Изобретение имеет отношение к способу и устройству, в частности к прокатной клети, для производства или перекалибровки металлических профилей, в частности сортового проката, изготовленного из стали, с точным размером полости. Изобретение также имеет отношение к сортовому прокату, который производится в соответствии с заявляемым способом.
В этом описании термин "размер полости" означает размер между внутренней поверхностью первой полки металлического профиля и внутренней поверхностью второй полки этого металлического профиля, расположенной напротив упомянутой первой полки. Таким образом, настоящее изобретение имеет отношение, в частности, к производству и перекалибровке швеллерных или двутавровых профилей, однако настоящее изобретение также может быть эффективно применено для корректировки размера полости профиля иной геометрической формы, где две, по существу, параллельные полки расположены одна напротив другой.
Общеизвестными являются металлические профили, имеющие две полки, которые расположены одна напротив другой и простираются, по существу, параллельно одна другой. В некоторых применениях к размерам полости предъявляются более строгие требования, особенно тогда, когда противоположные внутренние поверхности упомянутых полок образуют рабочие поверхности, которые функционально взаимодействуют со смежными деталями, такими как тела качения. Более строгие требования такого рода предъявляются также к подвесным железным дорогам.
Другим конкретным примером такого применения являются мачтовые стойки для крепления мачтовой рамы на промышленных транспортных средствах, в частности автопогрузчиках с вильчатым захватом. В этом применении множество металлических профилей расположены один внутри другого и могут перемещаться в продольном направлении упомянутых профилей телескопически один относительно другого для того, чтобы поднимать или опускать штабелированные грузы. В качестве тел качения между отдельными металлическими профилями расположены ролики. Однако даже незначительный люфт между упомянутыми металлическими профилями и роликами позволяет металлическим профилям наклоняться один относительно другого в направлении, поперечном продольному направлению профиля или вертикальному направлению подъема. Даже небольшой люфт между роликами и участком поверхности металлического профиля, по которому катятся упомянутые ролики, может иметь существенное значение, особенно в случае больших высот подъема. Если штабелированный груз находится на большой высоте, а такой груз часто бывает очень тяжелым, возможность его покачивания в направлении, поперечном относительно вертикального направления подъема, непременно должна быть ограничена, насколько это возможно, если не исключена полностью, поскольку в противном случае устойчивость транспортного средства или всей конструкции может оказаться под угрозой, и точное размещение груза, предназначенного для перемещения в многоярусный склад, может стать излишне сложным. В некоторых случаях производителям даже предъявляют требование индивидуального измерения профилей для мачтовой рамы, с последующей сборкой комплекта роликов для данного транспортного средства по специальным техническим требованиям заказчика. Комплект роликов может включать большое количество роликов различных размеров, где каждый ролик индивидуально подобран для конкретной пары профилей.
В настоящее время для производства профилей, предназначенных для изготовления мачт, с точными размерами полостей, в частности, изготовленных из стали, используются различные технологические приемы.
Общая отличительная особенность всех этих приемов заключается в том, что сталь вначале подвергают горячей прокатке. Однако в том случае, когда профили, предназначенные для изготовления мачт, являются горячекатаными, невозможно получить параллельные полки или добиться жестких допусков. Кроме того, участки материала, которые подвергаются существенным механическим напряжениям в процессе дальнейшей эксплуатации, не способны к деформационному упрочнению, одним из результатов чего является неудовлетворительная прирабатываемость. Следовательно, для построения мачтовой рамы погрузчика из профилей, которые были подвергнуты лишь горячей прокатке, обычно требуется множество роликов различного размера. Профили, которые были подвергнуты лишь горячей прокатке, также относительно быстро изнашиваются, но хорошо поддаются сварке и обладают хорошей сопротивляемостью хрупкому разрушению. Неудовлетворительная прирабатываемость может быть улучшена посредством использования стали с более высоким содержанием углерода или добавления легирующих элементов, но это, в свою очередь, вызывает ухудшение свариваемости и сопротивляемости хрупкому разрушению. Однако решающим преимуществом этого технологического процесса является его низкая себестоимость, и, как следствие, значительное количество профилей, предназначенных для изготовления мачт, производится посредством только горячей прокатки.
В целях устранения недостатков профилей, которые производят посредством только горячей прокатки, как описано выше, упомянутые профили в последующем могут быть подвергнуты протягиванию. Протягивание профилей, предназначенных для изготовления мачт, гарантирует хорошую параллельность полок, точные размерные допуски, гладкие поверхности и деформационное упрочнение материала, что обеспечивает определенные преимущества. Таким образом, протянутые профили часто позволяют достичь желаемого результата с применением роликов только одного размера. Эти профили также имеют низкую изнашиваемость, демонстрируют незначительную прирабатываемость и хорошо поддаются сварке. Однако их недостатком являются значительные производственные трудозатраты и связанная с этим высокая себестоимость, поэтому тянутые профили неконкурентоспособны. Кроме того, сопротивляемость хрупкому разрушению тянутых профилей значительно ниже, чем профилей, полученных другими способами. Протягивание может также привести к увеличению деформации профиля (изгиб, кручение), который в последующем должен быть подвергнут правке в правильной машине, что ведет к дополнительным расходам.
В настоящее время предпочтение отдают последующей механической обработке рабочих поверхностей, предназначенных для изготовления мачт профилей, подвергнутых ранее горячей прокатке. Хотя профили, произведенные таким способом, поддаются сварке хуже, чем тянутые профили, они дешевле в производстве. Последующая механическая обработка также позволяет добиться хорошей параллельности полок и точных размеров полости. Что касается тянутых профилей, при использовании данного способа в общем случае можно применять ролики только одного размера. Кроме того, упомянутые профили не проявляют никаких признаков обезуглероживания поверхности вследствие последующей механической обработки, что возможно в случае профилей, полученных лишь посредством прокатки. Тем не менее этот способ имеет недостатки, которые обусловлены необходимостью последующей механической обработки и связанными с ней материальными и трудозатратами. Кроме того, этот способ значительно дороже по сравнению со способом, согласно которому профиль, предназначенный для изготовления мачт, подвергают только горячей прокатке.
В то же время все вышеупомянутые способы имеют недостатки. Таким образом, целью настоящего изобретения является предложить способ производства или перекалибровки металлических профилей и устройство для осуществления такого способа, который, насколько это возможно, сочетает в себе преимущества известных способов, описанных выше. Предложены способ и устройство, с помощью которых можно производить, в частности, стойки, предназначенные для изготовления мачт, имеющие параллельные полки, точные размеры и высокую износостойкость материала. Задачей настоящего изобретения является предоставление профиля, предназначенного для изготовления мачт, который не предусматривает при построении мачтовой рамы применения роликов множества различных размеров, имеет хорошие характеристики износостойкости, отличается хорошей свариваемостью и сопротивляемостью хрупкому разрушению, демонстрирует хорошую прирабатываемость, и который, наряду с этим, можно производить при более низкой себестоимости по сравнению с механически обработанными профилями, предназначенными для изготовления мачт.
В соответствии с настоящим изобретением эта цель достигается предоставлением прокатной клети, соответствующей п. 1, и способа, соответствующего п. 10.
В отличие от вышеописанных способов перекалибровки профилей, полученных лишь горячей прокаткой, посредством последующего протягивания или механической обработки, устройство и способ, соответствующие настоящему изобретению, позволяют, в частности, осуществлять перекалибровку предварительно прокатанных заготовок профиля посредством прокатки в температурном диапазоне, соответствующем режиму формоизменения в холодном состоянии. Посредством этой операции перекалибровки можно достичь высокого уровня параллельности полок, точных размеров полости и осуществить контролируемое деформационное упрочнение материала с поддающимися определению параметрами на участках внутренних сторон полок вблизи поверхности, которые в профилях, предназначенных для изготовления мачт, подвергаются особенно высоким механическим напряжениям. Когда профили, изготовленные таким способом, используется для построения мачтовых рам, желаемый результат может быть достигнут с применением роликов одного размера. Упомянутый материал хорошо поддается сварке, подвергнутые деформационному упрочнению внутренние поверхности полок демонстрируют хорошую износостойкость и обеспечивают незначительный люфт между упомянутыми профилями и роликами в процессе приработки. На высоком уровне находится сопротивляемость хрупкому разрушению. Хорошим является также качество обработанных внутренних поверхностей полок, поскольку любые неровности или бороздки от горячей прокатки компенсируются или сглаживаются операцией прокатки, которая выполняется на внутренней поверхности полки. Производственные затраты значительно ниже, чем производственные затраты, связанные с изготовлением профилей, требующих последующей механической обработки. Соответственно, устройство и способ, соответствующие настоящему изобретению, могут быть применены для производства специальных профилей с особо точными размерами полости при приемлемой себестоимости, без необходимости в операциях холодного протягивания или последующей механической обработки.
Расположение двух внутренних рабочих роликов так, чтобы они катились по внутренней поверхности полок и в то же время соприкасались один с другим посередине между двумя упомянутыми полками, гарантирует постоянное приложение высокого давления к внутренним поверхностям полок, что является существенным фактором для формоизменения в холодном состоянии, которое может осуществляться просто и эффективно. Внутренние рабочие ролики для этой цели изготовлены из материала чрезвычайно высокой прочности, в частности из закаленной до высокой твердости и отпущенной стали (например, 100 Cr6) или нехрупкого керамического материала, отличающихся высоким качеством обработанной поверхности.
Как правило, в паре с каждым внутренним рабочим роликом работает опорное тело. Это тело подпирает наружную поверхность соответствующей полки, противодействуя формоизменяющим силам, прикладываемым ко внутренней поверхности полки профиля соответствующим внутренним рабочим роликом. Упомянутые опорные тела предпочтительно состоят из первого опорного ролика и второго опорного ролика, которые установлены на опорах с возможностью вращения в прокатной клети таким же образом, что и внутренние рабочие ролики.
Наряду с применением опорных роликов, также могут быть применены опорные тела других типов. Выбор опорных тел, наряду с прочими факторами, зависит от способа перемещения металлического профиля и прокатной клети одного относительно другой. В качестве альтернативы опорным роликам, которые предпочтительно применяются, когда металлический профиль перемещается относительно неподвижной прокатной клети, или же когда внутренние рабочие ролики перемещаются вместе с опорными роликами относительно жестко зажатого металлического профиля, могут также использоваться пластинчатые опорные тела, которые располагаются неподвижно на наружной стороне полок и обеспечивают противодействие формоизменяющим силам, прикладываемым рабочими роликами ко внутренней поверхности полок. Металлический профиль в подобном случае можно неподвижно зажать между опорными телами, поддерживающими его с наружной стороны, и удерживать его на одном месте. С этой целью опорным телам предпочтительно придана форма удлиненных пластинчатых тел или опорных брусьев, которые прилегают одной плоской прижимной поверхностью к наружной поверхности полок и обеспечивают противодействие формоизменяющим силам. В этом случае упомянутые опорные тела или опорные брусья могут простираться на всю длину металлического профиля, который должен быть подвергнут механической обработке.
Другая альтернативная возможность заключается в применении опорного тела, состоящего из отдельных пластин, шарнирно соединенных одна с другой подобно соединению лат воинского доспеха. Такие одиночные пластины, соединенные подобным образом, могут также прикладывать требуемые осевые силы к подлежащему перемещению профилю для того, чтобы сместить его относительно неподвижной пары рабочих роликов, или же они могут перемещаться вместе с прокатной клетью как ее часть, и предпочтительно использоваться для передачи необходимых осевых сил паре рабочих роликов, которая перемещается относительно упомянутого неподвижного металлического профиля.
В любом случае, специалист в данной области техники, ознакомившийся с содержанием рассматриваемой заявки, в каждом случае будет выбирать наиболее подходящий способ, посредством которого прокатная клеть, содержащая пару рабочих роликов, и металлический профиль должны перемещаться одна относительно другого, и, в частности, решать вопрос о том, будет ли металлический профиль зажиматься неподвижно и пара рабочих роликов проталкиваться или протягиваться между полками или же металлический профиль будет смещаться относительно неподвижной пары рабочих роликов. То же самое касается вопроса о том, каким образом усилия подачи, необходимые для этого, передаются на металлический профиль или на прокатную клеть.
Когда металлический профиль правильно загружен в прокатную клеть и когда прокатная клеть и металлический профиль перемещаются одна относительно другого, первая полка находится между первым внутренним рабочим роликом и первым наружным опорным телом, т.е. в первом рабочем растворе, и вторая полка прокатывается между вторым внутренним рабочим роликом и вторым наружным опорным телом, т.е. во втором рабочем растворе.
Термин "рабочий раствор" означает, что профилирование выполняется, в первую очередь, силами, прикладываемыми ко внутренним поверхностям полок внутренними рабочими роликами, и опорные тела обеспечивают лишь противодействие направленным наружу силам, прикладываемым внутренними рабочими роликами ко внутренним поверхностям полок, чтобы предотвратить боковую деформацию или изгиб полок и/или предотвратить растяжение перемычки профиля, расположенной между полками, другими словами, чтобы предотвратить изменение высоты перемычки. В этом случае расстояние между опорными телами регулируют в соответствии с расстоянием между наружными поверхностями полок. Деформация и последующее создание необходимого размера полости может быть достигнуто как результат локализованного уменьшения толщины материала полок вследствие пластической деформации упомянутого материала полки, расположенного вблизи поверхности на внутренней стороне полки.
Поскольку целью настоящего изобретения является не перекалибровка высоты перемычки профиля или формоизменение наружной поверхности полки в холодном состоянии, а возможность получения заданного расстояния между внутренними поверхностями полок и формирования заданного профиля их поверхности в направлении, поперечном продольному направлению профиля, в пределах жестких допусков, в предпочтительном варианте осуществления настоящего изобретения предусмотрено, что размеры опорных тел таковы, что, при использовании устройства намеченным образом, величина поверхностного давления между наружной поверхностью полки и опорным телом настолько мала, что существенной пластической деформации материала полки, расположенного вблизи поверхности ее наружной стороны, не происходит.
Различные производители промышленных транспортных средств обычно используют защищенные патентами тела качения и геометрическую форму ролика для профилей, предназначенных для изготовления мачт. Настоящее изобретение позволяет приспособить поверхность внутренней стороны полки к таким характерным для конкретного производителя телу качения и геометрической форме ролика даже в том случае, когда профили, предназначенные для изготовления мачт, производят с использованием характерных для конкретного производителя форм рабочих роликов. С этой целью наружному профилю внутренних рабочих роликов придают нецилиндрическую форму в области контактной поверхности, которая создается между внутренним рабочим роликом и внутренней поверхностью полки, когда устройство используется по назначению. Наружный профиль этой контактной поверхности может быть воспроизведен на внутренней поверхности полки в процессе формоизменения в холодном состоянии.
Деформация металлических профилей для получения желаемого размера полости может быть выполнена или перед тем, как металлический профиль вводят в роликовую правильную машину, или же между отдельными операциями правки. Особо желательной является деформация металлического профиля для получения необходимого размера полости до чистового пропуска через роликовую правильную машину и/или окончательной обработки в рихтовочном прессе, поскольку не всегда можно гарантировать отсутствие неравномерности деформации, которая приводит, например, к скручиванию или изгибу металлического профиля и которую снова необходимо устранять с использованием роликовой правильной машины и/или рихтовочного пресса. Прокатная клеть также может быть встроена в роликовую правильную машину. В этом случае прокатная клеть должна перемещаться в роликовой правильной машине таким образом, чтобы можно было компенсировать любые перемещения металлического профиля, в направлении, поперечном продольному направлению профиля.
Во время процесса прокатки на внутренние рабочие ролики, которые вращаются вокруг оси вращения, предпочтительно воздействует контактная прижимающая сила, действующая в направлении оси вращения и прижимающая внутренние рабочие ролики к перемычке профиля, чем обеспечивается то, что внутренние рабочие ролики всегда полностью прижаты к поверхности участка сопряжения полки и перемычки металлического профиля или по меньшей мере удерживаются на заданном расстоянии от упомянутой перемычки. Факультативно характерная для конкретного производителя деформация, созданная на внутренней поверхности полки внутренними рабочими роликами, остается постоянной в продольном направлении профиля. Таким образом может быть эффективно предотвращен отход рабочих роликов от плоскости, определяемой профилем поверхности перемычки, в направлении наружной стороны профиля. Конечно, эта прижимающая сила может быть обеспечена (как альтернатива или в дополнение) прижимным роликом, который расположен на стороне металлического профиля, наиболее отдаленной от пары рабочих роликов, и который правильно располагает упомянутый металлический профиль относительно пары рабочих роликов, чтобы предотвратить смещение этого металлического профиля относительно упомянутой пары рабочих роликов во время его перемещения.
Для того, чтобы фронтальные поверхности внутренних рабочих роликов, находящиеся напротив перемычки, не оставляли на ней следов, может быть предусмотрена распорная деталь для удержания внутренних рабочих роликов на заданном расстоянии от поверхности перемычки, несмотря на прижимающую силу, которая смещает ролики к перемычке профиля. Такой распорной деталью может быть разделительный ролик или какое-либо другое тело качения, которое катится или мягко скользит по поверхности перемычки во время перемещения профиля относительно прокатной клети.
Устройство также содержит первое очистное устройство, которое очищает поверхность металлического профиля от загрязнений, прежде чем упомянутый профиль попадает в прокатную клеть, что обеспечивает некоторые преимущества. Такие загрязнения могут быть вызваны окалиной, которая отслаивается от поверхности профиля во время предшествующих операций процесса. Очистное устройство может сдувать загрязнения, в частности, сжатым воздухом, смывать их водой, удалять щетками или же комбинацией этих процессов. Процесс очистки предпочтительно осуществляется непрерывно во время перемещения металлического профиля относительно прокатной клети. Опорное тело и/или внутренние рабочие ролики также могут быть очищены подобным образом первым очистным устройством или же с помощью дополнительного, второго, очистного устройства.
Процесс прокатки можно осуществлять в несколько этапов, в частности, если степень деформации, необходимая для достижения необходимого размера полости, настолько велика, что ее трудно осуществить за один проход. Соответственно, металлический профиль может быть пропущен через ту же самую прокатную клеть несколько раз либо он может быть пропущен через несколько прокатных клетей, расположенных одна за другой, при этом давление, прикладываемое к металлическому профилю, геометрическая форма внутренних рабочих роликов и/или рабочий раствор роликов могут быть отрегулированы синхронно.
Для того, чтобы удалять наплывы, которые могут возникнуть во время процесса прокатки, на прокатной клети или на устройстве, в которое встроена прокатная клеть, может быть установлено средство для удаления наплывов, в частности струг.
Может быть предусмотрен двигатель для приведения внутренних рабочих роликов в движение, чтобы обеспечить перемещение прокатной клети и металлического профиля одна относительно другого. Альтернативно или в дополнение к этому может быть предусмотрено, что наружные опорные тела представляют собой опорные ролики с приводом от двигателя. Описанный выше прижимной ролик также может быть снабжен электродвигателем как альтернатива снабжению электродвигателем рабочих и/или опорных роликов или в дополнение к нему.
Другие отличительные признаки и преимущества настоящего изобретения станут понятными из зависимых пунктов формулы изобретения и из приведенного ниже описания предпочтительных вариантов осуществления со ссылкой на фигуры.
На фигурах:
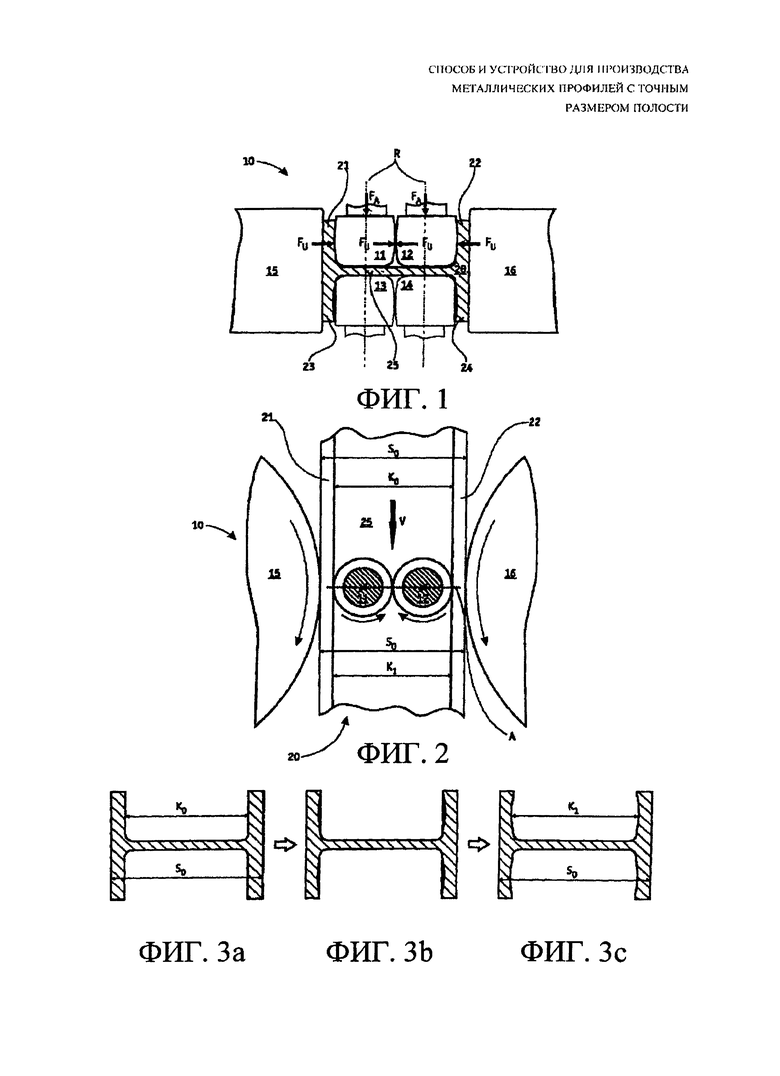
на Фиг. 1 показан вид спереди прокатной клети, в которой полки металлического профиля перемещаются между внутренними рабочими роликами и наружными опорными роликами, и
на Фиг. 2 показан вид сверху устройства, изображенного на Фиг. 1,
на Фиг. 3а-3с показано изменение металлического профиля на операциях, начиная от предварительно прокатанной заготовки профиля (Фиг. 3а) до перекалиброванного металлического профиля (Фиг. 3с), и
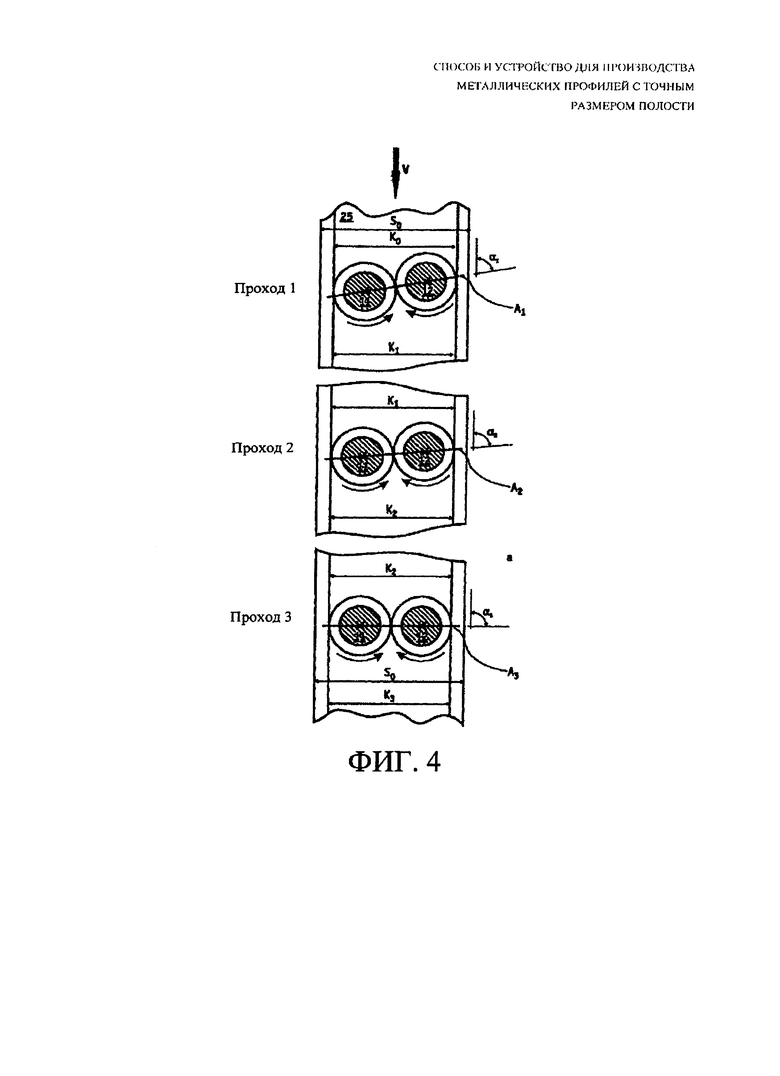
на Фиг. 4 показано увеличение размера полости металлического профиля путем регулировки внутренних рабочих роликов по отношению к направлению продвижения V.
На Фиг. 1 показан вид спереди прокатной клети 10, которая представляет собой устройство, соответствующее настоящему изобретению, в котором полки 21, 22, 23, 24 металлического двутаврового профиля 20, выбранного здесь в иллюстративных целях, продвигаются между внутренними рабочими роликами 11, 12, 13, 14 и наружными опорными роликами 15, 16. Каждая из полок 21 и 23 согласно терминологии настоящего изобретения представляет собой первую полку, и каждая из полок 22 и 24 согласно терминологии настоящего изобретения представляет собой вторую полку.
Согласно терминологии настоящего изобретения внутренний рабочий ролик 11 представляет собой первый внутренний рабочий ролик, и внутренний рабочий ролик 12 представляет собой второй внутренний рабочий ролик. Вместе они образуют пару внутренних рабочих роликов, которая расположена между полками 21 и 22. Аналогично, согласно терминологии настоящего изобретения внутренний рабочий ролик 13 представляет собой первый внутренний рабочий ролик, и внутренний рабочий ролик 14 представляет собой второй внутренний рабочий ролик, и вместе они образуют дополнительную внутреннюю пару рабочих роликов, расположенную между полками 23 и 24. Первый опорный ролик 15 воздействует с наружной стороны на полки 21 и 23, и второй опорный ролик 16 воздействует с наружной стороны на полки 22 и 24. Таким образом, устройство, показанное на Фиг. 1, содержит два первых внутренних рабочих ролика 11, 13, как определено в соответствии с настоящим изобретением, и два вторых внутренних рабочих ролика 12, 14, как определено в соответствии с настоящим изобретением.
Первый рабочий раствор образован между первым внутренним рабочим роликом 11 и первым наружным опорным роликом 15, второй рабочий раствор образован между вторым внутренним рабочим роликом 12 и вторым наружным опорным роликом 16. Аналогично, первый рабочий раствор, как это определено в соответствии с настоящим изобретением, образован между первым внутренним рабочим роликом 13 и первым наружным опорным роликом 15, и второй рабочий раствор, как это определено в соответствии с настоящим изобретением, образован между вторым внутренним рабочим роликом 14 и вторым наружным опорным роликом 16. Таким образом, в устройстве, изображенном на Фиг. 1, показано в целом четыре рабочих раствора, т.е. два первых рабочих раствора, как это определено в соответствии с настоящим изобретением, и два вторых рабочих раствора, как это определено в соответствии с настоящим изобретением.
От парного расположения в целом двух внутренних пар рабочих роликов, двух первых полок, двух вторых полок, двух первых рабочих растворов и двух вторых рабочих растворов, описанных выше, отказываются, конечно, в пользу простого расположения, если предстоит производство или перекалибровка однополостного (например, швеллерного профиля), а не двуполостного профиля (например, двутаврового профиля).
На Фиг. 2 показан вид сверху устройства, изображенного на Фиг. 1. Наружные опорные ролики 15 и 16 и внутренние рабочие ролики 11 и 12 вращаются в направлении, указанном на Фиг. 2 стрелками, показывающими направление вращения. Металлический профиль перемещается в направлении подачи V относительно прокатной клети. Альтернативно прокатная клеть также может перемещаться относительно металлического профиля, который зажат в фиксированном положении. Перед тем как полки 21 и 22 входят в первый и второй растворы между первым внутренним рабочим роликом 11 и первым наружным опорным роликом 15, а также между вторым внутренним рабочим роликом 12 и вторым наружным опорным роликом 16, соответственно, внутренние поверхности упомянутых полок находятся одна от другой на расстоянии, равном размеру К0 полости, на участке, который будет соприкасаться с внутренними рабочими роликами и по которому тела качения будут катиться во время последующего использования в качестве профилей, предназначенных для изготовления мачт. Металлический профиль 20 также имеет высоту S0 полости.
По мере прохождения соответствующей полки через соответствующий рабочий раствор, внутренние рабочие ролики прилагают деформирующие силы к внутренним поверхностям полок, следствием чего является формоизменение в холодном состоянии упомянутых внутренних поверхностей полок и тем самым также деформационное упрочнение и выравнивание близлежащей поверхности. Этот процесс более подробно показан на Фиг. 1. На Фиг. 1 стрелки FU, обозначающие силы, показаны в верхней полости двутаврового профиля 20 для того, чтобы показать, как деформационные силы, действующие перпендикулярно продольному направлению профиля между полками 21 и 22, компенсируют одна другую. Подшипники наружных опорных роликов (не показаны) должны воспринимать только силы от опорных роликов 15 и 16, которые воздействуют на наружные поверхности полок. Это достигается тем, что внутренние рабочие ролики 11 и 12 катятся один по другому, и силы, возникающие таким образом, непосредственно противодействуют одна другой. Это позволяет использовать подшипниковые узлы для валов, примыкающих к внутренним рабочим роликам, которые должны воспринимать очень небольшие силы, действующие перпендикулярно продольному направлению профиля, если таковые возникают вообще. В нижней полости двутаврового профиля 20, показанной на Фиг. 1, внутренние рабочие ролики 13, 14 показаны лишь схематически для того, чтобы можно было более четко показать участки материала (выделены черным цветом), на которые рабочие ролики оказывают деформирующее и упрочняющее воздействие.
Стрелки FA, обозначающие силы, которые также изображены на Фиг. 1, показывают прижимающую силу, воздействующую на пару рабочих роликов в направлении вращения оси вращения R, что гарантирует то, что пара рабочих роликов в процессе движения не может смещаться вверх от перемычки 25 профиля.
Что касается внутренних рабочих роликов, для получения необходимого конечного размера K1 полости каждый внутренний рабочий ролик будет иметь номинальный диаметр, равный 1/2 K1 то есть половине необходимого конечного размера K1 полости. Следовательно, для обычно используемых размеров полости в пределах 60-200 мм будут использованы внутренние рабочие ролики с номинальным диаметром от 30 мм до 100 мм. Номинальный диаметр факультативно может быть увеличен на дополнительную величину с учетом того, что материал самих полок и материал внутренних рабочих роликов имеет определенную упругость, и при воздействии деформирующих сил этот материал также деформируется упруго, т.е. без остаточной пластической деформации, хотя бы даже и незначительной, с последующим упругим последействием. Фактический диаметр может таким образом быть немного больше чем номинальный диаметр, равный 1/2 K1.
Другая отличительная особенность способа и прокатной клети заключается в том, что внутренние рабочие ролики могут иметь нецилиндрический наружный профиль по меньшей мере на участке, на котором они соприкасаются с внутренними поверхностями полок во время процесса формоизменения. На фигурах внутренние рабочие ролики показаны выпуклыми в иллюстративных целях. Следовательно, они имеют поперечное сечение, подобное выпуклой, наружно положительно изогнутой, собирающей линзе. Тем не менее, в принципе, возможны и другие формы поперечного сечения, в частности поперечное сечение, подобное вогнутой, наружно отрицательно изогнутой, рассеивающей линзе, или переменный наружный профиль. Это позволяет учитывать некоторые, возможно, характерные для конкретного производителя формы роликов, и повторять их наружные профили даже на внутренних поверхностях полок в процессе производства. Это уменьшает люфт в процессе приработки, который становится больше с течением срока службы мачтовой рамы и приближается к предельному значению, поскольку ролики катятся по поверхности, которая с самого начала соответствует их наружному профилю, и, следовательно, истирают упомянутую поверхность в течение периода эксплуатации в гораздо меньшей степени. В идеале, упомянутое истирание полностью предотвращается.
Согласно упомянутому способу, возможно также получение полок с непараллельными внутренними поверхностями путем соответствующего изменения наружного профиля внутренних рабочих роликов. В этом случае, непараллельность может иметь такой характер, что размер полости уменьшается, начиная от перемычки (эффективный наружный диаметр внутренних рабочих роликов становится меньше в направлении от поверхности перемычки), и может также иметь такой характер, что размер полости увеличивается, начиная от перемычки (эффективный наружный диаметр внутренних рабочих роликов становится больше в направлении от поверхности перемычки). Кроме того, в случае горячекатаных стальных профилей, упомянутые способ и прокатная клеть позволяют получать внутренние поверхности полок, которые обычно выходят из перемычки и непараллельны, но их раскрытие профилировано так, что в последующем они простираются параллельно.
Фиг. 3а, Фиг. 3b и Фиг. 3c иллюстрируют процесс формоизменения. Фиг.3а показывает поперечное сечение металлического профиля до введения полок в рабочий раствор. На Фиг. 3b черным цветом выделены участки материала, близкие к поверхности на внутренних сторонах полок, которые обрабатывают упомянутым способом и в упомянутой прокатной клети. Наконец, на Фиг. 3c показано поперечное сечение профиля, предназначенного для изготовления мачт, с размером полости, который был изменен от начального размера К0 полости до необходимого конечного размера K1 полости.
Как показано на Фиг. 1 и Фиг. 2, диаметр наружных опорных роликов значительно больше, чем диаметр внутренних рабочих роликов, так что поверхностное давление на наружную поверхность полки поддерживается на низком уровне. Это необходимо, в частности, в том случае, если важно, чтобы процесс формоизменения не повлиял на высоту S0 перемычки или на наружные поверхности полок. Как показано на Фиг. 2, высота S0 перемычки остается неизменной до и после прохождения через прокатную клеть, в то время как начальный размер К0 полости изменяется до требуемого конечного размера K1 полости. С другой стороны, небольшие изменения высоты S0 перемычки и расстояния между наружными поверхностями полок являются приемлемыми, при условии, однако, что такие изменения не оказывают неблагоприятного воздействия при последующем использовании профиля.
Что касается опорного тела, было обнаружено, что площадь контакта с наружной поверхностью полок профиля позволяет получить поверхностное давление, которое является достаточно низким, чтобы избежать пластической деформации на наружной поверхности полки, если эффективный диаметр опорного тела в этой точке составляет приблизительно 700-750 мм или более. Однако это не следует понимать как фиксированное значение. В зависимости от материала металлического профиля могут успешно использоваться опорные тела с размерами, отличающимися от приведенных.
Тем не менее следует отметить, что опорные тела не обязательно должны быть выполнены в виде опорного ролика. Например, они также могут представлять собой пластину или брус с боковым расположением или множество отдельных пластин, шарнирно соединенных одна с другой подобно соединению пластин лат воинского доспеха, с образованием в целом плоской ровной опорной поверхности. Выбор формы опорного тела будет зависеть, наряду с прочими факторами, от того, перемещается ли прокатная клеть относительно жестко зажатого металлического профиля, или же прокатная клеть установлена неподвижно, а металлический профиль перемещается относительно прокатной клети. В частности, в последнем случае для привода внутренних рабочих роликов и/или опорных тел, если они выполнены в виде опорных роликов, целесообразно использовать двигатель. Если как опорные ролики, так и внутренние рабочие ролики снабжены электродвигателем, следует, естественно, принять меры для того, чтобы синхронизировать окружные скорости этих снабженных двигателями роликов.
Поскольку опорный ролик не должен выполнять никаких формоизменяющих задач, он может быть заключен в оболочку или покрыт слегка упругим покрытием и/или покрытием с большим коэффициентом трения, например жестким каучуком, с правильным подбором размеров для создания припуска, перекрывающего неровности наружной поверхности полок, и/или для обеспечения перемещения без проскальзывания материала, предназначенного для прокатки. Такое покрытие в некоторых применениях также способствует приложению требуемого низкого давления на наружные поверхности полок.
Конечно, первое и второе опорные тела также могут быть выполнены в виде единой детали, обеспечивающей противодействие формоизменяющим силам на обеих сторонах, т.е. как на первой, так и на второй полках.
На Фиг. 4 показан особый вариант прокатной клети и способа, соответствующих настоящему изобретению, где угол α, который изображен с использованием теоретической соединяющей оси А, которая теоретически соединяет центральные точки двух внутренних рабочих роликов с продольной стороной профиля или направлением подачи V, увеличивают. В частности, этот угол изменяют от величины, составляющей менее 90°, до величины, по существу равной 90°. Это увеличивает эффективный наружный рабочий размер внутренних рабочих роликов, которые воздействуют на внутренние поверхности полок, и рабочий раствор постепенно суживается, в то время как наружные опорные ролики удерживаются на постоянном расстоянии друг от друга. Наружные опорные ролики, которые, конечно, должны быть предусмотрены с целью образования рабочего раствора вместе с внутренними рабочими роликами 11, 12, не показаны на Фиг. 4 исключительно для улучшения понятности изображения.
В частности, такая конструкция обеспечивает возможность поэтапного изменения размера полости, начиная от исходного размера K0 полости (металлический профиль еще не подвергался никакой обработке) до конечного размера K3 полости. При первом проходе ось A1 с продольной стороны профиля или направления подачи V составляет угол α1, что приводит к увеличению размера K0 полости до K1. При втором проходе угол α1 увеличивают до α2, чтобы немного сузить рабочий раствор и тем самым увеличить размер K1 полости до K2. При третьем проходе угол α2 увеличивают до угла α3, чтобы снова сузить рабочий раствор и тем самым, следовательно, увеличить размер K2 полости до K3, который представляет собой окончательный размер полости, как показано на Фиг. 4. Необходимое или рациональное количество проходов и, соответственно, количество выравнивающих изменений положения внутренней пары рабочих роликов и количество сужений рабочего раствора может быть определено для конкретного случая применения.
В описанном выше многостадийном способе угол α увеличивают постепенно, чтобы постепенно сузить рабочий раствор, который в противном случае поддерживают постоянным для каждого прохода. Тем не менее, чтобы компенсировать любые изменения размера полости, которые могут возникать по всей длине металлического профиля, также может быть использовано наклонное положение роликов по отношению к направлению подачи, показанное на Фиг. 4, т.е. смещение между воображаемой соединительной осью A и соответствующим сужением рабочего раствора. Небольшие отклонения размера полости, которые могут быть обнаружены в средней части металлического профиля и которые вызываются входом металлического профиля в упомянутый рабочий раствор и выходом из него, особенно в начале и в конце металлического профиля, могут быть скорректированы в ограниченном диапазоне. Наклонное положение внутренних рабочих роликов по отношению к направлению подачи, показанное на Фиг. 4, может быть достигнуто не только постепенно в несколько проходов, при этом наклонная ориентация может поддерживаться на постоянном уровне для каждого прохода, но оно также может быть контролируемым образом изменено во время прохода для выборочного выравнивания отклонений фактического измеренного размера полости по всей длине металлического профиля.
С этой целью рекомендуется разместить на паре внутренних рабочих роликов, а также на устройстве перемещения и управления, с помощью которого устанавливается угол α, измерительное устройство, которое будет измерять фактические размеры полости во время прохода. Точка замера или измеренное значение предпочтительно предшествует рабочему раствору, так что, когда отклонение выявлено, угол α может быть немедленно отрегулирован. Тем не менее возможно также, что точка замера или измеренное значение будут отслеживаться по длине рабочего раствора или же будут определяться как предшествующие, так и текущие значения измерения. В последнем случае, в частности, имеется преимущество, заключающееся в том, что система может сразу обнаружить изменения размера полости, являющиеся следствием этой регулировки, и может с помощью компьютера осуществлять перенастройку или корректировку путем изменения угла α. Более того, аналогично может быть разработана своего рода самообучающаяся система, которая осуществляет самопроверку и способна автоматически определять зависимость степени деформационного упрочнения от настройки угла или зависимых переменных.
Максимальная величина, на которую угол α может отличаться от 90°, т.е. степень смещения оси А от направления подачи V, будет варьировать в зависимости от материала металлического профиля и в соответствии с заданным количеством этапов уменьшения, и должна быть выбрана таким образом, чтобы гарантировалось достаточное взаимное подпирание внутренних рабочих роликов и чтобы сохранялась возможность регулирования полученного крутящего момента, с которым силы, действующие на внутренние рабочие ролики, переводят их в еще более наклонное положение.
Несмотря на то, что в описании явно упоминается и на фигурах изображен лишь двутавровый профиль, следует еще раз отметить, что настоящее изобретение не ограничено производством или перекалибровкой металлического профиля только такого типа, но также может быть применено к профилю других форм, который имеет две противоположные полки, между которыми может быть практически использована по крайней мере одна пара внутренних рабочих роликов.
Перечень позиций
10 - Устройство/Прокатная клеть
11, 13 - Первые внутренние рабочие ролики
12, 14 - Вторые внутренние рабочие ролики
15 - Первое опорное тело
16 - Второе опорное тело
20 - Металлический профиль
21, 23 - Первые полки
22, 24 - Вторые полки
25 - Перемычка профиля
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1994 |
|
RU2060845C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| УЛУЧШЕННАЯ БАЛКА | 2004 |
|
RU2340744C2 |
| ПРОКАТКА УГЛОВЫХ ПРОФИЛЕЙ | 2012 |
|
RU2530682C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПУНТОВОГО ПРОФИЛЯ ПОВЫШЕННОЙ ЖЕСТКОСТИ | 2015 |
|
RU2571029C1 |
| Способ изготовления гнутых профи-лЕй зАМКНуТОгО и пОлузАМКНуТОгОСЕчЕНия | 1979 |
|
SU837467A1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| СПОСОБ ПРОИЗВОДСТВА КРУПНОГАБАРИТНОГО ШПУНТОВОГО ПРОФИЛЯ | 2015 |
|
RU2571026C1 |
| Способ получения двутавровых профилей | 2020 |
|
RU2740497C1 |
Изобретение относится к области металлургии, в частности к способу и устройству для калибровки металлических профилей, имеющих две полки, расположенные одна напротив другой, внутренние поверхности которых разнесены одна от другой на заданное расстояние. Металлический профиль пропускают через устройство, которое образует рабочие растворы между парой внутренних рабочих роликов и парой наружных опорных роликов. Упомянутые рабочие ролики, образующие пару внутренних рабочих роликов, расположены с возможностью качения один по другому для компенсации воздействующих на упомянутую пару рабочих роликов со стороны внутренних поверхностей полок формоизменяющих сил. Использование изобретения обеспечивает износостойкость, хорошую свариваемость и сопротивляемость хрупкому разрушению металлических профилей. 3 н. и 23 з.п. ф-лы, 6 ил.
1. Устройство (10) для калибровки металлического профиля (20), имеющего первую полку (21, 23) и вторую полку (22, 24), противоположную упомянутой первой полке (21, 23), c обеспечением конечного расстояния K1 между внутренними поверхностями соответствующих полок, содержащее по меньшей мере одну пару рабочих роликов с первым внутренним рабочим роликом (11, 13) и вторым внутренним рабочим роликом (12, 14), которая расположена между первой полкой (21, 23) и второй полкой (22, 24) и которая выполнена с возможностью приложения формоизменяющих сил к внутренним поверхностям упомянутых противоположных полок при перемещении устройства (10) и металлического профиля (20) относительно друг друга в продольном направлении металлического профиля, причем первый внутренний рабочий ролик (11, 13) и второй внутренний рабочий ролик (12, 14) установлены с обеспечением возможности их качения друг по другу, и содержащее также первое наружное опорное тело (15), размещенное напротив первого внутреннего рабочего ролика (11, 13) с образованием первого рабочего раствора, и второе наружное опорное тело (16), размещенное напротив второго внутреннего рабочего ролика (12, 14) с образованием второго рабочего раствора.
2. Устройство по п. 1, отличающееся тем, что опорные тела (15, 16) имеют размеры, обеспечивающие при калибровке металлического профиля контактное давление между наружной поверхностью полки и опорным телом (15, 16), при котором пластическая деформация материала полки, находящегося вблизи поверхности на наружной стороне полки, отсутствует.
3. Устройство по п.1 или 2, отличающееся тем, что внутренние рабочие ролики (11, 12, 13, 14) имеют нецилиндрический наружный профиль на участке контактной поверхности, которая образуется между внутренним рабочим роликом (11, 12, 13, 14) и внутренней стороной полки при калибровке.
4. Устройство по п. 1, отличающееся тем, что оно встроено в роликовую правильную машину.
5. Устройство по п. 1, отличающееся тем, что внутренние рабочие ролики (11, 12, 13, 14) подвергнуты воздействию прижимающей силы в направлении их оси вращения R и поджимающей внутренние рабочие ролики (11, 12, 13, 14) по направлению к перемычке (25) металлического профиля.
6. Устройство по п. 1, отличающееся тем, что оно содержит очистное устройство для освобождения металлического профиля (20) от загрязнений перед прохождением в него.
7. Устройство по п. 1, отличающееся тем, что оно содержит средство для удаления наплыва, образованного роликами в процессе формоизменения.
8. Устройство по п. 1 или 2, отличающееся тем, что внутренние рабочие ролики (11, 12, 13, 14) приводятся в действие двигателем и/или наружными опорными телами (15, 16), которые представляют опорные ролики с приводом от двигателя.
9. Способ калибровки металлического профиля (20), имеющего первую полку (21, 23) и вторую полку (22, 24), противоположную упомянутой первой полке (21, 23), с обеспечением конечного расстояния K1 между внутренними поверхностями соответствующих полок, с использованием устройства (10) по п. 1, включающий операции:
- установка в заданное положение первой полки (21, 23) в первом рабочем растворе, который образуется между первым наружным опорным телом (15) и первым внутренним рабочим роликом (11, 13) из пары рабочих роликов устройства (10) для калибровки металлического профиля, установка в заданное положение второй полки (22, 24) во втором рабочем растворе, который образуется между вторым наружным опорным телом (16) и вторым внутренним рабочим роликом (12, 14) из упомянутой пары рабочих роликов,
- перемещение металлического профиля (20) и устройства (10) относительно друг друга в продольном направлении металлического профиля с обеспечением качения внутренних рабочих роликов (11, 12, 13, 14) по внутренним сторонам полок с изменением формы полок и качения первого внутреннего рабочего ролика и второго внутреннего рабочего ролика друг по другу.
10. Способ по п. 9, отличающийся тем, что металлический профиль (20) правят в роликовой правильной машине и/или рихтовочном прессе.
11. Способ по п. 9, отличающийся тем, что внутренние рабочие ролики (11, 12, 13, 14), вращающиеся вокруг оси вращения R, нагружают прижимающей силой, действующей в направлении оси вращения R и поджимающей внутренние рабочие ролики (11, 12, 13, 14) по направлению к перемычке (25) металлического профиля.
12. Способ по п. 9, отличающийся тем, что внутренние рабочие ролики (11, 12, 13, 14) имеют нецилиндрический наружный профиль на участке поверхности контакта, который образуется между внутренним рабочим роликом (11, 12, 13, 14) и внутренней стороной полки при калибровке.
13. Способ по п. 9, отличающийся тем, что наплыв, который образуется роликами во время операции формоизменения, удаляют после упомянутой операции формоизменения с помощью средства удаления наплыва, встроенного в устройство (10).
14. Способ по п. 12, отличающийся тем, что наплыв, который образуется роликами во время операции формоизменения, удаляют после упомянутой операции формоизменения с помощью средства, встроенного в устройство (10).
15. Способ по п. 9, отличающийся тем, что он включает этапы пропускания металлического профиля (20), подлежащего калибровке, многократно через одно устройство (10) для калибровки металлического профиля с регулировкой геометрических размеров рабочего раствора и/или сил, воздействующих на внутренние поверхности полок в рабочем растворе, либо пропускания металлического профиля (20), подлежащего калибровке, последовательно через несколько устройств (10) для калибровки металлического профиля, каждое из которых имеет разные размеры рабочего раствора.
16. Способ по п. 12, отличающийся тем, что он включает этапы пропускания металлического профиля (20), подлежащего калибровке, многократно через одно устройство (10) для калибровки металлического профиля с регулировкой геометрических размеров рабочего раствора и/или сил, воздействующих на внутренние поверхности полок в рабочем растворе, либо пропускания металлического профиля (20), подлежащего калибровке, последовательно через несколько устройств (10) для калибровки металлического профиля, каждое из которых имеет разные размеры рабочего раствора.
17. Способ по п. 9, отличающийся тем, что металлический профиль (20) перемещают относительно неподвижного устройства (10) для калибровки металлического профиля в продольном направлении упомянутого профиля.
18. Способ по п. 9, отличающийся тем, что устройство (10) для калибровки металлического профиля перемещают относительно металлического профиля (20), который закреплен посредством зажима.
19. Способ по п. 9, отличающийся тем, что металлический профиль (20) зажимают между первым опорным телом (15) и вторым опорным телом (16), а пару рабочих роликов перемещают между первой полкой (21, 23) и второй полкой (22, 24) в продольном направлении относительно металлического профиля (20) и опорных тел (15, 16).
20. Способ по п. 12, отличающийся тем, что металлический профиль (20) зажимают между первым опорным телом (15) и вторым опорным телом (16), а пару рабочих роликов перемещают между первой полкой (21, 23) и второй полкой (22, 24) в продольном направлении относительно металлического профиля (20) и опорных тел (15, 16).
21. Способ по п. 15, отличающийся тем, что металлический профиль (20) зажимают между первым опорным телом (15) и вторым опорным телом (16), а пару рабочих роликов перемещают между первой полкой (21, 23) и второй полкой (22, 24) в продольном направлении относительно металлического профиля (20) и опорных тел (15, 16).
22. Способ по п. 16, отличающийся тем, что металлический профиль (20) зажимают между первым опорным телом (15) и вторым опорным телом (16), а пару рабочих роликов перемещают между первой полкой (21, 23) и второй полкой (22, 24) в продольном направлении относительно металлического профиля (20) и опорных тел (15, 16).
23. Способ по п. 9, отличающийся тем, что на участках внутренних поверхностей полок материал металлического профиля подвергают деформационному упрочнению в процессе формоизменения в холодном состоянии.
24. Способ по п. 9, отличающийся тем, что высота S0 перемычки металлического профиля (20) остается в существенной степени неизменной во время процесса формоизменения.
25. Способ по п. 23, отличающийся тем, что на участках внутренних поверхностей полок материал металлического профиля подвергают деформационному упрочнению в процессе формоизменения в холодном состоянии, при этом высота S0 перемычки металлического профиля (20) остается в существенной степени неизменной во время данного процесса.
26. Металлический профиль, в частности сортовой прокат, калиброванный способом по одному из пп. 9-25.
| JP 62093008, 28.04.1987 | |||
| СПОСОБ ДИАГНОСТИКИ ХОЛЕЦИСТИТА У ДЕТЕЙ | 1989 |
|
RU2011201C1 |
| JP 11244903 A, 14.09.1999 | |||
| СПОСОБ ПРОКАТКИ СИММЕТРИЧНЫХ ПРОФИЛЕЙ СЛОЖНОЙ ФОРМЫ | 2005 |
|
RU2288045C1 |
| СПОСОБ ПРОКАТКИ КРУПНЫХ ШВЕЛЛЕРОВ В ЧЕРНОВЫХ КАЛИБРАХ | 2005 |
|
RU2294246C1 |

