенными выступами и впадинами, с продольно расположенными ступенями, с гасителями поперечных деформаций, а верхний и нижний дополнительные формоизменяющие ролики приспособления постепенного ступенчатого отгиба крайней наклонной стенки могут быть выполнены зеркальными, с возможностью продольного перемещения, с возможностью поперечного перемещения, из инструментальной стали, из легированной стали, из нержавеющей стали, из хромосодержащей стали, стенки выполнены из никельсодержащей стали, из ванадийсодержащей стали, из марганецсодержащей стали, из кобальтсодержащей стали, из хромоникелевой стали, из титаносодержащей стали, с противоизносными покрытиями, слоистыми, с нагревателями, с микровибраторами. Обеспечивается повышение качества процесса прокатки облицовок. 24 з.п. ф-лы, 6 ил.
| Способ прокатки прутков арматурного металла периодического сечения | 1947 |
|
SU75324A1 |
| Способ изготовления облицовочных плит | 1990 |
|
SU1736705A1 |
| Способ изготовления декоративного облицовочного материала | 1979 |
|
SU872467A1 |
| US 4450128 A, 22.05.1984. | |||

