Изобретение относится к области неразрушающего контроля, а именно к устройствам для измерения толщины оболочек и распределения среднего слоя тепловыделяющих элементов ядерных реакторов с помощью ионизирующего излучения.
Известно устройство для измерения труб (см. С.В.Румянцев. Радиационная дефектоскопия. М.: Атомиздат, 1974, с.400), состоящее из источника и детектора ионизирующего излучения. Недостатком данного устройства является низкая точность настройки и измерения.
Наиболее близким по технической сущности и достигаемому результату является устройство для измерения толщины тепловыделяющих элементов (см. патент RU №2069838, G 01 В 15/02, приоритет 25.04.94) - прототип, содержащее источники и детекторы ионизирующих излучений, механизмы их перемещений, установленные на штанге, закрепленной к основанию, механизмы перемещения и вращения тепловыделяющих элементов, систему измерения и регистрации, недостатком которого является низкая точность настройки и измерения.
Технической задачей изобретения является повышение точности настройки и измерения толщины оболочек и распределения среднего слоя тепловыделяющих элементов ядерных реакторов.
Поставленная задача решается тем, что в устройстве для измерения толщины тепловыделяющих элементов, содержащем источники и детекторы ионизирующего излучения, механизмы их перемещений, установленные на штанге, механизмы перемещения и вращения тепловыделяющих элементов, установленные на штанге и тележке, систему измерения и регистрации, согласно изобретению ложемент тележки для тепловыделяющих элементов выполнен в виде двух мальтийских крестов с шаговым приводом, соединенных жестко между собой посредством вала, источники и детекторы измерения оболочек установлены на зубчатых реечных передачах с шаговыми приводами и штанга снабжена юстировочным устройством, выполненным из двух вращающихся цилиндрических пар, установленных перпендикулярно друг над другом.
Указанная совокупность признаков является новой, не известной из уровня техники и решает поставленную задачу, так как выполнение ложемента в виде мальтийских крестов позволяет исключить вкладыши для различных типоразмеров изделий и обеспечить автоматическую установку изделий по геометрической оси. Выполнение механизмов перемещения источников и детекторов измерения оболочек позволяет исключить центровочные втулки и гаситель вибраций, так как исключаются продольные нагрузки, возникавшие ранее при контакте тепловыделяющего элемента с ними. Использование юстировочного устройства в креплении штанги позволяет точно и оперативно совмещать геометрические оси штанги и тепловыделяющих элементов и производить настройку по контрольным образцам.
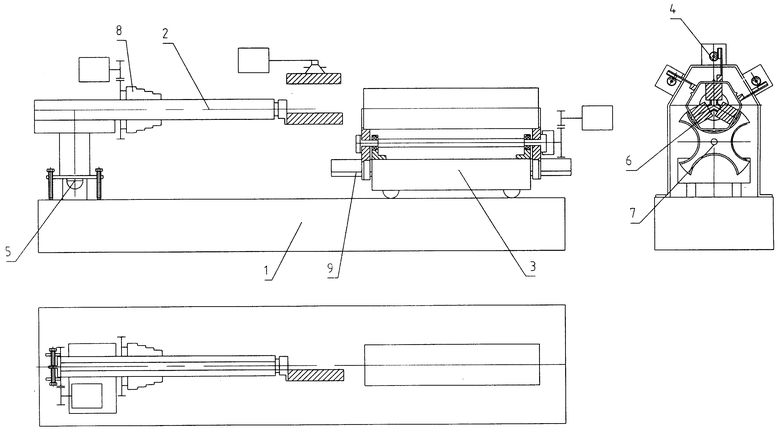
Сущность изобретения поясняется чертежом, где схематично представлено устройство для измерения толщины тепловыделяющих элементов.
Устройство состоит из основания 1, на котором установлены штанга 2, тележка 3, механизмы 4 перемещения источников и детекторов измерения наружной оболочки. Штанга 2 присоединена к основанию 1 через юстировочное устройство 5, выполненное из двух вращающихся цилиндрических пар, установленных перпендикулярно друг над другом. Юстировочное устройство позволяет точно и оперативно выставлять геометрическую ось штанги 2 по геометрической оси тепловыделяющих элементов при настройке по контрольным образцам.
На штанге 2 установлены механизмы 6 перемещения источников и детекторов измерения внутренней оболочки тепловыделяющего элемента и толщины активного слоя, механизм 8 вращения тепловыделяющих элементов. На тележке 3 установлен механизм 9 ее продольного перемещения. На тележке 3 закреплен ложемент 7, выполненный в виде двух мальтийских крестов с шаговым приводом, соединенных жестко между собой посредством вала. В качестве механизмов перемещения 4 и 6 используются зубчатые реечные передачи с шаговым приводом. Источники и детекторы для измерения толщин оболочек тепловыделяющих элементов представляют собой компактную конструкцию, объединяющую источник бета-излучения в коллиматоре и малогабаритный полупроводниковый детектор электронов.
На конце штанги закреплен контейнер с источником гамма-излучения, детекторы на раме механизма 4, измеряющие распределение толщин активного слоя тепловыделяющего элемента.
Измерение неравномерности распределения топливного слоя проводится гамма-абсорбционным методом, измерение толщины оболочек - методом регистрации отраженного топливным слоем и ослабленного оболочкой бета-излучения.
Измерительный тракт неравномерности распределения топливного слоя состоит из трех каналов, которые включают в себя первичный измерительный преобразователь (ПИП) - источник гамма-излучения Со57 и детектор гамма-излучения типа 6931-17, расположенные по разные стороны контролируемой грани, усилитель-формирователь, амплитудный детектор, блоки высоковольтного и низковольтного питания.
Измерительные тракты толщины внутренней и наружной оболочек состоят из трех каналов контроля толщины внутренней оболочки и трех каналов толщины наружной оболочки, которые включают в себя ПИП - заключенное в одном корпусе под углом 45-60° источник бета-излучения Sr90 и детектор, состоящий из кристалла стильбена и фотоэлектронного умножителя, и расположенные по одну сторону контролируемой грани усилитель-формирователь, амплитудный дискриминатор, блоки высоковольтного и низковольтного питания.
Измерение неравномерности распределения топливного слоя.
Поток гамма-излучения от источника Со57, проходя через контролируемую грань, ослабляется и регистрируется детектором. Коэффициент неравномерности распределения топливного слоя определяется как
Кт min=Nimin/N, Кт max=Nimax/N,
где Nimin - минимальная скорость счета по длине грани,
N - средняя скорость счета по изделию.
Измерение толщины оболочек.
Поток бета-излучения от источника Sr90, отражаясь от топливного слоя и ослабляясь оболочкой, регистрируется детектором. Используя функцию преобразования d=f(x), полученную по аттестованным стандартным образцам толщины оболочки, рассчитывается толщина оболочки в данной точке.
Выходы со всех измерительных каналов соединены с регистрационной системой через блок согласования со счетчиками импульсов TI 0-10, расположенными в ISA-слотах системного блока индустриального IBM - совместимого компьютера, и далее обрабатываются по заданному алгоритму. По окончании измерений рассчитываются требуемые параметры с распечаткой выходного документа установленной формы.
Устройство работает следующим образом.
Оператор компьютера включает устройство. Тепловыделяющий элемент устанавливается на тележке 3 в ложемент 7 на грани мальтийских крестов в зависимости от диаметра тепловыделяющего элемента.
Приводом 9 тележка перемещается в зону измерения. При достижении данной зоны дальнейшее движение происходит с заданной скоростью сканирования, и первичные преобразователи с помощью механизмов 4 и 6 контактируют с измеряемыми поверхностями тепловыделяющих элементов.
При движении в зоне измерения происходит измерение неравномерности поверхностной плотности топливного слоя за счет ослабления гамма-излучения и измерение толщин наружной и внутренней оболочек за счет отражения бета-излучения. Измерения производятся по трем граням тепловыделяющего элемента. По окончании измерения, когда тепловыделяющий элемент проходит зону измерения в прямом направлении, включается привод 8, и тепловыделяющий элемент поворачивается на 180° и перемещается в обратном направлении, завершая процесс измерения.
Проконтролированный тепловыделяющий элемент снимают с тележки и на его место устанавливают очередной, и цикл повторяется.
Таким образом, использование данного устройства, кроме повышения точности настройки и измерения, позволяет достичь повышения надежности и оперативности получения результатов измерения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ ТВЭЛОВ | 1994 |
|
RU2069838C1 |
| Способ контроля длин составных частей топливного столба тепловыделяющих элементов и установка для его осуществления | 2022 |
|
RU2787013C1 |
| ЛИНИЯ КОНТРОЛЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2242297C2 |
| УСТРОЙСТВО КОНТРОЛЯ ТОЛЩИНЫ ВНУТРЕННЕЙ ОБОЛОЧКИ ТВЭЛА | 1994 |
|
RU2079172C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2231836C2 |
| Установка для контроля характеристик виброуплотненных тепловыделяющих элементов | 2017 |
|
RU2671819C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2010 |
|
RU2459292C1 |
| Способ автоматического контроля наличия комплектующих в твэлах и сплошности топливного столба и устройство для его реализации | 2022 |
|
RU2792704C1 |
| УСТАНОВКА КОНТРОЛЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2155394C1 |
| Установка для контроля альфа-загрязненности тепловыделяющих элементов | 2018 |
|
RU2696001C1 |
Изобретение относится к области неразрушающего контроля, а именно к устройствам для измерения толщины оболочек и распределения среднего слоя тепловыделяющих элементов ядерных реакторов с помощью ионизирующего излучения. Сущность изобретения заключается в том, что ложемент 7 тележки для тепловыделяющих элементов выполнен в виде двух мальтийских крестов с шаговым приводом, соединенных между собой жестко посредством вала, источники и детекторы ионизирующего излучения установлены на зубчатых реечных передачах 4 и 6 с шаговыми приводами и штанга 2 снабжена юстировочным устройством 5, выполненным из двух вращающихся цилиндрических пар, установленных перпендикулярно друг над другом. 1 ил.
Устройство для измерения толщины тепловыделяющих элементов, содержащее источники и детекторы ионизирующего излучения, механизмы их перемещений, установленные на штанге, механизмы перемещения и вращения тепловыделяющих элементов, установленные на штанге и тележке, систему измерения и регистрации, отличающееся тем, что ложемент тележки для тепловыделяющих элементов выполнен в виде двух мальтийских крестов с шаговым приводом, соединенных между собой жестко посредством вала, источники и детекторы ионизирующего излучения установлены на зубчатых реечных передачах с шаговыми приводами и штанга снабжена юстировочным устройством, выполненным из двух вращающихся цилиндрических пар, установленных перпендикулярно друг над другом.
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ ТВЭЛОВ | 1994 |
|
RU2069838C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТВЭЛ | 1998 |
|
RU2154315C2 |
| RU 94015117 A1, 20.12.1995 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1999 |
|
RU2172254C2 |

