Композитные абразивные изделия, такие как шлифовальные круги или обрабатывающие абразивные вкладыши, образованы за счет адгезии абразивных частиц при помощи органического полимера к волокнам нетканого волокнистого материала. Множество слоев такого нетканого материала затем ламинируют с образованием пластины (заготовки), из которой может быть вырезано изделие; слой нетканого материала может быть также намотан спирально для образования керна, из которого может быть вырезано изделие в форме шлифовального круга.
Среди примеров применения этих широко используемых абразивных изделий, которые обычно именуются "композитными абразивами", можно указать полирование, удаление заусенец, отделку и зачистку металлических деталей. Они могут также найти широкое применение при отделке деревянной мебели.
Абразивными твердыми частицами наиболее часто является плавленый оксид алюминия, однако были предложены и другие твердые абразивные частицы, такие как карбид кремния, плавленый оксид алюминия/диоксид циркония и золь-гель оксида алюминия.
Наиболее часто применяемой в композитных шлифовальных кругах органической связкой является полиуретан, как это описано, например, в патентах США Nos. 4, 011, 063; 4, 078, 340; 4, 609, 380; 4, 933, 373 и 5, 290, 903. Другие связующие вещества, которые также могут быть использованы, включают в себя акриловые полимеры, фенольные полимеры, меламиновые полимеры, поливинил хлорид и поливинил ацетат.
В соответствии с настоящим изобретением предлагается новый композитный абразив, который включает в себя неориентированный нетканый волокнистый материал с приклеенными к нему за счет органического полимера абразивными частицами, отличающийся тем, что абразивные частицы представляют собой фигурные частицы абразивного материала, которые имеют главным образом однородную форму поперечного сечения вдоль продольной оси и коэффициент формы, которые определен как отношение длины к самому большому из размеров, перпендикулярному к длине, который составляет по меньшей мере 1, 5 : 1.
Материалом, из которого изготовлены абразивные частицы, может быть, например, оксид алюминия, карбид кремния, оксид алюминия/диоксид циркония или же любой другой подходящий абразив, из которого могут быть образованы фигурные частицы. Преимущественным материалом является золь-гель оксида алюминия, образованный в процессе, в котором золь или гель предшественника альфа оксида алюминия подвергается сушке, а затем обжигается для преобразования предшественника в альфа фазу. Предшественник может быть модифицирован в присутствии затравочных частиц, что позволяет получить чрезвычайно мелкую кристаллическую микроструктуру, и/или в присутствии других модификаторов, известных сами по себе, таких как оксид магния, диоксид циркония, оксиды редкоземельных металлов, в том числе оксиды лантана, церия, самария и т.п., а также оксиды переходных металлов, в том числе оксиды титана, иттрия, хрома, оксид железа, оксид кобальта, оксид никеля и диоксид марганца, а также диоксид кремния.
Фигурные твердые абразивные частицы, используемые в соответствии с настоящим изобретением, могут быть получены экструзией или формовкой диспергированного материала предшественника, обычно в воде, с последующим обжигом фигурных частиц желательной конфигурации для преобразования их в конечные абразивные частицы.
Наиболее частой и удобной формой частиц является базовая форма прямого цилиндра, хотя желательные результаты зачастую могут быть получены при других формах поперечного сечения, таких как треугольники, квадраты, многоугольники и овалы. При постоянстве формы поперечного сечения размеры могут варьировать, что позволяет при сохранении однородности формы поперечного сечения использовать формы в виде пирамиды, усеченного конуса, иглы или другие регулярные формы.
Абразивные частицы могут иметь любой желательный размер, который согласен с применением композитного абразива. Однако нашли, что преимущества, связанные с применением фигурных твердых абразивных частиц в соответствии с настоящим изобретением, наиболее очевидны в случае использования частиц, размером ориентировочно от 142 мк и преимущественно, ориентировочно от 122 мк до 23 мк. Коэффициент формы абразивных частиц может составлять ориентировочно от 1,5 : 1 до 25 : 1, однако наиболее подходящим диапазоном обычно является диапазон ориентировочно от 1,5 : 1 до 10 : 1, а преимущественно, ориентировочно от 2 : 1 до 6 : 1.
Композитные абразивные круги в соответствии с настоящим изобретением могут быть изготовлены с использованием соответствующей хорошо известной технологии. Круги обычно имеют форму диска или цилиндра, размеры которых соответствуют требованиям конечного потребителя. Матрица для изготовления абразивных кругов может представлять собой или нетканый волокнистый материал или вспененный органический полимер с упрочнением или без оного.
Дальнейшее описание будет проведено со ссылкой на следующие не имеющие ограничительного характера примеры, в которых везде используются весовые проценты, если специально не оговорено иное.
Пример 1. Нетканый волокнистый материал низкой плотности, толщиной 9,4 мм с удельным весом 95 г/м2, был изготовлен из 15 денье нейлоновых 6 - 6 волокон на формовочной машине. Полученный нетканый материал низкой плотности был распылен совместно с предварительно связанным связующим веществом для получения сухого добавленного веса от 40 до 48 г/м2, с использованием распылительной смеси, которая содержала 55,9% стирол-бутадиенового латекса (который продается под торговой маркой "Тилак 68132" фирмой Рейхольд Ко.), 31,1% воды, 10,5% меламинового полимера (который продается под торговой маркой "Кимел 385" фирмой Америкэн Цианамид Ко.) и следы поверхностно-активного вещества и кислого катализатора. Предварительно связанное связующее вещество подвергалось отверждению до не липкого состояния пропусканием распыленного нетканого материала через конвекционную печь, в которой поддерживалась температура 148,8oC, в течение времени выдержки 3,3 минуты. Полученный предварительно связанный нетканый материал имел толщину около 8 мм и весил около 128 г/м2.
Адгезивная связка (которая далее именуется связкой первого прохода) содержала 28,5% воды, 29,2% фенольной полимерной связи, которая может быть закуплена на фирме Бендикс Корпорэйшн под торговым названием ВМ-11, 0,1% пеногасителя и 29,1% альпийского талька как неорганического наполнителя, и была использована как насыщающее вещество для предварительно связанного нетканого материала с сухим добавленным весом 1,6 г/м2. Когда связка является еще липкой, то абразивные частицы под действием силы тяжести направляются к поверхности нетканого материала, при этом частицы накапливаются в связке. Добавленный абразивный вес составлял при этом 0,8 гм/м2. Адгезивная связка подвергалась отверждению до не липкого состояния пропусканием насыщенного нетканого материала через конвекционную печь, в которой поддерживалась температура 160oC, в течение времени выдержки 8 минут. Полученный предварительно связанный нетканый материал имел толщину около 6,4 мм и весил около 3,3 г/м2.
Секции насыщенного нетканого материала с абразивом/связкой затем вновь насыщались другой связью абразива/связки (именуемой далее связкой второго прохода) и частично подвергались сушке для получения слоев, именуемых "пластинами" для ламинирования с образованием композитных абразивных кругов.
Четырнадцать 275 мм квадратных секций частично высушенных пластин с одним и тем же типом связки второго прохода были ламинированы помещением между двумя металлическими плитами и сжатием до толщины 25,4 мм. Затем полученная совокупность помещалась на один час в печь, в которой поддерживалась температура 121oC. Через один час металлические плиты снимались и выдержка продолжалась еще 16 часов. После охлаждения отвержденных ламинированных пластин до комнатной температуры получали ламинированные пластины толщиной 25 мм, из которых производили вырезание на штампе кругов диаметром 248 мм с центральным отверстием 32 мм.
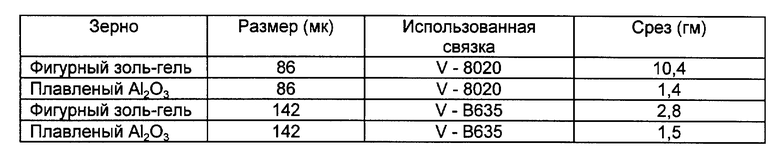
Были получены четыре комплекта кругов для сравнения параметров фигурных твердых абразивных частиц из затравочного золь-гель оксида алюминия с коэффициентом формы 3 : 1 со стандартными твердыми абразивными частицами из плавленного оксида алюминия при двух размерах частиц. В основном использовался один и тот же процесс, но при различных размерах частиц использовались различные связки.
Круги, указанные в таблице, оценивались в граммах снятого (срезанного) металла и в граммах абразивных частиц, потерянных при этом срезе. Круги устанавливали на вал шлифовального станка "Флоо Лэт Белт", приспособленного для установки таких кругов на горизонтальном валу, который приводился в движение от электродвигателя мощностью 5 л. с. Вал с кругом совершал 1800 об/мин.
Второй горизонтальный ведущий вал, параллельный первому, был приспособлен для установки цилиндрической испытательной детали с внешним диаметром 90 мм, внутренним диаметром 83 мм и длиной 90 мм. Этот вал прижимался в направлении первого вала при помощи противовеса 1362 г, так что испытательная деталь входила в контакт с испытуемым кругом. В ходе испытания испытательная деталь совершала возвратно-поступательное движение вдоль оси вращения, так чтобы все участки ее внешнего диаметра контактировали с кругом.
Испытательная деталь вращалась со скоростью 9 об/мин в том же направлении, что и круг; допускались два контактных периода по 15 минут. После каждого такого периода испытательную деталь снимали и измеряли ее вес и чистоту поверхности. Производили также измерение уменьшения внешнего диаметра испытуемого круга.
Полученные результаты сведены в таблице.
В качестве связующих веществ использованы полиуретановые полимеры, которые могут быть закуплены на фирме Юнироял Кэмикэл Кампэни и имеют торговую марку "Вибратэн" с указанным обозначением. Фигурные частицы имеют цилиндрическое поперечное сечение и коэффициент формы 3 : 1.
Из приведенных выше данных можно сделать вывод о том, что круги с фигурными абразивными частицами обеспечивают лучшее срезание (снятие материала), чем стандартные круги с частицами из плавленного оксида алюминия.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ И СТЕКЛОВИДНАЯ СВЯЗКА ДЛЯ НЕГО | 1996 |
|
RU2135344C1 |
| ШЛИФОВАЛЬНЫЕ КРУГИ С ВЫСОКОЙ ПРОНИЦАЕМОСТЬЮ | 1997 |
|
RU2153411C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ С ВЫСОКОЙ ПРОНИЦАЕМОСТЬЮ | 1997 |
|
RU2151045C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ И СТЕКЛООБРАЗНОЕ СВЯЗУЮЩЕЕ ДЛЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 1994 |
|
RU2139181C1 |
| ИЗДЕЛИЕ С АБРАЗИВНЫМ ПОКРЫТИЕМ (ВАРИАНТЫ) | 1995 |
|
RU2139786C1 |
| СПОСОБ ГЛУБОКОЙ ПЕЧАТИ ДЛЯ ПОЛУЧЕНИЯ АБРАЗИВНЫХ ПОВЕРХНОСТЕЙ С НАНЕСЕННЫМ РЕЛЬЕФОМ | 1997 |
|
RU2173631C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 1997 |
|
RU2162790C2 |
| СТРУКТУРИРОВАННЫЕ АБРАЗИВЫ СО СЦЕПЛЕННЫМИ ФУНКЦИОНАЛЬНЫМИ ПОРОШКАМИ | 1998 |
|
RU2173251C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО ИЗДЕЛИЯ И ШЛИФОВАЛЬНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ | 1997 |
|
RU2169068C2 |
| АБРАЗИВНЫЕ ИЗДЕЛИЯ И АБРАЗИВНЫЙ МАТЕРИАЛ С ПОКРЫТИЕМ | 2003 |
|
RU2279966C2 |
Композитные абразивные круги, которые содержат фигурные частицы абразивного материала, связанные с волокнистой подложкой. Эти круги являются более эффективными в сравнении с кругами, которые содержат частицы нерегулярной формы, особенно при малых размерах твердых абразивных частиц. 2 с. и 6 з.п. ф-лы, 1 табл.
| US 4078340, A 14.03.78 | |||
| US 5139539 A, 18.08.92 | |||
| US 4227350 A, 14.10.80 | |||
| Абразивная масса | 1990 |
|
SU1794638A1 |

