Изобретение относится к строительному комплексу, в частности к линиям производства термостойких панелей.
Известна линия производства термостойких панелей, включающая взаимосвязанные между собой функциональные узлы: узел подачи рулонов облицовок, узел глубокого профилирования, узел укладки заполнителя, узел загрузки ламелей, узел прессования с агрегатом подачи клея, узел отрезания панели, узел формирования стопы панелей и узел упаковки транспортного пакета (см. Политехнический словарь, М., С.Э., 1989 г. с.362).
Известна также линия производства термостойких панелей, включающая взаимосвязанные между собой функциональные узлы: узел подачи рулонов облицовок, узел глубокого профилирования, узел укладки заполнителя, узел загрузки ламелей, узел прессования с агрегатом подачи клея, узел отрезания панели, узел формирования стопы панелей и узел упаковки транспортного пакета (см. Политехнический словарь, М., С.Э., 1989 г. с.307).
Недостатками известных изобретений являются относительно не высокие производительность и качество из-за низкого показателя сжатия заполнителя и высокие энергозатраты.
Цель изобретения - повышение производительности и качества панелей за счет увеличения термостойкости при непрерывности работы линии и заданной ориентации волокон заполнителя и снижение энергозатрат.
Достигается это тем, что линия производства термостойких панелей снабжена размещенным на узле глубокого профилирования приспособлением формирования наружной термостойкости и адгезионной прочности облицовок, которое выполнено в виде смонтированных на осях сверху и снизу мелкопрофильных роликов, при этом верхние ролики смещены относительно нижних роликов в вертикальной и горизонтальной плоскости и выполнены откидными и имеют ручку откидывания. Целесообразно, чтобы приспособление формирования наружной термостойкости и адгезионной прочности было размещено на наружной и внутренней плоскостях облицовок.
Полезно, чтобы мелкопрофильные ролики приспособления формирования наружной термостойкости и адгезионной прочности были выполнены с рабочими плоскостями треугольного профиля.
Целесообразно, чтобы мелкопрофильные ролики приспособления формирования наружной термостойкости и адгезионной прочности были выполнены с рабочими плоскостями треугольного профиля с тупым углом при вершине. Полезно, чтобы мелкопрофильные ролики приспособления формирования наружной термостойкости и адгезионной прочности были выполнены с рабочими плоскостями треугольного профиля с острым углом при вершине.
Целесообразно, чтобы мелкопрофильные ролики приспособления формирования наружной термостойкости и адгезионной прочности были выполнены с рабочими плоскостями криволинейной формы.
Полезно, чтобы мелкопрофильные ролики приспособления формирования наружной термостойкости и адгезионной прочности были выполнены с рабочими плоскостями эллипсообразной формы.
Линия соответствует всем требованиям признаков изобретения, а именно:
- признаку новизны, поскольку линия производства термостойких панелей снабжена приспособлением формирования наружной термостойкости и адгезионной прочности облицовок,
- признаку наличия конструктивного элемента, поскольку линия производства термостойких панелей снабжена размещенным на узле глубокого профилирования приспособлением формирования наружной термостойкости и адгезионной прочности облицовок,
- признаку наличия связи между элементами, поскольку приспособление формирования наружной термостойкости и адгезионной прочности облицовок выполнено в виде мелкопрофильных роликов,
- признаку взаимного расположения элементов, поскольку приспособление формирования наружной термостойкости и адгезионной прочности облицовок выполнено в виде смонтированных на осях сверху и снизу мелкопрофильных роликов,
- признаку формы выполнения элементов, поскольку верхние ролики смещены относительно нижних роликов,
- признаку формы связи между элементами, поскольку верхние ролики смещены относительно нижних роликов в вертикальной и горизонтальной плоскости,
- признаку параметров и их взаимосвязи, поскольку верхние ролики выполнены откидными и имеют ручку откидывания,
- признаку материала, из которого выполнен элемент, поскольку приспособление формирования наружной термостойкости и адгезионной прочности было размещено на наружной и внутренней плоскостях облицовок.
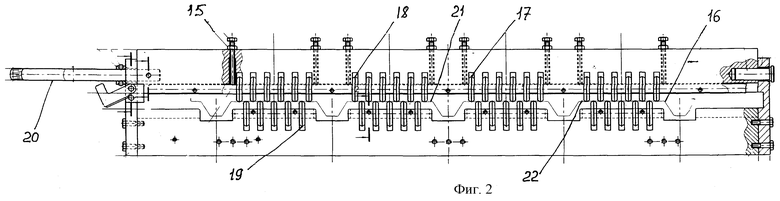
На фиг.1 изображена структурная схема линии производства термостойких панелей,
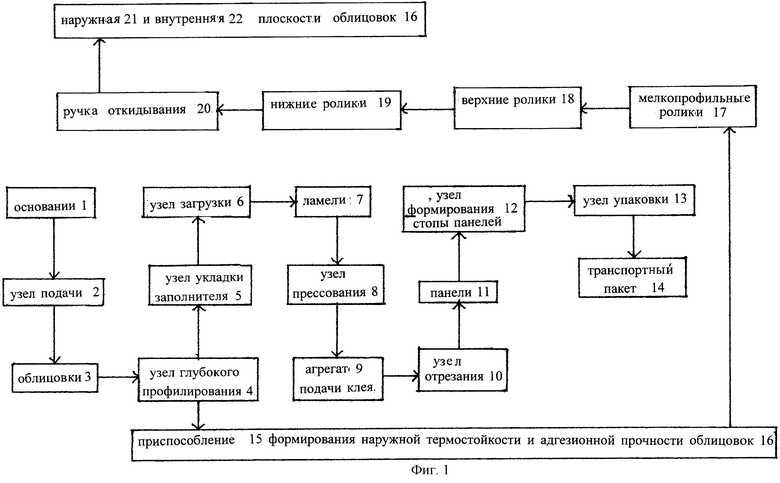
на фиг.2 изображена схема приспособления формирования наружной термостойкости и адгезионной прочности облицовок, вид сбоку;
на фиг.3 - то же, вид сверху.
Линия производства термостойких панелей включает взаимосвязанные между собой и смонтированные на основании 1 функциональные узлы: узел подачи 2 рулонов облицовок 3, узел глубокого профилирования 4, узел укладки заполнителя 5, узел загрузки 6 ламелей 7, узел прессования 8 с агрегатом 9 подачи клея, узел отрезания 10 панели 11, узел формирования 12 стопы панелей и узел упаковки 13 транспортного пакета 14, при этом линия производства термостойких панелей снабжена размещенным на узле глубокого профилирования 4 приспособлением 15 формирования наружной термостойкости и адгезионной прочности облицовок 16, которое выполнено в виде смонтированных на осях сверху и снизу мелкопрофильных роликов 17, при этом верхние ролики 18 смещены относительно нижних роликов 19 в вертикальной и горизонтальной плоскости, выполнены откидными и имеют ручку откидывания 20, причем приспособление 15 формирования наружной термостойкости и адгезионной прочности размещено на наружной 21 и внутренней 22 плоскостях облицовок 16, мелкопрофильные ролики 17 приспособления 15 формирования наружной термостойкости и адгезионной прочности выполнены с рабочими плоскостями треугольного профиля, или с рабочими плоскостями треугольного профиля с тупым углом при вершине, или с рабочими плоскостями треугольного профиля с острым углом при вершине, или с рабочими плоскостями криволинейной формы, или с рабочими плоскостями эллипсообразной формы.
Работа линии осуществляется следующим образом.
Вначале подготавливают к работе линию производства термостойких панелей, которая включает взаимосвязанные между собой и смонтированные на основании 1 функциональные узлы: узел подачи 2 рулонов облицовок 3, узел глубокого профилирования 4, узел укладки заполнителя 5, узел загрузки 6 ламелей 7, узел прессования 8 с агрегатом 9 подачи клея, узел отрезания 10 панели 11, узел формирования 12 стопы панелей и узел упаковки 13 транспортного пакета 14, при этом линию производства термостойких панелей снабжают размещенным на узле глубокого профилирования 4 приспособлением 15 формирования наружной термостойкости и адгезионной прочности облицовок 16, которое выполняют в виде смонтированных на осях сверху и снизу мелкопрофильных роликов 17, при этом верхние ролики 18 смещают относительно нижних роликов 19 в вертикальной и горизонтальной плоскости и выполняют откидными, они имеют ручку откидывания 20, причем приспособление 15 формирования наружной термостойкости и адгезионной прочности размещают на наружной 21 и внутренней 22 плоскостях облицовок 16, мелкопрофильные ролики 17 приспособления 15 формирования наружной термостойкости и адгезионной прочности выполняют с рабочими
плоскостями треугольного профиля, или с рабочими плоскостями треугольного профиля с тупым углом при вершине, или с рабочими плоскостями треугольного профиля с острым углом при вершине, или с рабочими плоскостями криволинейной формы, или с рабочими плоскостями эллипсообразной формы, затем к работе подключают все функциональные узлы: узел подачи 2 рулонов облицовок 3, узел глубокого профилирования 4, узел укладки заполнителя 5, узел загрузки 6 ламелей 7, узел прессования 8 с агрегатом 9 подачи клея, узел отрезания 10 панели 11, узел формирования 12 стопы панелей и узел упаковки 13 транспортного пакета 14 и цикл работы повторяют.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ПРОИЗВОДСТВА ТРЁХСЛОЙНЫХ ПАНЕЛЕЙ | 2003 |
|
RU2248272C1 |
| ЛИНИЯ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2014 |
|
RU2607324C2 |
| МНОГОСЛОЙНЫЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ, СПОСОБ ЕГО ПРОИЗВОДСТВА И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ МНОГОСЛОЙНОГО СТРОИТЕЛЬНОГО ЭЛЕМЕНТА | 2017 |
|
RU2645314C1 |
| УСТРОЙСТВО ПРОКАТКИ ОБЛИЦОВОК | 2003 |
|
RU2235619C1 |
| ПОЛОТНО МЕТАЛЛИЧЕСКОЙ ДВЕРИ, СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ПАНЕЛИ ДВЕРНОГО ПОЛОТНА, СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТНА МЕТАЛЛИЧЕСКОЙ ДВЕРИ | 2015 |
|
RU2583770C1 |
| ВОДОСТОЧНЫЙ ЖЕЛОБ ЛЕГКИХ МЕТАЛЛОКОНСТРУКЦИЙ | 2004 |
|
RU2287648C2 |
| ТРАНСПОРТНЫЙ ПАКЕТ | 2003 |
|
RU2258021C2 |
| СИСТЕМА ПРОИЗВОДСТВА КАРКАСА | 2002 |
|
RU2235837C2 |
| УСТРОЙСТВО РАСКРОЯ ОГНЕСТОЙКИХ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2003 |
|
RU2264288C2 |
| СПОСОБ УПАКОВКИ ЛЁГКИХ ДЛИННОМЕРНЫХ ПАНЕЛЕЙ | 2003 |
|
RU2248921C1 |

Изобретение относится к строительству, а именно к линиям для производства трехслойных панелей. Технический результат – повышение качества панелей. Линия производства термостойких панелей снабжена размещенным на узле глубокого профилирования приспособлением формирования наружной термостойкости и адгезионной прочности облицовок, которое выполнено в виде смонтированных на осях сверху и снизу мелкопрофильных роликов. Верхние ролики смещены относительно нижних роликов в вертикальной и горизонтальной плоскости, выполнены откидными и имеют ручку откидывания. 6 з.п. ф-лы, 3 ил.
| Способ изготовления трехслойной панели | 1974 |
|
SU525789A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ | 0 |
|
SU250436A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВЕРЖДЕННОГО НЕТКАНОГО ПОЛОТНА ИЗ МИНЕРАЛЬНОГО ВОЛОКНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2152489C1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |

