Настоящее изобретение касается способа монтажа щеки катушки.
Оно касается также устройства, предназначенного для осуществления способа, а также выполненной при помощи способа щеки катушки.
Для транспортировки электрических кабелей или шлангов обычно их наматывают на катушки.
Как известно, катушка состоит из барабана и двух щек.
Известны деревянные катушки (СН-А-415225), барабан которых выполнен последовательным наложением друг над другом досок, образующих цилиндрическую стенку, а концы этих досок заходят в кольцевой паз, выполненный во внутренней стороне каждой щеки.
На щеки действуют стяжки для удержания на месте барабана путем стягивания.
Каждая из щек образована двумя слоями деревянных реек, расположенных крестообразно и прибитых друг к другу гвоздями.
Концы досок соответственно обрабатывают с возможностью ограничения окружности щеки.
Вокруг щеки можно устанавливать обод U-образного сечения, образующий дорожку качения, и заменять деревянный барабан металлическим, как в случае катушки, описанной в документе GB-А-2173171.
В этом примере барабан фиксируется по отношению к щекам при помощи деталей, выступающих над внутренней поверхностью щек.
Эти модификации не улучшают должным образом прочность катушки под нагрузкой, и очень быстро возникает необходимость повторного затягивания стяжек, вследствие чего происходит деформация щеки.
Возникает также проблема количества гвоздей, необходимых для соединения двух слоев досок, и сложности их забивания для катушек повышенной емкости, в которых используются толстые доски.
В этих катушках обод U-образного сечения устанавливают после выполнения деревянных щек.
После этого его окончательно замыкают при помощи наружной сварки.
Недавно появилась катушка, в которой для выполнения щек используют примыкающие друг к другу сектора, закрепляемые с внутренней стороны центральной трубой и с наружной стороны ободом U-образного сечения, также надеваемым после установки секторов.
Такая щека отличается более высокой прочностью при нагрузке.
Целью настоящего изобретения является усовершенствование данного типа катушки.
В этой связи объектом настоящего изобретения является способ монтажа щеки катушки, состоящей из совокупности деревянных секторов, примыкающих друг к другу и образующих диск без зазоров, и из обода U-образного сечения, при этом указанный способ отличается тем, что:
- замыкают обод;
- один за другим устанавливают сектора таким образом, чтобы наружный конец заходил в кольцевой паз обода;
- перед установкой последнего сектора на совокупность установленных секторов действуют силой в плоскости диска для сжатия секторов и освобождения пространства с углом, превышающим угол устанавливаемого сектора;
- затем наружный конец последнего сектора вставляют в кольцевой паз обода, после этого вставляют внутренний конец; и
- сразу же после введения наружного конца в кольцевой паз прекращают действие сжатия.
Объектом настоящего изобретения являются также устройство для осуществления способа и выполненная при помощи способа щека катушки.
Настоящее изобретение более очевидным образом следует из нижеследующего описания, приведенного в качестве неограничительного примера, и прилагаемых к нему чертежей, на которых схематически представлены:
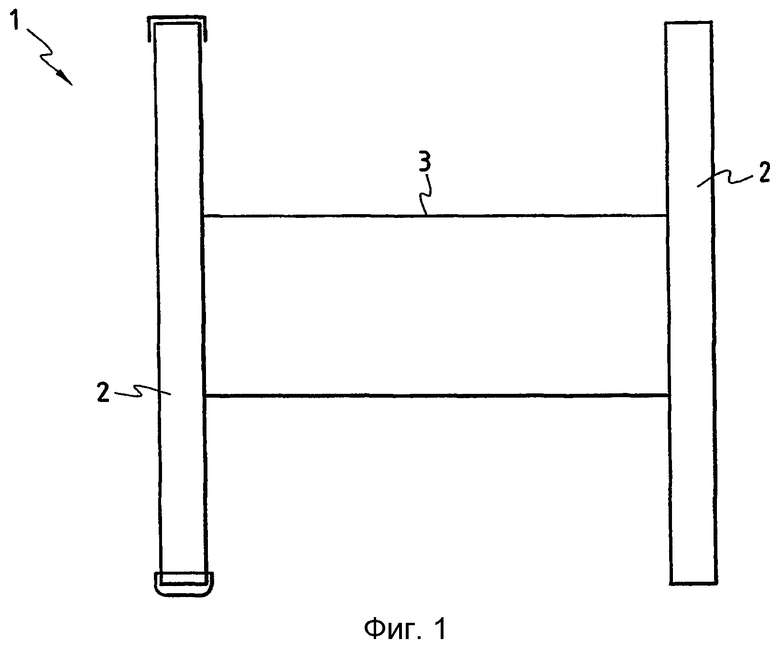
фиг.1 – катушка,
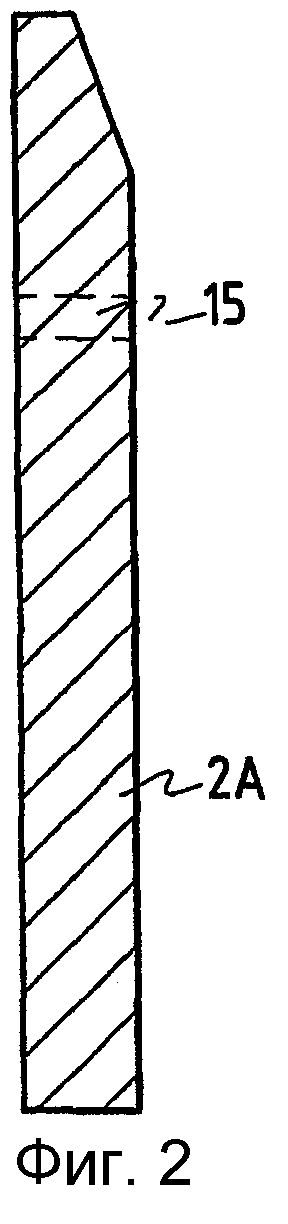
фиг.2 – часть сектора щеки катушки,
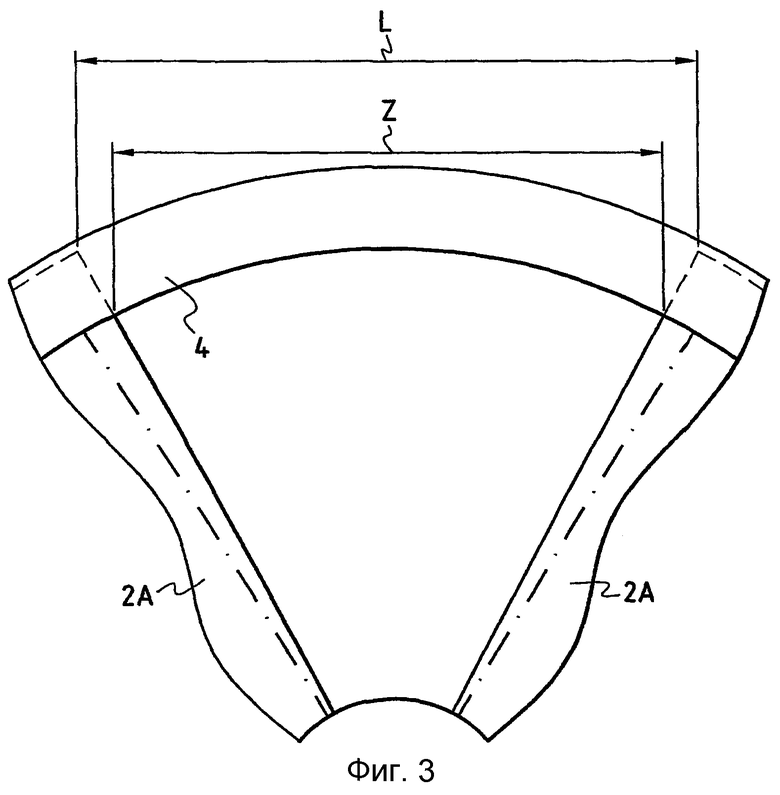
фиг.3 – часть сборки щеки,
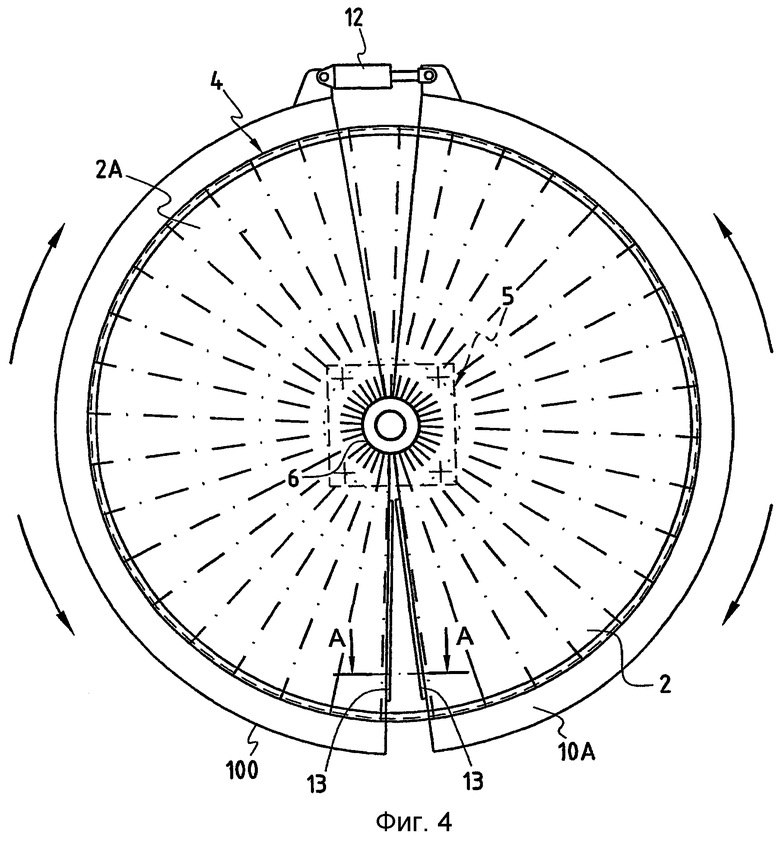
фиг.4 – монтажный стол для сборки щеки катушки,
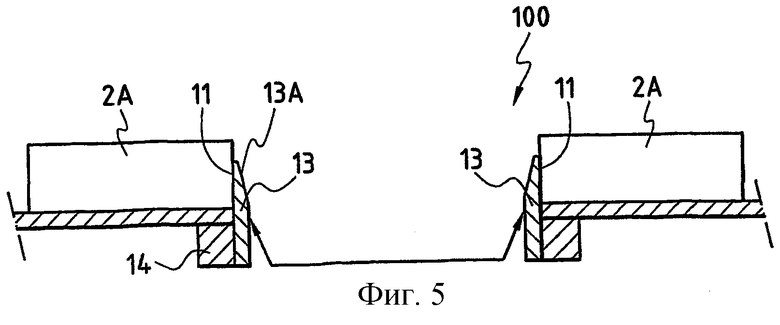
фиг.5 – изображение в разрезе по линии А-А фиг.4,
фиг.6 – другой монтажный стол, вид сверху,
фиг.7 – показанный на фиг.6 монтажный стол в разрезе по вертикальной плоскости.
На чертеже показана катушка 1.
Обычно данная катушка содержит две щеки 2, между которыми расположен барабан 3, предпочтительно выполненный из металла.
Щека катушки состоит из совокупности деревянных секторов 2А, примыкающих друг к другу и образующих диск, и из обода 4 U-образного сечения.
В кольцевой паз этого обода 4 вставляют наружные концы секторов.
Для повышения прочности и срока службы необходимо, чтобы сектора плотно прилегали друг к другу и между ними не было зазоров.
Тем самым избегают также попадания воды.
Затем, после сборки щек с барабаном, среднюю часть щеки зажимают между двумя фланцами 5.
Вместе с двумя фланцами 5 центральная труба 6 образует ступицу, обжимающую центральную часть щеки, чтобы предотвратить ее конусообразную деформацию от действия стяжек при соединении щек и барабана.
Эти стяжки (не показаны на чертеже) удалены от центральной оси барабана на расстояние, меньшее радиуса барабана.
Щека 2 предпочтительно состоит только из одного слоя секторов 2А, толщину которых выбирают в зависимости от требуемой прочности.
Использование только одного слоя секторов значительно способствует прочности барабана.
В соответствии с настоящим изобретением для того, чтобы выполнить щеку:
- замыкают обод 4;
- один за другим устанавливают сектора таким образом, чтобы наружный конец заходил в кольцевой паз обода;
- перед установкой последнего сектора на совокупность установленных секторов действуют силой в плоскости диска для сжатия секторов и освобождения пространства с углом, превышающим угол устанавливаемого сектора;
- затем наружный конец последнего сектора вставляют в кольцевой паз обода, после этого вставляют внутренний конец; и
- сразу же после введения наружного конца в кольцевой паз прекращают действие сжатия.
Такой способ позволяет одновременно закрепить два конца обода изнутри и снаружи для придания всему комплексу повышенной прочности.
В известных из предшествующего уровня катушках сварку обода можно было осуществлять только снаружи.
Действительно, как показано на фиг.3, когда предстоит ввести последний сектор в паз, длина L хорды этого сектора превышает длину хорды Z, проходящей через внутренний край обода и через две стороны незакрытого диска, ограничивающие свободное пространство.
Поэтому данная разница не позволяет ввести последний сектор с учетом требований монтажа без зазора.
Тем не менее при воздействии сил сжатия упругости дерева хватает, чтобы выиграть несколько миллиметров, которых достаточно, чтобы вставить последний сектор.
Пунктирной линией показано положение секторов во время сжатия.
Таким образом, после установки на место последнего сектора 2А упругая возвратная сила заклинивает этот последний сектор.
Предпочтительно размер секторов определяют таким образом, чтобы сумма углов указанных секторов превышала 2Π, что обеспечивает эффект сжатия после установки указанных секторов.
Это сжатие, в частности, позволяет избежать попадания воды, которая является фактором, приводящим к разрушению щеки.
В варианте монтажа сжатие установленных секторов производят, нажимая на боковые стороны секторов, ограничивающих последнее свободное пространство.
Согласно одному из вариантов монтажа в толщине двух секторов, ограничивающих пространство, в которое необходимо вставить последний сектор, просверливают отверстие 15 (фиг.2).
В каждое из отверстий вставляют палец и затем пальцы разводят, высвобождая таким образом пространство, достаточное для установки последнего сектора.
В третьем варианте два сектора, ограничивающие свободное пространство, захватывают в зажимы и раздвигают.
Устройство для осуществления способа согласно первому варианту содержит:
- предварительно замкнутый обод 4 U-образного сечения;
- опорный стол 10;
- средства позиционирования обода на этом опорном столе;
- средства позиционирования центральной части формируемой щеки; и
- средства 100, предназначенные для воздействия на совокупность установленных секторов силой в плоскости диска для сжатия секторов и высвобождения свободного пространства с углом, превышающим угол последнего устанавливаемого сектора.
В варианте реализации, показанном на фиг.4 и 5, опорный стол 10 состоит из двух подвижных секторов 10А, 10В, перемещающихся вокруг оси, совпадающей с осью щеки, при этом каждый сектор определяется углом, меньшим 180°.
На каждом секторе 10А, 10В стола выполнен упор 11, на который опирается, например, кромка сектора, ограничивающая пространство, в которое должен быть вставлен последний сектор, и приводное средство 12, обеспечивающее сведение или разведение упоров.
Каждый упор 11 образован одной из двух противоположных сторон пластины 13, закрепленной на опорном столе.
Сторона 13А, обращенная в сторону пространства для установки последнего сектора, выполнена со скошенной фаской.
Высота пластины по отношению к опорной плоскости предпочтительно меньше толщины секторов.
Когда последний сектор вставляют его наружной частью, достаточно удара киянкой, чтобы правильно установить его на место.
Наружный конец по меньшей мере последнего сектора предпочтительно сужают, чтобы уменьшить его толщину в данном месте и облегчить его введение в кольцевой паз.
В частности, когда пластину с упором закрепляют на кромке сектора, под опорным столом закрепляют деталь 14, воспринимающую по большей поверхности усилия во время сжатия.
Длина пластины составляет примерно три четверти от длины радиуса щеки для локального уменьшения сжатия.
Скорость монтажа повышается, и щеки катушки выполняются без гвоздей и имеют повышенную прочность.
Таким образом, получают щеку катушки, состоящую из совокупности секторов и обода U-образного сечения, предварительно замкнутого сварочным, в частности, внутренним швом.
Действительно, данный вариант монтажа позволяет производить сварку обода U-образного сечения изнутри и снаружи, обеспечивая таким образом его повышенную прочность.
Можно даже внутри обода U-образного сечения наварить усилительную полосу, что было невозможно в предшествующем уровне техники.
Согласно второму варианту монтажа пластины 13 заменяют пальцами, вставляемыми в отверстия, выполненные в секторах.
В связи с этим средства 100 содержат пальцы и приводное средство для раздвигания двух пальцев.
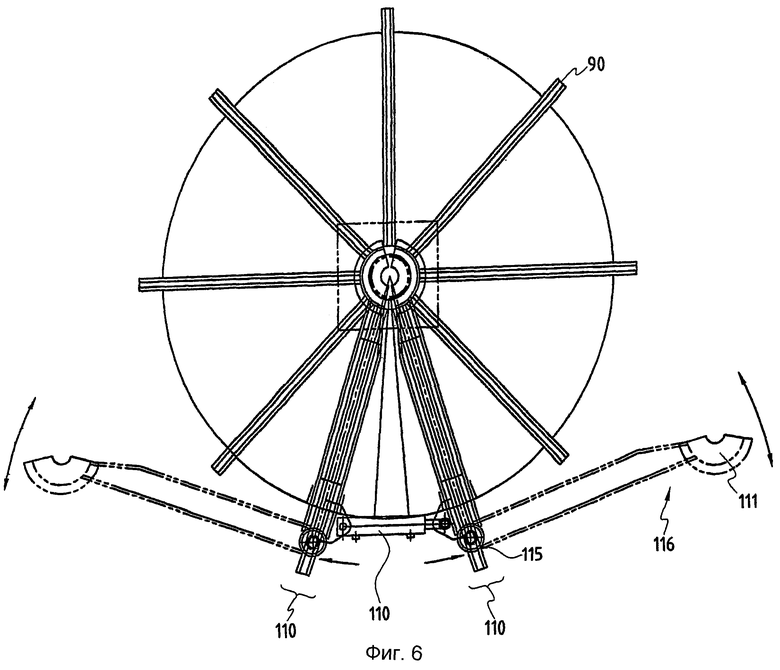
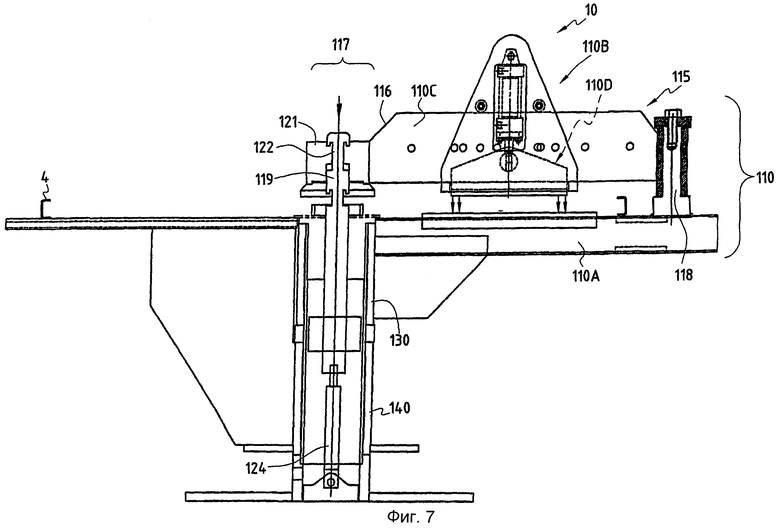
В варианте выполнения, показанном на фиг.6 и 7, опорный стол 10 состоит из нескольких радиальных поперечин 90.
Одна группа поперечин жестко установлена на цилиндре 130, а вторая группа – на втором цилиндре, поворачивающемся вокруг общей оси вращения.
Средства 100, предназначенные для создания силы, сжимающей сектора, содержат два зажима 110, предназначенные для захвата концевых секторов, и средство 120 для перемещения по меньшей мере одного зажима по отношению к другому с целью их разведения.
Каждый из зажимов 110 содержит две зажимные колодки 110А, 110В, при этом нижняя зажимная колодка 110А выполнена в виде нижней поперечины 110А.
Одна из деталей, в частности нижняя поперечина, установлена на цилиндре 130, а другая – на втором цилиндре 140, установленном коаксиально с первым, при этом оба цилиндра являются подвижными и вращаются в противоположных направлениях по отношению друг к другу.
Над каждой нижней зажимной накладкой 110А расположена верхняя зажимная накладка 110В.
Для образования зажима 110 верхняя зажимная накладка 110В содержит консоль 110С и деталь 110D, выполненную с возможностью вертикального перемещения.
Каждая верхняя зажимная накладка шарнирно соединена одним концом 115 из своих концов 115, 116 с соответствующей нижней зажимной накладкой с возможностью отодвигания для снятия щеки, а другой конец 116 содержит средство 117 быстрого, по меньшей мере опосредованного соединения с нижней зажимной накладкой.
Согласно представленному варианту выполнения шарнирное соединение 118 верхней зажимной накладки 110В осуществлено с дистальным концом нижней зажимной накладки 110А, а быстрое соединение конца 116 осуществляется с центральной деталью 119, коаксиальной с цилиндрами.
Пунктирной линией показано раздвинутое положение верхних зажимных накладок.
Для быстрого соединения соответствующий конец верхней зажимной накладки содержит деталь 121 в виде части диска, охватывающей гайку 122.
Соединение гайки осуществляется при помощи кольцевого паза и шлица.
Перемещение гайки осуществляют при помощи домкрата 124, установленного в цилиндрах.
Перемещение зажимов относительно друг друга обеспечивается, например, домкратом 120, опирающимся на каждую нижнюю поперечину зажима.
На фиг.6 показано, что детали 121, выполненные в виде участка диска, являются секторами меньше 180°, чтобы обеспечить вращение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Контактная щека дуговой электропечи | 1990 |
|
SU1772894A1 |
| Устройство для обработки пленочных негативов | 1935 |
|
SU46135A1 |
| Катушка для намотки полосового материала | 1980 |
|
SU912327A1 |
| БОКОВАЯ СТЕНКА КАБЕЛЬНОЙ КАТУШКИ | 2000 |
|
RU2220899C2 |
| СТАНОК ДЛЯ НАТЯЖЕНИЯ СТРУН ТЕННИСНЫХ РАКЕТОК | 2006 |
|
RU2314851C1 |
| ДИСКОВОЕ ФИЛЬТРУЮЩЕЕ УСТРОЙСТВО | 2007 |
|
RU2440171C1 |
| ПОДКЛАДКА РЕЛЬСА ДЛЯ ЖЕЛЕЗНОДОРОЖНОГО РЕЛЬСОВОГО ЗАЖИМНОГО УСТРОЙСТВА И СПОСОБ ИЗГОТОВЛЕНИЯ ШПАЛЫ | 2007 |
|
RU2434986C2 |
| ПРИКЛАД СТРЕЛКОВОГО ОРУЖИЯ С БЫСТРОРЕГУЛИРУЕМЫМИ ПО ВЫСОТЕ ЩЕКОЙ И ЗАТЫЛЬНИКОМ | 2016 |
|
RU2616121C1 |
| ВАННА | 2003 |
|
RU2255642C1 |
| БАРАБАН ДЛЯ НАМОТКИ ЭЛЕКТРИЧЕСКИХ КАБЕЛЕЙ, ПРОВОДОВ И ПОДОБНОЙ ПРОДУКЦИИ | 2000 |
|
RU2195060C2 |
Изобретение относится к области изготовления катушек и касается выполнения монтажа щеки катушки, состоящей из совокупности примыкающих друг к другу секторов, образующих диск, и из U-образного обода. Для изготовления щеки катушки замыкают обод, один за другим устанавливают сектора таким образом, чтобы наружный конец заходил в кольцевой паз обода, перед установкой последнего сектора на совокупность установленных секторов действуют силой в плоскости диска для сжатия секторов и освобождения пространства с углом, превышающим угол устанавливаемого сектора. Затем наружный конец последнего сектора вставляют в кольцевой паз обода, после этого вставляют внутренний конец и сразу же после введения наружного конца в кольцевой паз прекращают действие сжатия. Изобретение позволяет упростить монтаж щеки катушки и повысить прочность изготовляемой катушки. 3 н. и 15 з.п. ф-лы, 7 ил.
| 1970 |
|
SU415225A1 |

