Изобретение относится к технологии сварки взрывом и может быть использовано при изготовлении, например, крупногабаритных биметаллических листов или заготовок из разнородных металлов, в частности из биметалла сталь-титан, сталь-коррозионно-стойкая сталь, сталь-алюминиевый сплав.
Известен способ сварки взрывом, по которому свариваемую поверхность плакируемого листа из стали зачищают до металлического блеска, обезжиривают и устанавливают на основании из грунта, затем плакирующий лист устанавливают свариваемой поверхностью к свариваемой поверхности плакируемого листа через дистанционные опоры на расстоянии сварочного зазора с нависанием на плакируемый лист, после чего на плакирующем листе раскладывают слой заряда взрывчатого вещества (ВВ) с системой инициирования. Приводят рекомендации по расчету нависаний плакирующего листа (см. Крупин А.В. и др. Деформации металлов взрывом. - М.: Металлургия, 1975. - С.153-155).
Основными недостатками вышеописанного способа сварки взрывом являются низкие эффективность детонации заряда ВВ и качество образующегося сварного соединения, а также излишний расход ВВ для получения сварного соединения с заданной эксплуатационной надежностью, обусловленные тем, что, как показал опыт плакирования при реализации данного способа, при детонации заряда ВВ его слой толщиной около половины высоты заряда разлетается, не сдетонировав, что приводит к нестабильности процесса детонации заряда ВВ и вызывает увеличение площади неприваров.
Наиболее близким по технической сущности и достигаемому результату к заявляемому изобретению (прототипом) является способ плакирования сваркой взрывом, включающий зачистку свариваемых поверхностей плакируемого и плакирующего металлических листов, установку на опоре плакирующего листа над плакируемым листом на расстоянии сварочного зазора, раскладку на плакирующем листе заряда ВВ с системой инициирования, раскладку слоя сыпучего материала, например песка, на слое заряда ВВ, инициирование заряда ВВ и сварку плакирующего и плакируемого листов энергией взрыва (см. Первухин Л.Б. К вопросу стабилизации детонации крупногабаритных зарядов низкоскоростных ВВ при сварке взрывом / Сварка взрывом и свойства сварных соединений: Межвузовский сборник научных трудов / ВолгГТУ. - Волгоград, 2000. - С.82-87).
Однако эффективность детонации заряда ВВ и гашения воздушной ударной волны, качество образующегося сварного соединения понижены, а расход ВВ для получения сварного соединения с заданной эксплуатационной надежностью повышен при применении способа, выбранного в качестве прототипа, так как слоя сыпучего материала, расположенного на слое заряда ВВ, не достаточно для того, чтобы снизить мощность ударной волны, распространяющейся в окружающую воздушную среду, и стабилизировать параметры детонации заряда ВВ.
Задачей, на решение которой направлено данное изобретение, является повышение эффективности детонации заряда ВВ и качества образующегося сварного соединения из разнородных металлов, например титана со сталью, по всей поверхности, а также снижение расхода ВВ и уменьшение воздействия воздушной ударной волны, возникающей в процессе детонации, на окружающую среду.
Для достижения названного технического результата в способе плакирования сваркой взрывом, включающем зачистку свариваемых поверхностей плакируемого и плакирующего металлических листов, установку на опоре плакирующего листа над плакируемым листом на расстоянии сварочного зазора, раскладку на плакирующем листе слоя заряда ВВ с системой инициирования, раскладку слоя сыпучего материала на слое заряда ВВ, инициирование заряда ВВ и сварку плакирующего и плакируемого листов энергией взрыва, согласно изобретению над первым слоем сыпучего материала располагают второй слой сыпучего материала или слой воды через воздушный зазор.
Кроме этого, толщину первого слоя сыпучего материала принимают равной от 1 до 3 толщин слоя заряда ВВ, второго слоя сыпучего материала или слоя воды - от 3 до 5 толщин слоя заряда ВВ, воздушного зазора - от 2 до 4 толщин слоя заряда ВВ.
Для дополнительного повышения эффективности гашения воздушной ударной волны воздушный зазор можно заполнить пеной.
Наиболее полная детонация заряда ВВ, повышение качества образующегося сварного соединения, снижение расхода ВВ и уменьшение воздействия воздушной ударной волны, возникающей в процессе детонации, на окружающую среду обеспечивается размещением на слое заряда ВВ первого слоя песка сыпучего материала с толщиной, равной от 1 до 3 толщин слоя заряда ВВ, и размещением поверх первого слоя сыпучего материала через воздушный зазор с толщиной, равной от 2 до 4 толщин слоя заряда ВВ, который может быть заполнен пеной, второго слоя сыпучего материала или воды с толщиной, равной от 3 до 5 толщин слоя заряда ВВ, что стабилизирует параметры детонации заряда ВВ и приводит к значительному уменьшению площади неприваров.
Размещение на верхней поверхности слоя заряда ВВ первого слоя сыпучего материала с толщиной, равной от 1 до 3 толщин слоя заряда ВВ, позволяет наиболее полно использовать энергию продуктов детонации, затруднив их разлет в сторону, противоположную плакирующему листу. Минимальная толщина первого слоя сыпучего материала определена экспериментально. При использовании первого слоя сыпучего материала с толщиной, меньшей, чем толщина одного слоя заряда ВВ, положительное влияние толщины первого слоя сыпучего материала на полноту детонации заряда ВВ и качество плакирования резко снижается. Максимальная толщина первого слоя сыпучего материала ограничена допустимой прочностью (несущей способностью) дистанционных опор, обеспечивающих установку плакирующего листа со слоем заряда ВВ и слоем сыпучего материала со сварочным зазором над плакируемым листом. Применение слоев сыпучего материала с толщиной, большей, чем три толщины слоя заряда ВВ, приведет к необходимости увеличивать прочность дистанционных опор, что затруднит процесс разгона и метания плакирующего листа в местах их установки и приведет к значительному снижению качества плакирования. В то же время полнота детонации заряда ВВ и качество сварки при толщинах слоя сыпучего материала более трех толщин слоя заряда ВВ значительно не улучшатся.
Второй слой сыпучего материала или воды с толщиной, равной от 3 до 5 толщин слоя заряда ВВ, размещенный над первым слоем сыпучего материала через зазор, составляющий от 2 до 4 толщин слоя заряда ВВ, который может быть заполнен пеной, служит для гашения (поглощения) энергии ударной волны, возникающей в процессе детонации ВВ и распространяющейся в окружающую среду. Это увеличивает мощность взрывных камер и полигонов, на которых производят сварку взрывом, по максимальной площади плакирования. Применение второго слоя сыпучего материала или воды с толщиной, меньшей трех толщин слоя заряда ВВ, не сказывается значительно на параметрах ударной волны. Увеличение толщины второго слоя сыпучего материала или воды до размера более, чем пять толщин слоя заряда ВВ, не дает ощутимого выигрыша в гашении ударной волны и усложняет конструкцию приспособления для удержания второго слоя сыпучего материала или воды над плакируемым и плакирующим металлическими листами.
Воздушный зазор между первым и вторым слоями служит для разгрузки опоры и создания дополнительно двух границ раздела между средами с разными свойствами, где теряется ощутимая часть энергии ударной волны. Заполнение этого зазора пеной увеличивает эффект гашения энергии воздушной ударной волны. Применение величины зазора между первым и вторым слоями менее двух толщин слоя заряда ВВ приводит к снижению эффективности гашения воздушной ударной волны. Кроме того, неизбежный прогиб приспособления для удержания второго слоя сыпучего материала или воды при плакировании крупногабаритных листов может привести к исчезновению воздушного зазора и нагружению опоры весом второго слоя сыпучего материала или воды, что нежелательно по указанным выше причинам. При величине воздушного зазора более четырех толщин слоя заряда ВВ эффект гашения ударной волны не увеличился, а при больших зазорах даже понижался.
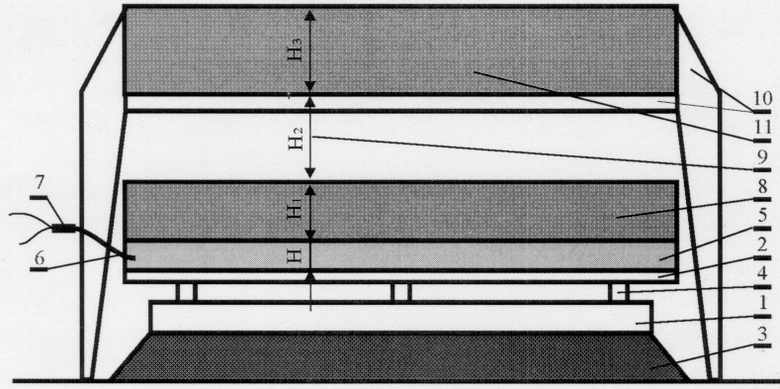
Предлагаемое изобретение поясняется чертежом, на котором изображена схема реализации способа плакирования сваркой взрывом.
Кроме того, на чертеже дополнительно обозначено следующее:
Н - толщина слоя заряда ВВ;
H1 - толщина первого слоя сыпучего материала, например песка;
Н2 - толщина воздушного зазора;
Н3 - толщина второго слоя сыпучего материала, например песка, или слоя воды.
Способ плакирования сваркой взрывом осуществляется следующим образом.
Предварительно зачищают от окалины, окислов и обезжиривают свариваемые поверхности плакируемого и плакирующего металлических листов 1 и 2 соответственно. На подготовленное основание из грунта 3 укладывают плакируемый лист 1 вверх свариваемой, зачищенной и обезжиренной поверхностью. На верхнюю поверхность плакируемого листа 1 устанавливают дистанционные опоры 4, служащие для обеспечения сварочного зазора между свариваемыми поверхностями. На дистанционные опоры 4 укладывают плакирующий металлический лист 2 так, чтобы его свариваемая зачищенная и обезжиренная поверхность находилась снизу. На верхнюю поверхность плакирующего листа 2 раскладывают слой 5 заряда ВВ толщиной Н с системой инициирования детонации, содержащей детонирующие шнуры 6 и электродетонатор 7. Поверх слоя 5 заряда ВВ укладывают первый слой 8 сыпучего материала, например песка, толщиной Н1=(1-3)Н. Над первым слоем 8 сыпучего материала через воздушный зазор 9 высотой Н2=(2-4)Н на удерживающем приспособлении 10 размещают второй слой 11 сыпучего материала, например песка, или слой 11 воды высотой Н3=(3-5)Н. Для повышения эффективности гашения воздушной ударной волны воздушный зазор 9 может быть заполнен пеной. Далее инициируют заряд ВВ и производят сварку плакирующего листа 1 и плакируемого листа 2 энергией взрыва.
Пример конкретного выполнения. Предлагаемый способ опробовали при изготовлении биметалла сталь-титан путем соединения сваркой взрывом плакируемого листа 1 из стали 09Г2С размерами 4000×2100×30 мм с плакирующим листом 2 из титана ВТ1-0 размерами 4080×3210×5 мм. Плакируемую поверхность основного листа 1 зачистили и уложили на подготовленное грунтовое основание 3. На свариваемую поверхность листа 1 из стали установили дистанционные опоры 4 высотой 6 мм. На дистанционные опоры 4 уложили плакирующий лист 2 из титана. По периметру листа 2 установили деревянную опалубку (на чертеже не показана) высотой 90 мм. На верхней поверхности листа 2 расположили слой 5 заряда ВВ высотой 30 мм с детонирующими шнурами 6. На верхней поверхности слоя 5 заряда ВВ расположили первый слой 8 песка толщиной 60 мм. Установили приспособление 10 для удержания второго слоя 11 песка так, чтобы его опоры не касались собранной конструкции, и разместили в ней второй слой 11 песка толщиной 120 мм. При использовании для создания второго слоя 11 воды вместо песка ее разливали в полиэтиленовые мешки емкостью по 5 л каждый и укладывали их в приспособление 10 так, чтобы слой 11 воды составлял 110-140 мм. Зазор 9 между верхней поверхностью первого слоя 8 песка и нижней поверхностью второго слоя 11 составлял 90-120 мм. К детонирующим шнурам 6 присоединяли электродетонатор 7 и производили инициирование заряда ВВ.
В результате плакирования получали листы биметалла сталь-титан со 100% сплошностью сварки, прочностью соединения титана со сталью более 140 МПа по всей поверхности, волнообразной линией соединения с минимальным количеством расплавов и пор. Без использования слоев песка или слоев песка и воды биметалл с аналогичными свойствами удавалось получить только при высоте заряда ВВ, равной 60 мм, что, естественно, приводило к увеличению вдвое расхода ВВ, возникновению более мощной ударной волны, воздействующей на окружающую среду, и снижению возможности полигона получать листы биметалла максимальных размеров.
Таким образом, предлагаемый способ получения биметалла сваркой взрывом обеспечивает повышение эффективности детонации заряда ВВ, снижение расхода ВВ при достижении высокого качества и прочности соединения преимущественно крупногабаритных листов биметалла. Это достигается за счет расположения над слоем заряда ВВ первого слоя сыпучего материала и второго слоя сыпучего материала или слоя воды, вследствие чего энергия взрыва заряда ВВ более полно используется на процесс плакирования взрывом, предотвращается бесполезный разлет слоя ВВ и снижается мощность ударной волны, воздействующей на окружающую среду.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2009 |
|
RU2397850C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ СВАРКОЙ ВЗРЫВОМ | 2009 |
|
RU2417868C2 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ СТАЛЬ-ТИТАН СВАРКОЙ ВЗРЫВОМ | 2000 |
|
RU2174458C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
| СПОСОБ ВЗРЫВНОГО ПЛАКИРОВАНИЯ ТОРЦЕВОЙ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ | 2010 |
|
RU2412033C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2342235C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ ПУТЕМ СВАРКИ ВЗРЫВОМ | 2007 |
|
RU2343054C2 |
| СПОСОБ СВАРКИ ВЗРЫВОМ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2017 |
|
RU2695855C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО МАТЕРИАЛА | 2013 |
|
RU2560472C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2007 |
|
RU2343057C2 |
Изобретение может быть использовано при изготовлении крупногабаритных металлических листов или заготовок из разнородных металлов. Осуществляют зачистку свариваемых поверхностей металлических листов и установку на дистанционные опоры плакирующего листа над плакируемым листом на расстоянии сварочного зазора. На плакирующем листе раскладывают слой заряда взрывчатого вещества (ВВ) с системой инициирования. На слое заряда взрывчатого вещества раскладывают первый слой сыпучего материала и над ним второй слой сыпучего материала или слой воды через воздушный зазор. Инициируют заряд ВВ и производят сварку плакирующего и плакируемого листов энергией взрыва. Толщину первого слоя сыпучего материала принимают равной от 1 до 3 толщин слоя заряда ВВ, второго слоя сыпучего материала или слоя воды - от 3 до 5 толщин слоя заряда ВВ, воздушного зазора - от 2 до 4 толщин слоя заряда ВВ. Изобретение позволяет повысить эффективность детонации заряда ВВ и качество сварного соединения из разнородных металлов, а также уменьшить воздействие воздушной ударной волны на окружающую среду. 1 ил.
Способ плакирования сваркой взрывом, включающий зачистку свариваемых поверхностей плакируемого и плакирующего металлических листов, установку на дистанционные опоры плакирующего листа над плакируемым листом на расстоянии сварочного зазора, раскладку на плакирующем листе слоя заряда взрывчатого вещества с системой инициирования, раскладку первого слоя сыпучего материала на слое заряда взрывчатого вещества и над ним второго слоя сыпучего материала или слоя воды через воздушный зазор, инициирование заряда взрывчатого вещества и сварку плакирующего и плакируемого листов энергией взрыва, причем толщину первого слоя сыпучего материала принимают равной от 1 до 3 толщин слоя заряда взрывчатого вещества, второго слоя сыпучего материала или слоя воды - от 3 до 5 толщин слоя заряда взрывчатого вещества, воздушного зазора - от 2 до 4 толщин слоя заряда взрывчатого вещества.
| ПЕРВУХИН Л.Б | |||
| К вопросу стабилизации детонации крупногабаритных зарядов низкоскоростных ВВ при сварке взрывом | |||
| Сварка взрывом и свойства сварных соединений | |||
| Межвузовский сборник научных трудов | |||
| ВолгГТУ | |||
| - Волгоград, 2000, с.82-87 | |||
| СПОСОБ ПЛАКИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ СВАРКОЙ ВЗРЫВОМ | 1997 |
|
RU2116178C1 |
| SU 1503185 A1, 27.05.1999 | |||
| УСТРОЙСТВО ДЛЯ УКРЫТИЯ МЕСТ ВЗРЫВА | 2000 |
|
RU2171447C1 |
| US 3730415 А, 01.05.1973. | |||

