Изобретение относится к строительному комплексу, в частности к линиям производства трехслойных панелей.
Известна линия производства трехслойных панелей, включающая взаимосвязанные между собой функциональные узлы - узел подачи рулонов облицовок, узел глубокого профилирования, узел укладки заполнителя, узел загрузки ламелей, узел прессования, узел отрезания панели, узел формирования стопы панелей и узел упаковки транспортного пакета (см. Политехнический словарь, М.: С.Э., 1989 г., с. 362).
Известна также линия производства трехслойных панелей, включающая взаимосвязанные между собой функциональные узлы - узел подачи рулонов облицовок, узел глубокого профилирования, узел укладки заполнителя, узел загрузки ламелей, узел прессования, узел отрезания панели, узел формирования стопы панелей и узел упаковки транспортного пакета (см. Политехнический словарь, М.: С.Э., 1989 г., с. 307).
Недостатками известных изобретений является относительно низкое качество зон соединения заполнителя и зон отрезания панелей.
Цель изобретения - повышение качества зон соединения заполнителя и зон отрезания панелей.
Достигается это тем, что линия производства трехслойных панелей снабжена расположенным перед узлом укладки заполнителя приспособлением формирования соединительного замка заполнителя, которое выполнено в виде смонтированных на поперечной траверсе продольно-подвижных и подпружиненных толкателей ламелей заполнителя, при этом толкатели выполнены по длине разноразмерными и смонтированы между собой с чередованием, а узел отрезания панели снабжен приспособлением гашения вибрации концов панели, которое смонтировано перед приводом узла отрезания панели и выполнено в виде дополнительного вала с опорными роликами.
Целесообразно, чтобы толкатели приспособления формирования соединительного замка заполнителя были выполнены составными.
Полезно, чтобы толкатели приспособления формирования соединительного замка заполнителя были выполнены в виде стержня и гильзы.
Целесообразно, чтобы стержни толкателей приспособления формирования соединительного замка заполнителя имели опорную съемную шайбу.
Полезно, чтобы стержни толкателей приспособления формирования соединительного замка заполнителя были выполнены с расположенными на концах стопорными элементами.
Целесообразно, чтобы стержни толкателей приспособления формирования соединительного замка заполнителя имели установленную между съемной опорной шайбой и кольцевой шайбой гильзы пружины.
Полезно, чтобы стержни толкателей приспособления формирования соединительного замка заполнителя были выполнены с кольцевыми шайбами.
Целесообразно, чтобы стержни толкателей приспособления формирования соединительного замка заполнителя были выполнены с расположенными на передних концах опорными площадками.
Полезно, чтобы Линия по п.1, отличающаяся тем, что толкатели приспособления формирования соединительного замка заполнителя были выполнены с расположенными между съемными опорными площадками пружинами.
Целесообразно, чтобы толкатели приспособления формирования соединительного замка заполнителя были выполнены со съемными направляющими.
Полезно, чтобы толкатели приспособления формирования соединительного замка заполнителя были выполнены с направляющими гильзами.
Целесообразно, чтобы приспособление формирования соединительного замка заполнителя было выполнено с переставными опорами.
Полезно, чтобы пепреставные опоры приспособления формирования соединительного замка заполнителя были выполнены с попарно расположенными продольными пазами.
Целесообразно, чтобы траверса была выполнена с настроечными крепежными гнездами.
Линия соответствует всем требованиям признаков изобретения, а именно:
- признаку новизны, поскольку линия производства трехслойных панелей снабжена расположенным перед узлом укладки заполнителя приспособлением формирования соединительного замка заполнителя,
- признаку наличия конструктивного элемента, поскольку приспособление формирования соединительного замка заполнителя выполнено в виде толкателей ламелей заполнителя,
- признаку наличия связи между элементами, поскольку приспособление формирования соединительного замка заполнителя выполнено в виде смонтированных на поперечной траверсе продольно-подвижных толкателей ламелей заполнителя,
- признаку взаимного расположения элементов, поскольку толкатели выполнены по длине разноразмерными,
- признаку формы выполнения элементов, поскольку толкатели смонтированы между собой с чередованием,
- признаку формы связи между элементами, поскольку узел отрезания панели снабжен приспособлением гашения вибрации концов панели,
- признаку параметров и их взаимосвязи, поскольку приспособлением гашения вибрации концов панели смонтировано перед приводом узла отрезания панели,
- признаку материала, из которого выполнен элемент, поскольку приспособление гашения вибрации концов панели выполнено в виде дополнительного вала с опорными роликами.
На фиг.1 изображена схема линии производства трехслойных панелей;
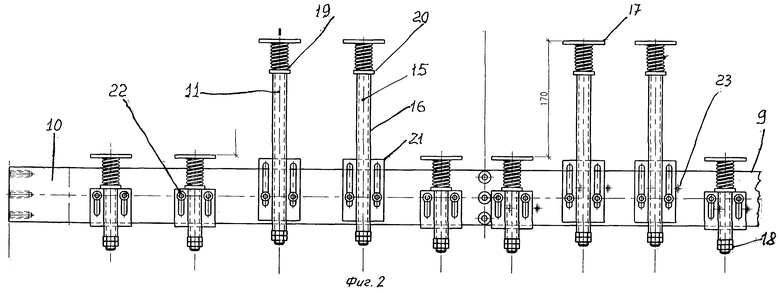
на фиг.2 - то же, схема приспособления формирования соединительного замка;
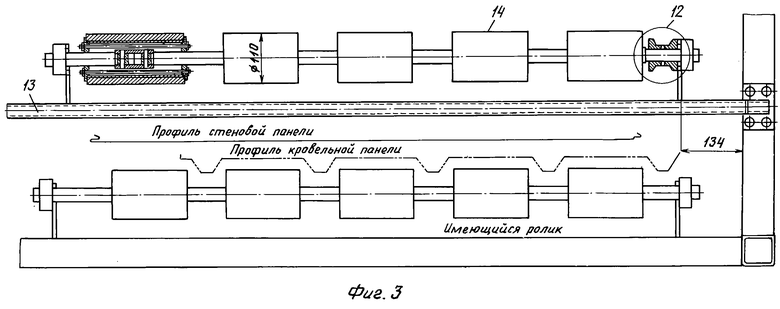
на фиг.3 - то же, схема приспособления гашения вибрации концов панели.
Линия производства трехслойных панелей включает взаимосвязанные между собой функциональные узлы - узел подачи 1 рулонов облицовок, узел глубокого профилирования 2, узел укладки 3 заполнителя, узел загрузки 4 ламелей, узел прессования 5, узел отрезания 6 панели, узел формирования 7 стопы панелей и узел упаковки 8 транспортного пакета, при этом линия производства трехслойных панелей снабжена расположенным перед узлом укладки 3 заполнителя приспособлением формирования соединительного замка 9, которое выполнено в виде смонтированных на поперечной траверсе 10 продольно-подвижных и подпружиненных толкателей 11 ламелей заполнителя, при этом толкатели 11 выполнены по длине разноразмерными и смонтированы между собой с чередованием, а узел отрезания 6 панели снабжен приспособлением гашения вибрации 12 концов панели, которое смонтировано перед узлом отрезания 6 панели и выполнено в виде дополнительного вала 13 с опорными роликами 14, толкатели 11 приспособления формирования соединительного замка 9 выполнены составными, или выполнены в виде стержня 15 и гильзы 16, а стержни 15 толкателей приспособления формирования соединительного замка заполнителя имеют опорную съемную шайбу 17 и выполнены с расположенными на концах стопорными элементами 18 и пружиной 19, гильзы 16 толкателей 11 приспособления формирования соединительного замка 9 выполнены с кольцевыми шайбами 20, толкатели приспособления формирования соединительного замка заполнителя выполнены с расположенными на передних концах опорными площадками 21, или с расположенными между съемными опорными площадками пружинами, или со съемными направляющими 22, или с направляющими гильзами, приспособление формирования соединительного замка 9 заполнителя выполнено с переставными опорами, переставные опоры приспособления формирования соединительного замка заполнителя выполнены с попарно расположенными продольными пазам, а траверса выполнена с настроечными крепежными гнездами 23.
Работа линии осуществляется следующим образом.
Вначале подготавливают к работе функциональные узлы - узел подачи 1 рулонов облицовок, узел глубокого профилирования 2, узел укладки 3 заполнителя, узел загрузки 4 ламелей, узел прессования 5, узел отрезания 6 панели, узел формирования 7 стопы панелей и узел упаковки 8 транспортного пакета, при этом линию производства трехслойных панелей снабжают расположенным перед узлом укладки 3 заполнителя приспособлением формирования соединительного замка 9, которое выполняют в виде смонтированных на поперечной траверсе 10 продольно-подвижных и подпружиненных толкателей 11 ламелей заполнителя, при этом толкатели 11 выполняют по длине разноразмерными и смонтированы между собой с чередованием, а узел отрезания 6 панели снабжают приспособлением гашения вибрации 12 концов панели, которое смонтировано перед узлом отрезания 6 панели и выполняют в виде дополнительного вала 13 с опорными роликами 14, толкатели 11 приспособления формирования соединительного замка 9 выполняют составными, или выполняют в виде стержня 15 и гильзы 16, а стержни 15 толкателей приспособления формирования соединительного замка заполнителя имеют опорную съемную шайбу 17 и выполняют с расположенными на концах стопорными элементами 18 и пружиной 19, гильзы 16 толкателей 11 приспособления формирования соединительного замка 9 выполняют с кольцевыми шайбами 20, толкатели приспособления формирования соединительного замка заполнителя выполняют с расположенными на передних концах опорными площадками 21, или с расположенными между съемными опорными площадками пружинами, или со съемными направляющими 22, или с направляющими гильзами, приспособление формирования соединительного замка 9 заполнителя выполняют с переставными опорами, переставные опоры приспособления формирования соединительного замка заполнителя выполняют с попарно расположенными продольными пазам, а траверсу выполняют с настроечными крепежными гнездами 23, затем к работе подключают все функциональные узлы - узел подачи 1 рулонов облицовок, узел глубокого профилирования 2, узел укладки 3 заполнителя, узел загрузки 4 ламелей, узел прессования 5, узел отрезания 6 панели, узел формирования 7 стопы панелей и узел упаковки 8 транспортного пакета и цикл повторяют.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ПРОИЗВОДСТВА ТЕРМОСТОЙКИХ ПАНЕЛЕЙ | 2003 |
|
RU2248273C1 |
| ЛИНИЯ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2014 |
|
RU2607324C2 |
| УСТРОЙСТВО РАСКРОЯ ОГНЕСТОЙКИХ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2003 |
|
RU2264288C2 |
| МНОГОСЛОЙНЫЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ, СПОСОБ ЕГО ПРОИЗВОДСТВА И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ МНОГОСЛОЙНОГО СТРОИТЕЛЬНОГО ЭЛЕМЕНТА | 2017 |
|
RU2645314C1 |
| УСТРОЙСТВО ПРОКАТКИ ОБЛИЦОВОК | 2003 |
|
RU2235619C1 |
| ТРАНСПОРТНЫЙ ПАКЕТ | 2003 |
|
RU2258021C2 |
| СПОСОБ УПАКОВКИ ЛЁГКИХ ДЛИННОМЕРНЫХ ПАНЕЛЕЙ | 2003 |
|
RU2248921C1 |
| СИСТЕМА ПРОИЗВОДСТВА КАРКАСА | 2002 |
|
RU2235837C2 |
| Складной стоечный поддон | 1990 |
|
SU1781140A1 |
| СБОРНО-МОНОЛИТНОЕ МЕЖДУЭТАЖНОЕ ПЕРЕКРЫТИЕ (ВАРИАНТЫ), СПОСОБ ЕГО ВОЗВЕДЕНИЯ И ОПАЛУБОЧНЫЙ ЭЛЕМЕНТ ДЛЯ ВОЗВЕДЕНИЯ ПЕРЕКРЫТИЯ | 2012 |
|
RU2548262C2 |
Изобретение относится к строительству, а именно к линиям для производства трехслойных панелей. Линия снабжена расположенным перед узлом укладки заполнителя приспособлением формирования соединительного замка заполнителя, которое выполнено в виде смонтированных на поперечной траверсе продольно-подвижных и подпружиненных толкателей ламелей заполнителя. Толкатели выполнены по длине разноразмерными и смонтированы между собой с чередованием. Узел отрезания панели снабжен приспособлением гашения вибрации концов панели, которое смонтировано перед приводом узла отрезания панели и выполнено в виде дополнительного вала с опорными роликами. Технический результат – повышение качества соединения панелей. 13 з.п. ф-лы, 3 ил.

| Способ изготовления трехслойной панели | 1974 |
|
SU525789A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ | 0 |
|
SU250436A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВЕРЖДЕННОГО НЕТКАНОГО ПОЛОТНА ИЗ МИНЕРАЛЬНОГО ВОЛОКНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2152489C1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |

