Изобретение относится к активному тепловому неразрушающему контролю качества изделий и может быть использовано для обнаружения внутренних дефектов в изделиях типа пластин, например, в лопатках авиационных газотурбинных двигателей.
Известен способ теплового неразрушающего контроля качества металлических деталей, включающий нагрев детали путем пропускания детали в ее продольном направлении через индукционную катушку, сканирование поверхности детали инфракрасной камерой поперек поверхности движущейся детали непосредственно после индукционного нагрева и оценку наличия дефектов по более низкой температуре поверхности на участках, примыкающих к трещинам, по сравнению с остальной частью поверхности детали (см. патент SU №1838779, Кл. G 01 N 25/72, опубл. 30.08.93).
Недостаток данного способа заключается в том, что из-за различий по величине коэффициента излучения на поверхности детали результат измерения может иметь значительную погрешность, что неизбежно приводит к ошибке в принятии решения о степени годности детали.
Наиболее близким к предложенному способу является способ теплового неразрушающего контроля качества изделия, включающий нагрев изделия в центре его симметрии, его охлаждение по периферии, сканирование тепловизором теплового поля поверхности изделия, по которому определяют дефекты изделия (см. авторское свидетельство СССР №1538107, Кл. G 01 N 25/72, опубл. 23.01.90).
Недостаток заключается в том, что предлагаемый способ предназначен лишь для симметричных изделий, что исключает его применение для деталей со сложной конфигурацией, кроме того, из-за различий в коэффициенте излучательной способности поверхности изделия могут иметь место дополнительные погрешности, приводящие к недостоверному результату.
Задача изобретения - повышение достоверности результатов контроля путем уменьшения ошибки измерения.
Указанный технический результат достигается тем, что в способе активного теплового неразрушающего контроля качества объекта, включающем проведение тепловизионной съемки поверхности объекта, измерение интенсивности излучения объекта в инфракрасном спектре, обработку результатов измерений и оценку наличия дефектов, согласно изобретению тепловизионную съемку поверхности объекта ведут в направлении, не совпадающем с вектором теплового потока, интенсивность излучения объекта измеряют на нестационарном режиме, а обработку результатов измерений проводят на регулярном тепловом режиме путем расчета градиента логарифма интенсивности излучения в каждой точке поверхности, причем оценку наличия дефектов осуществляют по величине производной от градиента логарифма интенсивности излучения по времени.
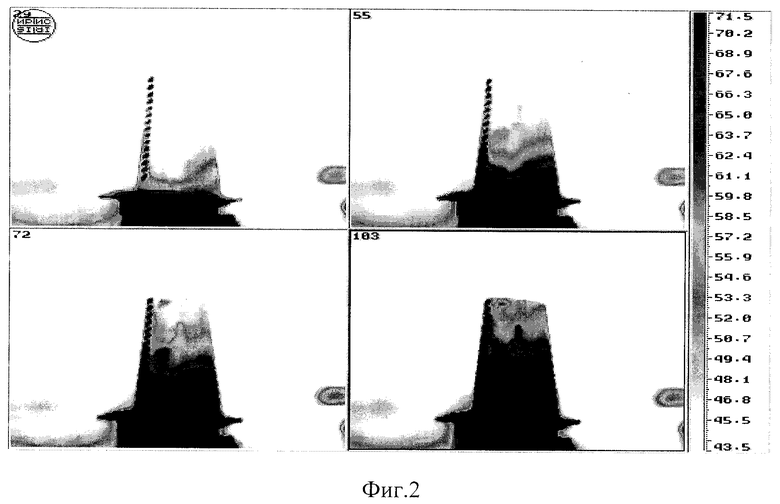
На фиг.1 изображена схема устройства, реализующего предлагаемый способ;
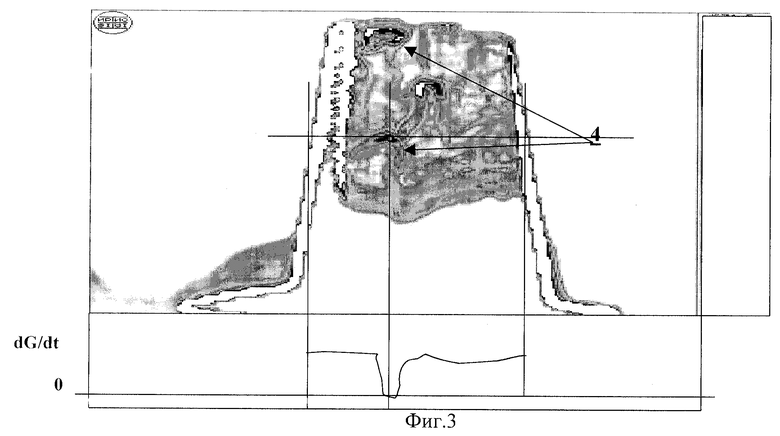
на фиг.2 представлены исходные теплограммы, последовательно записанные в память компьютера;
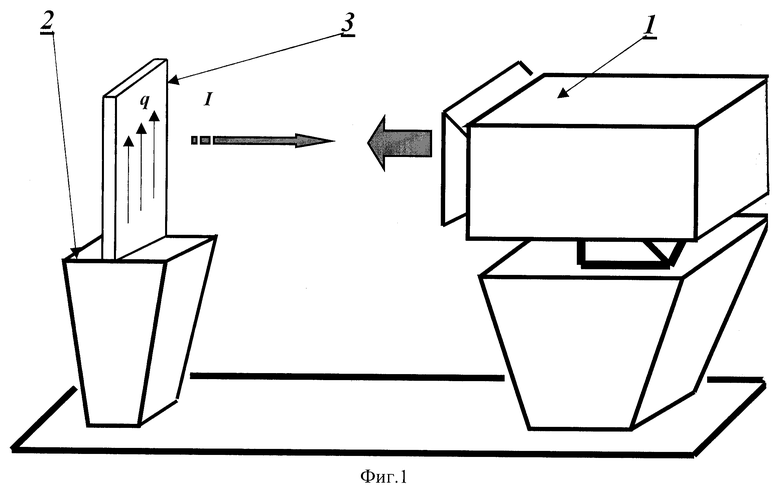
на фиг.3 представлен результат обработки исходной теплограммы по предлагаемому способу.
Устройство для реализации предложенного способа содержит регистратор инфракрасного излучения - тепловизор 1, платформу 2 с омическим нагревателем, установленный на платформе объект исследования - лопатку турбины 3 с дефектным местом 4.
Условные обозначения на чертеже:
q - вектор теплового потока;
I - излучение от объекта;
← - направление тепловизионной съемки объекта.
Реализация способа рассмотрена на примере лопатки турбины авиационного двигателя.
Способ реализуется следующим образом.
С помощью омического нагревателя прогревают платформу 2 до выхода на стационарный тепловой режим. Включают тепловизор 1 в режим съемки и устанавливают исследуемый объект - лопатку 3 на платформу 2. Производят тепловизионную съемку лопатки 3 в перпендикулярном направлении по отношению к вектору теплового потока по боковой стенке лопатки и измеряют интенсивность излучения на нестационарном режиме, т.е. во время прогрева лопатки до достижения стационарного теплового режима. При таком способе прогрева лопатки процесс распространения тепла в лопатке 3 (проверяемом объекте) растягивается по времени, что позволяет получить большее количество информации по сравнению со схемами одностороннего или двустороннего активного теплового неразрушающего контроля (АТНК), когда вектор теплового потока и направление тепловизионной съемки соосны. В свою очередь, увеличение количества информации позволяет уменьшить погрешность обработки результатов испытаний.
Данные измерений интенсивности излучения записывают в виде тепловизионного фильма в память компьютера как последовательность теплограмм лопатки, отснятых в последовательные промежутки времени. Съемку фильма заканчивают по достижению стационарного теплового режима лопатки 3.
Затем проводят первичную обработку результатов измерений и вторичную обработку с целью выявления дефектов. Первичная обработка измерений заключается в определении интервала времени, в котором имеет место регулярный тепловой режим контролируемого объекта (интервал времени, в котором все точки объекта изменяют свою температуру по логарифмическому закону) и вычислении в каждой точке лопатки (пикселе) градиента логарифма интенсивности по формуле:
G=d(lnI)/dx
где I - спектральная интенсивность излучения,
х - текущая координата.
В процессе вторичной обработки вычисляется производная по времени от градиента интенсивности (dG/dt),
где t - текущее время.
При величинах производной по времени, равной нулю, соответствующее место на лопатке признается дефектным - позиция 4 на фиг.3. (С физической точки зрения указанный эффект объясняется изменением теплофизических характеристик материала в месте наличия дефекта).
При вычислении градиента логарифма интенсивности и производной от его величины по времени коэффициент излучения поверхности испытуемого объекта не влияет на конечный результат, вследствие чего повышается точность измерения и достоверность определения дефекта.
В данном примере угол между вектором теплового потока и направлением тепловизионной съемки поверхности лопатки составляет 90 градусов. Возможен диапазон указанного угла от 70 до 100°, при выходе за указанный диапазон возрастает погрешность измерений, что приводит к снижению достоверности результатов контроля.
В рассмотренном примере изменение температуры исследуемой поверхности лопатки 3 осуществляют нагревом, однако, возможно изменять температуру поверхности контролируемого объекта его охлаждением.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕПЛОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ РАБОЧЕГО ТЕЛА | 2008 |
|
RU2379668C1 |
| СПОСОБ БЕСКОНТАКТНОГО ОДНОСТОРОННЕГО АКТИВНОГО ТЕПЛОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2015 |
|
RU2590347C1 |
| СПОСОБ ТЕПЛОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ СКРЫТЫХ ДЕФЕКТОВ ВСПЕНЕННОГО ИЗОЛИРУЮЩЕГО СЛОЯ В ИЗДЕЛИЯХ С МНОГОСЛОЙНОЙ СТРУКТУРОЙ | 2014 |
|
RU2578260C1 |
| ТЕРМОГРАФИЧЕСКИЙ СПОСОБ КОНТРОЛЯ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2659617C1 |
| ТЕРМОГРАФИЧЕСКИЙ СПОСОБ КОНТРОЛЯ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2670186C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕПЛОФИЗИЧЕСКИХ ХАРАКТЕРИСТИК МАТЕРИАЛОВ | 2002 |
|
RU2224245C2 |
| Способ дефектоскопии в полимерных конструкциях с сотовым заполнителем с применением термографии | 2024 |
|
RU2835766C1 |
| СПОСОБ ТЕПЛОВИЗИОННОГО КОНТРОЛЯ ВОДЫ В АВИАЦИОННЫХ СОТОВЫХ ПАНЕЛЯХ ЭКСПЛУАТИРУЕМЫХ САМОЛЕТОВ | 2005 |
|
RU2284515C1 |
| Способ анализа результатов активного теплового неразрушающего контроля изделий из полимерных композиционных материалов | 2017 |
|
RU2649247C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРОПРОВОДНОСТИ ОПТИЧЕСКИ ПРОЗРАЧНЫХ МАТЕРИАЛОВ | 2019 |
|
RU2725695C1 |
Изобретение относится к активному тепловому неразрушающему контролю качества изделий и может быть использовано для обнаружения внутренних дефектов в изделиях типа пластин, например, в лопатках авиационных газотурбинных двигателей. Способ включает проведение тепловизионной съемки поверхности объекта, измерение интенсивности излучения объекта в инфракрасном спектре, обработку результатов измерений и оценку наличия дефектов. При этом тепловизионную съемку поверхности объекта ведут в направлении, не совпадающем с вектором теплового потока. Интенсивность излучения объекта измеряют на нестационарном режиме, а обработку результатов измерений проводят на регулярном тепловом режиме путем расчета градиента логарифма интенсивности излучения в каждой точке поверхности. Изобретение позволяет повысить достоверность результатов контроля путем уменьшения ошибки измерения. 3 ил.
Способ активного теплового неразрушающего контроля качества объекта, включающий проведение тепловизионной съемки поверхности объекта, измерение интенсивности излучения объекта в инфракрасном спектре, обработку результатов измерений и оценку наличия дефектов, отличающийся тем, что тепловизионную съемку поверхности объекта ведут в направлении, не совпадающем с вектором теплового потока, интенсивность излучения объекта измеряют на нестационарном режиме, а обработку результатов измерений проводят на регулярном тепловом режиме путем расчета градиента логарифма интенсивности излучения в каждой точке поверхности, причем оценку наличия дефектов осуществляют по величине производной от градиента логарифма интенсивности излучения по времени.
| Способ обнаружения дефектов изделия | 1987 |
|
SU1538107A1 |
| Тепловизионный дефектоскоп | 1987 |
|
SU1497543A1 |
| Способ тепловизионного контроля внутренних дефектов | 1989 |
|
SU1712852A1 |
| SU 1769101 Al, 15.10.1992 | |||
| Тепловизионный дефектоскоп | 1991 |
|
SU1827611A1 |

