Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении перфорированных профилей, в частности С-, Z- U- и I-образных.
В настоящее время получило широкое распространение каркасное строительство зданий и сооружений с применением конструкций из холодногнутого профиля, различного поперечного сечения. При этом детали, изготовленные из холодногнутого перфорированного профиля используют для получения сборных несущих объемных пространственных конструкций, применяемых в дальнейшем в качестве, например, колонн, несущих стен, перегородок, ригелей, ферм перекрытий и покрытий,.
Известен способ производства гнутого С-образного профиля, включающий последовательную подгибку элементов профиля валками с образованием изогнутой стенки, вертикальных стенок и полок при освобождении от контакта с верхним валком подгибаемых полок и вертикальных стенок профиля в черновых, промежуточных и чистовых проходах /RU 2036038, B21D 5/06, 1995/. Отличительной особенностью известного способа является то, что при производстве профилей, изогнутая стенка которых имеет наклонные и горизонтальные элементы, в первых трех черновых и первом промежуточном проходах освобождают от контакта с валками наклонные элементы изогнутой стенки, а в последнем чистовом ее горизонтальный элемент. Затем в трех последних промежуточных проходах горизонтальный элемент прогибают вниз с последовательно уменьшающимися радиусами изгиба и по достижении вертикальными стенками угла подгибки 80° для уменьшения радиусов изгиба этими стенками и наклонными элементами изогнутой стенки используют нижние валки с круговыми проточками, соответствующими местоположению упомянутых участков изгиба. При этом в предчистовом проходе подгиб вертикальных стенок заканчивают при угле 89-89,5°. Недостатком известного способа является то, что он не позволяет получать профильные детали, содержащие сервисные отверстия, и/или вырубки кромок, и/или вырезки окон для перекрестного соединения, и/или вырубки для пуансонов, и/или обрезку под углом.
Известен способ изготовления гнутых в сечении профилей лотков или крышек, по которому рулонный листовой материал подвергают пробивке, изгибу, размерной отрезке /RU 2261769, B21D 5/06, 2005/. Отличительной особенностью известного способа является то, что листовой материал заготовок, переходящих в процессе формообразующих движений подач и взаимодействующих с инструментарием рабочих механизмов, формирующих заготовки, в изделия, устанавливают на поворотном барабане. Дискретную скорость движения обеспечивают протяжным механизмом гибочного станка. Профилируют пазы и отверстия с заданным шагом в листовом материале заготовок пробивными инструментальными матрицами штампов, которые выполняют дискретными координационными поперечными и вертикальными движениями взаимных подач заготовок и матриц штампов. Получают запланированный шаговый рисунок перфораций, состоящих из продольных и поперечных пазов, которые образуют в моменты запланированных фиксированных остановок заготовок. Создают согласованные движения рабочих подач обрабатываемых заготовок относительно рабочих поверхностей прокатных рабочих роликов. Обеспечивают формирование фасонного сечения профилей лотков или крышек. Заготовки подают через штамп с учетом скоординированных движений подач матриц, с помощью которых выполняют поперечные отверстия. Формируют приграничную зону углубления относительно продольных и поперечных пазов. После чего заготовки подают через отрезной станок, отрезной инструмент которого относительно сечения профиля заготовок приводят в действие в момент совпадения границы фотометрической длины профиля заготовок. Отрезают мерный профиль фасонных изделий. Причем движения подач инструментальных матриц штампов при изготовлении изделий приравнивают к нулю, используя опорную поверхность штампов для подачи изделий. Измерение заданной длины заготовок осуществляют на столе фотометрическим датчиком, связанным с отрезным инструментом.
Недостатком известного способа является то, что он не позволяет получать длинномерные детали, а также детали С, Z- U- и Σ- образного сечений, имеющие широкое распространение в строительстве.
Наиболее близким к заявляемому способу является способ изготовления деталей из холодногнутого перфорированного профиля, описанный в патенте РФ №2587701 /B21D 5/06, 2016/, при котором рулонную сталь разматывают, полученную полосу пропускают через роликогибочную линию, оснащенную блоком исполнительных механизмов для перфорирования в виде приводных гидроцилиндров с набором сменных режущих инструментов и управляемую компьютером, оснащенным специальным программным обеспечением, позволяющим получать необходимые детали по заранее созданному сборочному чертежу. Данное техническое решение выбрано за прототип. К недостаткам прототипа можно отнести то, что он, во-первых, позволяет получать детали только С-образного поперечного сечения; во-вторых - не позволяет управлять позиционированием элементов, размещая их на произвольных участках профиля (стенки, полки, отгибы) в заданных местах; в-третьих - не позволяет варьировать форму вырезов и просечек, в частности - выполнять протяженные просечки, в четвертых - обладает низкой производительностью, точностью и качеством обработки материала. Указанные недостатки обусловлены тем, что перфорацию и вырубку осуществляют жестко фиксированным относительно поперечной оси заготовки инструментом; механизм подачи полосы не позволяет управлять длиной просечек, выполняя последовательно несколько операций вырубки для формирования протяженных просечек произвольной длины; а также тем, что ряд операций по перфорированию и вырубке выполняют на уже готовом профиле.
Техническая проблема заключается в создании способа изготовления деталей из холодногнутого перфорированного профиля, лишенного указанных недостатков. Технический результат заключается в расширении номенклатуры изготавливаемых деталей, в повышении производительности, точности и качества обработки материала. Для решения поставленной технической проблемы, а также для достижения заявленного технического результата предлагается способ изготовления деталей из холодногнутого перфорированного профиля, при котором рулонную сталь разматывают, выпрямляют, полученную полосу пропускают через роликогибочную линию, оснащенную перфорирующими исполнительными механизмами в виде пробивочных штампов. Отличительной особенностью предлагаемого способа является то, что вырубку вырезов и просечек заданных размеров, отверстий, фасок и фланцев осуществляют управляемыми перфорирующими механизмами, перемещаемыми в поперечном направлении относительно направления движения полосы.
Дополнительно предлагается выполнять операции перфорирования полосы до ее профилирования на валках.
Дополнительно предлагается перемещение ленты осуществлять в прерывистом режиме или с переменной скоростью.
Дополнительно предлагается использовать управляемые исполнительные механизмы с различной формой перфорирующего инструмента, при этом возможно использовать сочетания исполнительных механизмов для формования вырезов заданной геометрии, а для получения протяженных вырезов использовать многократное приведение в действие перфорационных исполнительных механизмов, синхронизированное с прерывистым перемещением полосы или инструмента.
Также дополнительно предлагается управление механизмом перемещения ленты, позиционированием перфорационных исполнительных механизмов и приведением их в действие осуществлять при помощи компьютера, при этом программный код для автоматического управления механизмами формируют путем преобразования электронных чертежей деталей конструкций.
Осуществление операций по вырубке таких элементов, как отверстия, просечки, фаски и др. с использованием исполнительных механизмов, перемещаемых в поперечном направлении относительно направления движения полосы, выполняемое до профилирования заготовки, повышает вариативность позиционирования элементов, позволяет размещать их на произвольных участках профиля (стенки, полки, отгибы) в заданных местах, позволяет выполнять протяженные вырезы на стенках, полках и отгибах профилей, а также повышает точность позиционирования элементов и качество готовых деталей. Таким образом, достигается технический результат.
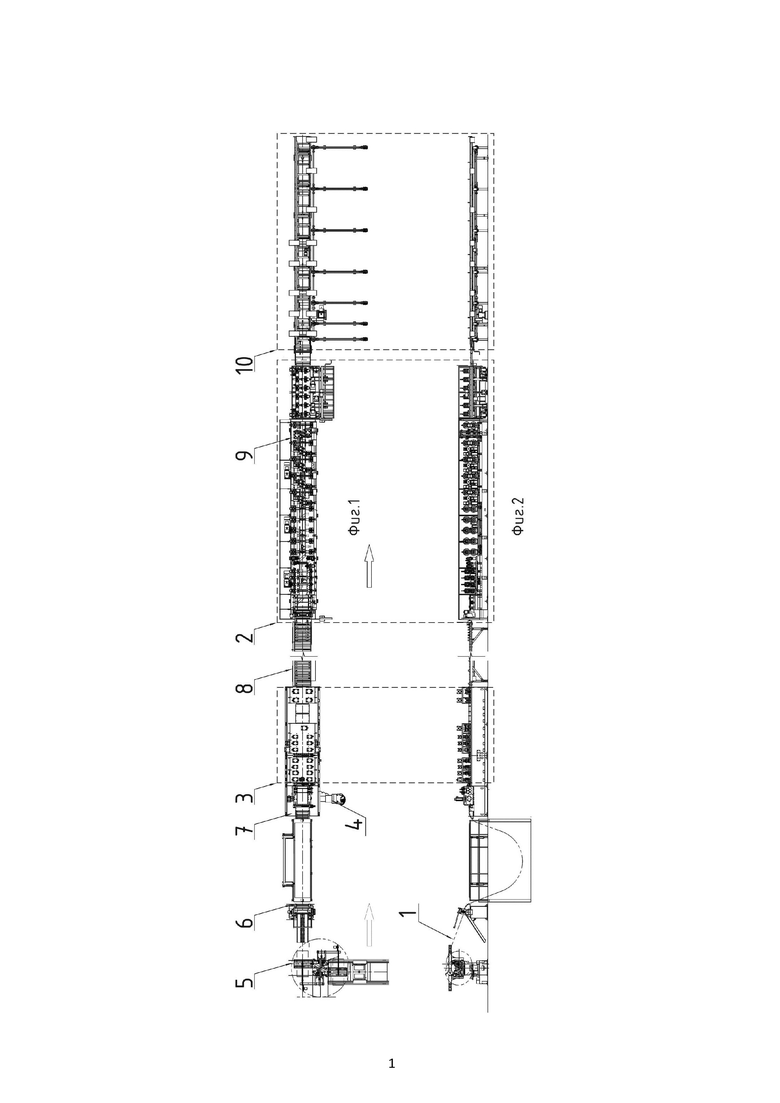
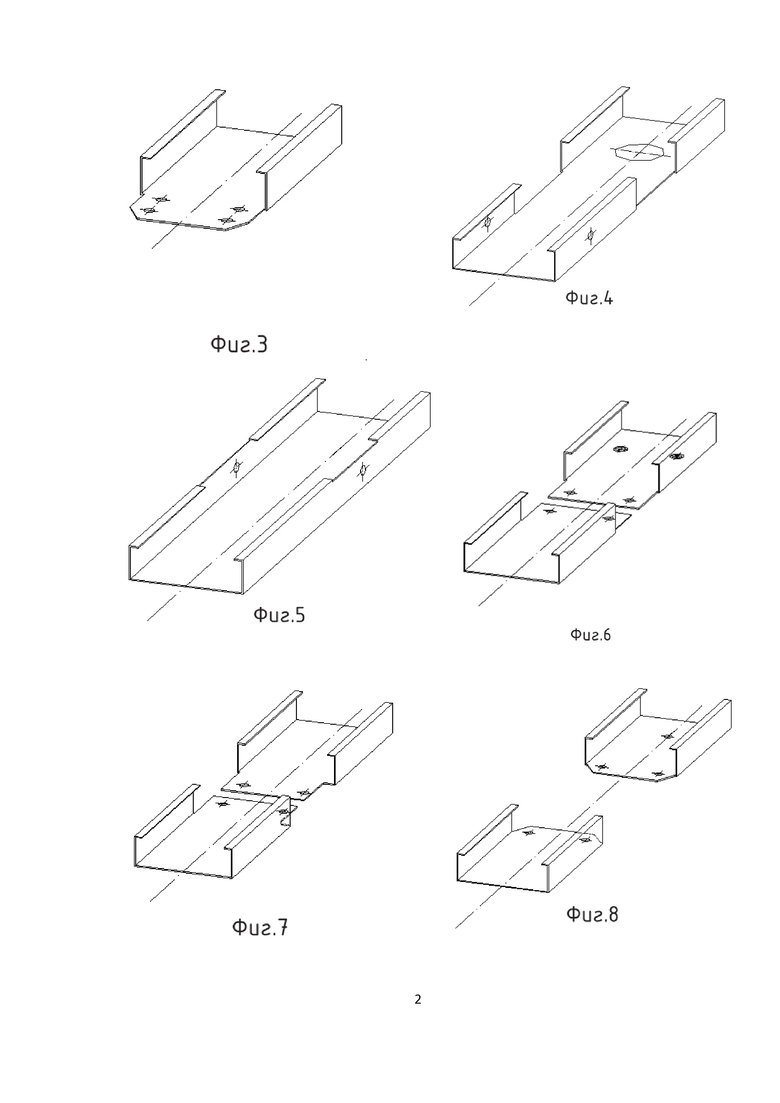
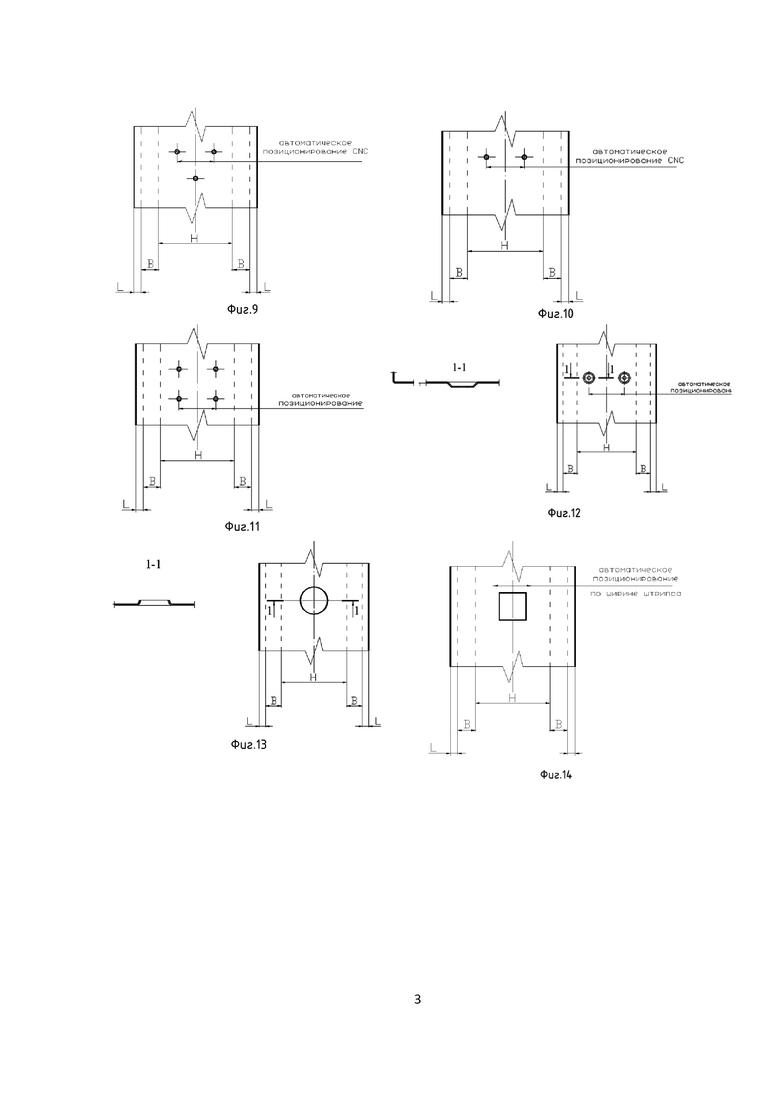
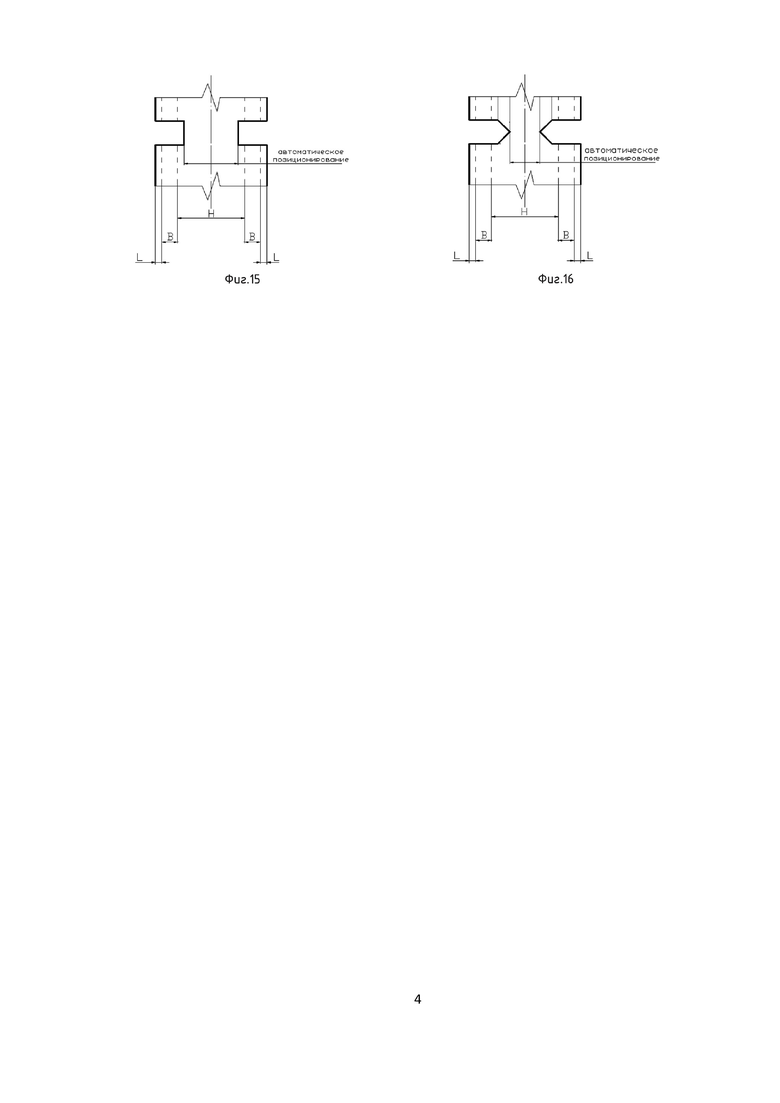
На фиг. 1 и фиг. 2 представлена схема технологического оборудования в двух проекциях (вид сверху и фронтальная соответственно), на фиг. 3-8 представлены эскизы деталей, изготовленных по заявляемому способу, на фиг. 9-16 представлены схемы операций перфорирования, где 1 - рулонная сталь 2 - роликогибочная линия, 3 -перфорирующие исполнительные механизмы, 4 - управляющий компьютер, 5 - разматывающее устройство, 6 - направляющее устройство, 7 - измерительное устройство, 8 - конвейер, 9 - устройство маркировки деталей, 10 - зона выгрузки.
Способ осуществляют следующим образом. Электронные конструкторские чертежи деталей, подлежащих изготовлению, при помощи специализированного программного модуля преобразуют в развертки, содержащие информацию о характеристиках сырья (толщина и ширина полосы листовой стали), характеристиках профиля (форма и размеры), характеристиках вырезов и отверстий (форма, размеры и позиционирование относительно осей заготовки) и об идентификации детали для выполнения маркировки. Указанные данные передают в управляющий компьютер (УК) 4 технологической линии. УК преобразует данные по каждой детали в последовательность управляющих сигналов для исполнительных механизмов технологической линии (задание) и выполняет сортировку и группировку заданий по признаку идентичных характеристик сырья. Таким образом достигают минимизации затрат времени на загрузку сырья и повышают производительность линии.
Сырье в виде рулона листовой стали 1 определенной ширины и толщины устанавливают на разматывающее устройство 5. Через направляющее устройство 6 стальную полосу подают на измерительное устройство 7 технологической линии, где происходит определение точки начала отсчета длины протяжки полосы. УК, согласно заданию на изготовление детали, управляет механизмом дискретного перемещения полосы, подавая ее на перфорирующие исполнительные механизмы 3 в виде гидравлических цилиндров с набором перфорирующего инструмента для вырубки отверстий и/или вырезов и/или обрезки, в том числе - под углом. Под управлением УК осуществляют позиционирование перфорирующих инструментов в поперечном направлении относительно направления движения полосы и приводят их в действие синхронизировано с дискретной подачей полосы, причем режим подачи полосы, типы и количество одновременно приводимых в действие инструментов определяются кодом задания на изготовление детали. Для получения протяженных прямоугольных вырезов заданной длины выполняют последовательное многократное приведение в действие перфорационного инструмента (фиг. 14 и/или 15), синхронизированное с дискретной подачей полосы. Для получения прямоугольных вырезов и фасок заданной глубины на стенках и/или полках, и/или отгибах профилей однократное или многократное приведение в действие перфорационного инструмента (фиг. 14 и/или 15, и/или 16) выполняют синхронизировано со смещением инструмента в направлении, перпендикулярном подаче полосы. По завершении задания на перфорирование, заготовку при помощи конвейера 8 подают на роликогибочную линию 2, оснащенную последовательностью клетей с наборами валков для формования профиля заданной формы (U-, С-, Z-, S-) и размеров, а также устройством маркировки деталей 9. Готовые детали в виде промаркированных профилей заданной длины, с отверстиями, вырезами, фасками и прочими элементами, определенными заданием, перемещают в зону выгрузки 10.
Использование предлагаемого технического решения позволяет получать полностью готовые к монтажу комплекты деталей, выполненные индустриальным способом, с высокой точностью линейных размеров и позиционирования вырезов и отверстий. Технико-экономический результат применения данного решения заключается в упрощении и повышении качества монтажа сложных трехмерных пространственных конструкций, сокращении затрат трудовых ресурсов, материальных ресурсов и энергоресурсов.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИКОГИБОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ С-ОБРАЗНОГО ПРОФИЛЯ ДЛЯ СБОРНОЙ КАРКАСНОЙ КОНСТРУКЦИИ ИЗ РУЛОННОЙ СТАЛИ | 2014 |
|
RU2587701C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ПРОСЕЧНОГО УГОЛКА | 1999 |
|
RU2158642C2 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1999 |
|
RU2230620C2 |
| ЭЛЕМЕНТ МНОГОСЛОЙНОЙ ЛЕГКОЙ СТРОИТЕЛЬНОЙ ПАНЕЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2522359C2 |
| МАШИНА ДЛЯ ПОЛУЧЕНИЯ ТРУБ СО СПИРАЛЬНЫМ ЗАМКОВЫМ ШВОМ ИЗ ЦЕЛЬНОГО РУЛОННОГО ПРОКАТА | 2006 |
|
RU2429094C2 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2236925C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| Облицовочная фасадная кассета и способ ее производства | 2016 |
|
RU2630947C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ПРОКАТА ЗАМКНУТОГО ТИПА | 2006 |
|
RU2342208C2 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении перфорированных профилей. Рулонную сталь разматывают, выпрямляют, полученную полосу пропускают через роликогибочную линию, оснащенную перфорирующими механизмами в виде гидравлических цилиндров с набором перфорирующего инструмента. При этом вырубку отверстий, вырезов, просечек, фасок и фланцев осуществляют на размотанной полосе до её профилирования на валках, управляемыми исполнительными механизмами, перемещаемыми в поперечном направлении относительно направления движения полосы. Расширяется номенклатура изготавливаемых профилей, повышается их точность и качество. 9 з.п. ф-лы, 16 ил. 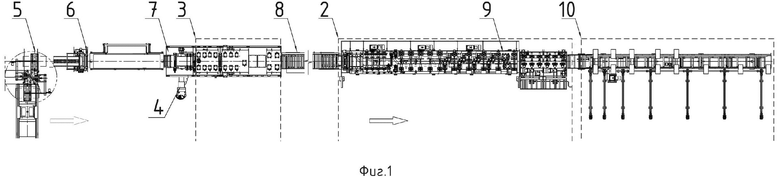
1. Способ изготовления деталей из холодногнутого перфорированного профиля, включающий пропускание полосы рулонной стали через роликогибочную линию, оснащенную перфорирующими исполнительными механизмами в виде гидравлических цилиндров с набором перфорирующего инструмента, отличающийся тем, что до профилирования полосы на валках осуществляют формирование вырезов и просечек заданных размеров, отверстий, фасок и фланцев на произвольных заданных участках стенок, полок и отгибов профиля с помощью упомянутых перфорирующих механизмов, выполненных управляемыми с возможностью перемещения в поперечном направлении относительно направления движения полосы.
2. Способ по п. 1, отличающийся тем, что перемещение полосы осуществляют в прерывистом режиме.
3. Способ по п. 1, отличающийся тем, что перемещение полосы осуществляют с переменной скоростью.
4. Способ по п. 1, отличающийся тем, что используют управляемые исполнительные механизмы с различной формой перфорирующего инструмента.
5. Способ по п. 4, отличающийся тем, что используют сочетания перфорирующих исполнительных механизмов для формирования вырезов заданной геометрии.
6. Способ по п. 4, отличающийся тем, что для получения протяженных вырезов осуществляют многократное приведение в действие перфорирующих исполнительных механизмов, синхронизированное с прерывистым перемещением полосы или инструмента.
7. Способ по п. 1, отличающийся тем, что управление механизмом перемещения ленты, позиционированием перфорирующих исполнительных механизмов и приведением их в действие осуществляют с помощью компьютера.
8. Способ по п. 7, отличающийся тем, что программный код для автоматического управления механизмами формируют путем преобразования электронных чертежей деталей конструкций.
9. Способ по п. 8, отличающийся тем, что профилированием на валках получают холодногнутый перфорированный профиль С-образного сечения.
10. Способ по п. 8, отличающийся тем, что профилированием на валках получают холодногнутый перфорированный профиль Z-образного сечения.
| ТРИШЕВСКИЙ И.С | |||
| И ДР | |||
| Перфорированные профили, М., 1972, Металлургия, сс | |||
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
| РОЛИКОГИБОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ С-ОБРАЗНОГО ПРОФИЛЯ ДЛЯ СБОРНОЙ КАРКАСНОЙ КОНСТРУКЦИИ ИЗ РУЛОННОЙ СТАЛИ | 2014 |
|
RU2587701C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРФОРИРОВАННЫХ ГНУТЫХ ПРОФИЛЕЙ ЛОТКОВ И КРЫШЕК | 2003 |
|
RU2261769C2 |
| US 4872331 A1, 10.10.1989. | |||

