Изобретение относится к области машиностроения, касается обработки материалов резанием и может быть использовано при шлифовании заготовок преимущественно из труднообрабатываемых материалов.
Известен гидроаэродинамический способ подачи смазочно-охлаждающей жидкости (СОЖ), в котором СОЖ подается через специальное сопло с рифленой заслонкой, которая расположена с зазором между рабочей поверхностью круга и внутренней стенкой заслонки. Между внутренней стенкой сопла и рабочей поверхностью круга создается клиновидная полость, в которую с возрастающей скоростью воздушные потоки нагнетают подводимую жидкость. Поток СОЖ в зазоре контактирует с рабочей поверхностью круга, отражаясь от которой попадает на рифленую заслонку и снова направляется на рабочую поверхность круга, очищает ее и затем направляется в зону шлифования. В результате этого возникают кавитационные процессы, способствующие интенсивной очистке круга. Сущность способа заключается в использовании воздушных потоков, генерируемых вращающимся шлифовальным кругом, для очистки круга и повышения скорости движения потока СОЖ относительно его рабочей поверхности и заготовки (см. патент США 3616577, опубл. 2.11.1971).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе эффект от применения СОЖ с увеличением наработки шлифовального круга при обработке заготовок из труднообрабатываемых материалов при тяжелых режимах шлифования значительно снижается. Кроме того, по мере износа шлифовального круга увеличивается зазор между рабочей поверхностью круга и заслонкой, что снижает вероятность протекания кавитационных процессов, а следовательно, эффективность очистки, поэтому необходимы дополнительные устройства, обеспечивающие поддержание требуемого зазора. Это ведет к увеличению силовой и тепловой напряженности процесса шлифования, к значительному снижению периода стойкости шлифовального круга, ухудшению качества обрабатываемых поверхностей заготовки.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ правки шлифовального круга с одновременной гидроабразивной очисткой его рабочей поверхности, в котором между зоной правки и соплом для подачи СОЖ к зоне правки, создающим гидрозаслон, образуется жидкостная ванна с находящимися в ней свободными абразивными зернами и их осколками (свободный абразив), образующимися при правке (см. авт. свид. 1673415, кл. В 24 В 53/00, 1991), принятый за прототип.
Свободный абразив, образующийся в зоне правки, вместе с СОЖ направляют в зазор между рабочей поверхностью круга и торцом ультразвукового волновода. При этом в жидкостной ванне возбуждают ультразвуковые колебания, вызывая в ней кавитацию.
Указанный свободный абразив, находящийся в рабочем зазоре, ударяясь о рабочую поверхность круга под действием вибрирующего торца волновода, оказывает ударно-разрушающее воздействие на связку и вершины абразивных зерен, что ведет к образованию дополнительных режущих кромок на вершинах зерен круга и, кроме того, обеспечивает удаление с рабочей поверхности круга слабозакрепленных (дефектных) зерен и налипов металла, сошлифованного с заготовки.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе по мере правки круга увеличивается зазор между ультразвуковым волноводом и рабочей поверхностью круга, так как волновод и правящий инструмент не связаны между собой. Вследствие этого интенсивность кавитации, а следовательно, гидроабразивной очистки с течением времени уменьшается. Необходимость магнитострикционного преобразователя, соединенного с волноводом, и ультразвукового генератора существенно усложняет реализацию данного способа даже при наличии следящей системы для поддержания рабочего зазора между торцом волновода и рабочей поверхностью круга в пределах 0,3±0,15 мм и увеличивает сроки его окупаемости.
Сущность изобретения при реализации его на шлифовальных станках с непрерывной правкой рабочей поверхности круга заключается в следующем. Непрерывная правка и очистка рабочей поверхности шлифовального круга осуществляется при подаче СОЖ в зону контакта круга с алмазным роликом и далее на заслонку с выступами на внутренней поверхности, закрепленную на общем рычаге с алмазным роликом и расположенную на определенном расстоянии от рабочей поверхности круга при том, что свободный абразив, образующийся при правке шлифовального круга алмазным роликом, вместе с СОЖ также попадает на эту заслонку и, отражаясь от нее снова на круг, осуществляет вследствие возникающей кавитации его гидроабразивную очистку от налипов металла.
Технический результат заключается в отсутствии снижения интенсивности кавитации, а следовательно, гидроабразивной очистки по мере правки круга, упрощении конструкции при реализации способа, а также в уменьшении расхода абразивного и правящего инструмента вследствие меньших значений скорости врезной подачи алмазного ролика при непрерывной правке круга, повышении эффективности правки и очистки рабочей поверхности круга. В результате снижается теплосиловая напряженность процесса шлифования, увеличивается период стойкости шлифовального круга, улучшается качество обрабатываемых поверхностей заготовок.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе правки круга и очистки его рабочей поверхности используют заслонку с выступами на внутренней поверхности, а подача СОЖ со свободным абразивом на рабочую поверхность круга, образующимся при правке, осуществляется в зазор между кругом и внутренней поверхностью заслонки.
Тот факт, что подача СОЖ и попадание свободного абразива, образующегося при правке шлифовального круга алмазным роликом, осуществляется непосредственно на круг, многократно отражаясь от внутренней рифленой поверхности заслонки, приводит к снижению расхода абразивного и правящего инструментов за счет появляющейся возможности снижения скорости врезной подачи правящего ролика при правке круга, снижению засаливания рабочей поверхности круга за счет более полной очистки абразивных зерен, находящихся на значительном расстоянии от условной наружной поверхности круга. В отличие от прототипа при реализации изобретения зазор между кругом и вызывающей кавитацию заслонкой не увеличивается, так как заслонка связана с роликом, выполняющим правку круга, что обеспечивает протекание интенсивных процессов, способствующих эффективной очистке рабочей поверхности шлифовального круга в течение всего времени его работы.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволили установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволило установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию "новизна".
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований для достижения технического результата, в частности заявленным изобретением не предусматриваются следующие преобразования:
- дополнение известного средства какой-либо известной частью, присоединяемой к нему по известным правилам, для достижения технического результата, в отношении которого установлено влияние именно такого дополнения;
- замена какой-либо части известного средства другой известной частью для достижения технического результата, в отношении которого установлено влияние именно такой замены;
- исключение какой-либо части (элемента, действия) средства с одновременным исключением обусловленной ее наличием функции и достижением при этом обычного для такого исключения результата (упрощения, уменьшения массы, габаритов и пр.);
- увеличение количества однотипных элементов, действий для усиления технического результата, обусловленного наличием в средстве именно таких элементов, действий;
- выполнение известного средства или его части (частей) из известного материала для достижения технического результата, обусловленного известными свойствами этого материала;
- создание средства, состоящего из известных частей, выбор которых и связь между которыми осуществлены на основании известных правил, рекомендаций, и достигаемый при этом технический результат обусловлен только известными свойствами частей этого средства и связей между ними.
Описываемое изобретение не основано на изменении количественного признака (признаков), представлении таких признаков во взаимосвязи либо изменении ее вида. Имеется в виду случай, когда известен факт влияния каждого из указанных признаков на технический результат, и новые значения этих признаков или их взаимосвязь могли быть получены, исходя из известных зависимостей, закономерностей.
Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
Сущность изобретения поясняется чертежом, на котором изображена принципиальная схема устройства.
Сведения, подтверждающие возможность осуществления изобретения с получением технического результата.
СОЖ поступает через сопло 1 в зону контакта круга 4 с алмазным роликом 5 и далее на внутреннюю поверхность заслонки 2 с выступами, закрепленную на общем рычаге 3 с алмазным роликом 5 и расположенную на определенном расстоянии от рабочей поверхности круга 4, а свободный абразив, образующийся при правке шлифовального круга 4 алмазным роликом 5, также попадает на внутреннюю поверхность заслонки 2. Смесь СОЖ со свободным абразивом, попадая на выступы заслонки, отражается от них, ударяется после этого о рабочую поверхность круга и тем самым очищает ее от налипших частичек металла и отходов шлифования.
Таким образом, изложенные сведения свидетельствуют о выполнении при использовании заявленного изобретения (способа) следующей совокупности условий:
- средство, воплощающее заявленный способ при его осуществлении, предназначено для использования в промышленности, а именно в машиностроении на операциях шлифования заготовок;
- для заявленного способа в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов.
Следовательно, заявленное изобретение соответствует условию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2100183C1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2205736C1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ | 2001 |
|
RU2184025C1 |
| СПОСОБ ОЧИСТКИ ЗАСАЛЕННЫХ АБРАЗИВНЫХ КРУГОВ | 2003 |
|
RU2237570C1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНОГО КРУГА | 2002 |
|
RU2217292C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2152295C1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2000 |
|
RU2185272C2 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2003 |
|
RU2238841C1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2003 |
|
RU2251478C1 |
| СПОСОБ ГИДРООЧИСТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 1997 |
|
RU2151042C1 |
Изобретение относится к области машиностроения, касается обработки металлов резанием и предназначено для использования при шлифовании заготовок преимущественно из труднообрабатываемых материалов. Осуществляют подачу смазочно-охлаждающей жидкости (СОЖ) через сопло в зону контакта алмазного ролика с кругом и далее в зазор между рабочей поверхностью круга и внутренней поверхностью заслонки с выступами. Последняя расположена на общем рычаге с алмазным правящим роликом с определенным зазором относительно круга. Смесь СОЖ со свободным абразивом, образующимся при правке круга алмазным роликом, попадает на выступы заслонки и отражается от них. После этого ударяется о рабочую поверхность круга и тем самым очищает ее от налипших частичек металла и отходов шлифования. Такие действия уменьшают расход абразивного и правящего инструмента, повышают эффективность правки и очистки рабочей поверхности шлифовального круга. В результате снижается теплосиловая напряженность процесса шлифования, увеличивается период стойкости шлифовального круга, улучшается качество обрабатываемых поверхностей заготовок. 1 ил.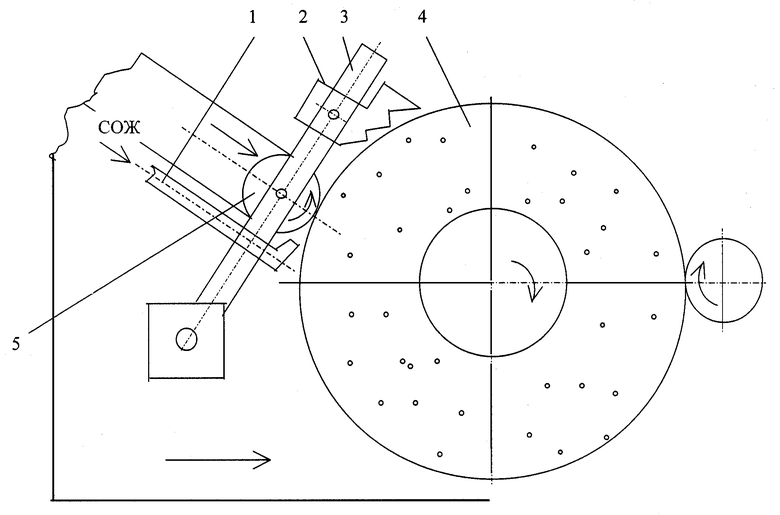
Способ непрерывной правки с гидроабразивной очисткой рабочей поверхности шлифовального круга, включающий подачу смазочно-охлаждающей жидкости (СОЖ) через сопло в зону контакта круга с алмазным правящим роликом с последующим ее поступлением в зазор между рабочей поверхностью круга и внутренней поверхностью заслонки для гидроабразивной очистки круга смесью СОЖ со свободным абразивом, образованным при правке, отличающийся тем, что заслонку используют с выступами на внутренней поверхности и связывают с алмазным правящим роликом посредством общего рычага, а гидроабразивную очистку круга осуществляют отраженной от выступов упомянутой смесью.
| Способ правки шлифовального круга | 1989 |
|
SU1673415A1 |
| Способ правки шлифовального круга алмазным роликом | 1990 |
|
SU1710317A2 |
| СПОСОБ УСТРАНЕНИЯ ЗАСАЛИВАНИЯ АЛМАЗНЫХ КРУГОВ НА МЕТАЛЛИЧЕСКИХ СВЯЗКАХ | 0 |
|
SU183095A1 |
| Устройство для подвода смазочно-охлаждающей жидкости к шлифовальному кругу | 1985 |
|
SU1292998A1 |
| US 4259940, 07.04.1981. | |||
