Изобретение относится к технологии сварки взрывом и может быть использовано при плакировании металлических поверхностей и изготовлении слоистых композиций.
Известен способ плакирования металлических поверхностей сваркой взрывом, при котором между плакируемым и плакирующим листами устанавливают металлические дистанционные элементы в виде полых цилиндров открытых с торцов [1].
Недостатком известного способа является снижение прочности сварного соединения из-за возможности образования полостей при смятии дистанционных элементов, нарушение режимов образования соединения в местах их расположения, а также трудоемкости изготовления, установки и обезжиривания дистанционных элементов.
Известен способ плакирования металлических поверхностей сваркой взрывом, при котором между плакируемым и плакирующим листами устанавливают дистанционные спиральные элементы [2].
Недостатком известного способа является снижение прочности сварного соединения из-за наличия между свариваемыми поверхностями спиральных дистанционных элементов и трудоемкости подготовки к плакированию.
Задачей предлагаемого изобретения является снижение трудоемкости и повышения качества сварного соединения.
Поставленная задача реализуется благодаря тому, что плакирующая и плакируемая пластины с помощью пары временных дистанционных элементов и клейкой ленты образуют пакет. Пакет за нависающие края плакирующей пластины подвешивают на опору, предварительно убрав временные дистанционные элементы, затем на нем помещают заряд взрывчатого вещества и инициируют его.
Указанные признаки не выявлены в других технических решениях при изучении уровня данной области техники и, следовательно, решение является новым и имеет изобретательский уровень.
На чертеже представлена схема осуществления описываемого способа.
Для пояснения осуществления способа на чертеже показаны: плакирующий лист 1, плакируемый лист 2, дистанционные элементы 3, клейкая лента 4, взрывчатое вещество 5, опора (не показана).
Способ осуществляется следующим образом.
Плакирующий лист 1 устанавливают с зазором и нависанием по периметру над плакируемым листом 2 с помощью временных дистанционных элементов 3 и скрепляют между собой в пакет, используя клейкую ленту 4. Дистанционный элемент удаляют без изменения зазора между листами. Пакет из плакирующей пластины 1 с подвешенной к ней плакируюмой пластиной 2 за нависающие края плакирующей пластины подвешивают на опору. Затем на плакирующем листе размещают взрывчатое вещество и инициируют заряд.
На опоре может быть размещено одновременно вплотную друг к другу несколько пакетов для плакирования, на которых помещают общий заряд. Для предотвращения просыпания взрывчатого вещества щели между пакетами заклеивают клейкой лентой.
Отсутствие дистанционных элементов между свариваемыми поверхностями обеспечивает получение прочного соединения по всей площади сварки.
Пример. На плакируемую пластину из стали 3 с размерами 10х160х420 мм укладывают, например, два прутка высотой 5 мм и плакирующую пластину из сплава A020-1 с размерами 2,2х190х510 мм. Свариваемые пластины скрепляют между собой клейкой лентой, затем дистанционные элементы удаляют. Пакет из свариваемых пластин за нависающие края плакирующей пластины подвешивают на опору. После этого на плакирующую пластину устанавливают рамку и на ней размещают заряд взрывчатого вещества из смеси аммонита N 6ЖВ и аммиачной селитры в соотношении 1:2 по весу и высотой 12 мм и инициируют заряд взрывчатого вещества.
Была изготовлена опытно-промышленная партия биметаллических заготовок для вкладышей двигателей тепловозов в количестве 300 шт.
Использование предлагаемого способа сварки взрывом позволило снизить трудоемкость работ и повысить качество сварного соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАКИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ СВАРКОЙ ВЗРЫВОМ | 2001 |
|
RU2191669C2 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ СТАЛЬ-ТИТАН СВАРКОЙ ВЗРЫВОМ | 2000 |
|
RU2174458C2 |
| СПОСОБ ПЛАКИРОВАНИЯ СВАРКОЙ ВЗРЫВОМ | 2002 |
|
RU2237558C2 |
| СПОСОБ СВАРКИ ВЗРЫВОМ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2017 |
|
RU2695855C2 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ ЛИСТОВ КОМПОЗИЦИОННОГО МАТЕРИАЛА СВАРКОЙ ВЗРЫВОМ | 2010 |
|
RU2453409C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПЛАКИРОВАНИЯ ЭНЕРГИЕЙ ВЗРЫВА | 1995 |
|
RU2098250C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2003 |
|
RU2235627C1 |
| СПОСОБ ПЛАКИРОВАНИЯ ВЗРЫВОМ | 1997 |
|
RU2113955C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ ПЛОСКИХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2343056C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ СВАРКОЙ ВЗРЫВОМ | 2009 |
|
RU2417868C2 |
Изобретение может быть использовано при плакировании металлических поверхностей и изготовлении слоистых композиций. Плакирующая и плакируемая пластины с помощью пары временных дистанционных элементов и клейкой ленты образуют пакет. Пакет за нависающие края пластины подвешивают на опору. Убирают временные дистанционные элементы. Помещают на нем взрывчатое вещество и инициируют заряд. На опоре возможно разместить вплотную друг к другу несколько пакетов с общим зарядом. Способ позволяет снизить трудоемкость и повысить качество сварного соединения. 1 ил.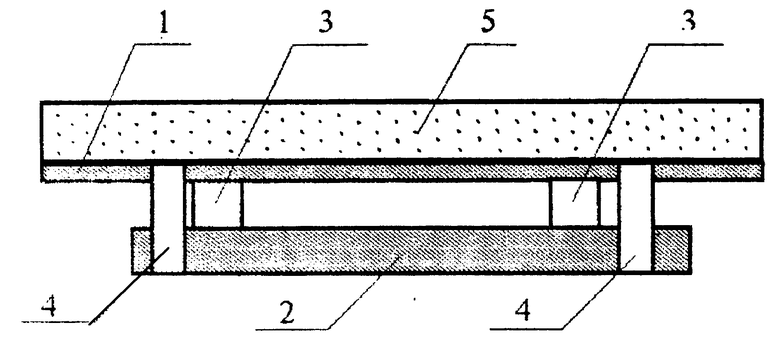
Способ плакирования металлических поверхностей сваркой взрывом, при котором плакирующий и плакируемый листы устанавливают с зазором с помощью дистанционных элементов друг над другом с нависанием плакирующего листа на опору, на плакирующем листе располагают заряд взрывчатого вещества и инициируют его, отличающийся тем, что плакирующий и плакируемый листы при помощи дистанционных элементов и клейкой ленты собирают в пакет, затем удаляют дистанционные элементы и устанавливают на опору в подвешенном состоянии за нависающие края плакирующего листа.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US, патент, N 3730415, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, патент, N 39 00147, кл | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
