Данное изобретение относится к холодильному агенту, в частности, но не исключительно, для систем кондиционирования воздуха. Эта система особенно связана с составами холодильных агентов, которые не оказывают отрицательного воздействия на атмосферный слой озона, и к составам, которые можно добавлять к существующим холодильным агентам, которые совместимы со смазочными веществами, обычно применяемыми в холодильной технике и системах кондиционирования воздуха. Данное изобретение относится также к способу модификации систем охлаждения и кондиционирования воздуха.
Хлорфторуглероды (CFC), например CFC11 и CFC12, являются стабильными, обладающими низкой токсичностью и невоспламеняемыми веществами, обеспечивающими рабочие условия с низким уровнем опасности и применяемыми в холодильной технике и системах кондиционирования воздуха. При выпуске они проникают в стратосферу и атакуют озоновый слой, который защищает окружающую среду от опасного воздействия ультрафиолетовых лучей. Монреальский протокол, международное соглашение по окружающей среде, подписанное более чем 160 странами, требует постепенного исключения CFC согласно принятой программе. Теперь это относится и к хлорфторуглеводородам (HCFC), которые также оказывают вредное воздействие на озоновый слой.
Любые заменители CFC12 не должны обеднять озоновый слой. Составы по данному изобретению не включают атомов хлора и, следовательно, они не будут оказывать обедняющего воздействия на озоновый слой, в то же время обеспечивая сходное поведение с CFC12 в качестве рабочей жидкости в холодильных агрегатах.
Для описания смесей холодильных агентов в патентной литературе используют различные термины. Их можно определить следующим образом.
Zeotrop: жидкая смесь, у которой составы пара и жидкой фазы при данной температуре различны.
Смещение температуры: если смесь жидкостей, у которой составы пара и жидкой фазы при данной температуре различны, перегоняется при постоянном давлении, ее температура кипения будет возрастать. Изменение температуры кипения с момента начала перегонки до точки, когда жидкая фаза почти исчезла, называется смещением температуры. Смещение наблюдается также, если насыщенный пар такой смеси конденсируется при постоянном давлении.
Азеотроп: жидкая смесь конкретного состава, у которой при конкретной температуре составы пара и жидкой фазы одинаковы. Строго говоря, жидкая смесь, которая является азеотропом, например, в условиях испарителя, не может также быть азеотропом в условиях конденсатора. Однако литература по холодильной технике может описывать некую смесь как азеотропную, если она удовлетворяет вышеприведенному определению при какой-либо температуре в интервале рабочего диапазона.
Смесь, близкая к азеотропу: смесь, которая кипит в небольшом температурном диапазоне, то есть имеет малое смещение температуры.
Смесь - модификатор холодильного агента: не содержащая хлора смесь, применяемая для полного замещения исходного CFC или HCFC холодильного агента.
Смесь - разбавитель холодильного агента: не содержащая хлора смесь, добавляемая при техническом обслуживании к холодильным агентам CFC или HCFC, оставшимся в системе, то есть холодильный агент, который доливают, чтобы скомпенсировать утечку.
Герметичный компрессор: компрессор, у которого электродвигатель находится в том же полностью герметичном корпусе, что и компрессор. Двигатель охлаждается паром холодильного агента, возвращающимся в компрессор. Выделяемое двигателем тепло удаляется через конденсатор.
Полугерметичный компрессор: похож на герметичный компрессор; основное различие заключается в том, что корпус имеет болтовое соединение, которое можно открыть, что дает возможность обслуживать двигатель и компрессор.
Открытый компрессор: компрессор, который приводится в действие внешним двигателем через ведущий вал, проходящий через кожух компрессора. Тепло от двигателя рассеивается непосредственно в окружающей среде, а не через конденсатор. Это приводит к несколько более эффективной работе, чем у герметичного компрессора, но могут происходить утечки холодильного агента по уплотнению вала.
Процентные составы и пропорции, упоминаемые в данном описании, являются массовыми, если не указано что-либо другое. Процентные составы и пропорции выбраны так, чтобы в сумме составлять 100%.
Согласно первому аспекту данного изобретения состав холодильного агента включает 1,1,1,2-тетрафторэтан (R134a), пентафторэтан (R125) и добавку, выбранную из насыщенных углеводородов или их смеси, кипящих в интервале от -5 до +70°С; при этом массовое содержание R125 и R134a находится в интервале: R125 1-17%, R134a 99-83%.
Предпочтительное массовое содержание R125 и R134a находится в интервале: R125 2-15%, R134a 98-85%.
Компрессоры поршневого типа, то есть возвратно-поступательные или вращательные компрессоры, применяемые в холодильных системах, всасывают в небольших количествах смазку из картера, которая выбрасывается с паром холодильного агента через выпускные клапаны. Для того, чтобы сохранить смазку компрессора, это масло должно направляться по контуру с потоком холодильного агента и возвращаться в картер. Холодильные агенты CFC и HCFC смешиваются с углеводородными смазками и, следовательно, переносят смазку по контуру. Однако холодильные агенты HFC и углеводородные смазки имеют низкие взаимные растворимости, поэтому эффективный возврат смазки невозможен. Эта проблема особенно остро стоит в испарителях, где низкие температуры могут настолько увеличить вязкости масел, что это препятствует переносу их вдоль стенок трубопровода. В случае CFC и HCFC в смазке остается достаточное количество холодильного агента, чтобы снизить вязкости и дать возможность осуществлять возврат смазки.
При использовании HFC с углеводородными смазками возврат смазки может быть облегчен введением в систему углеводородной жидкости, имеющей следующие свойства:
(a) достаточную растворимость в смазке при температуре испарителя, чтобы снизить ее вязкость; и
(b) достаточную летучесть, чтобы позволить отгонку из горячей смазки в картере компрессора.
Углеводороды удовлетворяют этим требованиям.
Предпочтительные углеводородные добавки выбирают из группы, состоящей из 2-метилпропана, 2,2-диметилпропана, бутана, пентана, 2-метилбутана, циклопентана, гексана, 2-метилпентана, 3-метилпентана, 2,2-диметилбутана и метилциклопентана. Предпочтительным является использование н-пентана, циклопентана, изопентана и их смесей. Особенно предпочтительным является использование н-пентана или изопентана, или их смесей.
В особо предпочтительных вариантах исполнения данного изобретения применяют смесь пентана, предпочтительно н-пентана, изопентана или их смеси, совместно с бутаном. Это обеспечивает то преимущество, что можно получить близко кипящую или почти азеотропную смесь, так чтобы избежать образования воспламеняемого высокого содержания пентана в случае утечки, например, из емкости для хранения.
Количество углеводородной добавки может составлять до 10%, предпочтительно от 1 до 8%, более предпочтительно примерно 2-4%. Количество R125 может быть увеличено при увеличении содержания углеводородной добавки.
Относительные содержания пентанового и бутанового компонентов могут быть выбраны так, чтобы дать в сумме от 0,2 до 5% от состава, предпочтительно от 2 до 4%, более предпочтительно от 3 до 4%. Можно использовать содержание пентана (предпочтительно изопентана) от 0,2 до 2% совместно с соответствующим количеством от 4,8 до 3% бутана в составах, содержащих в сумме 5% углеводорода. В составах с содержанием углеводорода менее 5%, например от 1 до 4%, можно использовать относительно большие соотношения бутан:пентан, чтобы свести к минимуму нарастание углеводородов при утечке. Тем самым снижается риск воспламенения.
Особо предпочтительный состав включает, %: R125 9,5%, R134a 88,5, пентан 2.
Другой состав включает, %: R125 5, смесь бутан/пентан от 3 до 4, R134a остаток до 100.
Можно применять соотношение пентан:бутан от 1:3 до 1:8, предпочтительно примерно 1:5.
Составы холодильных агентов по данному изобретению дают ряд преимуществ. Присутствие R125 понижает воспламеняемость смеси холодильных агентов. Более высокое содержание HFC дает возможность добавить к смеси больше пентана, что снижает растворимость в смеси с традиционными смазочными веществами, например минеральными и алкилбензольными маслами.
Данное изобретение может дать ряд преимуществ по сравнению с R12, включая более низкий присущий ему общий потенциал прогрева и более низкую температуру нагнетания. Данное изобретение может дать ряд преимуществ в сравнении с чистым R143a, включая более высокую смешиваемость и более высокую загружаемость углеводородными маслами и, следовательно, лучший возврат масла.
Далее изобретение описывается посредством примеров, не имеющих ограничительного смысла.
ПРИМЕР 1.
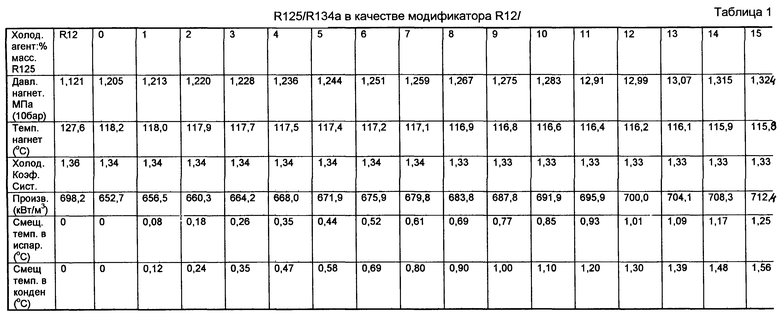
Составы R125/R134a/пентан были оценены с применением стандартного способа анализа холодильного цикла, чтобы оценить их пригодность в качестве модификаторов R12 в герметичных и полугерметичных системах. Рабочие условия, выбранные для анализа, являются типичными для условий работы систем охлаждения. Так как эти смеси, строго говоря, имели различный состав жидкой и паровой фаз, то в качестве предельных температур цикла были выбраны средние величины их смещений температуры в испарителе и конденсаторе. Те же самые температуры использовали и для того, чтобы получить данные о поведении R12.
Пентан присутствовал в количестве 4 мас.% в расчете на общую массу смеси R125/R134a. Для упрощения расчетов это небольшое количество пентана не учитывали.
Рассматривали составы, содержащие от 1 до 15% R125.
При анализе использовали следующие условия проведения цикла:
ИСПАРИТЕЛЬ
Средняя температура испарения жидкости 7,0°С
Перегрев 5,0°С
Перепад давления в линии всасывания (в единицах температуры
насыщения) 1,5°С
КОНДЕНСАТОР
Средняя температура конденсации жидкости 45,0°С
Переохлаждение 5,0°С
Перепад давления в линии нагнетания (в единицах температуры
насыщения) 1,5°С
ТЕПЛООБМЕННИК ЖИДКОСТНАЯ ЛИНИЯ/ЛИНИЯ ВСАСЫВАНИЯ
Эффективность 0,3
КОМПРЕССОР
Эффективность электродвигателя 0,85
Изоэнтропическая эффективность компрессора 0,7
Объемный коэффициент компрессора 0,82
ПАРАЗИТНЫЕ НАГРУЗКИ
Внутренний вентилятор 0,3 кВт
Внешний вентилятор 0,4 кВт
Контрольные приборы 0,1 кВт
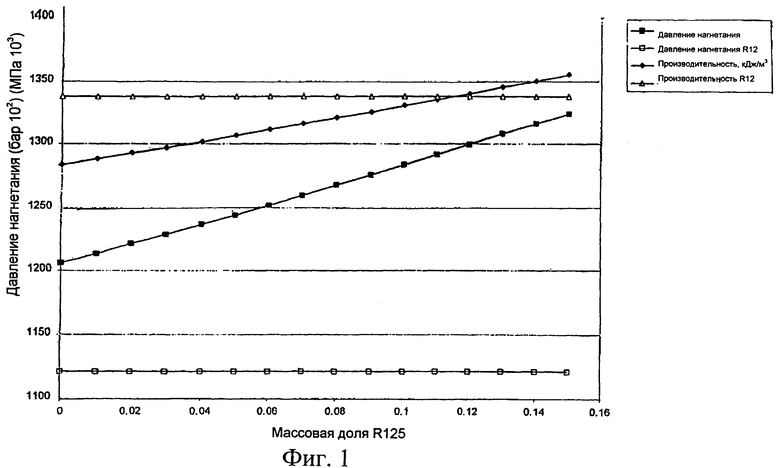
Результаты анализирования работы блока кондиционирования воздуха при использовании этих рабочих условий приведены в Таблице 1, а ключевые параметры построены на фиг.1.
Все смеси имеют более низкие температуры нагнетания, чем R12, и, следовательно, в этом отношении удовлетворяют требованиям данных технических условий.
Холодильный коэффициент системы (СОР) составляет не менее 97% от этой величины для R12. Холодопроизводительность у всех составов составляла более 90% от этой величины для R12 во всем диапазоне разведения.
Составы, содержащие 3% или более R125, имели холодопроизводительность более 95% от этой величины для R12. Составы, содержащие 12% или более R125, имели холодопроизводительность выше, чем у R12.
Давление нагнетания не превышало эту величину для R12 более чем на 0,2 МПа (2 бар) для всех составов.
Все составы удовлетворяют требованиям данного изобретения. Составы с содержанием R125 от 9 до 13% являются особенно обещающими, обеспечивая хороший компромисс между давлением нагнетания и холодопроизводительностью.
ПРИМЕР 2.
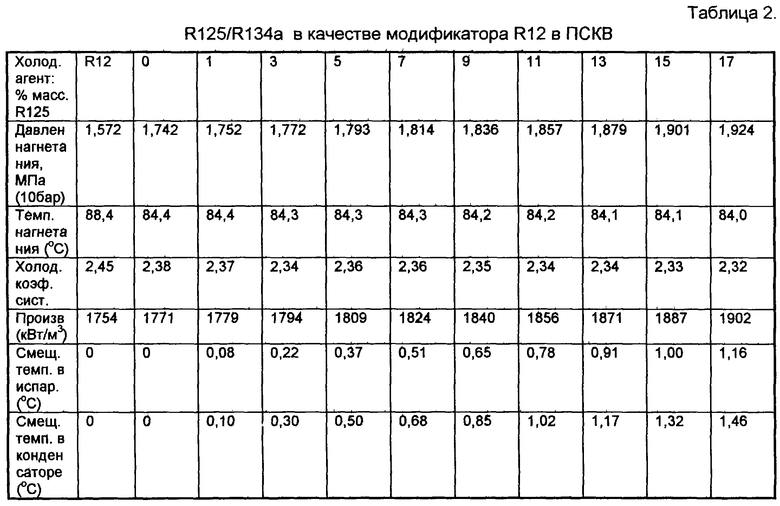
Составы R125/R134a/пентан были оценены с использованием стандартного способа анализа холодильного цикла, чтобы оценить их возможности в качестве модификатора R12 в передвижных системах кондиционирования воздуха (ПСКВ). Рабочие условия, выбранные для анализа, являются типичными для систем ПСКВ. Так как смеси, строго говоря, имели различный состав жидкой и паровой фаз, для определения температурных границ цикла были выбраны средние температуры смещения в испарителе и конденсаторе. Те же самые температуры использовали и для получения данных о поведении R12.
Пентан присутствовал в количестве 4 мас.% в расчете на общую массу смеси R125/R134a. С целью упрощения расчетов это небольшое количество пентана не учитывали.
Рассматривали составы, содержащие от 1 до 17% R125. При анализе использовали следующие условия проведения цикла:
ИСПАРИТЕЛЬ
Средняя температура испарения жидкости 7,0°С
Перегрев 5,0°С
Перепад давления в линии всасывания (в единицах
температуры насыщения) 1,5°С
КОНДЕНСАТОР
Средняя температура конденсации жидкости 60,0°С
Переохлаждение 5,0°С
Перепад давления в линии нагнетания (в единицах
температуры насыщения) 1,5°С
КОМПРЕССОР
Изоэнтропическая эффективность компрессора 0,7
Объемный коэффициент компрессора 0,82
ПАРАЗИТНЫЕ НАГРУЗКИ
Вентилятор конденсатора 0,4 кВт
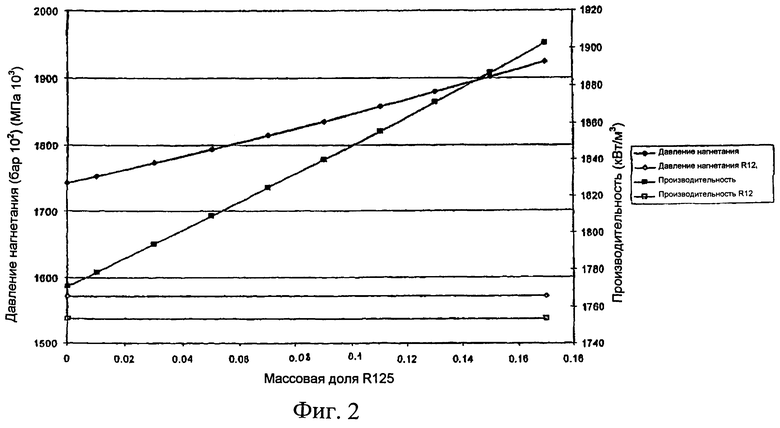
Результаты анализирования работы блока кондиционирования воздуха при использовании этих рабочих условий приведены в Таблице 2, а ключевые параметры построены на фиг.2.
Все смеси имеют более низкие температуры нагнетания, чем R12, и, следовательно, с этой точки зрения удовлетворяют требованиям данных технических условий.
Холодопроизводительности всех составов выше, чем эта величина для R12, во всем диапазоне.
Составы, содержащие до 3% R125, имеют давление нагнетания, которое не превышает соответствующей величины для R12 более чем на 0,2 МПа (2 бар).
Для высоких значений холодопроизводительностей в оборудовании, которое может выдержать более высокие давления, предпочтительным является состав с 5-17% R125, а особенно предпочтительным с 10-17%.
Если интерес представляет максимальное давление, предпочтительными являются смеси, содержащие от 0 до 3% R125, которые увеличивают холодопроизводительность, но не превышает давления R12 более чем на 0,2 МПа (2 бар). Эти смеси близки к азеотропным смесям.
ПРИМЕР 3.
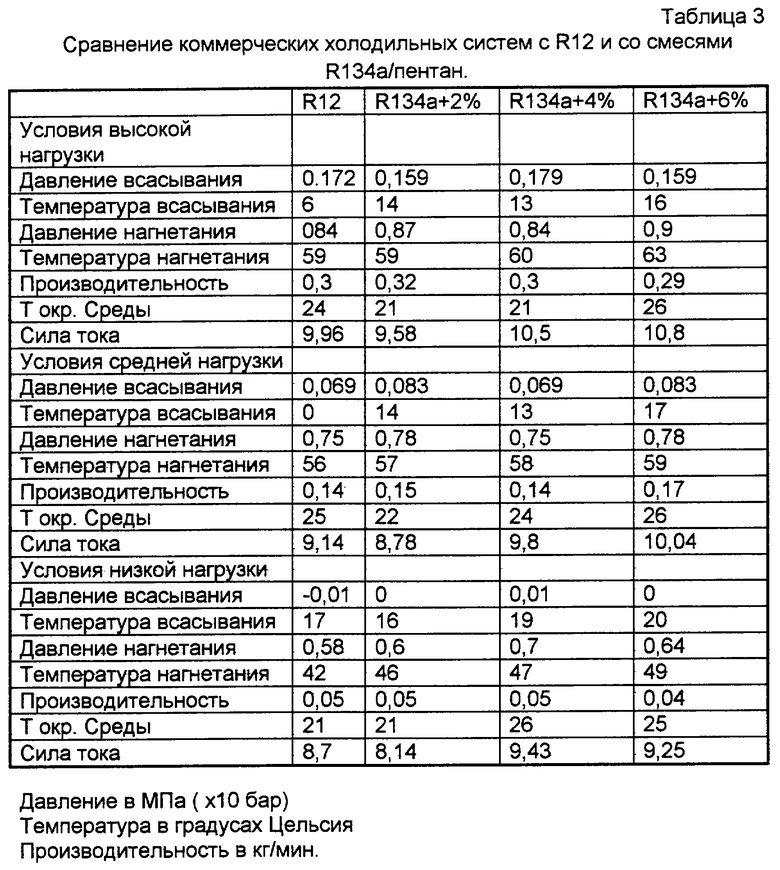
R12 и несколько составов R134а/пентан были испытаны в типичной системе охлаждения, чтобы оценить (а) минимальное количество пентана, необходимое в R134a, чтобы обеспечить соответствующий возврат масла при использовании минерального масла в типичной системе охлаждения, работающей в средне- или высокотемпературных применениях; и (b) обеспечивает ли полученная смесь параметры, характеризующие поведение, давление и температуры, такие же, как для системы, работающей на R12.
Используемая система охлаждения включала 0,37 кВт герметичный компрессор с воздушным охлаждением типа Danfoss модель DA05H1AAN с проектной температурой испарения от -6 до +10°С и мощностью от 967 Вт до 1861 Вт/час. Этот блок был соединен с трубкой трубчатого испарителя, и к компрессору был присоединен визуальный указатель уровня масла. В систему было залито масло 3G (с вязкостью 150), и она работала как конденсирующая система для конденсации пара R22 с верхней части нагретого цилиндра. Конденсат перетекал за счет силы тяжести из испарителя/конденсатора ко второму, не нагретому цилиндру. Производительность системы определялась массой R22, сконденсированного за определенный период времени. Поток пара R22 в испаритель/конденсатор ограничивали вручную, чтобы обеспечить различные условия нагрузки. Все показания давления, температурной производительности и силы тока снимали каждый час и усредняли за период шесть-восемь часов. Отводы на линии нагнетания и вход испарителя облегчали отбор образцов пара и позволяли добавлять к системе отмеренные количества пентана.
В систему было залито масло 3Gs (вязкость 150). Система работала как система конденсатора для конденсации паров R22 с верхней части нагретого цилиндра, и конденсат стекал под действием силы тяжести из испарителя/конденсатора во второй, не нагретый цилиндр. Производительность системы определялась массой R22, сконденсированного за определенный промежуток времени. Поток пара R22 в испаритель/конденсатор ограничивали вручную, чтобы обеспечить различные условия нагрузки.
На стадии 1 испытания система сначала работала с загрузкой 1,2 кг R12. Следующие данные наблюдали и фиксировали: напряжение, сила тока, давление всасывания, температура всасывания, давление нагнетания, температура нагнетания, температура на линии жидкости, температура в испарителе, температура окружающей среды, уровень масла, температуры исходного и приемного цилиндров и скорость процесса в кг/м. Эти данные измеряли каждый час и усредняли за период 18 часов. За это время температуры в испарителе контролировали путем ограничения ввода газа для продувки и отслеживали в интервале температур между -34°С и -6°С.
На стадии 2 испытания весь R12 был удален из системы, при этом масло было оставлено на месте. Затем R12 заменили на R134a в количестве приблизительно 90 мас.% от первоначальной загрузки R12. Снова зафиксировали уровень масла. Затем система охлаждения работала в течение нескольких дней, и вышеприведенные данные фиксировали с часовыми интервалами.
Было отмечено, что после многих дней работы в условиях различной нагрузки уровень масла в компрессоре не изменялся.
Затем к системе было добавлено 15 м линии всасывания, также без изменения уровня масла. Затем возврат масла замедлился, и после нескольких дней работы уровень масла упал примерно на 10 мм.
К R134а был добавлен пентан в максимальном количестве 2 мас.% от исходной загрузки. Приблизительно после 18 часов уровень масла увеличился приблизительно на 6 мм.
Позже были добавлены дополнительные количества пентана до максимального уровня 6% от исходной загрузки холодильного агента с небольшим увеличением уровня масла, наблюдаемым при каждом добавлении пентана.
Ссылаясь на Таблицу 3, можно сделать следующие наблюдения относительно стадии 2 испытания (по сравнению со стадией 1):
(a) возврат масла улучшался при добавлении пентана;
(b) производительности были несколько выше при всех условиях загрузки;
(c) потребление энергии было несколько ниже при всех условиях загрузки;
(d) давления нагнетания были в среднем несколько выше;
(e) давления всасывания были в среднем такими же;
(f) температуры нагнетания были в среднем несколько выше;
(g) температуры всасывания были в среднем значительно выше и
(h) не наблюдалось заметного отрицательного воздействия на работу системы или ее компоненты.
При испытании на открытое пламя и определении процентного состава по площади пика хроматограммы было отмечено, что смесь становилась воспламеняемой при концентрациях 10% или более пентана.
Фракционирование смеси было очевидным при процентном содержании, изменяющимся от 1% до 20% пентана, или смеси с 6 мас.%.
Предполагали, что пентан мог концентрироваться в масле картера компрессора при нерабочей части цикла.
Можно сделать вывод, что смесь R134а плюс 2% пентана в качестве замещающей добавки обеспечивает возврат масла и равную или лучшую производительность и более высокую эффективность для средне- и высокотемпературных коммерческих систем R12 без непосредственного негативного влияния на оборудование или работу. С позиции воспламеняемости смеси, содержащие более 2% пентана, можно было разделить при некоторых условиях. Системы с большими загрузками охлаждающего масла и относительно небольшими загрузками масла картера компрессора могли быть восприимчивы к повреждению компрессора, если содержание пентана в масле достигало концентраций, которые могли влиять на смазывающие свойства масла или вызывали вспенивание масла при запуске после продолжительных периодов отключения.
ПРИМЕР 4.
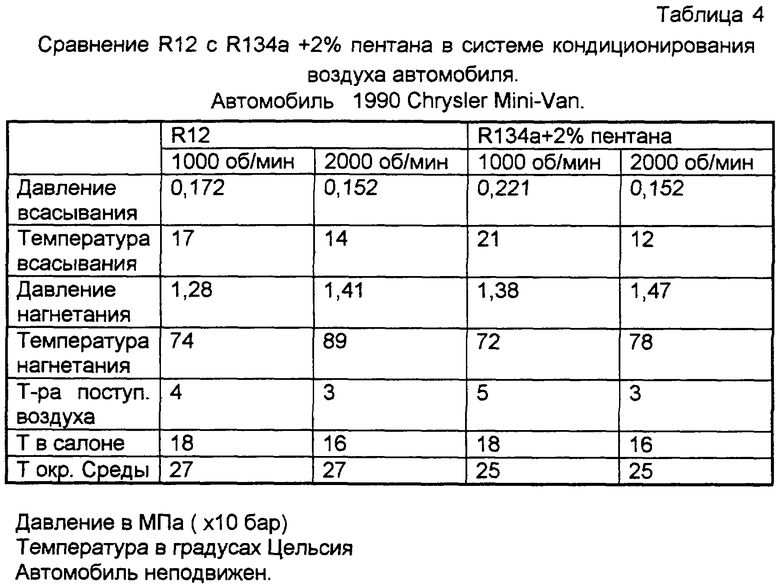
Были испытаны R12 и несколько смесей R134а/пентан с использованием автомобильной системы кондиционирования воздуха с целью определить, можно ли применять смесь, наилучшим образом подходящую для коммерческих систем охлаждения (см. предыдущий пример), также и в качестве добавки для замены R12 в автомобильных системах кондиционирования воздуха.
Система кондиционирования воздуха представляла собой систему 1990 Chrysler mini van с двигателем объемом 3,3 л. Существующая в системе кондиционирования воздуха загрузка R12 была слита, и система была вакуумирована до давления 300 мкм. Затем в нее снова залили 0,82 кг R12, как рекомендовано производителем автомобиля. Наконец, были установлены датчики температуры на линии всасывания, линии нагнетания, выходе воздуха из испарителя и в кондиционируемом пространстве системы.
На стадии 1 испытания измеряли давление всасывания, давление нагнетания, температуру всасывания, температуру нагнетания, температуру воздуха, выходящего из испарителя, температуру кондиционируемого пространства, температуру окружающей среды и число оборотов двигателя в системе при холостом режиме и еще раз - при 2000 об/мин. Все данные фиксировали, когда автомобиль был неподвижным.
На стадии 2 испытания R12, с которым проводили испытание, был слит, и систему снова вакуумировали до давления 300 мкм. Затем в систему снова залили смесь R134a с 2% пентана до объема, равного 90% от исходной рекомендуемой загрузки. Фиксировали те же данные, что и на стадии 1 испытания.
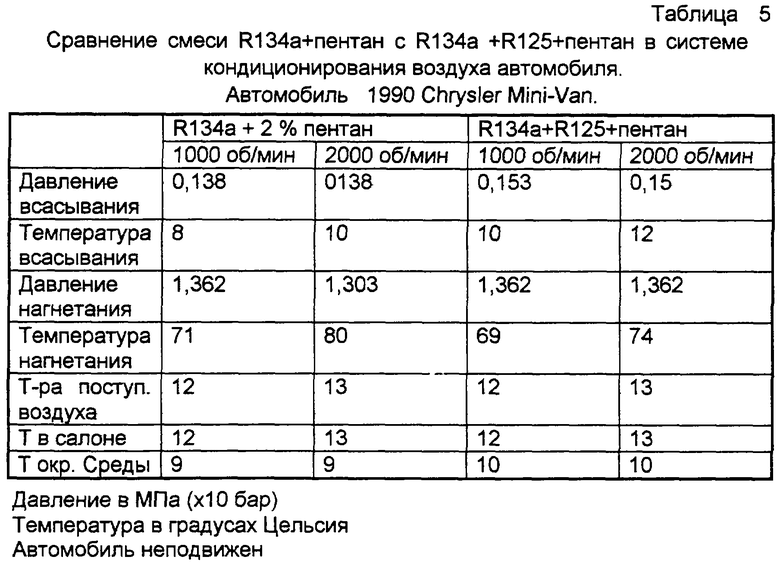
Наконец, на стадии 3 испытания смесь R134а/пентан слили, и систему снова вакуумировали до давления 300 мкм. Затем в систему залили R134a (88%)/R125 (10%)/пентан (2%). Снова зафиксировали те же самые данные.
Со ссылкой на Таблицу 4 видно, что на стадии 2 (по сравнению со стадией 1):
(a) давления нагнетания были в среднем на 8% выше в холостом режиме и на 4% выше при 2000 об/мин;
(b) температуры нагнетания были в среднем на 3% ниже при холостом режиме и на 12% ниже при 2000 об/мин;
(c) другие показания по температуре и давлению не дали существенных изменений;
(d) в системе не было заметной потери производительности и
(e) не было заметного отрицательного воздействия на работу или компоненты системы.
Со ссылкой на Таблицу 5 видно, что на стадии 3:
(a) не было заметного изменения температур и давлений при добавлении 10% R125 к смеси и
(b) не наблюдалось заметного отрицательного воздействия на работу или компоненты системы.
ПРИМЕР 5.
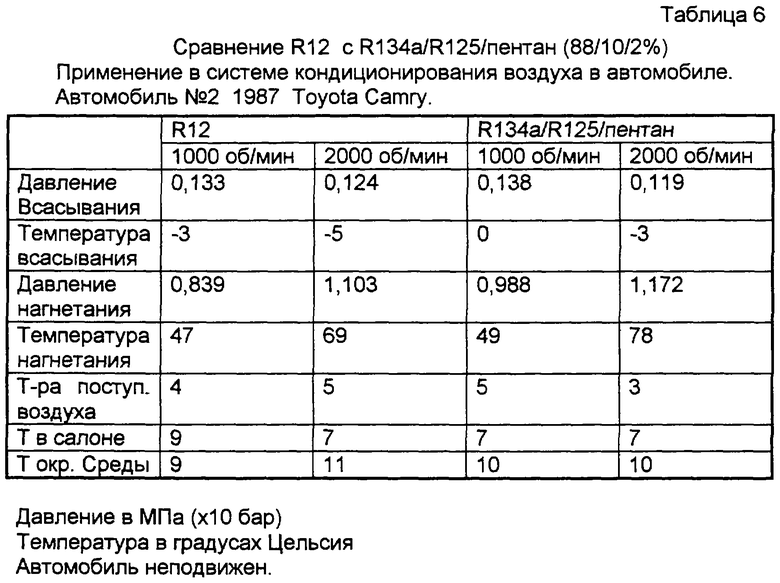
Были испытаны R12 и несколько смесей R134а/пентан/R125 с использованием системы кондиционирования воздуха 2 л 1987 Toyota Camry.
Как и в Примере 4, имеющаяся загрузка R12 была удалена из системы кондиционирования воздуха, и давление этой системы было снижено до 300 мкм. Затем в нее снова залили 0,68 кг R12, как это рекомендовано производителем автомобилей. Система кондиционирования воздуха была снабжена датчиками температуры на линии всасывания, линии нагнетания, выходе воздуха из испарителя и в кондиционируемом пространстве.
На стадии 1 испытания измеряли данные, включающие давление всасывания, давление нагнетания, температуру всасывания, температуру нагнетания, температуру воздуха, выходящего из испарителя, температуру кондиционируемого пространства, температуру окружающей среды и число оборотов двигателя в холостом режиме и еще раз - при 2000 об/мин. Все данные фиксировали при неподвижном автомобиле.
На стадии 2 испытания R12 сливали из системы, и ее вакуумировали до давления воздуха 300 мкм. Затем в систему заливали смесь R134a (88%)/R125 (10%)/пентан (2%) в количестве 90% от исходной загрузки. Фиксировали те же данные, что и на стадии 1.
Со ссылкой на Таблицу 6 видно, что на стадии 2 (по сравнению со стадией 1):
(a) значения давления нагнетания в среднем были на 18% выше в условиях холостой работы и на 6% выше при 2000 об/мин и
(b) не наблюдалось явного отрицательного воздействия на работу или компоненты системы.
Из Примеров 4 и 5 был сделан вывод, что смесь R134a плюс 2% пентана, введенная взамен R12 в автомобильные системы кондиционирования воздуха, по-видимому, обеспечивает близкую производительность и не дает немедленного отрицательного воздействия на оборудование или работу. Добавление 10% R125 к вышеупомянутой смеси не оказывает никакого заметного эффекта на предыдущие давления и температуры системы.
ПРИМЕР 6.
Были испытаны R12 и несколько составов R134а/пентан/R125 с использованием систем домашнего холодильника и морозильника.
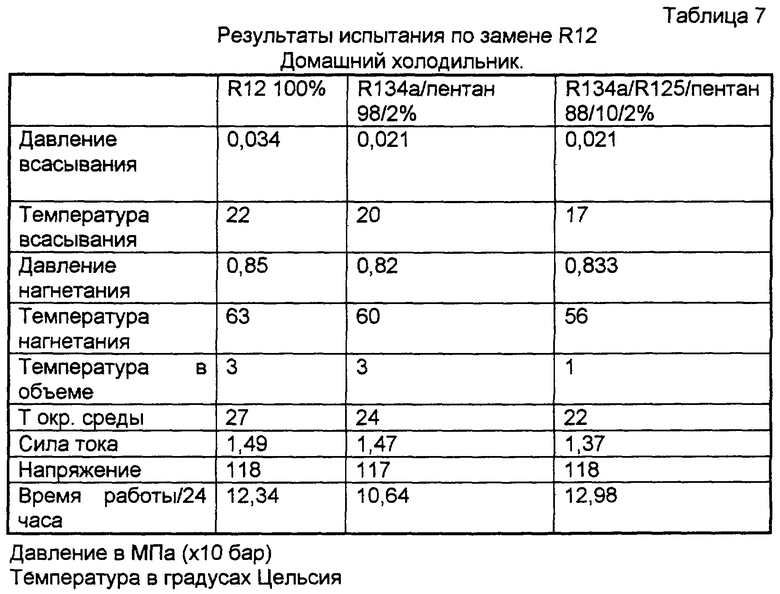
В первом испытании использовали систему домашнего холодильника. Технические данные системы были следующими:
Изготовитель: General Electric.
Размер: 198 куб. литров.
Мощность: 1 кВт.
Тип: с одной дверцей; один испаритель с отделением морозильника;
без защиты от намораживания льда.
Возраст: приблизительно от 25 до 30 лет.
Загрузка холодильного агента: 0,128 кг.
Напряжение: 115/1/60,
На линии всасывания и нагнетания были установлены манометры. Температурные датчики были присоединены к линиям всасывания и нагнетания приблизительно в 15 см от компрессора.
На первой стадии система работала с существующей загрузкой холодильного агента R12. Фиксировали следующие данные - напряжение, силу тока, давление всасывания, температуру всасывания, давление нагнетания, температуру нагнетания, температуру в объеме, температуру окружающей среды и время работы компрессора.
На второй стадии загрузка R12 была слита, и систему вакуумировали до давления 300 мкм. Затем в систему снова залили смесь R134а/пентан (98/2%) в количестве приблизительно 90 мас.% от исходной загрузки. Система снова была запущена, и фиксировали те же данные, что и ранее.
Наконец, на стадии 3 смесь R134а/пентан была слита, и в систему снова залили смесь R134а/R125/пентан (88/10/2%) в том же количестве по массе, что и на стадии 2. Система снова была запущена, и фиксировали те же данные, что и ранее.
Результаты этих трех стадий приведены в Таблице 6.
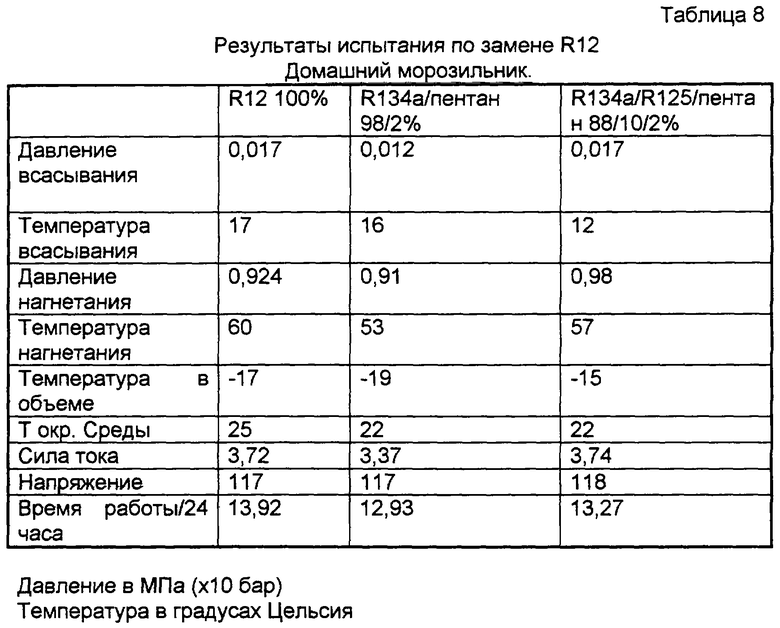
При втором испытании использовали домашний морозильник. Технические данные системы были следующими:
Изготовитель: Viking.
Размер: 482 куб. литров.
Мощность: 2 кВт.
Тип: камерного типа, без защиты от намораживания льда.
Возраст: приблизительно от 25 до 30 лет.
Загрузка холодильного агента: 0,434 кг.
Напряжение: 115/1/60.
На линиях всасывания и нагнетания были установлены манометры. Температурные датчики были установлены на линиях всасывания и нагнетания приблизительно в 15 см от компрессора.
На первой стадии система работала с существующей загрузкой холодильного агента R12, и фиксировали следующие данные: напряжение, силу тока, давление всасывания, температуру всасывания, давление нагнетания, температуру нагнетания, температуру в объеме камеры, температуру окружающей среды и время работы компрессора.
На второй стадии загрузка R12 была слита, и систему вакуумировали до давления 300 мкм. Затем в систему снова залили смесь R134а/пентан (98/2%) в количестве приблизительно 90 мас.% от первоначальной загрузки. Система снова была запущена, и фиксировали те же данные, что и раньше.
Наконец, на стадии 3 смесь R134а/R125/пентан была слита и заменена смесью R134a/R125/пентан (88/10/2%) в таком же количестве по массе, как и на стадии 2. Систему снова привели в действие и фиксировали те же данные.
Данные по всем трем стадиям воспроизведены в Таблице 7.
Со ссылкой на Таблицу 7 видно, что при замене смеси не имеется заметных различий по рабочим давлениям, температурам или эффективностям. Не наблюдалось явного отрицательного воздействия на работу или компоненты системы.
В заключение, смесь R134a плюс 2% пентана, которой был замещен R12 в домашних холодильниках и морозильниках, по-видимому, обеспечивает подобную же производительность и не дает немедленных отрицательных воздействий на оборудование или работу. Добавление 10% R125 к вышеупомянутой смеси не оказывает никакого заметного воздействия на предыдущие давления и температуры или на работу системы (см. таблицу 8).
ПРИМЕР 7.
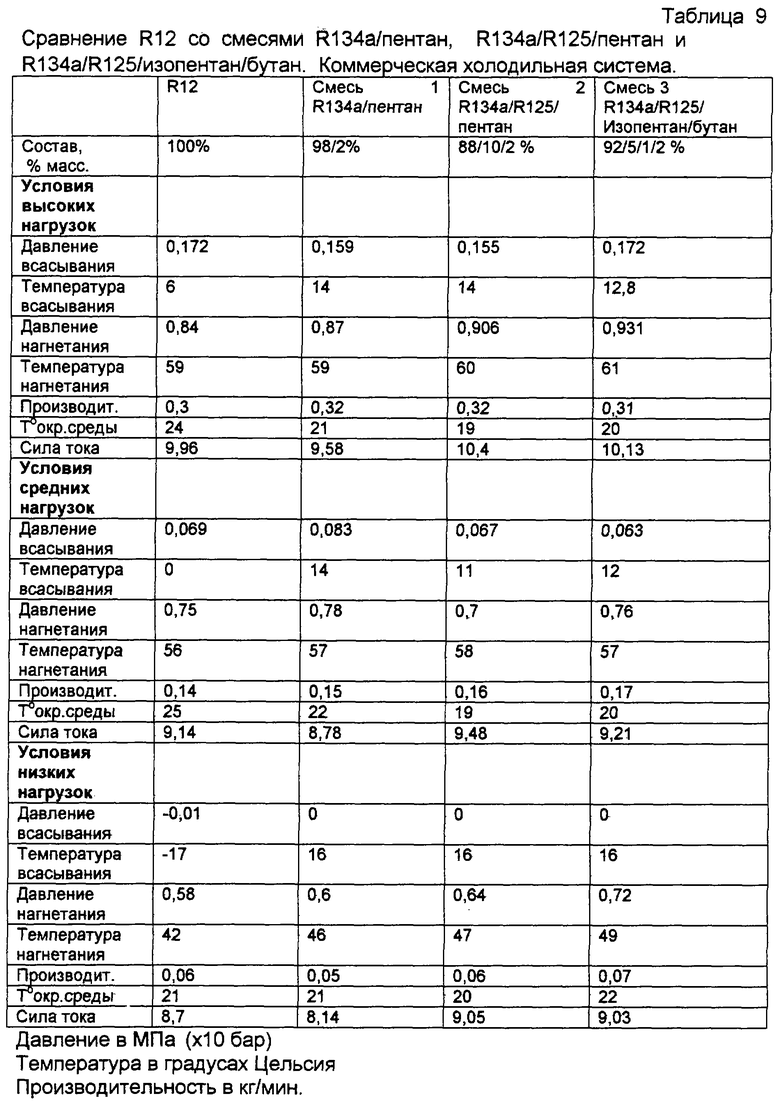
Полевые испытания были проведены на коммерческой системе охлаждения с использованием смеси К134а/К125/изопентан/бутан в соотношении 95/5/1/2 мас.%. Эта смесь - холодильный агент была загружена в систему, и поведение сравнивали с предыдущими данными испытаний. Результаты показаны в Таблице 9. Нагнетание при других давлениях и температурах, производительность и эффективность использования энергии были сходны с величинами для смеси R134а/R125/пентан в соотношении 88/10/2%. Уровень масла оставался соответствующим во время всего испытания. Было отмечено, что замена пентана смесью изопентан/бутан обеспечивала такие же свойства по возврату масла и что снижение содержания R125 с 10% до 5% не наносило ущерба рабочим характеристикам.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОЛОДИЛЬНЫЙ АГЕНТ, ЗАМЕНЯЮЩИЙ R22 | 2000 |
|
RU2241729C2 |
| ХЛАДАГЕНТ | 2014 |
|
RU2654721C2 |
| РАБОЧАЯ СМЕСЬ ДЛЯ РЕФРИЖЕРАТОРНЫХ СИСТЕМ | 1994 |
|
RU2109789C1 |
| ОЗОНОБЕЗОПАСНЫЕ ХЛАДАГЕНТЫ С НИЗКИМ ПОТЕНЦИАЛОМ ГЛОБАЛЬНОГО ПОТЕПЛЕНИЯ ДЛЯ НИЗКОТЕМПЕРАТУРНОГО ОХЛАЖДЕНИЯ | 2010 |
|
RU2542361C2 |
| ФТОРИРОВАННЫЕ КОМПОЗИЦИИ И СИСТЕМЫ, ПРИМЕНЯЮЩИЕ ТАКИЕ КОМПОЗИЦИИ | 2007 |
|
RU2461599C2 |
| РАБОЧАЯ СМЕСЬ ДЛЯ РЕФРИЖЕРАТОРНЫХ СИСТЕМ И ТЕПЛОВЫХ НАСОСОВ | 1995 |
|
RU2095390C1 |
| ОЗОНОБЕЗОПАСНАЯ РАБОЧАЯ СМЕСЬ | 1994 |
|
RU2072382C1 |
| ХОЛОДИЛЬНАЯ КОМПОЗИЦИЯ, СПОСОБ ОХЛАЖДЕНИЯ, ХОЛОДИЛЬНЫЙ АППАРАТ | 2003 |
|
RU2335522C2 |
| КОМПОЗИЦИЯ ОХЛАДИТЕЛЯ ИЛИ ТЕПЛОНОСИТЕЛЯ, СПОСОБ ПРИМЕНЕНИЯ КОМПОЗИЦИИ, СПОСОБ ОХЛАЖДЕНИЯ ИЛИ ОБОГРЕВА, УСТАНОВКИ, СОДЕРЖАЩИЕ КОМПОЗИЦИЮ, СПОСОБ ДЕТЕКТИРОВАНИЯ КОМПОЗИЦИИ В УСТАНОВКЕ, ВСПЕНИВАЮЩИЙ АГЕНТ, СОДЕРЖАЩИЙ КОМПОЗИЦИЮ, СПОСОБ ПОЛУЧЕНИЯ ПЕНЫ, РАСПЫЛЯЕМАЯ КОМПОЗИЦИЯ, СПОСОБ ПОЛУЧЕНИЯ АЭРОЗОЛЬНЫХ ПРОДУКТОВ, СПОСОБ ПОДАВЛЕНИЯ ПЛАМЕНИ ИЛИ ГАШЕНИЯ, А ТАКЖЕ СПОСОБ ОБРАБОТКИ УЧАСТКА ИНЕРТНЫМ ГАЗОМ ДЛЯ ПРЕДОТВРАЩЕНИЯ ВОЗГОРАНИЯ | 2006 |
|
RU2418027C2 |
| КОМПОЗИЦИЯ ХЛАДАГЕНТА | 1998 |
|
RU2140431C1 |
Использование: в холодильных системах, в частности в системах кондиционирования воздуха. Состав содержит 83-99% 1,1,1,2-тетрафторэтана (R134а) и 1-17% пентафторэтана (R125) и дополнительно включает добавку, выбранную из насыщенных углеводородов или их смесей, кипящих в интервале температур от -5 до +70°С, причем углеводородная добавка выбрана из н-пентана, изопентана, циклопентана и их смесей. Предпочтительно количество углеводородной добавки составляет от следов до 10%, более предпочтительно – от 1 до 8%. Технический результат – снижение воспламеняемости, повышение смешиваемости и, как следствие, лучший возврат смазки в систему, что позволяет заменить R12. 11 з.п.ф-лы, 9 табл., 2 ил.
R125 1-17%
R134a 83-99%
и добавки, выбранной из насыщенных углеводородов или их смесей, кипящих в интервале от -5 до +70°С, причем углеводородная добавка выбрана из н-пентана, изопентана, циклопентана и их смесей.
R125 2-15%
R134a 85-98%
R125 9-13%
R134a 87-91%
| Шихта для изготовления химически стойких изделий | 1978 |
|
SU779352A1 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| КОМПОЗИЦИЯ ХЛАДАГЕНТА | 1996 |
|
RU2098445C1 |
| ХЛАДАГЕНТНАЯ КОМПОЗИЦИЯ, СПОСОБ ОХЛАЖДЕНИЯ | 1995 |
|
RU2119937C1 |

