Изобретение относится к ядерной энергетике и может найти применение на предприятиях изготовления тепловыделяющих элементов (ТВЭЛ) и сборки их в тепловыделяющие сборки (ТВС) для ядерного реактора.
Известно, что для нормальной работы ядерного реактора, исключения искажений нейтронного и температурного поля в каждом ТВЭЛе должно быть строго заданное количество ядерного топлива (делящегося изотопа) и равномерное его распределение по длине ТВЭЛа. Это должно обеспечиваться и, как правило, обеспечивается технологией.
На снаряжение ТВЭЛов поступают таблетки из диоксида урана со строго заданным обогащением по урану 235. На каждый ТВЭЛ набирают топливный столб установленной длины, что при заданной плотности и определяет массу топлива в ТВЭЛе.
Кроме того, в ряде случаев все топливо дополнительно определяется прямым взвешиванием. Однако не исключаются случаи попадания в ТВЭЛ при его снаряжении топливных таблеток с другим обогащением по урану 235, поскольку в технологическом процессе изготовления ТВЭЛ могут присутствовать топливные таблетки с разным обогащением по урану 235, которые внешне друг от друга не отличаются. Учитывая важность этой характеристики ТВЭЛа, возникла необходимость контроля ТВЭЛ и их разбраковки перед сборкой в ТВС.
Известен способ контроля и разбраковки ТВЭЛ, включающий операции загрузки и разгрузки ТВЭЛ и проводки их через канал гамма-сканера с источником нейтронов в биологической защите с подачей данных в электронно-вычислительную машину (см. книгу 2 “Разработка, производство и эксплуатация ТВЭЛ энергетических реакторов” под ред. Ф.Г. Решетникова М.: Энергоатомиздат, 1995 г., стр.284-285, рис. 21, 14).
Контролируемый ТВЭЛ перемещается вдоль оси облучателя со строго постоянной скоростью. Контроль ведется по запаздывающему γ-излучению. Процентное содержание 235U вычисляется по формуле 235U=е(N+a)/b, где N - скорость счета, а и b - калибровочные постоянные.
Погрешность определения содержания 235U оценивается в ±0,6%. Относительная погрешность измерения обогащения UO2-таблеток в диапазоне 3-7% не превышает 5%. Результаты контроля обрабатываются на ЭВМ и представляются в виде протокола. Контролю подвергаются ТВЭЛы длиной 4м и диаметром γ-13,5 мм. Проводка ТВЭЛ на контроль и с контроля осуществляется на роликах, вызывающих истирание поверхности циркониевой оболочки ТВЭЛа, что может привести к разъедающей коррозии, появляющейся в результате истирания циркония между соприкасающимися поверхностями даже при отсутствии коррозионной среды (см. “Металлургия циркония”. Перевод с английского под ред. Г.А. Меерсона и Ю.В. Гагаринского М.: Издательство иностранной литературы, 1959 г., стр.298).
Разъедающая коррозия может привести к разгерметизации ТВЭЛа в активной зоне ядерного реактора.
Наиболее близким по технической сущности и достигаемому эффекту является способ контроля и разбраковки тепловыделяющих элементов для ядерного реактора, включающий их загрузку, поштучную подачу по наклонному столу на конвеерную циркониевую ленту проводки тепловыделяющего элемента через канал γ-сканера с источником нейтронов в биологической защите с подачей данных контроля в электронно-вычислительную машину, разбраковку и разгрузку тепловыделяющих элементов по наклонному столу. (см. Патент RU 2155394, МПК 7 G 21 С 17/06 от 17.02.1999 г., опубл. 27.08.2000 г. “Установка контроля и разбраковки тепловыделяющих элементов”).
В техническом решении-прототипе в качестве источника нейтронов используют Cf-252 с номиналом 1,2 мг, в качестве замедлителя нейтронов бериллиевый замедлитель, а в качестве биологической защиты используют свинец.
Для измерения зазоров между таблетками двуокиси урана и длин таблеток в тепловыделяющем элементе используют денситометр, для определения наличия фиксаторов в тепловыделяющем элементе используют детектор, для контроля запаздывающего γ-излучения используют детектор, состоящий из восьми BGO-сцинтилляторов, восьми фотоумножительных трубок с делителями напряжения и восьми быстрых предусилителей (“NNC”) и детектор запаздывающих нейтронов.
Способ обеспечивает контроль ТВЭЛа и при этом определяются вес топливного столба; обогащение по 235U; топливные таблетки с нестандартным обогащением; длина топливного столба; длина компенсационного объема; зазоры в топливном столбе и наличие фиксаторов.
Однако способ не может гарантировать точности контроля ТВЭЛа без соответствующей проверки технических характеристик γ-сканера, его настройки и калибровки.
Технической задачей изобретения является повышение точности контроля и разбраковки тепловыделяющего элемента.
Эта техническая задача решается тем, что в способе контроля и разбраковки тепловыделяющих элементов для ядерного реактора, включающем их загрузку, поштучную подачу по наклонному столу на конвеерную циркониевую ленту проводки тепловыделяющего элемента через канал γ-сканера с источником нейтронов в биологической защите с подачей данных контроля в электронно-вычислительную машину, разбраковку и разгрузку тепловыделяющих элементов по наклонным столам.
Согласно изобретению осуществляют предварительную проверку технических характеристик γ-сканера, его настройку и калибровку путем гамма-сканирования аттестованных стандартных образцов предприятия-тепловыделяющих элементов с заранее известными параметрами: по классу I:
- среднему обогащению по 235U топливной загрузки;
- длине топливного столба;
- длине тепловыделяющего элемента;
- длине компенсационного объема;
- наличию и длине фиксаторов,
по классу II:
- среднему обогащению по 235U профилированных зон;
- наличию торцевых заглушек;
- длине профилированных зон;
- среднему обогащению по 235U зоны,
по классу III:
- наличию нештатной таблетки по обогащению по 235U в центральной части топливного столба;
- наличию нештатной таблетки по обогащению по 235U на нижнем участке топливного столба;
- наличию нештатной таблетки по обогащению по 235U в верхней части топливного столба;
- расположению отдельных нештатных таблеток,
по классу IV:
- величине зазоров в топливном столбе;
- местонахождению зазоров;
- местонахождению и длине фиксаторов,
после γ-сканирования аттестованных стандартных образцов предприятия - тепловыделяющих элементов с заранее известными параметрами и сравнения их с данными, выданными электронно-вычислительной машиной после γ-сканирования, принимают решение γ-сканирования штатных партий тепловыделяющих элементов при совпадении данных, а при несовпадении данных осуществляют настройку γ-cкaнeрa в соответствии с известными параметрами аттестованных стандартных образцов тепловыделяющих элементов по классам I-IV.
Предложенный способ позволяет решить поставленную техническую задачу по повышению точности контроля и разбраковки тепловыделяющего элемента.
Для пояснения осуществления способа на чертежах представлены:
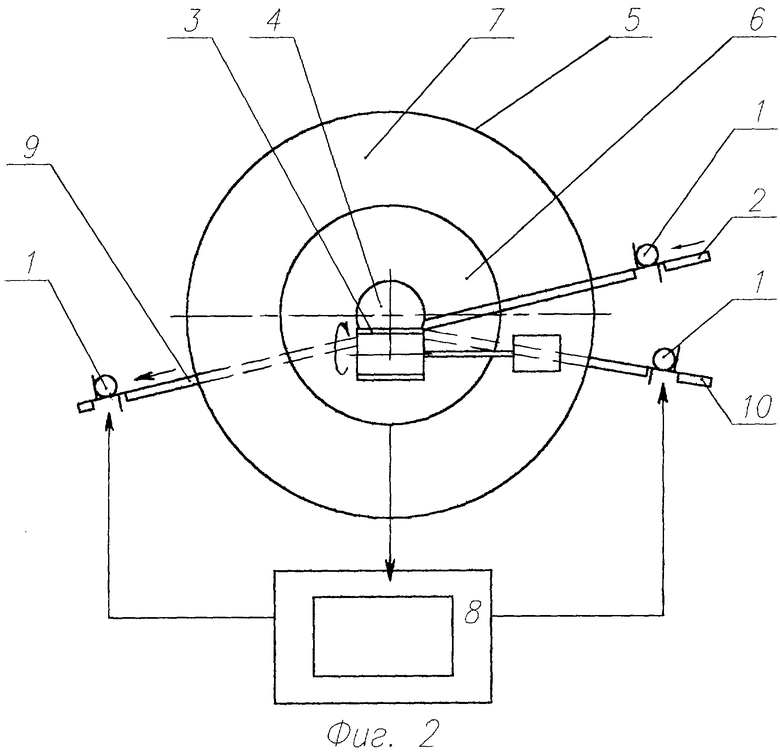
на фиг.1 - стандартный образец предприятия (СОП) I класса;
- стандартный образец предприятия (СОП) II класса;
- стандартный образец предприятия (СОП) III класса;
- стандартный образец предприятия (СОП) IV класса;
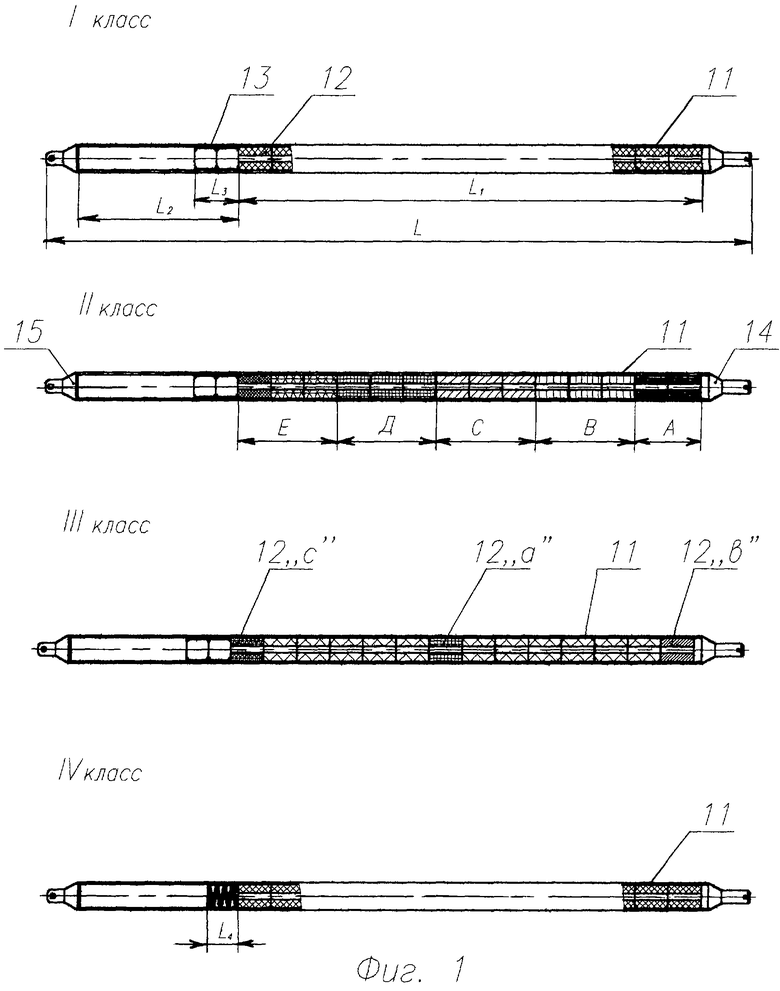
на фиг.2 - установка γ-сканирования.
Способ контроля и разбраковки тепловыделяющих элементов 1 для ядерного реактора включает их загрузку, поштучную подачу по наклонному столу 2 на конвеерную циркониевую ленту 3 проводки тепловыделяющего элемента 1 через канал 4 γ-сканера 5 с источником 6 нейтронов в биологической защите 7 с подачей данных контроля в электронно-вычислительную машину 8, разгрузку тепловыделяющих элементов 1 по наклонному столу 9 и разбраковку по наклонному столу 10.
Перед γ-сканированием штатных партий тепловыделяющих элементов 1 способ предусматривает предварительную проверку технических характеристик γ-сканера 5, его настройку и калибровку путем γ-сканирования аттестованных стандартных образцов предприятия - тепловыделяющих элементов 11 с заранее известными параметрами
по классу I:
- среднему обогащению 235U топливной загрузки;
- длине L тепловыделяющего элемента 11;
- длине L1 топливного столба таблеток 12;
- длине L2 компенсационного объема;
- наличию и длине L3 фиксаторов 13,
по классу II:
- среднему обогащению по 235U профилированных зон А, В, С, Д, Е разного обогащения по 235U;
- наличию торцевых заглушек 14, 15;
- длине профилированных зон А, В, С, Д, Е;
- среднему обогащению зоны по 235U,
по классу III:
- наличию нештатной таблетки 12“а” по обогащению 235U в центральной части топливного столба;
- наличию нештатной таблетки 12“в” по обогащению 235U на нижнем участке топливного столба;
наличию нештатной таблетки 12“с” по обогащению 235U в верхней части топливного столба;
- расположению отдельных нештатных таблеток 12,
по классу IV:
- величине зазоров в топливном столбе;
- местонахождению зазоров;
- местонахождению и длине L4 фиксаторов,
сравнения данных γ-сканирования с заранее известными данными аттестованных стандартных образцов предприятия тепловыделяющих элементов 11 по классам I-IV и при совпадении данных, выданных электронно-вычислительной машиной 8 после γ-сканирования, с данными аттестованных стандартных образцов - тепловыделяющих элементов 11 осуществление γ-сканирования тепловыделяющих элементов 1 штатных партий, а при несовпадении данных осуществление настройки γ-сканера 5 в соответствии с известными параметрами аттестованных стандартных образцов -тепловыделяющих элементов 11 по классу I-IV.
Способ осуществляют следующим образом.
Предварительно изготавливают стандартные образцы предприятия (СОП) - тепловыделяющие элементы 11 из четырех классов, каждый из которых служит для проверки технических характеристик γ-сканера 5.
Для класса I изготавливаются два комплекта “СОП”, каждый из которых состоит из четырех подклассов с обогащениями топливных таблеток по 235U, %: 1.6, 2.4, 3.0, 3.6, 4.4, включающих как рабочие “СОП”, используемые для проверки технических характеристик γ-сканера 5 в процессе эксплуатации, так и контрольные “СОП”, используемые при возникновении подозрения в неисправности рабочих “СОП”. В процессе изготовления “СОП” аттестуются все его параметры и заносятся в паспорт.
По классу II изготавливаются четыре “СОП”, из них - три рабочих и один - контрольный.
Профилированные зоны А, В, С, Д, Е, т.е. зоны с разным обогащением по 235U аттестуются и все параметры заносятся в паспорт.
По классу III изготавливаются два комплекта по три “СОП” с контрольными и рабочими “СОП” с точным месторасположением нештатных таблеток 12“а”, 12“с”, 12“в”.
Все параметры заносятся в паспорт.
По классу IV изготавливается четыре “СОП”, из которых один - контрольный с применением пружинного фиксатора. Все параметры заносятся в паспорт.
Среднее обогащение 235U топливной загрузки, длина топливного столба, длина тепловыделяющего элемента, длина компенсационного объема, наличие и длина фиксаторов, среднее обогащение по 235U профилированных зон, наличие торцевых заглушек, длина профилированных зон, среднее обогащение по 235U профилированной зоны, величина зазоров в топливном столбе, местонахождение зазоров, местонахождение и длина фиксаторов в “СОПах” определяются средствами контроля и технологией изготовления тепловыделяющих элементов и также заносятся в паспорт соответствующего класса “СОПа”.
В процессе настройки γ-сканера 5 проводят γ-сканирование “СОПов” I-IV класса, после чего сравнивают данные паспортов, “СОПов” I-IV класса с данными, выданными электронно-вычислительной машиной 8.
При совпадении данных осуществляют γ-сканирование штатных партий ТВЭЛ 1, а при несовпадении продолжают настройку γ-сканера 5 по “СОПам” I-IV класса.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА КОНТРОЛЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2155394C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2231835C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2248054C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2002 |
|
RU2228550C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОБОГАЩЕНИЯ ТОПЛИВНЫХ ТАБЛЕТОК, СОДЕРЖАЩИХ СМЕСЬ ИЗОТОПОВ УРАНА, УРАНОМ 235 | 2010 |
|
RU2457557C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2010 |
|
RU2459292C1 |
| УСТАНОВКА ДЛЯ КОНТРОЛЯ ХАРАКТЕРИСТИК ТОПЛИВНОГО СТОЛБА КОЛЬЦЕВОГО ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2015 |
|
RU2603017C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВОГО ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2216797C2 |
| СПОСОБ КОНТРОЛЯ ТОПЛИВНОГО СТОЛБА ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2483373C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КАЧЕСТВА МОХ-ТОПЛИВНЫХ СТЕРЖНЕЙ | 2002 |
|
RU2316064C2 |
Способ контроля и разбраковки тепловыделяющих элементов предназначен для использования в области ядерной энергетики. Способ включает в себя предварительную проверку технических характеристик γ-сканера. Также происходит настройка γ-сканера и калибровка путем γ-сканирования аттестованных стандартных образцов предприятия - тепловыделяющих элементов с заранее известными параметрами. Обеспечивается повышение точности контроля и разбраковки тепловыделяющего элемента. 2 ил.
Способ контроля и разбраковки тепловыделяющих элементов для ядерного реактора, включающий их загрузку, поштучную подачу по наклонному столу на конвейерную циркониевую ленту проводки тепловыделяющего элемента через канал γ-сканера с источником нейтронов в биологической защите с подачей данных контроля в электронно-вычислительную машину, разбраковку и разгрузку тепловыделяющих элементов по наклонным столам, отличающийся тем, что осуществляют предварительную проверку технических характеристик γ-сканера, его настройку и калибровку путем γ-сканирования аттестованных стандартных образцов предприятия - тепловыделяющих элементов с заранее известными параметрами:
по классу I:
среднему обогащению по 235U топливной загрузки;
длине топливного столба;
длине тепловыделяющего элемента;
длине компенсационного объема;
наличию и длине фиксаторов,
по классу II:
среднему обогащению по 235U профилированных зон;
наличию торцевых заглушек;
длине профилированных зон;
среднему обогащению по 235U зоны,
по классу III:
наличию нештатной таблетки по обогащению по 235U в центральной части топливного столба;
наличию нештатной таблетки по обогащению по 235U на нижнем участке топливного столба;
наличию нештатной таблетки по обогащению по 235U в верхней части топливного столба;
расположению отдельных нештатных таблеток,
по классу IV:
величине зазоров в топливном столбе;
местонахождению зазоров;
местонахождению и длине фиксаторов,
после γ-сканирования аттестованных стандартных образцов предприятия - тепловыделяющих элементов с заранее известными параметрами и их сравнения с данными, выданными электронно-вычислительной машиной после γ-сканирования, принимают решение γ-сканирования штатных партий тепловыделяющих элементов при совпадении данных, а при несовпадении данных осуществляют настройку γ-сканера в соответствии с известными параметрами аттестованных стандартных образцов - тепловыделяющих элементов по классам I-IV.
| УСТАНОВКА КОНТРОЛЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2155394C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ИХ РАЗБРАКОВКИ | 1995 |
|
RU2107960C1 |
| GB 1567109 А, 08.05.1980 | |||
| Способ сейсмической разведки | 1986 |
|
SU1377795A1 |
