Изобретение относится к ядерной энергетике и может найти применение в автоматических линиях на предприятиях изготовления тепловыделяющих элементов (ТВЭЛ) для ядерных реакторов.
Известно устройство снаряжения топливными таблетками стержневых ТВЭЛ, содержащее столешницу - бокс приема топливных таблеток, питатель топливных таблеток, устройство контроля длины столба топливных таблеток, узел крепления открытого конца оболочки к столешнице вне бокса и вакуумную очистку (см. патент США №3925965 от 16.12 1975 г., МКИ В 65 В 31/00, В 65 В 21/06, В 65 В 57/00). В известном устройстве питатель топливных таблеток выполнен в виде трубки, открытой сверху, имеет длину, равную длине оболочки, а устройство контроля длины выполнено в виде рисок на питателе. Набор топливных таблеток в питатель осуществляется оператором вручную в размер столба топливных таблеток по рискам на питателе, затем питатель после взвешивания устанавливается соосно оболочке, закрепленной открытым концом в узле крепления вне бокса, и столб топливных таблеток заталкивается оператором в оболочку. При заталкивании столб топливных таблеток проходит через проем из пружинных элементов, сколы таблеток проваливаются через промежутки между пружинными элементами и удаляются с помощью вакуумной системы.
Недостатком является ручной набор столба топливных таблеток в питателе, ручное его заталкивание в оболочку, что при массовом производстве ТВЭЛ снижает производительность изготовления ТВЭЛ и является опасным для здоровья оператора. Кроме того, снижает производительность изготовления ТВЭЛ ручной подбор топливных таблеток до заданной длины столба топливных таблеток.
Известно устройство для заполнения труб-чехлов топливными таблетками, имеющими разброс по высоте, воздействием вибрации, а число таблеток подсчитывают с помощью импульсных датчиков, измеряют заполненный столб топливных таблеток, определяют и добавляют недостающее число топливных таблеток до заданной длины столба (см. патент ГДР (DD) №223283, МКИ 4, G 21 с 21/02, опубл. 05.06.85 г.).
В известном устройстве из-за разброса топливных таблеток по длине сформированный столб топливных таблеток может быть больше заданного, и из него требуется удалить часть таблеток, либо меньше заданного, то требуется добавлять недостающую часть до заданной высоты столба топливных таблеток.
Из практики работы известно, что при подсчете топливных таблеток с помощью импульсивных датчиков в процессе снаряжения можно получить искаженные, недостоверные данные по формированию столба топливных таблеток из-за наличия пыли, крошек, сколов топливных таблеток, из-за запыления, проскальзывания, заклинивания и т.д., что снижает производительность либо качество снаряжения.
Наиболее близкой по технической сущности и достигаемому эффекту является автоматическая линия изготовления ТВЭЛ, включающая устройства подготовки оболочек к снаряжению со сваркой заглушки к одному концу оболочки, снаряжения столба топливных таблеток в открытый конец оболочки, содержащее столешницу и стол укладки оболочек на снаряжение с вибратором, с горизонтальными ложементами, вибропитатель топливных таблеток, отсекатель-упор начала столба и отсекатель-прижим конца столба топливных таблеток, устройства замера длины столба топливных таблеток, очистки открытого конца снаряженной оболочки, запрессовки фиксаторов, герметизации, поверхностной химической обработки, средства проводки контроля и отбраковки (см. патент RU №2070740 по заявке №94018136/25, МПК G 21 C 21/02 от 17.05.94 г., опубл. 20.12.1996 г.) Автоматическая линия изготовления тепловыделяющих элементов - прототип - устраняет недостатки устройства снаряжения по патенту США №3925965 в части замены ручного труда на автоматическое снаряжение и недостатки по патенту ГДР №223283 в части определения длины столба топливных таблеток импульсивными датчиками путем формирования длины столба топливных таблеток между отсекателем-упором начала столба и отсекателем прижимом конца столба топливных таблеток. Однако в связи с тем, что топливные таблетки имеют большой разброс по длине, то в процессе формирования столба топливных таблеток на ложементах между отсекателем-упором и отсекателем-прижимом сформировать заданной длины столб топливных таблеток не удавалось, что требовало дополнительного замера длины столба топливных таблеток в снаряженной оболочке подвижным штоком пневмоцилиндра и принятия решения по добавке топливных таблеток в снаряженную оболочку либо их изъятия до заданной длины столба. Замер длины столба топливных таблеток подвижным штоком пневмоцилиндра не исключал при его работе инерционности, что могло привести к разрушению топливных таблеток штоком, а наличие сколов, крошки в снаряженной оболочке по техническим условиям не допустимо.
Технической задачей изобретения является повышение точности формирования длины столба топливных таблеток, имеющих разброс по длине, без их разрушения при замере и определении количества топливных таблеток.
Эта техническая задача решается тем, что в автоматической линии изготовления ТВЭЛ, включающей устройства подготовки оболочек к снаряжению со сваркой заглушки к одному концу оболочки, снаряжения столба топливных таблеток в открытый конец оболочки, содержащее столешницу и стол с вибратором укладки оболочек на снаряжение на горизонтальные ложементы, вибропитатель подачи топливных таблеток, на горизонтальные ложементы столешницы, отсекатель-упор начала столба и отсекатель-прижим конца столба топливных таблеток, устройство замера длины столба топливных таблеток, очистки открытого конца снаряженной оболочки, запрессовки фиксаторов, герметизации, поверхностной химической обработки, средства проводки, контроля и отбраковки.
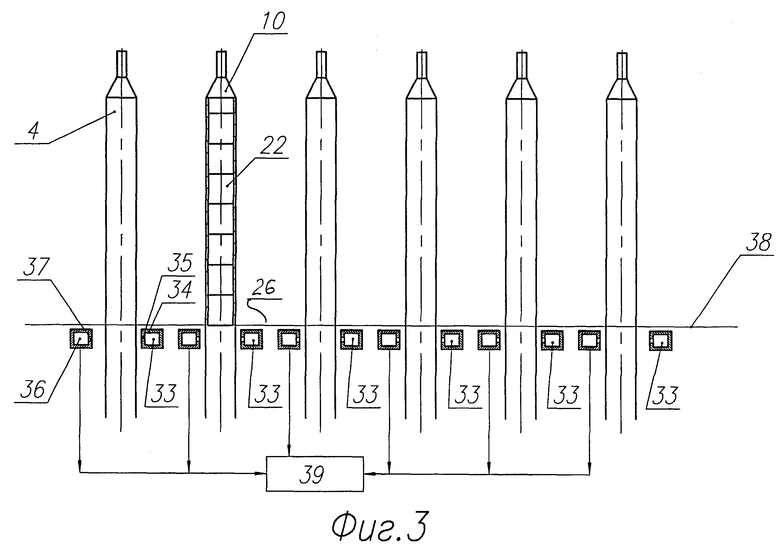
Согласно изобретению устройство замера длины столба и количество в нем топливных таблеток в каждой снаряжаемой оболочке выполнено в виде источников гамма-излучения в защитных экранах с коллимационными каналами просвечивания в поперечном направлении γ-квантами движущегося потока топливных таблеток в оболочки при их горизонтальном вибрационном снаряжении, блоков детектирования, установленных с другой стороны каждой снаряжаемой оболочки с коллимационными каналами, соосными коллимационным каналам источников гамма-излучения, при этом источники гамма-излучения и блоки детектирования устройства замера длины столба и количества в нем топливных таблеток размещены между горизонтальными ложементами стола укладки оболочек на снаряжение открытым концом соосно горизонтальным ложементам столешницы со смещением от границы конца столба топливных таблеток в сторону начала газосборника в каждой снаряженной оболочке, закреплены изолированно от стола укладки оболочек на снаряжение и снабжены блоком регистрации с выдачей данных по каждой снаряженной оболочке по длине в ней столба топливных таблеток, их количеству и недостающему количеству или избытку топливных таблеток в соответствии с заданной длиной столба топливных таблеток.
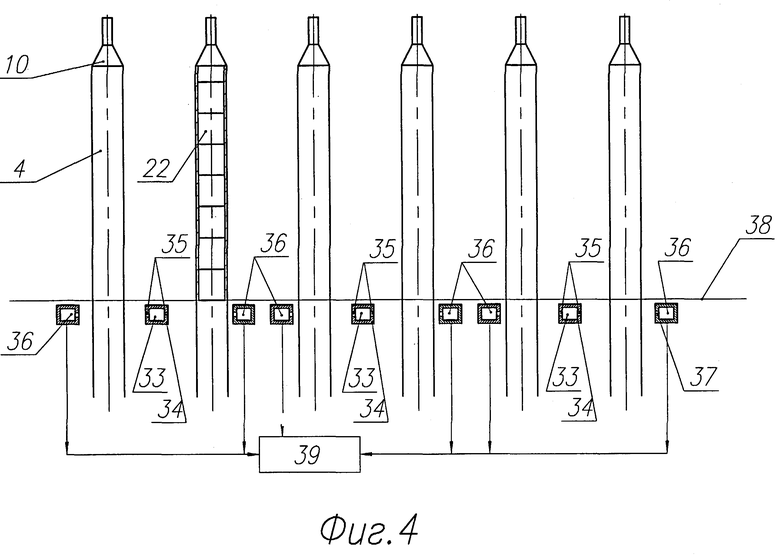
Другим отличием является то, что в защитных экранах каждого источника гамма излучения выполнены, по крайней мере, по два коллимационных канала просвечивания в поперечном направлении γ-квантами двух движущихся в оболочки столбов топливных таблеток с соответствующими соосно каждому коллимационному каналу расположенными коллимационными каналами блоков детектирования.
Такое выполнение замера длины столба топливных таблеток в каждой снаряженной оболочке и количество топливных таблеток в каждом столбе топливных таблеток автоматической линии изготовления ТВЭЛ позволит осуществить бесконтактный метод измерения длины столбов топливных таблеток и количество топливных таблеток в них при их движении в оболочки во время горизонтального виброснаряжения, исключить замер штоком, при котором не исключено повреждение топливных таблеток из-за инерционности работы штока.
На чертежах представлена автоматическая линия изготовления тепловыделяющих элементов, где
на фиг.1 - общий вид;
на фиг.2 - устройство снаряжения;
на фиг.3 - устройство замера длины, 1-й вариант;
на фиг.4 - устройство замера длины, 2-й вариант.
Автоматическая линия изготовления ТВЭЛ включает:
- устройство 1 подготовки оболочек к снаряжению, содержащее наклонный стол 2, вдоль которого в технологической последовательности размещены механизмы 3 отрезки трубки в размер оболочки 4, замера длины 5, калибровки 6 одного конца оболочки 4, примыкающие к наклонному столу 2 ванны 7 обезжиривания, промывки и сушки, примыкающий к ваннам 7 наклонный стол 8, вдоль которого в технологической последовательности размещены механизмы запрессовки 9 заглушки 10 в калиброванный конец оболочки 4, взвешивания 11 оболочки 4, электронно-лучевую установку 12 сварки заглушки 10 к оболочке 4, зачистки 13 сварного шва, ультразвукового контроля 14 сварного шва и средства 15 проводки на снаряжение;
- установку 16 виброснаряжения столба топливных таблеток в открытый конец оболочки 4, содержащую столешницу 17 и стол 18 с вибратором 19 укладки оболочек 4 на снаряжение на горизонтальные ложементы 20, вибропитатель 21 подачи топливных таблеток 22 на горизонтальные ложементы 23 с щелевыми отверстиями в дне столешницы 17, отсекатель-упор 24 начала столба и отсекатель-прижим 25 конца столба топливных таблеток 22, устройства замера длины 26 столба топливных таблеток 22, очистки 27 открытого конца снаряженной оболочки 4, запрессовки 28 фиксаторов 29, средства 30 проводки на герметизацию 31, средства контроля и отбраковки (не показаны);
- устройство 31 герметизации;
- устройство 32 поверхностной обработки ТВЭЛа 4.
Устройство 26 замера длины столба и количество в нем топливных таблеток 22 и их количество в каждой снаряжаемой оболочке 4 выполнено в виде источников 33 гамма-излучения в защитных экранах 34 с коллимационными каналами 35 просвечивания в поперечном направлении γ-квантами движущегося потока топливных таблеток 22 в оболочки 4 при их горизонтальном вибрационном снаряжении, блоков детектирования 36, установленных с другой стороны каждой снаряжаемой оболочки 4 с коллимационными каналами 37, соосными коллимационным каналам 35 источников 33 гамма-излучения. Источники 33 гамма-излучения и блоки детектирования 36 устройства 26 замера длины столба и количества в нем топливных таблеток 22 размещены между горизонтальными ложементами 20 стола 18 укладки оболочек 4 на снаряжение открытым концом соосно горизонтальным ложементам 23 столешницы 17 со смещением от границы 38 конца столба топливных таблеток 22 в сторону начала газосборника в каждой снаряженной оболочке 4. Источники 33 гамма-излучения и блоки детектирования 36 закреплены изолированно от стола 18 укладки оболочек 4 на снаряжение и снабжены блоком 39 регистрации с выдачей данных по каждой снаряженной оболочке 4 по длине в ней столба и количества в столбе топливных таблеток 22, по недостающему количеству или избытку топливных таблеток 22 в соответствии с заданной длиной столба топливных таблеток 22.
Другой вариант выполнения устройства 26 замера длины столба и количества в нем топливных таблеток 22 заключается в том, что в защитных экранах 34 каждого источника 33 гамма-излучения выполнены, по крайней мере, по два коллимационных канала 35 просвечивания в поперечном направлении γ-квантами двух движущихся в оболочки 4 столбов топливных таблеток 22 с соответствующими соосно каждому коллимационному каналу 35 расположенными коллимационными каналами 37 блоков детектирования 36.
Автоматическая линия изготовления ТВЭЛ работает следующим образом.
В устройстве 1 подготовки оболочки 4 к снаряжению на механизме 3 трубку подвергают резке в размер оболочки 4, которая по наклонному столу 2 поступает на механизм 5 замера длины, на механизм 6 калибровки одного конца оболочки 4, в ванны 7 обезжиривания, промывки и сушки и на наклонный стол 8. По наклонному столу 8 оболочка 4 поступает на механизм 9 запрессовки в калиброванный конец оболочки 4 заглушки 10, на механизм 11 взвешивания, на электронно-лучевую установку 12 сварки оболочки 4 с заглушкой 10, на механизм 13 зачистки сварного шва, на ультразвуковой контроль 14, и средством 15 проводки оболочка 4 с заглушкой 10 подается на снаряжение. На установке 16 снаряжения оболочки 4 укладывают на стол 18 укладки оболочек 4 по шесть штук в ряд на горизонтальные ложементы 20 открытыми концами в сторону горизонтальных ложементов 23 столешницы 17.
При закрытом отсекателе-упоре 24 и при включенном вибропитателе 21 топливные таблетки 22 заполняют горизонтальные ложементы 23 столешницы 17, срабатывает отсекатель-прижим 25, открывается отсекатель-упор 24, и шесть столбов топливных таблеток 22 при включенном вибраторе 19 перемещаются в оболочки 4. При этом пыль, крошка удаляются через щелевые отверстия в дне горизонтальных ложементов 23, а поток движущихся топливных таблеток 22, заполняющий каждую оболочку 4, просвечивается в поперечном направлении γ-квантами в устройстве замера 26 длины столба топливных 22 от источника 33 гамма-излучения через коллимационный канал 35 в защитном экране 34. Через коллимационный канал 37 блока детектирования 36 сигнал поступает в блок 39 регистрации, откуда оператору выдается информация о длине столба и количестве в столбе топливных таблеток 22 по каждой снаряженной оболочке 4, по недостающему количеству или избытку, а также по снаряженной в размер оболочке 4. Благодаря тому что устройство замера 26 смещено от границы 38 конца столба топливных таблеток 22 в сторону газосборника, при замере в поле “зрения” попадают все оболочки, как снаряженные в размер, так и с избытком и недостатком в них топливных таблеток 22.
По второму варианту коллимационные отверстия 35 в защитном экране 34 источника γ-излучения 33 выполнены диаметрально противоположно, и на один источник установлены соответственно два блока детектирования 36, что позволяет снизить количество источников в два раза без снижения качества замера.
В снаряженную оболочку 4 либо добавляются топливные таблетки 22, либо изымаются до заданной длины столба топливных таблеток 22 в соответствии с данными, выданными блоком 39 регистрации. Снаряженная оболочка 4 поступает на устройства очистки 27 открытого конца, запрессовки 28 фиксаторов 29, взвешивания и контроля (не показано) и средством 30 проводки перемещается на герметизацию 31, контроль и отбраковку (не показаны) и на поверхностную обработку 32.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2231835C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2248054C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВОГО ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2216797C2 |
| СПОСОБ И УСТРОЙСТВО СНАРЯЖЕНИЯ ТАБЛЕТКАМИ ОБОЛОЧЕК СТЕРЖНЕВЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1998 |
|
RU2156508C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ИХ РАЗБРАКОВКИ | 1995 |
|
RU2107960C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2155395C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2256250C2 |
| УСТРОЙСТВО СНАРЯЖЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ АВТОМАТИЧЕСКОЙ ЛИНИИ | 2002 |
|
RU2273064C2 |
| УСТРОЙСТВО СНАРЯЖЕНИЯ АВТОМАТИЧЕСКОЙ ЛИНИИ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2236713C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2010 |
|
RU2459292C1 |

Изобретение относится к атомной энергетике и может найти применение на предприятиях по изготовлению тепловыделяющих элементов для тепловыделяющих сборок энергетических ядерных реакторов. Технический результат изобретения - повышение точности формирования длины столба топливных таблеток. Устройство замера длины столба и количества в нем таблеток выполнено в виде источников γ-излучения в защитных экранах с коллимационными каналами просвечивания в поперечном направлении γ-квантами движущегося потока таблеток в оболочке при их горизонтальном вибрационном снаряжении, блоков детектирования с другой стороны каждой снаряжаемой оболочки с коллимационными каналами, соосными каналам источников γ-излучения. При этом источники излучения и блоки детектирования размещены между горизонтальными ложементами стола укладки оболочек на снаряжение открытым концом соосно горизонтальным ложементам столешницы со смещением от границы конца столба таблеток в сторону начала газосборника в каждой снаряженной оболочке, закреплены изолированно от стола укладки оболочек на снаряжение и снабжены блоком регистрации с выдачей данных по каждой снаряженной оболочке по длине в ней столба таблеток, их количеству. В защитных экранах выполнены, по крайней мере, два коллимационных канала просвечивания. 1 з.п. ф-лы, 4 ил.

| RU 2070740 C1, 20.12.1996 | |||
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ИХ РАЗБРАКОВКИ | 1995 |
|
RU2107960C1 |
| ВОДНО-ДИСПЕРСИОННАЯ КРАСКА | 1992 |
|
RU2069223C1 |
| JP 1261298 А, 30.08.1989 | |||
| JP 2000019890, 21.01.2000 | |||
| GB 1567109 А, 08.05.1980. | |||

