Изобретение относится к машиностроению, а именно к обработке шлифованием, и может быть использовано на операциях шлифования заготовок из материалов, обладающих высокой адгезионной активностью по отношению к шлифовальному кругу, с правкой круга алмазным роликом, ось вращения которого параллельна оси шлифовального круга.
Известен способ чистки абразивных инструментов по а.с. СССР №1775282, В 24 В 53/007 №484773908; заявл. 03.05.90; опубл. 15.11.92, БИ №42, в соответствии с которым на рабочую поверхность шлифовального круга воздействуют инструментом для очистки, в качестве которого используется эластомер. К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится низкая эффективность удаления налипов металла с зерен шлифовального круга, поскольку эластомер не обладает абразивными свойствами, и большой размерный износ эластомера.
Известен способ очистки засаленных шлифовальных кругов (патент 19725543. 4 Германии, МПК6 В 24 В 53/007; заявл. 17.06.97; опубл. 24.12.98), согласно которому очистка осуществляется струей абразивного порошка, выбрасываемой под высоким давлением. К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что для его реализации необходимо применение достаточно сложных специальных устройств, позволяющих обеспечить высокую скорость абразивного порошка, а также большой расход последнего.
Известен способ очистки кругов (патент 4123850. 8 Германии, МПК6 В 24 В 53/013; заявл. 18.07.91; опубл. 08.10.92), согласно которому очистка осуществляется за счет воздействия на рабочую поверхность круга абразивной суспензии, которая подается в зазор между очищаемым шлифовальным кругом и инструментом, несущим связанные абразивные зерна.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что вследствие износа инструмента и изменения (уменьшения) наружного диаметра шлифовального круга при его эксплуатации невозможно обеспечить постоянство величины зазора между шлифовальным кругом и инструментом, что снижает эффективность очистки.
Наиболее близким к заявленному изобретению по совокупности признаков является выбранный в качестве прототипа способ очистки засаленного шлифовального круга по патенту GB 1553511, В 24 В 53/04, 26.09.76, согласно которому ролик для очистки устанавливают относительно шлифовального круга с зазором, сообщают ролику и кругу вращение вокруг параллельно расположенных осей, а в зазор подают абразивную суспензию, причем величина зазора не превышает средневероятного размера зерен суспензии.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что для его реализации необходимо применение достаточно сложных дополнительных специальных устройств, позволяющих обеспечить требуемую величину зазора между роликом для очистки и кругом.
Сущность изобретения заключается в следующем. Высокая интенсивность засаливания рабочей поверхности шлифовального круга при шлифовании заготовок из адгезионно-активных материалов приводит к снижению производительности обработки и ухудшению качества шлифованных деталей. Одним из путей повышения эффективности шлифования заготовок из адгезионно-активных материалов является совершенствование очистки шлифовальных кругов.
Технический результат - увеличение производительности обработки за счет увеличения скорости подачи и (или) увеличения периода стойкости шлифовального круга и сокращения числа его правок при обеспечении заданного качества шлифованных деталей.
Указанный технический результат при осуществлении изобретения достигается тем, что, как и в известном способе очистки, ролик для очистки и шлифовальный круг устанавливают с зазором, подают абразивную суспензию в упомянутый зазор, не превышающий средневероятного размера зерен абразивной суспензии, и сообщают ролику для очистки и шлифовальному кругу вращение вокруг параллельно расположенных осей в направлениях, которые выбирают из условия затягивания суспензии в зазор между роликом и шлифовальным кругом, особенность заключается в том, что в качестве ролика для очистки используют алмазный ролик, которым осуществляют правку шлифовального круга.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил аналог, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения.
Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности существенных признаков аналога, позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе очистки и изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию "новизна".
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа очистки. Результаты поиска показали, что заявленное изобретение не вытекает явным образом для специалиста из известного уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата. Описываемое изобретение не основано на изменении количественных признаков, представлении их во взаимосвязи либо изменении ее вида.
Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
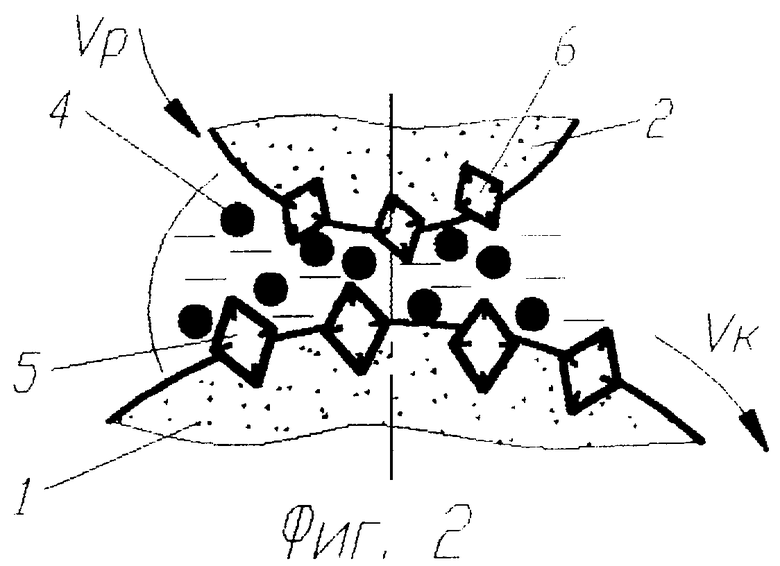
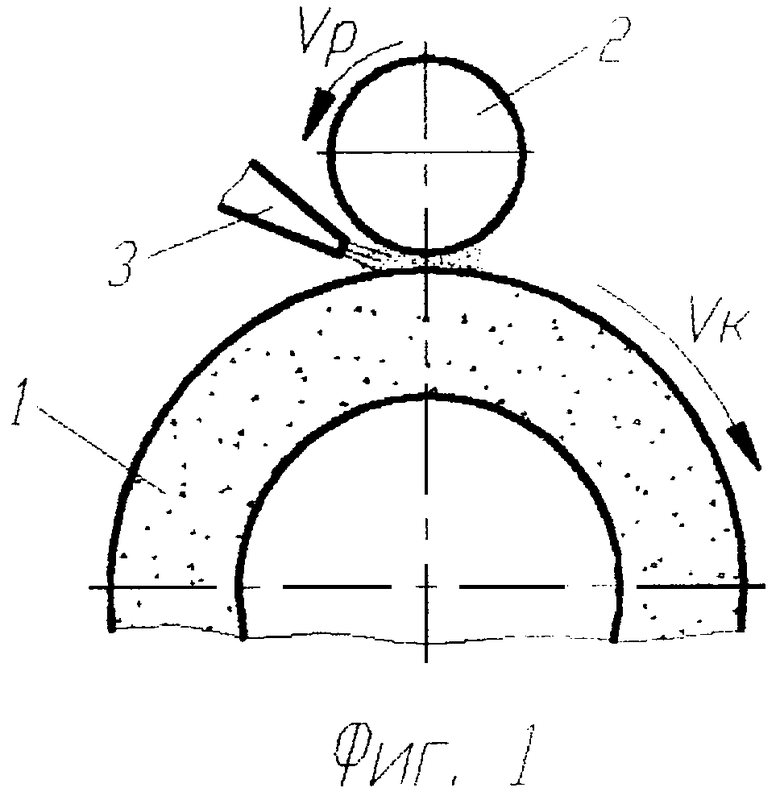
На фиг.1 представлен алмазный ролик, отведенный от шлифовального круга на определенное расстояние; фиг.2 - зона контакта ролика и круга, заполненная абразивной суспензией.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата, заключаются в следующем.
После правки шлифовального круга 1 алмазный ролик 2 (см. фиг.1) отводят от круга на расстояние, не превышающее средневероятный размер зерен абразивной суспензии, которую (см. ниже) подают в зазор между роликом и кругом. Шлифовальным кругом 1 производят обработку партии заготовок. По мере увеличения наработки круга его режущая способность снижается. При обработке заготовок, обладающих высокой адгезионной активностью, основной причиной снижения работоспособности круга является засаливание его рабочей поверхности вследствие налипания частиц материала заготовки на абразивные зерна круга. При достижении определенной степени засаливания рабочей поверхности шлифовального круга 1, вращающегося с рабочей скоростью Vк, в зазор между роликом и кругом подают абразивную суспензию через сопло 3. Направления вращения шлифовального круга и ролика в зоне их контакта совпадают, поэтому суспензия затягивается рабочими поверхностями круга и ролика в зону контакта, а при скольжении абразивных зерен 4 суспензии по абразивным зернам 5 шлифовального круга 1 и по зернам 6 ролика 2 происходит их очистка от налипов обрабатываемого материала заготовки. Через некоторое время подачу суспензии прекращают и возобновляют шлифование заготовок.
Очистка рабочей поверхности шлифованного круга обеспечивает повышение производительности шлифования при обеспечении заданного качества шлифованных деталей. Повышение производительности шлифования достигается за счет увеличения скорости подачи и (или) периода стойкости шлифовального круга и сокращения тем самым числа правок. Таким образом, очистка шлифовального круга, осуществляемая между его правками, призвана стабилизировать режущую способность круга между правками, благодаря чему достигается увеличение производительности обработки. Стабилизация режущей способности круга способствует увеличению его периода стойкости, благодаря чему сокращается число правок и расход шлифовальных кругов и правящих роликов.
В качестве жидкой среды для суспензии используют водную СОЖ, подаваемую в зону шлифования поливом, а зернистость суспензии выбирают ниже зернистости шлифовального круга.
Вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного способа очистки шлифовальных кругов следующей совокупности условий:
- способ очистки шлифовальных кругов, воплощающий заявленное изобретение при его осуществлении, предназначен для использования в машиностроении, а именно на операциях шлифования заготовок из материалов, обладающих высокой адгезионной активностью;
- для заявленного способа очистки шлифовальных кругов в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов;
- способ очистки шлифовальных кругов, воплощающий заявленное изобретение при его осуществлении, способен обеспечить достижение усматриваемого заявителем результата.
Следовательно, заявленное изобретение соответствует критерию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНОГО КРУГА | 2002 |
|
RU2217293C1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНОГО КРУГА | 2003 |
|
RU2228253C1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНОГО КРУГА | 2004 |
|
RU2266189C1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНОГО КРУГА | 2002 |
|
RU2217292C1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2003 |
|
RU2251478C1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2008 |
|
RU2388587C1 |
| СПОСОБ ОЧИСТКИ ЗАСАЛЕННЫХ ШЛИФОВАЛЬНЫХ КРУГОВ ПРИ БЕСЦЕНТРОВОМ ВРЕЗНОМ ШЛИФОВАНИИ | 2001 |
|
RU2201328C2 |
| СПОСОБ ОЧИСТКИ ЗАСАЛЕННЫХ ШЛИФОВАЛЬНЫХ КРУГОВ ПРИ ПЛОСКОМ МАЯТНИКОВОМ ШЛИФОВАНИИ | 2001 |
|
RU2201327C2 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНОГО КРУГА | 2003 |
|
RU2238840C1 |
| СПОСОБ ШЛИФОВАНИЯ | 2003 |
|
RU2240220C1 |
Изобретение относится к машиностроению и может быть использовано на операциях шлифования заготовок из материалов, обладающих высокой адгезионной активностью по отношению к шлифовальному кругу, с правкой круга алмазным роликом, ось вращения которого параллельна оси шлифовального круга. Способ включает установку ролика для очистки и шлифовального круга с зазором, подачу абразивной суспензии в упомянутый зазор, не превышающий средневероятного размера зерен абразивной суспензии, и сообщение ролику для очистки и шлифовальному кругу вращений вокруг параллельно расположенных осей в направлениях, которые выбирают из условия затягивания суспензии в зазор между роликом и шлифовальным кругом. При этом в качестве ролика для очистки используют алмазный ролик, которым осуществляют правку шлифовального круга. Использование изобретения ведет к повышению производительности обработки за счет увеличения скорости подачи, увеличения периода стойкости шлифовального круга и сокращения числа его правок при обеспечении заданного качества шлифованных деталей. 2 ил.
Способ очистки засаленных абразивных кругов, включающий установку ролика для очистки и шлифовального круга с зазором, подачу абразивной суспензии в упомянутый зазор, не превышающий средневероятного размера зерен абразивной суспензии, и сообщение ролику для очистки и шлифовальному кругу вращений вокруг параллельно расположенных осей в направлениях, которые выбирают из условия затягивания суспензии в зазор между роликом и шлифовальным кругом, отличающийся тем, что в качестве ролика для очистки используют алмазный ролик, которым осуществляют правку шлифовального круга.
| Ручная лебедка | 1988 |
|
SU1553511A1 |
| DE 4123850 А, 08.10.1992 | |||
| КОМПОЗИТНЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ | 1995 |
|
RU2121427C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ С ГИДРОАБРАЗИВНОЙ ОЧИСТКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2190515C1 |

