Изобретение относится к шинной промышленности, а точнее к способам изготовления автомобильных пневматических шин с металлокордным брекером.
Известен способ изготовления пневматических шин в два этапа, при котором на первом этапе производится сборка заготовки покрышки, а на втором этапе - ее формование в пресс-форме, имеющей рисунок протектора с окружными и поперечными канавками симметричного типа относительно центральной линии протектора.
При этом из-за несимметричности конструкции радиальных шин в них наблюдается угловой эффект, снижающий показатели однородности.
В последние годы значительное распространение получили шины с асимметричным относительно центральной линии рисунком протектора (см. например, шины ф. "Пирелли" и "Гудьир", Япония N 1-27884, B 60 C 9/20, США N 379340 от 20.05.97).
Рисунки данного типа способны обеспечить шинам повышенные характеристики комфортабельности, шумообразования и безопасности (тормозные свойства, управляемость, самоочищаемость и проходимость).
Известен также способ изготовления шин, на первом этапе которого также собирается заготовка покрышки, а затем производится ее формование в пресс-форме с асимметричным относительно центральной линии рисунком протектора.
Однако шины с данной конструкцией рисунка протектора, изготовленные известным способом, имеют повышенный угловой эффект, создающий при движении дополнительную боковую силу, ухудшающую одну из важнейших характеристик современных шин - силовую однородность. Ухудшение однородности, как правило, выражается в снижении комфортабельности движения, особенно при скоростях выше 100 км/ч, повышенном износе и увеличенном расходе топлива.
Для частичной компенсации указанных недостатков радиальных шин приходится идти на конструктивные изменения конструкции рисунка, тем самым теряя полученные ранее преимущества асимметричной конструкции рисунка и, фактически возвращаясь к рисунку протектора симметричного типа (см. например, шины ф. "Иокогама" и ф. "Гудьир", Япония N 1-34148, B 60 C; США N 381606 от 29.07.97 г.).
Основными недостатками известных методов является то, что при процессе изготовления не учитываются особенности конструкции шины радиальной конструкции, в частности особенности конструкции рисунка протектора асимметричного типа, что приводит к ухудшению показателей однородности готовых шин.
Ближайшим по своей технической сущности к предлагаемому способу является "Способ изготовления пневматической радиальной шины", патент РФ N 2076805 от 10.04.1997 г.; B 29 D 30/06. Описанный в данном патенте способ изготовления пневматической радиальной шины с повышенными скоростными свойствами предполагает ее поэтапное изготовление. На первом этапе из резинокордных деталей производят на сборочном станке послойную сборку заготовки покрышки, которую затем частично формуют и накладывают протектор переменной толщины. На втором этапе заготовку покрышки формуют в вулканизационной пресс-форме, имеющей кривизну протектора, обеспечивающей покрышке уменьшение ее толщины от центра к краю.
Недостатком известного способа является отсутствие учета при изготовлении особенностей конструктивной асимметричности шин радиальной конструкции. При этом при применении конструкции рисунка протектора с асимметричным расположением поперечных канавок относительно центральной линии рисунка протектора шины в шине создается дополнительная боковая сила, увеличивающая боковой увод и ухудшающая однородность шин. Увеличение бокового увода и ухудшение однородности, в свою очередь, проявляется в снижении таких технико-экономических характеристик, как скоростная выносливость, износостойкость, комфортабельность и топливная экономичность.
Целью изобретения является повышение качества шин за счет повышения их однородности.
Поставленная цель достигается тем, что при процессе сборки и формования покрышки учитывается как конструктивная асимметричность радиальной шины, так и особенности широко применяемой в последние годы конструкции рисунка протектора с асимметричным расположением поперечных канавок относительно центральной линии рисунка протектора шины.
Для достижения поставленной цели сборка покрышки производится в два этапа: сборка и вулканизация (формование). На первом этапе заготовка покрышки собирается послойно путем последовательной сборки отдельных деталей конструкции шины, при этом для обеспечения работоспособности шин резинокордные слои располагают при сборке крест-накрест, т.е. направление углов наклона нитей корда в соседних слоях не совпадают. После сборки покрышки на первом этапе ее формование производится в пресс-формах с асимметричным расположением поперечных канавок относительно центральной линии рисунка протектора шины.
При этом при изготовлении резинокордных деталей и их последующей сборке учитывается направление углов наклона нитей корда в резинокордных деталях и направление углов наклона поперечных канавок в рисунке шины.
К примеру, для современной легковой радиальной шины с одним слоем корда в каркасе и двумя слоями металлокорда в брекере, при сборке заготовки покрышки на первом этапе, направление угла наклона (закроя) нитей корда в заготовке слоя каркаса должно совпадать с направлением угла наклона поперечных канавок рисунка. Т.е. если в рисунке протектора углы наклона поперечных канавок направлены влево, то на сборке направление угла наклона (закрой) нитей корда в заготовке слоя каркаса также должно быть левым. Простой переналадкой оборудования за счет изменения схемы запитки слоев цель достигнута быть не может из-за особенностей конструкции некоторых заготовок, подаваемых на сборку. В частности, заготовка первого слоя каркаса имеет асимметричное построение в поперечном сечении из-за различного количества резиновых прослоек с разных сторон, и необходимое расположение направления угла закроя должно быть учтено до сборки, на различных стадиях заготовительных операций, например при наложении дополнительных резиновых прослоек (например, герметизирующего слоя).
Для радиальных шин с иным количеством слоев корда в каркасе или в брекере расположение направления углов закроя резинокордных деталей при сборке может быть иная.
Опытным путем установлено, что при совпадении направления углов наклона поперечных канавок в рисунке протектора и ближайшем к протектору металлокордном слое брекера достигается значительное снижение боковой силы, улучшаются показатели однородности и топливной экономичности (снижается коэффициент сопротивления качению).
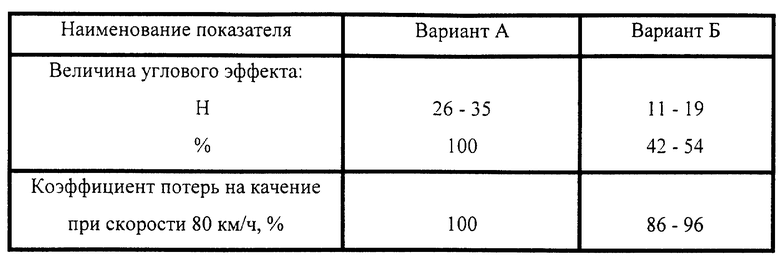
В таблице приведены экспериментальные данные по легковым шинам, собранным известным способом (Вариант А) и предлагаемым способом (Вариант Б) на различных заводах.
Из результатов экспериментальной проверки качества шин, собранных известным и предлагаемым способами, приведенных в таблице, видно, что предлагаемый способ изготовления шин позволяет снизить угловой эффект шин на 45-55% и уменьшить коэффициент потерь на качение на 4-14%.
Сравнительный анализ предложенного изобретения с известным позволяет утверждать, что предложенный способ обладает существенными отличительными признаками, позволяющими это техническое решение отнести к разряду изобретений.
Достигаемый положительный эффект заключается в улучшении технических характеристик шин за счет повышения однородности шин.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМАТИЧЕСКАЯ ШИНА | 1997 |
|
RU2114007C1 |
| Цилиндрическая заготовка каркаса радиальной покрышки пневматической шины | 1990 |
|
SU1763241A1 |
| Покрышка пневматической шины 12.00 Р 20 нормой слойности 16 | 2017 |
|
RU2666977C1 |
| ПОКРЫШКА ПНЕВМАТИЧЕСКОЙ ШИНЫ РАДИАЛЬНОЙ КОНСТРУКЦИИ | 1994 |
|
RU2088422C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК | 1991 |
|
RU2005620C1 |
| РАДИАЛЬНАЯ ПНЕВМАТИЧЕСКАЯ ШИНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2209139C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2017 |
|
RU2678266C1 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2809312C1 |
| Способ сборки покрышек пневматических шин типа "р" | 1974 |
|
SU486914A1 |
Изобретение относится к шинной промышленности и может быть использовано при сборке покрышек пневматических шин с металлокордным брекером. В способе собирают заготовку из слоев каркаса, брекера и боковин, накладывают протектор, формуют и вулканизуют покрышку в пресс-форме. Вулканизацию покрышки осуществляют в пресс-форме с асимметричным расположением поперечных канавок относительно центральной линии рисунка протектора. При сборке заготовки покрышки направление угла наклона нитей корда, ближайшего к протектору слоя брекера, выполняют совпадающим с направлением угла наклона поперечных канавок рисунка, относительно центральной линии рисунка протектора шины. Покрышка пневматической шины имеет силовую однородность, что повышает комфортабельность движения. 1 табл.
Способ изготовления покрышек пневматических радиальных шин, при котором собирают заготовку из слоев каркаса, брекера и боковин, накладывают протектор, формуют и вулканизуют покрышку в пресс-форме, отличающийся тем, что вулканизацию покрышки осуществляют в пресс-форме с асимметричным расположением поперечных канавок относительно центральной линии рисунка протектора, при этом при сборке заготовки покрышки направление угла наклона нитей корда, ближайшего к протектору слоя брекера, выполняют совпадающим с направлением угла наклона поперечных канавок рисунка относительно центральной линии рисунка протектора шины.
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАЛЬНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 1995 |
|
RU2076805C1 |
| Двойное днище судна | 1982 |
|
SU1009879A1 |
| Погружной пневмоударник | 1988 |
|
SU1602982A2 |
| Инерционный ключ | 1988 |
|
SU1581571A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1991 |
|
RU2014235C1 |

