Изобретение относится к атомной промышленности и может найти применение на предприятиях изготовления тепловыделяющих элементов для ядерных реакторов.
Известна автоматическая линия изготовления тепловыделяющих элементов (ТВЭЛ), содержащая устройства:
- подготовки оболочки к снаряжению с сваркой заглушки к одному концу оболочки, вибрационного снаряжения столба топливных таблеток в открытый конец оболочки, включающего вибропитатель подачи топливных таблеток на горизонтальные ложементы для формирования столбов топливных таблеток, отсекатели - упоры начала столбов, отсекатели - прижимы концов столбов топливных таблеток, стол с ложементами для укладки в них оболочек открытыми концами в сторону и соосно столбам топливных таблеток с механизмами укладки и съема снаряженных оболочек,
- зачистки открытого конца снаряженной оболочки, замера длины столба топливных таблеток,
- запрессовки фиксаторов в открытый конец снаряженной оболочки,
- герметизация сваркой заглушки к открытому торцу снаряженной оболочки под давлением инертного газа под оболочкой,
- контроля и разбраковки по давлению внутри оболочки (в дальнейшем ТВЭЛ) и по наличию внутренних компонентов,
- поверхностной обработки ТВЭЛа, транспортные средства проводки ТВЭЛа с устройства на устройство, вывода бракованных ТВЭЛ и систему автоматики (см. патент Российской Федерации №2070740, МПК G 21 C 21/02 от 17.05.94 г., опубл. 20.12.1996 г.
На известной линии возможно изготавливать либо ТВЭЛы ВВЭР-1000, либо ТВЭЛы ВВЭР-440, так как они имеют разную длину (3837 мм и 2500 мм), а линия предусматривает изготовление ТВЭЛов одного размера.
Линия предусматривает взвешивание оболочки, но не предусматривает взвешивания снаряженной оболочки, т.е. не определяет вес столба топливных таблеток в оболочке.
Кроме того, контроль и разбраковка по наличию внутренних компонентов в известной линии проводится после герметизации ТВЭЛа, т.е. если при контроле в ТВЭЛе будет обнаружено несоответствие по наличию внутренних компонентов, то потребуется расчехловка ТВЭЛа и удаление топливных таблеток с выводом в брак оболочки.
Согласно требованиям ТВЭЛам для нормальной работы ядерного реактора, исключения искажений нейтронного и температурного полей в каждом ТВЭЛе должно быть строго заданное количество ядерного топлива (делящегося изотопа) и равномерное его распределение по длине ТВЭЛа.
На снаряжение ТВЭЛов должны поступать топливные таблетки со строго заданным обогащением по U235, строго заданной длиной столба топливных таблеток, заданной плотностью и заданной массой топлива в ТВЭЛе (см. Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов. Книга 2. Под ред. Ф.Г.Решетникова. - М.: Энергоатомиздат, 1995 г., с.283).
Этим требованиям известная автоматическая линия изготовления ТВЭЛ не соответствует, поскольку не определяется обогащение по U235 топливных таблеток в снаряженной оболочке и не исключено попадание при снаряжении ТВЭЛ одного вида обогащения таблеток таблетками разного обогащения при массовом их производстве.
Наиболее близким по технической сущности и достигаемому эффекту является автоматическая линия изготовления ТВЭЛ, содержащая устройства:
- подготовки оболочки к снаряжению с ее взвешиванием и сваркой заглушки к одному концу оболочки,
- вибрационного снаряжения столба топливных таблеток в открытый конец оболочки, включающего вибропитатель подачи топливных таблеток на горизонтальные ложементы столешницы с отсекателем-упором начала столбов и отсекателем-прижимом конца столбов топливных таблеток, примыкающей к столешнице стол с ложементами укладки оболочек открытыми концами соосно столбам топливных таблеток с механизмами укладки, досылки на снаряжение и съема снаряженных оболочек, очистки, запрессовки фиксаторов, контроля и разбраковки по внутренним компонентам и средство проводки на герметизацию,
- герметизации сваркой заглушки к открытому концу снаряженной оболочки под давлением инертного газа под оболочкой, контроля и разбраковки по давлению внутри оболочки ТВЭЛа, ультразвукового контроля сварного шва,
- поверхностной обработки ТВЭЛов, снабженных съемными удлинителями для ТВЭЛов ядерного реактора ВВЭР-440, средства проводки с устройства на устройство, вывода бракованных ТВЭЛ и систему автоматики (см. Патент Российской Федерации КЦ2155395 МПК 7 G 21 С 21/02 от 17.02.1999 г., опубл. 27 августа 2000 г.) - прототип.
Автоматическая линия-прототип устраняет недостатки известной линии в части расширения технологических возможностей изготовления как ТВЭЛов ВВЭР-1000, так и ТВЭЛов ВВЭР-440 на одной линии, контролю и разбраковке по наличию внутренних компонентов до герметизации снаряженной оболочки, что позволяет принимать оперативные меры без перевода оболочки в брак, что имело место в известной линии.
Однако прямого взвешивания снаряженных ТВЭЛ для определения массы топлива в ТВЭЛе линия-прототип не предусматривает. Не предусмотрен также контроль и выявление топливных таблеток с другим обогащением по U235 в столбе топливных таблеток, отличающихся от топливных таблеток с заданным обогащением по U235.
Технической задачей является повышение качества изготовления ТВЭЛ с определением массы и длины столба топливных таблеток в ТВЭЛе и контроля обогащения по U235 с сохранением ритма выпуска тепловыделяющих элементов.
Эта техническая задача решается тем, что в автоматической линии изготовления ТВЭЛ, содержащей устройства:
- подготовки оболочки к снаряжению с ее взвешиванием и сваркой заглушки к одному концу оболочки с съемными удлинителями для ТВЭЛов ядерного реактора ВВЭР-440;
- вибрационного снаряжения столба топливных таблеток в открытый конец оболочки, механизмы очистки, запрессовки фиксаторов, контроля и разбраковки по внутренним компонентам и средство проводки на герметизацию в виде рольганга,
- герметизации сваркой заглушки к открытому концу снаряженной оболочки под давлением инертного газа под оболочкой, контроля и разбраковки по давлению внутри оболочки ТВЭЛа, ультразвукового контроля сварного шва,
- поверхностной обработки ТВЭЛов,
- средства проводки с устройства на устройство, вывода бракованных ТВЭЛ и систему автоматики,
согласно изобретению, после механизма запрессовки фиксаторов в открытый конец снаряженной топливными таблетками оболочки установлен механизм взвешивания снаряженной топливными таблетками оболочки, взаимодействующий через компьютер с механизмом взвешивания оболочки с выдачей данных по чистой массе топливных таблеток в оболочке, на средстве проводки снаряженной топливными таблетками оболочки в виде рольганга между его роликами по длине снаряженного в оболочку столба топливных таблеток установлены блоки детектирования γ-квантов, испускаемых U235 топливных таблеток, установки автоматического контроля обогащения по U235 в топливных таблетках тепловыделяющих элементов для водо-водяных энергетических реакторов ВВЭР-1000 и ВВЭР-440, блоки детектирования размещены вокруг снаряженного в оболочку столба топливных таблеток со смещением коллимационных каналов по длине снаряженного в оболочку столба топливных таблеток, количество блоков детектирования по длине столба топливных таблеток в оболочке установлено достаточным для обеспечения скорости перемещения снаряженной топливными таблетками оболочки в соответствии с заданным ритмом выпуска тепловыделяющих элементов и при этом блоки детектирования снабжены фотоэлектронными умножителями, спектрометрами и компьютером сбора, обработки и выдачи данных по выявлению топливных таблеток с отклонением обогащения по U235 и их места расположения в столбе топливных таблеток.
Другим отличием является то, что каждый блок детектирования на базе сцинтиллятора натрий-йод, активизированный таллием NaJ(Tl), снабжен проходным отверстием - вольфрамовой трубкой перемещения через нее снаряженной топливными таблетками оболочки, смещенные коллимационные каналы выполнены в вольфрамовой трубке в верхней и нижней ее части, а фотоэлектронные умножители расположены по торцам блока детектирования. Установка автоматического контроля автоматической линии снабжена накопителем брака и сбрасывателями с рольганга снаряженных оболочек с выявленными отклонениями по массе, обогащению U235, длине столба топливных таблеток на накопитель брака.
Предложенная автоматическая линия изготовления тепловыделяющих элементов позволяет повысить качество изготовления ТВЭЛ за счет определения массы и длины столба топливных таблеток в ТВЭЛе, обогащения по U235, изолировать снаряженные оболочки с отклонением по вышеперечисленным параметрам и сохранить ритм выпуска ТВЭЛ.
На чертежах представлена автоматическая линия изготовления тепловыделяющих элементов, где
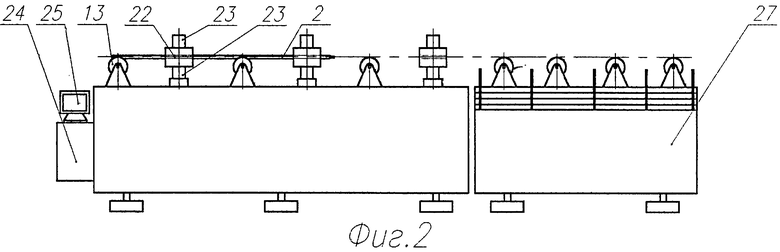
на фиг. 1 - общий вид автоматической линии изготовления ТВЭЛ,
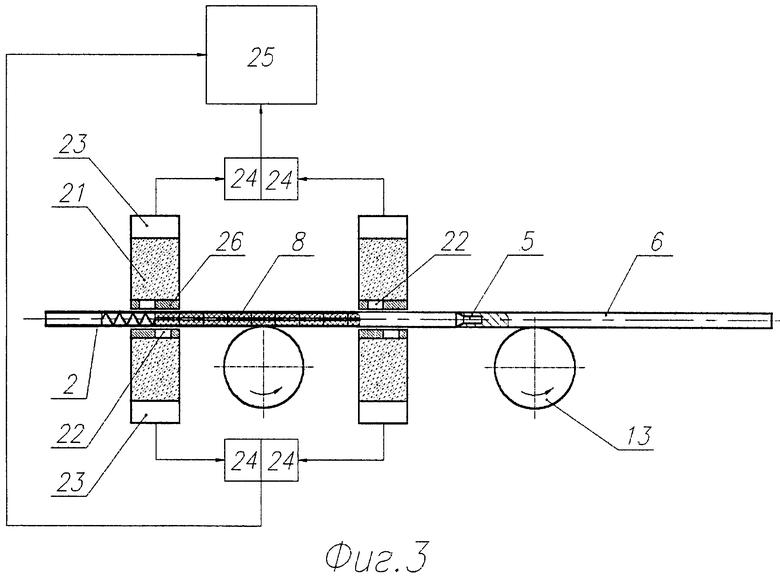
на фиг. 2 - установка автоматического контроля,
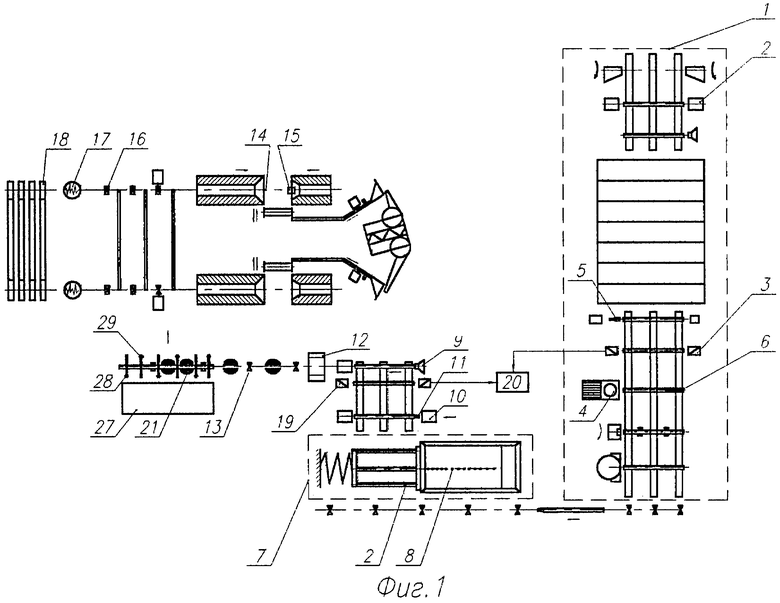
на фиг. 3 - схема установки автоматического контроля.
Автоматическая линия изготовления тепловыделяющих элементов содержит:
- устройство 1 подготовки оболочки 2 к снаряжению с ее взвешиванием 3 и сваркой 4 заглушки 5 к одному концу оболочки 2 с съемными удлинителями 6 для ТВЭЛов ядерного реактора ВВЭР-440,
- устройство 7 вибрационного снаряжения топливных таблеток 8 в открытый конец оболочки 2, механизмы очистки 9, запрессовки 10 фиксаторов 11, контроля и разбраковки 12 по внутренним компонентам и средство проводки на герметизацию в виде рольганга 13,
- устройство 14 герметизации сваркой заглушки 15 к открытому концу снаряженной оболочки 2 под давлением инертного газа под оболочкой, устройства 16 контроля и разбраковки по давлению внутри оболочки 2 (в дальнейшем ТВЭЛа), ультразвукового контроля 17 сварного шва,
- устройство 18 поверхностной обработки ТВЭЛов,
- средства проводки с устройства на устройство, вывода бракованных ТВЭЛ и систему автоматики (не показаны).
После механизма 10 запрессовки фиксаторов 11 в открытый конец снаряженной топливными таблетками 8 оболочки 2 установлен механизм 19 взвешивания снаряженной оболочки 2, взаимодействующий через компьютер 20 с механизмом 3 взвешивания оболочки 2 с выдачей данных по чистой массе топливных таблеток 8 в ТВЭЛе. На средстве проводки - рольганге 13 снаряженной топливными таблетками 8 оболочки 2 между его роликами по длине снаряженного в оболочку 2 столба топливных таблеток 8 установлены блоки детектирования 21 γ-квантов, испускаемых U235, топливных таблеток 8, установки автоматического контроля обогащения по U235 в топливных таблетках 8 тепловыделяющих элементов для водо-водяных энергетических реакторов ВВЭР-1000 и ВВЭР-440. Блоки детектирования 21 размещены вокруг снаряженного в оболочку 2 столба топливных таблеток 8 со смещением коллимационных каналов 22 по длине снаряженного в оболочку 2 столба топливных таблеток 8.
Количество блоков детектирования 21 по длине столба топливных таблеток 8 в оболочке 2 установлено достаточным для обеспечения скорости перемещения снаряженной топливными таблетками 8 оболочки 2 в соответствии с заданным ритмом выпуска ТВЭЛов и при этом блоки детектирования 21 снабжены фотоэлектронными умножителями 23, спектрометрами 24 и компьютером 25 сбора, обработки и выдачи данных по выявлению топливных таблеток 8 с отклонением обогащения по U235 и их места расположения в столбе топливных таблеток 8.
Каждый блок детектирования 21 на базе сцинтиллятора натрий-йод, активированный таллием NaJ(Tl), снабжен проходными отверстиям - вольфрамовой трубкой 26 перемещения через нее снаряженной топливными таблетками 8 оболочки 2. Смещенные коллимационные каналы 22 выполнены в верхней и нижней части вольфрамовой трубки 26. Фотоэлектронные умножители 23 размещены по торцам блока детектирования 21.
Установка автоматического контроля автоматической линии снабжена накопителем брака 27 и сбрасывателями 28 с рольганга 13 снаряженных оболочек 2 с выявленными отклонениями по массе, обогащению по U235, длине столба топливных таблеток 8 на накопитель брака 27. На рольганге 13 также размещены сбрасыватели 29 проводки снаряженных оболочек 2 на дальнейшие операции.
Автоматическая линия изготовления ТВЭЛ работает следующим образом.
На установке 1 подготовки оболочки 2 после сварки 4 заглушки 5 к одному концу оболочки 2 и взвешивания 3 данные взвешивания передаются в компьютер 20.
Для оболочек ТВЭЛ атомного реактора ВВЭР-440, имеющих длину ~ 2,5 м, применяют съемные удлинители 6, позволяющие компенсировать длину ТВЭЛа и использовать автоматическую линию для выпуска ТВЭЛ ВВЭР-1000 без ее переналадки для выпуска ТВЭЛ ВВЭР-440, т.е на автоматической линии становится возможным выпуск ТВЭЛ с длиной 2,5 м и 4 метра.
На вибрационном снаряжении 7 столб топливных таблеток 8 снаряжают в открытый конец оболочки 2.
После очистки 9, запрессовки 10 фиксаторов 11 снаряженную топливными таблетками 8 оболочку 2 подвергают контролю и разбраковке 12 по внутренним компонентам и по рольгангу 13 направляют на герметизацию 14. На рольганге 13 во время движения снаряженной топливными таблетками 8 оболочку 2 подвергают контролю и разбраковке по длине столба топливных таблеток 8, обогащению по U235 и выявлению топливных таблеток с отклонением обогащения по U235 и их места расположения в столбе топливных таблеток 8. При этом снаряженная топливными таблетками 8 оболочка 2 проходит последовательно через проходные отверстия - вольфрамовые трубки 26 со смещенными отверстиями коллимационных каналов 22 блоков детектирования 21, и γ-кванты, испускаемые U235, воспринимаются блоками детектирования, фотоэлектронными умножителями 23, спектрометрами 24 и поступают в компьютер 25, где информация обрабатывается и выдаются данные либо на отбраковку, либо на последующую операцию, т.е. на сбрасыватели 28 брака на накопитель 27, либо на сбрасыватель 29 годных.
Масса U235 в снаряженной оболочке 2 определяется прямым взвешиванием 19, результаты которого передаются в компьютер 20, где уже имеются данные о весе пустой оболочки 2 и именно той, что прошла второе взвешивание.
На устройстве 14 герметизации осуществляют сварку заглушки 15 к открытому концу снаряженной топливными таблетками 8 оболочки 2 под давлением инертного газа под оболочкой. На устройствах 16 проводят контроль по давлению внутри ТВЭЛа, а на устройстве 17 ультразвуковой контроль сварного шва.
Проконтролированные ТВЭЛы поступают на устройство 18 поверхностной обработки - отмывку, оксидирование оболочки, отмывку и сушку ТВЭЛов.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2231835C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2256250C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2155395C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ИХ РАЗБРАКОВКИ | 1995 |
|
RU2107960C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2010 |
|
RU2459292C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2216801C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2231836C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ИХ РАЗБРАКОВКИ | 2001 |
|
RU2216058C2 |
| СПОСОБ КОНТРОЛЯ, РАЗБРАКОВКИ И ПЕРЕРАБОТКИ БРАКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2000 |
|
RU2195722C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2002 |
|
RU2228550C2 |
Изобретение относится к атомной энергетике и может найти применение на предприятиях по изготовлению тепловыделяющих элементов для тепловыделяющих сборок энергетических ядерных реакторов. Техническая задача изобретения - повышение качества изготовления тепловыделяющих элементов. На автоматической линии после механизма запрессовки фиксаторов установлен механизм взвешивания снаряженной топливными таблетками оболочки, взаимодействующей через компьютер с механизмом взвешивания оболочки с выдачей данных по чистой массе таблеток в оболочке. На средстве проводки снаряженной оболочки в виде рольганга между его роликами по длине снаряженного столба таблеток установлены блоки детектирования γ-квантов, установки автоматического контроля обогащения таблеток, блоки детектирования размещены вокруг снаряженного в оболочку столба таблеток со смещением коллимационных каналов по длине снаряженного столба таблеток, блоки детектирования снабжены фотоэлектронными умножителями, спектрометрами и компьютером сбора, обработки и выдачи данных. Каждый блок детектирования снабжен проходным отверстием - вольфрамовой трубкой перемещения оболочки, смещенные коллимационные каналы выполнены в вольфрамовой трубке в верхней и нижней ее частях, а фотоэлектронные умножители расположены по торцам блока детектирования. 2 з.п. ф-лы, 3 ил.
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2155395C1 |
| RU 2070740 С1, 20.12.1996 | |||
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1998 |
|
RU2152092C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1997 |
|
RU2145449C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ИХ РАЗБРАКОВКИ | 1995 |
|
RU2107960C1 |
| GB 1567109 А, 24.01.1978. | |||

